
You are currently browsing the tag archive for the ‘Digital PLM’ tag.
 My previous post introducing the concept of connected platforms created some positive feedback and some interesting questions. For example, the question from Maxime Gravel:
My previous post introducing the concept of connected platforms created some positive feedback and some interesting questions. For example, the question from Maxime Gravel:
Thank you, Jos, for the great blog. Where do you see Change Management tool fit in this new Platform ecosystem?
is one of the questions I try to understand too. You can see my short comment in the comments here. However, while discussing with other experts in the CM-domain, we should paint the path forward. Because if we cannot solve this type of question, the value of connected platforms will be disputable.
 It is essential to realize that a digital transformation in the PLM domain is challenging. No company or vendor has the perfect blueprint available to provide an end-to-end answer for a connected enterprise. In addition, I assume it will take 10 – 20 years till we will be familiar with the concepts.
It is essential to realize that a digital transformation in the PLM domain is challenging. No company or vendor has the perfect blueprint available to provide an end-to-end answer for a connected enterprise. In addition, I assume it will take 10 – 20 years till we will be familiar with the concepts.
It takes a generation to move from drawings to 3D CAD. It will take another generation to move from a document-driven, linear process to data-driven, real-time collaboration in an iterative manner. Perhaps we can move faster, as the Automotive, Aerospace & Defense, and Industrial Equipment industries are not the most innovative industries at this time. Other industries or startups might lead us faster into the future.
![]() Although I prefer discussing methodology, I believe before moving into that area, I need to clarify some more technical points before moving forward. My apologies for writing it in such a simple manner. This information should be accessible for the majority of readers.
Although I prefer discussing methodology, I believe before moving into that area, I need to clarify some more technical points before moving forward. My apologies for writing it in such a simple manner. This information should be accessible for the majority of readers.
What means data-driven?
 I often mention a data-driven environment, but what do I mean precisely by that. For me, a data-driven environment means that all information is stored in a dataset that contains a single aspect of information in a standardized manner, so it becomes accessible by outside tools.
I often mention a data-driven environment, but what do I mean precisely by that. For me, a data-driven environment means that all information is stored in a dataset that contains a single aspect of information in a standardized manner, so it becomes accessible by outside tools.
A document is not a dataset, as often it includes a collection of datasets. Most of the time, the information it is exposed to is not standardized in such a manner a tool can read and interpret the exact content. We will see that a dataset needs an identifier, a classification, and a status.
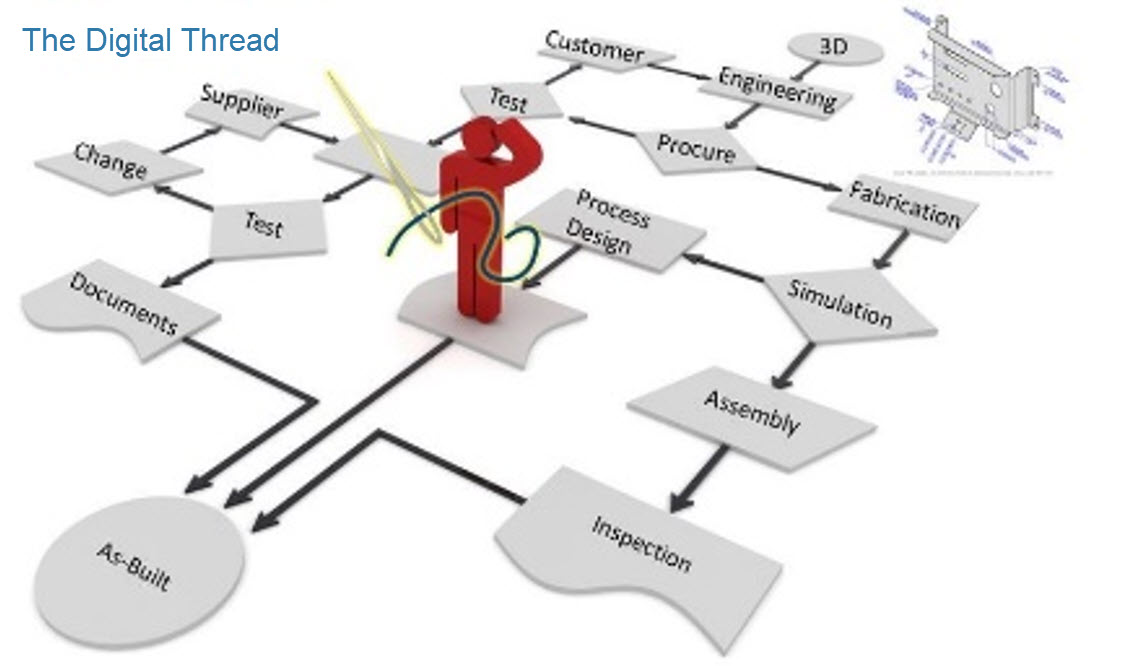
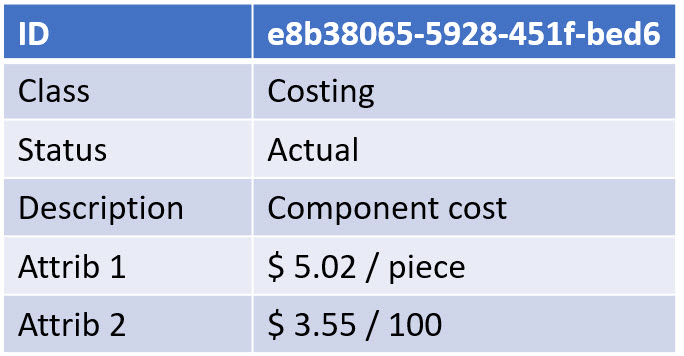 An identifier to be able to create a connection between other datasets – traceability or, in modern words, a digital thread.
An identifier to be able to create a connection between other datasets – traceability or, in modern words, a digital thread.
A classification as the classification identifier will determine the type of information the dataset contains and potential a set of mandatory attributes
A status to understand if the dataset is stable or still in work.
Examples of a data-driven approach – the item
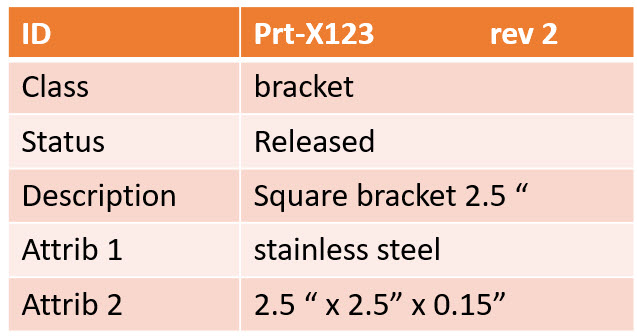 The most common dataset in the PLM world is probably the item (or part) in a Bill of Material. The identifier is the item number (ID + revision if revisions are used). Next, the classification will tell you the type of part it is.
The most common dataset in the PLM world is probably the item (or part) in a Bill of Material. The identifier is the item number (ID + revision if revisions are used). Next, the classification will tell you the type of part it is.
Part classification can be a topic on its own, and every industry has its taxonomy.
Finally, the status is used to identify if the dataset is shareable in the context of other information (released, in work, obsolete), allowing tools to expose only relevant information.
 In a data-driven manner, a part can occur in several Bill of Materials – an example of a single definition consumed in other places.
In a data-driven manner, a part can occur in several Bill of Materials – an example of a single definition consumed in other places.
When the part information changes, the accountable person has to analyze the relations to the part, which is easy in a data-driven environment. It is normal to find this functionality in a PDM or ERP system.
 When the part would change in a document-driven environment, the effort is much higher.
When the part would change in a document-driven environment, the effort is much higher.
First, all documents need to be identified where this part occurs. Then the impact of change needs to be managed in document versions, which will lead to other related changes if you want to keep the information correct.
Examples of a data-driven approach – the requirement
 Another example illustrating the benefits of a data-driven approach is implementing requirements management, where requirements become individual datasets. Often a product specification can contain hundreds of requirements, addressing the needs of different stakeholders.
Another example illustrating the benefits of a data-driven approach is implementing requirements management, where requirements become individual datasets. Often a product specification can contain hundreds of requirements, addressing the needs of different stakeholders.
In addition, several combinations of requirements need to be handled by other disciplines, mechanical, electrical, software, quality and legal, for example.
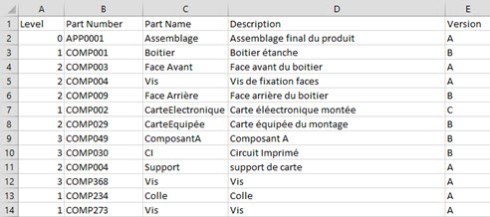
 As requirements need to be analyzed and ranked, a specification document would never be frozen. Trade-off analysis might lead to dropping or changing a single requirement. It is almost impossible to manage this all in a document, although many companies use Excel. The disadvantages of Excel are known, in particular in a dynamic environment.
As requirements need to be analyzed and ranked, a specification document would never be frozen. Trade-off analysis might lead to dropping or changing a single requirement. It is almost impossible to manage this all in a document, although many companies use Excel. The disadvantages of Excel are known, in particular in a dynamic environment.
The advantage of managing requirements as datasets is that they can be grouped. So, for example, they can be pushed to a supplier (as a specification).
Or requirements could be linked to test criteria and test cases, without the need to manage documents and make sure you work with them last updated document.
![]() As you will see, also requirements need to have an Identifier (to manage digital relations), a classification (to allow grouping) and a status (in work / released /dropped)
As you will see, also requirements need to have an Identifier (to manage digital relations), a classification (to allow grouping) and a status (in work / released /dropped)
Data-driven and Models – the 3D CAD model
3D PDF Model
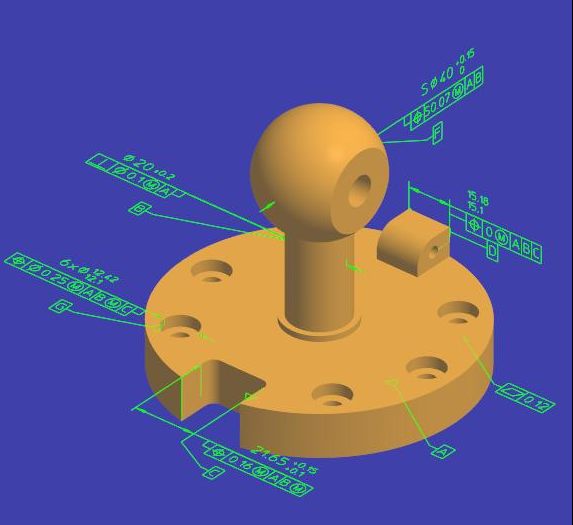
When I launched my series related to the model-based approach in 2018, the first comments I got came from people who believed that model-based equals the usage of 3D CAD models – see Model-based – the confusion. 3D Models are indeed an essential part of a model-based infrastructure, as the 3D model provides an unambiguous definition of the physical product. Just look at how most vendors depict the aspects of a virtual product using 3D (wireframe) models.
Although we use a 3D representation at each product lifecycle stage, most companies do not have a digital continuity for the 3D representation. Design models are often too heavy for visualization and field services support. The connection between engineering and manufacturing is usually based on drawings instead of annotated models.
I wrote about modern PLM and Model-Based Definition, supported by Jennifer Herron from Action Engineering – read the post PLM and Model-Based Definition here.

If your company wants to master a data-driven approach, this is one of the most accessible learning areas. You will discover that connecting engineering and manufacturing requires new technology, new ways of working and much more coordination between stakeholders.
Implementing Model-Based Definition is not an easy process. However, it is probably one of the best steps to get your digital transformation moving. The benefits of connected information between engineering and manufacturing have been discussed in the blog post PLM and Model-Based Definition
 Essential to realize all these exciting capabilities linked to Industry 4.0 require a data-driven, model-based connection between engineering and manufacturing.
Essential to realize all these exciting capabilities linked to Industry 4.0 require a data-driven, model-based connection between engineering and manufacturing.
If this is not the case, the projected game-changers will not occur as they become too costly.
Data-driven and mathematical models
To manage complexity, we have learned that we have to describe the behavior in models to make logical decisions. This can be done in an abstract model, purely based on mathematical equations and relations. For example, suppose you look at climate models, weather models or COVID infections models.
In that case, we see they all lead to discussions from so-called experts that believe a model should be 100 % correct and any exception shows the model is wrong.
It is not that the model is wrong; the expectations are false.
For less complex systems and products, we also use models in the engineering domain. For example, logical models and behavior models are all descriptive models that allow people to analyze the behavior of a product.
 For example, how software code impacts the product’s behavior. Usually, we speak about systems when software is involved, as the software will interact with the outside world.
For example, how software code impacts the product’s behavior. Usually, we speak about systems when software is involved, as the software will interact with the outside world.
There can be many models related to a product, and if you want to get an impression, look at this page from the SEBoK wiki: Types of Models. The current challenge is to keep the relations between these models by sharing parameters.
 The sharable parameters then again should be datasets in a data-driven environment. Using standardized diagrams, like SysML or UML, enables the used objects in the diagram to become datasets.
The sharable parameters then again should be datasets in a data-driven environment. Using standardized diagrams, like SysML or UML, enables the used objects in the diagram to become datasets.
I will not dive further into the modeling details as I want to remain at a high level.
Essential to realize digital models should connect to a data-driven infrastructure by sharing relevant datasets.
What does data-driven imply?
I want to conclude this time with some statements to elaborate on further in upcoming posts and discussions
- Data-driven does not imply there needs to be a single environment, a single database that contains all information. Like I mentioned in my previous post, it will be about managing connected datasets in a federated manner. It is not anymore about owned the data; it is about access to reliable data.
- Data-driven does not mean we do not need any documents anymore. Read electronic files for documents. Likely, document sets will still be the interface to non-connected entities, suppliers, and regulatory bodies. These document sets can be considered a configuration baseline.
- Data-driven means that we need to manage data in a much more granular manner. We have to look different at data ownership. It becomes more data accountability per role as the data can be used and consumed throughout the product lifecycle.
- Data-driven means that you need to have an enterprise architecture, data governance and a master data management (MDM) approach. So far, the traditional PLM vendors have not been active in the MDM domain as they believe their proprietary data model is leading. Read also this interesting McKinsey article: How enterprise architects need to evolve to survive in a digital world
- A model-based approach with connected datasets seems to be the way forward. Managing data in documents will become inefficient as they cannot contribute to any digital accelerator, like applying algorithms. Artificial Intelligence relies on direct access to qualified data.
- I don’t believe in Low-Code platforms that provide ad-hoc solutions on demand. The ultimate result after several years might be again a new type of spaghetti. On the other hand, standardized interfaces and protocols will probably deliver higher, long-term benefits. Remember: Low code: A promising trend or a Pandora’s Box?
- Configuration Management requires a new approach. The current methodology is very much based on hardware products with labor-intensive change management. However, the world of software products has different configuration management and change procedure. Therefore, we need to merge them in a single framework. Unfortunately, this cannot be the BOM framework due to the dynamics in software changes. An interesting starting point for discussion can be found here: Configuration management of industrial products in PDM/PLM
Conclusion
Again, a long post, slowly moving into the future with many questions and points to discuss. Each of the seven points above could be a topic for another blog post, a further discussion and debate.
After my summer holiday break in August, I will follow up. I hope you will join me in this journey by commenting and contributing with your experiences and knowledge.
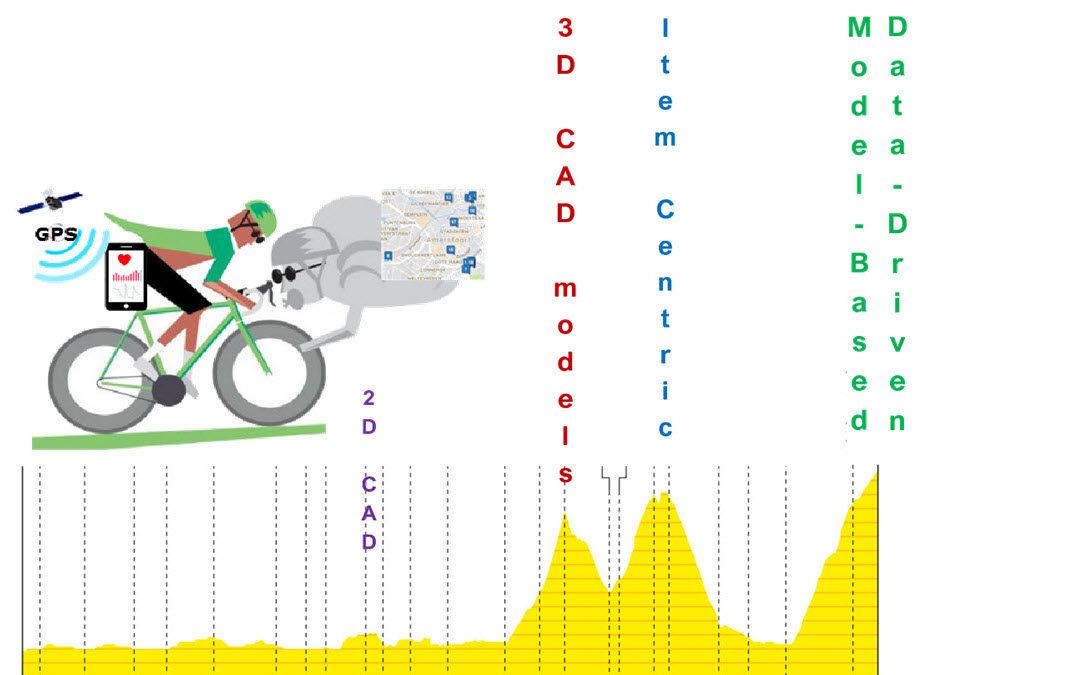 So far, I have been discussing PLM experiences and best practices that have changed due to introducing electronic drawings and affordable 3D CAD systems for the mainstream. From vellum to PDM to item-centric PLM to manage product designs and manufacturing specifications.
So far, I have been discussing PLM experiences and best practices that have changed due to introducing electronic drawings and affordable 3D CAD systems for the mainstream. From vellum to PDM to item-centric PLM to manage product designs and manufacturing specifications.
Although the technology has improved, the overall processes haven’t changed so much. As a result, disciplines could continue to work in their own comfort zone, most of the time hidden and disconnected from the outside world.
 Now, thanks to digitalization, we can connect and format information in real-time. Now we can provide every stakeholder in the company’s business to have almost real-time visibility on what is happening (if allowed). We have seen the benefits of platformization, where the benefits come from real-time connectivity within an ecosystem.
Now, thanks to digitalization, we can connect and format information in real-time. Now we can provide every stakeholder in the company’s business to have almost real-time visibility on what is happening (if allowed). We have seen the benefits of platformization, where the benefits come from real-time connectivity within an ecosystem.
Apple, Amazon, Uber, Airbnb are the non-manufacturing related examples. Companies are trying to replicate these models for other businesses, connecting the concept owner (OEM ?), with design and manufacturing (services), with suppliers and customers. All connected through information, managed in data elements instead of documents – I call it connected PLM
 Vendors have already shared their PowerPoints, movies, and demos from how the future would be in the ideal world using their software. The reality, however, is that implementing such solutions requires new business models, a new type of organization and probably new skills.
Vendors have already shared their PowerPoints, movies, and demos from how the future would be in the ideal world using their software. The reality, however, is that implementing such solutions requires new business models, a new type of organization and probably new skills.
The last point is vital, as in schools and organizations, we tend to teach what we know from the past as this gives some (fake) feeling of security.
 The reality is that most of us will have to go through a learning path, where skills from the past might become obsolete; however, knowledge of the past might be fundamental.
The reality is that most of us will have to go through a learning path, where skills from the past might become obsolete; however, knowledge of the past might be fundamental.
In the upcoming posts, I will share with you what I see, what I deduct from that and what I think would be the next step to learn.
I firmly believe connected PLM requires the usage of various models. Not only the 3D CAD model, as there are so many other models needed to describe and analyze the behavior of a product.
 I hope that some of my readers can help us all further on the path of connected PLM (with a model-based approach). This series of posts will be based on the max size per post (avg 1500 words) and the ideas and contributes coming from you and me.
I hope that some of my readers can help us all further on the path of connected PLM (with a model-based approach). This series of posts will be based on the max size per post (avg 1500 words) and the ideas and contributes coming from you and me.
What is platformization?
In our day-to-day life, we are more and more used to direct interaction between resellers and services providers on one side and consumers on the other side. We have a question, and within 24 hours, there is an answer. We want to purchase something, and potentially the next day the goods are delivered. These are examples of a society where all stakeholders are connected in a data-driven manner.
 We don’t have to create documents or specialized forms. An app or a digital interface allows us to connect. To enable this type of connectivity, there is a need for an underlying platform that connects all stakeholders. Amazon and Salesforce are examples for commercial activities, Facebook for social activities and, in theory, LinkedIn for professional job activities.
We don’t have to create documents or specialized forms. An app or a digital interface allows us to connect. To enable this type of connectivity, there is a need for an underlying platform that connects all stakeholders. Amazon and Salesforce are examples for commercial activities, Facebook for social activities and, in theory, LinkedIn for professional job activities.
The platform is responsible for direct communication between all stakeholders.
The same applies to businesses. Depending on the products or services they deliver, they could benefit from one or more platforms. The image below shows five potential platforms that I identified in my customer engagements. Of course, they have a PLM focus (in the middle), and the grouping can be made differently.
Five potential business platforms
The 5 potential platforms
The ERP platform
 is mainly dedicated to the company’s execution processes – Human Resources, Purchasing, Finance, Production scheduling, and potentially many more services. As platforms try to connect as much as possible all stakeholders. The ERP platform might contain CRM capabilities, which might be sufficient for several companies. However, when the CRM activities become more advanced, it would be better to connect the ERP platform to a CRM platform. The same logic is valid for a Product Innovation Platform and an ERP platform. Examples of ERP platforms are SAP and Oracle (and they will claim they are more than ERP)
is mainly dedicated to the company’s execution processes – Human Resources, Purchasing, Finance, Production scheduling, and potentially many more services. As platforms try to connect as much as possible all stakeholders. The ERP platform might contain CRM capabilities, which might be sufficient for several companies. However, when the CRM activities become more advanced, it would be better to connect the ERP platform to a CRM platform. The same logic is valid for a Product Innovation Platform and an ERP platform. Examples of ERP platforms are SAP and Oracle (and they will claim they are more than ERP)
Note: Historically, most companies started with an ERP system, which is not the same as an ERP platform. A platform is scalable; you can add more apps without having to install a new system. In a platform, all stored data is connected and has a shared data model.
The CRM platform
 a platform that is mainly focusing on customer-related activities, and as you can see from the diagram, there is an overlap with capabilities from the other platforms. So again, depending on your core business and products, you might use these capabilities or connect to other platforms. Examples of CRM platforms are Salesforce and Pega, providing a platform to further extend capabilities related to core CRM.
a platform that is mainly focusing on customer-related activities, and as you can see from the diagram, there is an overlap with capabilities from the other platforms. So again, depending on your core business and products, you might use these capabilities or connect to other platforms. Examples of CRM platforms are Salesforce and Pega, providing a platform to further extend capabilities related to core CRM.
The MES platform
 In the past, we had PDM and ERP and what happened in detail on the shop floor was a black box for these systems. MES platforms have become more and more important as companies need to trace and guide individual production orders in a data-driven manner. Manufacturing Execution Systems (and platforms) have their own data model. However, they require input from other platforms and will provide specific information to other platforms.
In the past, we had PDM and ERP and what happened in detail on the shop floor was a black box for these systems. MES platforms have become more and more important as companies need to trace and guide individual production orders in a data-driven manner. Manufacturing Execution Systems (and platforms) have their own data model. However, they require input from other platforms and will provide specific information to other platforms.
For example, if we want to know the serial number of a product and the exact production details of this product (used parts, quality status), we would use an MES platform. Examples of MES platforms (none PLM/ERP related vendors) are Parsec and Critical Manufacturing
The IoT platform
 these platforms are new and are used to monitor and manage connected products. For example, if you want to trace the individual behavior of a product of a process, you need an IoT platform. The IoT platform provides the product user with performance insights and alerts.
these platforms are new and are used to monitor and manage connected products. For example, if you want to trace the individual behavior of a product of a process, you need an IoT platform. The IoT platform provides the product user with performance insights and alerts.
However, it also provides the product manufacturer with the same insights for all their products. This allows the manufacturer to offer predictive maintenance or optimization services based on the experience of a large number of similar products. Examples of IoT platforms (none PLM/ERP-related vendors) are Hitachi and Microsoft.
The Product Innovation Platform (PIP)
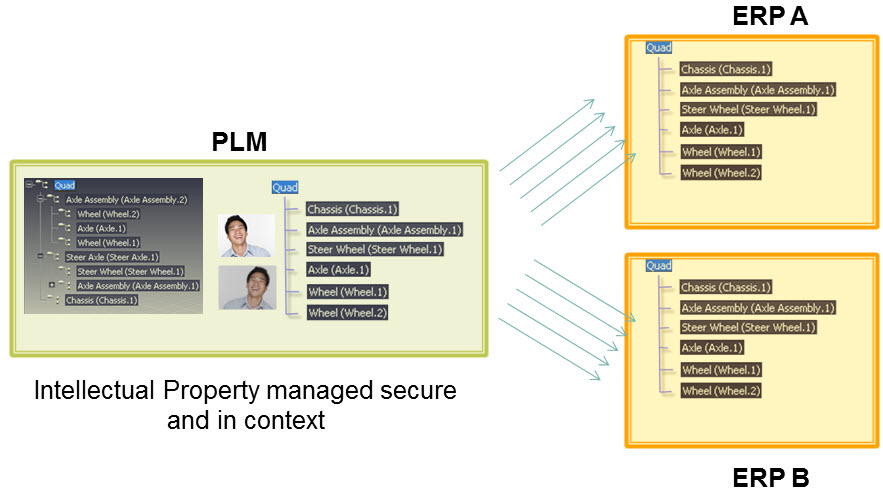
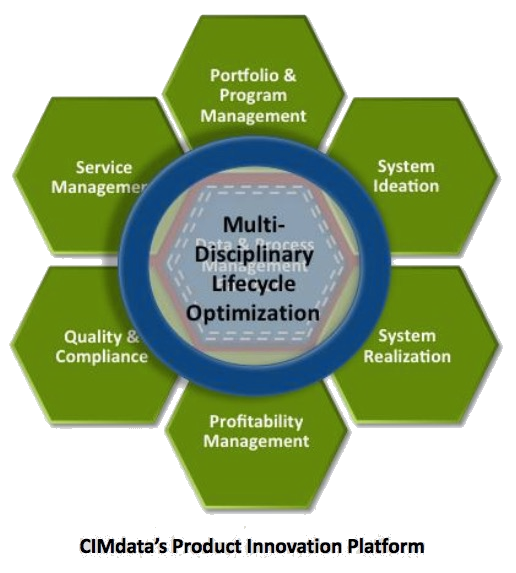 All the above platforms would not have a reason to exist if there was not an environment where products were invented, developed, and managed. The Product Innovation Platform PIP – as described by CIMdata -is the place where Intellectual Property (IP) is created, where companies decide on their portfolio and more.
All the above platforms would not have a reason to exist if there was not an environment where products were invented, developed, and managed. The Product Innovation Platform PIP – as described by CIMdata -is the place where Intellectual Property (IP) is created, where companies decide on their portfolio and more.
The PIP contains the traditional PLM domain. It is also a logical place to manage product quality and technical portfolio decisions, like what kind of product platforms and modules a company will develop. Like all previous platforms, the PIP cannot exist without other platforms and requires connectivity with the other platforms is applicable.
Look below at the CIMdata definition of a Product Innovation Platform.
You will see that most of the historical PLM vendors aiming to be a PIP (with their different flavors): Aras, Dassault Systèmes, PTC and Siemens.
 Of course, several vendors sell more than one platform or even create the impression that everything is connected as a single platform. Usually, this is not the case, as each platform has its specific data model and combining them in a single platform would hurt the overall performance.
Of course, several vendors sell more than one platform or even create the impression that everything is connected as a single platform. Usually, this is not the case, as each platform has its specific data model and combining them in a single platform would hurt the overall performance.
Therefore, the interaction between these platforms will be based on standardized interfaces or ad-hoc connections.
Standard interfaces or ad-hoc connections?
Suppose your role and information needs can be satisfied within a single platform. In that case, most likely, the platform will provide you with the right environment to see and manipulate the information.
 However, it might be different if your role requires access to information from other platforms. For example, it could be as simple as an engineer analyzing a product change who needs to know the actual stock of materials to decide how and when to implement a change.
However, it might be different if your role requires access to information from other platforms. For example, it could be as simple as an engineer analyzing a product change who needs to know the actual stock of materials to decide how and when to implement a change.
This would be a PIP/ERP platform collaboration scenario.
 Or even more complex, it might be a product manager wanting to know how individual products behave in the field to decide on enhancements and new features. This could be a PIP, CRM, IoT and MES collaboration scenario if traceability of serial numbers is needed.
Or even more complex, it might be a product manager wanting to know how individual products behave in the field to decide on enhancements and new features. This could be a PIP, CRM, IoT and MES collaboration scenario if traceability of serial numbers is needed.
The company might decide to build a custom app or dashboard for this role to support such a role. Combining in real-time data from the relevant platforms, using standard interfaces (preferred) or using API’s, web services, REST services, microservices (for specialists) and currently in fashion Low-Code development platforms, which allow users to combine data services from different platforms without being an expert in coding.
 Without going too much in technology, the topics in this paragraph require an enterprise architecture and vision. It is opportunistic to think that your existing environment will evolve smoothly into a digital highway for the future by “fixing” demands per user. Your infrastructure is much more likely to end up congested as spaghetti.
Without going too much in technology, the topics in this paragraph require an enterprise architecture and vision. It is opportunistic to think that your existing environment will evolve smoothly into a digital highway for the future by “fixing” demands per user. Your infrastructure is much more likely to end up congested as spaghetti.
In that context, I read last week an interesting post Low code: A promising trend or Pandora’s box. Have a look and decide for yourself
I am less focused on technology, more on methodology. Therefore, I want to come back to the theme of my series: The road to model-based and connected PLM. For sure, in the ideal world, the platforms I mentioned, or other platforms that run across these five platforms, are cloud-based and open to connect to other data sources. So, this is the infrastructure discussion.
In my upcoming blog post, I will explain why platforms require a model-based approach and, therefore, cause a challenge, particularly in the PLM domain.
 It took us more than fifty years to get rid of vellum drawings. It took us more than twenty years to introduce 3D CAD for design and engineering. Still primarily relying on drawings. It will take us for sure one generation to switch from document-based engineering to model-based engineering.
It took us more than fifty years to get rid of vellum drawings. It took us more than twenty years to introduce 3D CAD for design and engineering. Still primarily relying on drawings. It will take us for sure one generation to switch from document-based engineering to model-based engineering.
Conclusion
In this post, I tried to paint a picture of the ideal future based on connected platforms. Such an environment is needed if we want to be highly efficient in designing, delivering, and maintaining future complex products based on hardware and software. Concepts like Digital Twin and Industry 4.0 require a model-based foundation.
In addition, we will need Digital Twins to reach our future sustainability goals efficiently. So, there is work to do.
Your opinion, Your contribution?
 In March 2018, I started a series of blog posts related to model-based approaches. The first post was: Model-Based – an introduction. The reactions to these series of posts can be summarized in two bullets:
In March 2018, I started a series of blog posts related to model-based approaches. The first post was: Model-Based – an introduction. The reactions to these series of posts can be summarized in two bullets:
- Readers believed that the term model-based was focusing on the 3D CAD model. A logical association as PLM is often associated with 3D CAD-model data management (actually PDM), and in many companies, the 3D CAD model is (yet) not a major information carrier/
- Readers were telling me that a model-based approach is too far from their day-to-day life. I have to agree here. I was active in some advanced projects where the product’s behavior depends on a combination of hardware and software. However, most companies still work in a document-driven, siloed discipline manner merging all deliverables in a BOM.
 More than 3 years later, I feel that model-based approaches have become more and more visible for companies. One of the primary reasons is that companies start to collaborate in the cloud and realize the differences between a coordinated and a connected manner.
More than 3 years later, I feel that model-based approaches have become more and more visible for companies. One of the primary reasons is that companies start to collaborate in the cloud and realize the differences between a coordinated and a connected manner.
Initiatives as Industry 4.0 or concepts like the Digital Twin demand a model-based approach. This post is a follow-up to my recent post, The Future of PLM.
History has shown that it is difficult for companies to change engineering concepts. So let’s first look back at how concepts slowly changed.
The age of paper drawings
 In the sixties of the previous century, the drawing board was the primary “tool” to specify a mechanical product. The drawing on its own was often a masterpiece drawn on special paper, with perspectives, details, cross-sections.
In the sixties of the previous century, the drawing board was the primary “tool” to specify a mechanical product. The drawing on its own was often a masterpiece drawn on special paper, with perspectives, details, cross-sections.
All these details were needed to transfer the part or assembly information to manufacturing. The drawing set should contain all information as there were no computers.
 Making a prototype was, depending on the complexity of the product, the interpretation of the drawings and manufacturability of a product, not always that easy. After a first release, further modifications to the product definition were often marked on the manufacturing drawings using a red pencil. Terms like blueprint and redlining come from the age of paper drawings.
Making a prototype was, depending on the complexity of the product, the interpretation of the drawings and manufacturability of a product, not always that easy. After a first release, further modifications to the product definition were often marked on the manufacturing drawings using a red pencil. Terms like blueprint and redlining come from the age of paper drawings.
There are still people talking nostalgically about these days as creating and interpreting drawings was an important skill. However, the inefficiencies with this approach were significant.
- First, updating drawings because there was redlining in manufacturing was often not done – too much work.
- Second, drawing reuse was almost impossible; you had to start from scratch.
- Third, and most importantly, you needed to be very skilled in interpreting a drawing set. In particular, when dealing with suppliers that might not have the same skillset and the knowledge of which drawing version was actual.
 However, paper was and still is the cheapest neutral format to distribute designs. The last time I saw companies still working with paper drawings was at the end of the previous century.
However, paper was and still is the cheapest neutral format to distribute designs. The last time I saw companies still working with paper drawings was at the end of the previous century.
Curious to learn if they are now extinct?
The age of electronic drawings (CAD)
With the introduction of AutoCAD and personal computers around 1982, more companies started to look into drafting with the computer. There was already the IBM drafting system in 1965, but it was Autodesk that pushed the 2D drafting business with their slogan:
“80 percent of the functionality for 20 percent of the price (Autodesk 1982)”
A little later, I started to work for an Autodesk distributor/reseller. People would come to the showroom to see how a computer drawing could be plotted in the finest quality at the end. But, of course, the original draftsman did not like the computer as the screen was too small.
 However, the enormous value came from making changes, the easy way of sharing drawings and the ease of reuse. The picture on the left is me in 1989, demonstrating AutoCAD with a custom-defined tablet and PS/2 computer.
However, the enormous value came from making changes, the easy way of sharing drawings and the ease of reuse. The picture on the left is me in 1989, demonstrating AutoCAD with a custom-defined tablet and PS/2 computer.
The introduction of electronic drawings was not a disruption, more optimization of the previous ways of working.
The exchange with suppliers and manufacturing could still be based on plotted drawings – the most neutral format. And thanks to the filename, there was better control of versions between all stakeholders.
Aren’t we all happy?
The introduction of mainstream 3D CAD
 In 1995, 3D CAD became available for the mid-market, thanks to SolidWorks, Solid Edge and a little later Inventor. Before that working with 3D CAD was only possible for companies that could afford expensive graphic stations, provided by IBM, Silicon Graphics, DEC and SUN. Where are they nowadays? The PC is an example of disruptive innovation, purely based on technology. See Clayton Christensen’s famous book: The Innovator’s Dilemma.
In 1995, 3D CAD became available for the mid-market, thanks to SolidWorks, Solid Edge and a little later Inventor. Before that working with 3D CAD was only possible for companies that could afford expensive graphic stations, provided by IBM, Silicon Graphics, DEC and SUN. Where are they nowadays? The PC is an example of disruptive innovation, purely based on technology. See Clayton Christensen’s famous book: The Innovator’s Dilemma.
The introduction of 3D CAD on PCs in the mid-market did not lead directly to new ways of working. Designing a product in 3D was much more efficient if you mastered the skills. 3D brought a better understanding of the product dimensions and shape, reducing the number of interpretation errors.
 Still, (electronic) drawings were the contractual deliverable when interacting with suppliers and manufacturing. As students were more and more trained with the 3D CAD tools, the traditional art of the draftsman disappeared.
Still, (electronic) drawings were the contractual deliverable when interacting with suppliers and manufacturing. As students were more and more trained with the 3D CAD tools, the traditional art of the draftsman disappeared.
3D CAD introduced some new topics to solve.
- First of all, a 3D CAD Assembly in the system was a collection of separate files, subassemblies, parts, and drawings that relate to each other with a specific version. So how to ensure the final assembly drawings were based on the correct part revisions? Companies were solving this by either using intelligent filenames (with revisions) or by using a PDM system where the database of the PDM system managed all the relations and their status.
- The second point was that the 3D CAD assembly also introduced a new feature, the product structure, or the “Bill of Materials”. This logical structure of the assembly up resembled a lot of the Bill of Material of the product. You could even browse deeper levels, which was not the case in the traditional Bill of Material on a drawing.
Note: The concept of EBOM and MBOM was not known in most companies. People were talking about the BOM as a one-level definition of parts or subassemblies in the assembly. See my Where is the MBOM? Post from July 2008 when this topic was still under discussion.
- The third point that would have a more significant impact later is that parts and assemblies could be reused in other products. This introduced the complexity of configuration management. For example, a 3D CAD part or assembly file could contain several configurations where only one configuration would be valid for the given product. Managing this in the 3D CAD system lead to higher productivity of the designer, however downstream when it came to data management with PDM systems, it became a nightmare.

I experienced these issues a lot when discussing with companies and implementers, mainly the implementation of SmarTeam combined with SolidWorks and Inventor. Where to manage the configuration constraints? In the PDM system or inside the 3D CAD system.
These environments were not friends (image above), and even if they came from the same vendor, it felt like discussing with tribes.
The third point also covered another topic. So far, CAD had been the first step for the detailed design of a product. However, companies now had an existing Bill of Material in the system thanks to the PDM systems. It could be a Bill of Material of a sub-assembly that is used in many other products.
Configuring a product no longer started from CAD; it started from a Product or Bill of Material structure. Sales and Engineers identified the changes needed on the BoM, keeping as much as possible released information untouched. This led to a new best practice.
The item-centric approach
 Around 2005, five years after introducing the term Product Lifecycle Management, slowly, a new approach became the standard. Product Lifecycle Management was initially introduced to connect engineering and manufacturing, driven by the automotive and aerospace industry.
Around 2005, five years after introducing the term Product Lifecycle Management, slowly, a new approach became the standard. Product Lifecycle Management was initially introduced to connect engineering and manufacturing, driven by the automotive and aerospace industry.
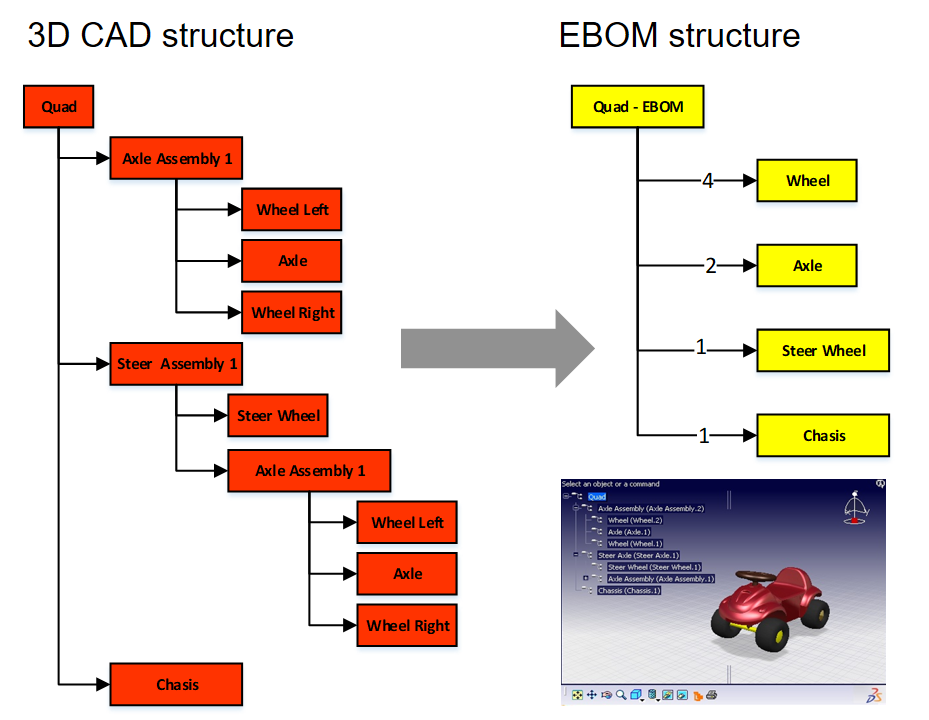
It was with PLM that concepts as EBOM and MBOM became visible.
In particular, the EBOM was closely linked to engineering practices, i.e., modularity and reuse. The EBOM and its related information represented the product as it was specified. It is essential to realize that the parts in the EBOM could be generic specified purchase parts to be resolved when producing the product or that the EBOM contained Make-parts specified by drawings.
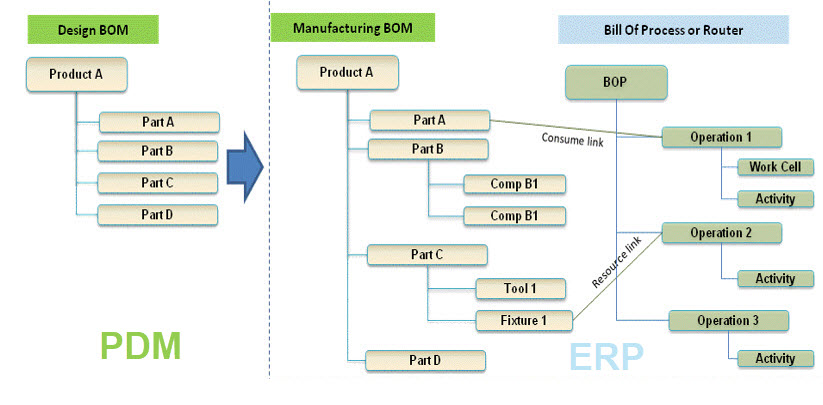
At that time, the EBOM was often used as the foundation for the ERP system – see image above. The BOM was restructured and organized according to the manufacturing process specifying materials and resources needed in the ERP system. Therefore, although it was an item-like structure, this BOM (the MBOM) always had a close relation to the Bill of Process.
For companies with a single manufacturing site, the notion of EBOM and MBOM was not that big, as the ERP system would be the source of the MBOM. However, the complexity came when companies have several manufacturing sites. That was when a generic MBOM in the PLM system made more sense to centralize all product information in a single system.
The EBOM-MBOM approach has become more and more a standard practice since 2010. As a result, even small and medium-sized enterprises realized a need to manage the EBOM and the MBOM.
There were two disadvantages introduced with this EBOM-MBOM approach.
- First, the EBOM and the MBOM as information structures require a lot of administrative maintenance if information needs to be always correct (and that is the CM target). Some try to simplify this by keeping the EBOM part the same as the MBOM part, meaning the EBOM specification already targets a single supplier or manufacturer.
- The second disadvantage of making every item in the BOM behave like a part creates inefficiencies in modern environments. Products are a mix of hardware(parts) and software(models/behavior). This BOM-centric view does not provide the proper infrastructure for a data-driven approach as part specifications are still done in drawings. We need 3D annotated models related to all kinds of other behavior and physical models to specify a product that contains hard-and software.
 A new paradigm is needed to manage this mix efficiently, the enabling foundation for Industry 4.0 and efficient Digital Twins; there is a need for a model-based approach based on connected data elements.
A new paradigm is needed to manage this mix efficiently, the enabling foundation for Industry 4.0 and efficient Digital Twins; there is a need for a model-based approach based on connected data elements.
More next week.
Conclusion
| The age of paper drawings | 1960 – now dead |
| The age of electronic drawings | 1982 – potentially dead in 2030 |
| The mainstream 3D CAD | 1995 – to be evolving through MBD and MBSE to the future – not dead shortly |
| Item-centric approach | 2005 – to be evolving to a connected model-based approach – not dead shortly |
 Last summer, I wrote a series of blog posts grouped by the theme “Learning from the past to understand the future”. These posts took you through the early days of drawings and numbering practices towards what we currently consider the best practice: PLM BOM-centric backbone for product lifecycle information.
Last summer, I wrote a series of blog posts grouped by the theme “Learning from the past to understand the future”. These posts took you through the early days of drawings and numbering practices towards what we currently consider the best practice: PLM BOM-centric backbone for product lifecycle information.
You can find an overview and links to these posts on the Learning from the past page.
![]() If you have read these posts, or if you have gone through this journey, you will realize that all steps were more or less done evolutionary. There were no disruptions. Affordable 3D CAD systems, new internet paradigms (interactive internet), global connectivity and mobile devices all introduced new capabilities for the mainstream. As described in these posts, the new capabilities sometimes create friction with old practices. Probably the most popular topics are the whole Form-Fit-Function interpretation and the discussion related to meaningful part numbers.
If you have read these posts, or if you have gone through this journey, you will realize that all steps were more or less done evolutionary. There were no disruptions. Affordable 3D CAD systems, new internet paradigms (interactive internet), global connectivity and mobile devices all introduced new capabilities for the mainstream. As described in these posts, the new capabilities sometimes create friction with old practices. Probably the most popular topics are the whole Form-Fit-Function interpretation and the discussion related to meaningful part numbers.
What is changing?
 In the last five to ten years, a lot of new technology has come into our lives. The majority of these technologies are related to dealing with data. Digital transformation in the PLM domain means moving from a file-based/document-centric approach to a data-driven approach.
In the last five to ten years, a lot of new technology has come into our lives. The majority of these technologies are related to dealing with data. Digital transformation in the PLM domain means moving from a file-based/document-centric approach to a data-driven approach.
A Bill of Material on the drawing has become an Excel-like table in a PLM system. However, an Excel file is still used to represent a Bill of Material in companies that have not implemented PLM.
Another example is the specification document which has become a collection of individual requirements in a system. Each requirement is a data object with its own status and content. The specification becomes a report combining all valid requirement objects.
Related to CAD, the 2D drawing is no longer the deliverable as a document; the 3D CAD model with its annotated views becomes the information carrier for engineering and manufacturing.
 Most importantly, traditional PLM methodologies have been based on a mechanical design and release process. Meanwhile, modern products are systems where the majority of capabilities are defined by software. Software has an entirely different configuration and lifecycle approach which conflict with a mechanical approach, which is too rigid for software.
Most importantly, traditional PLM methodologies have been based on a mechanical design and release process. Meanwhile, modern products are systems where the majority of capabilities are defined by software. Software has an entirely different configuration and lifecycle approach which conflict with a mechanical approach, which is too rigid for software.
The last two aspects, from 2D drawings to 3D Models and Mechanical products towards Systems (hardware and software), require new data management methods. In this environment, we need to learn to manage simulation models, behavior models, physics models and 3D models as connected as possible.
I wrote about these changes three years ago: Model-Based – an introduction, which led to a lot of misunderstanding (too advanced – too hypothetical).
I plan to revisit these topics in the upcoming months again to see what has changed over the past three years.
What will I discuss in the upcoming weeks?
 My first focus is on participating and contributing to the upcoming PLM Roadmap & PDT spring 2021 conference. Here speakers will discuss the need for reshaping the PLM Value Equation due to new emerging technologies. A topic that contributes perfectly to the future of PLM series.
My first focus is on participating and contributing to the upcoming PLM Roadmap & PDT spring 2021 conference. Here speakers will discuss the need for reshaping the PLM Value Equation due to new emerging technologies. A topic that contributes perfectly to the future of PLM series.
My contribution will focus on the fact that technology alone cannot disrupt the PLM domain. We also have to deal with legacy data and legacy ways of working.
 Next, I will discuss with Jennifer Herron from Action Engineering the progress made in Model-Based Definition, which fits best practices for today – a better connection between engineering and manufacturing. We will also discuss why Model-Based Definition is a significant building block required for realizing the concepts of a digital enterprise, Industry 4.0 and digital twins.
Next, I will discuss with Jennifer Herron from Action Engineering the progress made in Model-Based Definition, which fits best practices for today – a better connection between engineering and manufacturing. We will also discuss why Model-Based Definition is a significant building block required for realizing the concepts of a digital enterprise, Industry 4.0 and digital twins.
 Another post will focus on the difference between the digital thread and the digital thread. Yes, it looks like I am writing twice the same words. However, you will see based on its interpretation, one definition is hanging on the past, the other is targeting the future. Again here, the differentiation is crucial if the need for a maintainable Digital Twin is required.
Another post will focus on the difference between the digital thread and the digital thread. Yes, it looks like I am writing twice the same words. However, you will see based on its interpretation, one definition is hanging on the past, the other is targeting the future. Again here, the differentiation is crucial if the need for a maintainable Digital Twin is required.
![]() Model-Based Systems Engineering (MBSE) in all its aspects needs to be discussed too. MBSE is crucial for defining complex products. Model-Based Systems Engineering is seen as a discipline to design products. Understanding data management related to MBSE will be the foundation for understanding data management in a Model-Based Enterprise. For example, how to deal with configuration management in the future?
Model-Based Systems Engineering (MBSE) in all its aspects needs to be discussed too. MBSE is crucial for defining complex products. Model-Based Systems Engineering is seen as a discipline to design products. Understanding data management related to MBSE will be the foundation for understanding data management in a Model-Based Enterprise. For example, how to deal with configuration management in the future?
Writing Learning from the past was an easy job as explaining with hindsight is so much easier if you have lived it through. I am curious and excited about the outcome of “The Future of PLM”. Writing about the future means you have digested the information coming to you, knowing that nobody has a clear blueprint for the future of PLM.
There are people and organizations are working on this topic more academically, for example read this post from Lionel Grealou related to the Place of PLM in the Digital Future. The challenge is that an academic future might be disrupted by unpredictable events, like COVID, or disruptive technologies combined with an opportunity to succeed. Therefore I believe, it will be a learning journey for all of us where we need to learn to give technology a business purpose. Business first – then technology.
No Conclusion
Normally I close my post with a conclusion. At this moment. there is no conclusion as the journey has just started. I look forward to debating and learning with practitioners in the field. Work together on methodology and concepts that work in a digital enterprise. Join me on this journey. I will start sharing my thoughts in the upcoming months
After the first episode of “The PLM Doctor is IN“, this time a question from Helena Gutierrez. Helena is one of the founders of SharePLM, a young and dynamic company focusing on providing education services based on your company’s needs, instead of leaving it to function-feature training.
I might come back on this topic later this year in the context of PLM and complementary domains/services.
Now sit back and enjoy.
Note: Due to a technical mistake Helena’s mimic might give you a “CNN-like” impression as the recording of her doctor visit was too short to cover the full response.
PLM and Startups – is this a good match?
Relevant links discussed in this video
![]() Marc Halpern (Gartner): The PLM maturity table
Marc Halpern (Gartner): The PLM maturity table
VirtualDutchman: Digital PLM requires a Model-Based Enterprise
Conclusion
I hope you enjoyed the answer and look forward to your questions and comments. Let me know if you want to be an actor in one of the episodes.
The main rule: A single open question that is puzzling you related to PLM.
After “The Doctor is IN,” I have another written post in the category of PLM and complementary practices/domains. In January, I discussed the complementary value of PLM and CLM (Configuration Lifecycle Management) with Henrik Hulgaard from Configit. For me, CLM is a synonym for Product Configuration Management.
PLM and Complementary Practices (feedback)
As expected, readers were asking the question:
“What is the difference between CLM (Configuration Lifecycle Management) and CM(Configuration Management)?”
Good question.
As the complementary role of CM is also a part of the topics to discuss, I am happy to share this blog today with Martijn Dullaart. You probably know Martijn if you are actively following topics on PLM and CM.
Martijn has his own blog mdux.net, and you might have seen him recently in Jenifer Moore’s PLM TV episode: Why CM2 for Faster Change and Better Documentation. Martijn is the Lead Architect for Enterprise Configuration Management at ASML (Our Dutch national pride) and chairperson of the Industry 4.0 committee of the Integrated Process Excellence (IPX) Congress. Let us start.
Configuration Management and CM2
 Martijn, first of all, can you bring some clarity in terminology. When discussing Configuration Management, what is the pure definition, what is CM2 as a practice, and what is IpX‘s role and please explain where you fit in this picture?
Martijn, first of all, can you bring some clarity in terminology. When discussing Configuration Management, what is the pure definition, what is CM2 as a practice, and what is IpX‘s role and please explain where you fit in this picture?
 Classical CM focuses mainly on the product, the product definition, and actual configurations like as-built and as-maintained of the product. CM2 extends the focus to the entire enterprise, e.g., the processes and procedures (ways of working) of a company, including the IT and facilities, to support the company’s value stream.
Classical CM focuses mainly on the product, the product definition, and actual configurations like as-built and as-maintained of the product. CM2 extends the focus to the entire enterprise, e.g., the processes and procedures (ways of working) of a company, including the IT and facilities, to support the company’s value stream.
CM2 expands the scope to all information that could impact safety, security, quality, schedule, cost, profit, the environment, corporate reputation, or brand recognition.
Basically, CM2 shifts the focus to Integrated Process Excellence and promotes continual improvement.
Additionally, CM2 provides the WHAT and the HOW, which is something most standards lack. My main focus remains on the product and promoting the use of CM beyond its domain.
For all CM-related documentation, we are already doing this.
Configuration Management and PLM
People claim that if you implement PLM as an enterprise backbone, not as an engineering tool, you can do Configuration Management with your PLM environment.
What is your opinion?
Yes, I think that this is possible, provided that the PLM tool has the right capabilities. Though the question should be: Is this the best way to go about it. For instance, some parts of Configuration Management are more transactional-oriented, e.g., registering the parts you build in or out of a product.
 Other parts of CM are more iterative in nature, e.g., doing impact analysis and making an implementation plan. I am not saying this cannot be done in a PLM tool as an enterprise backbone. Still, the nature of most PLM tools is to support iterative types of work rather than transactional types of work.
Other parts of CM are more iterative in nature, e.g., doing impact analysis and making an implementation plan. I am not saying this cannot be done in a PLM tool as an enterprise backbone. Still, the nature of most PLM tools is to support iterative types of work rather than transactional types of work.
I think you need some kind of enterprise backbone that manages the configuration as an As-Planned/As-Released baseline. A baseline that shows not only the released information but also all planned changes to the configuration.
Because the source of information in such a baseline comes from different tools, you need an overarching tool to connect all of them. For most companies, this means that they require an overarching system to support their current state of enterprise applications.
Preferably, I would like to use the data directly from the sources. Still, connectivity and performance are not yet to a level that we can do this. Cloud and modern application and database architectures are highly promising in this regard.
Configuration Management for Everybody?
I can imagine companies in the Aerospace industry need to have proper configuration management for safety reasons. Also, I can imagine that proper configuration management can be relevant for other industries. Do they need to be regulated, or are there other reasons for a company to start implementing CM processes?
I will focus the first part of my answer within the context of CM for products only.
Essentially, all products are subject to some degree of regulation. Aerospace & Defense, as well as Medical Device and Pharma, are highly regulated for obvious reasons. Other industries are also regulated, for example, through environmental regulations like REACH, RoHS, WEEE or safety-related regulations like the CE marking or FCC marking.
Customers can also be an essential driver for the need for CM. If, as a customer, you purchase expensive equipment, you expect the supplier of that equipment to deliver on its commitment. The supplier can also maintain and upgrade the equipment efficiently with as few disruptions to your operations as possible.
Not just customers but also consumers are critical towards the traceability of the product and all its components.
 Even if you are sitting on a rollercoaster, you presume the product is well-designed and maintained. In other words, there is often a case to be made to apply proper configuration management in any company. Still, the extent to which you need to implement it may vary based on your needs.
Even if you are sitting on a rollercoaster, you presume the product is well-designed and maintained. In other words, there is often a case to be made to apply proper configuration management in any company. Still, the extent to which you need to implement it may vary based on your needs.
The need for Enterprise Configuration Management is even more significant because one of the most challenging aspects is changing the way an organization works and operates.
 Often, there are multiple ways to accomplish the same task. There is a lot of tribal knowledge, and ways of working are not documented in a way that allows people to easily find them, let alone in a structured and linked format that facilitates impact analysis when introducing changes to your organization.
Often, there are multiple ways to accomplish the same task. There is a lot of tribal knowledge, and ways of working are not documented in a way that allows people to easily find them, let alone in a structured and linked format that facilitates impact analysis when introducing changes to your organization.
CM and Digital Transformation
One of the topics that we both try to understand better is how CM will evolve in the future when moving to a more model-based approach. In the CM-terminology, we still talk about documents as information objects to be managed. What is your idea of CM and a model-based future?
It is indeed a topic where probably new or changed methodology is required, and I started already describing CM topics in several posts on my enterprise MDUX blog. Some of the relevant posts in this context are:
- HELP!!! Parts, Documents, Data & Revisions
- Where does the deliverable begin, and where does it end?
- A Glimpse into the Future of CM: Part 1, Part 2, and Part 3
First, let me say that model-based has the future, although, at the same time, the CM aspects are often overlooked.
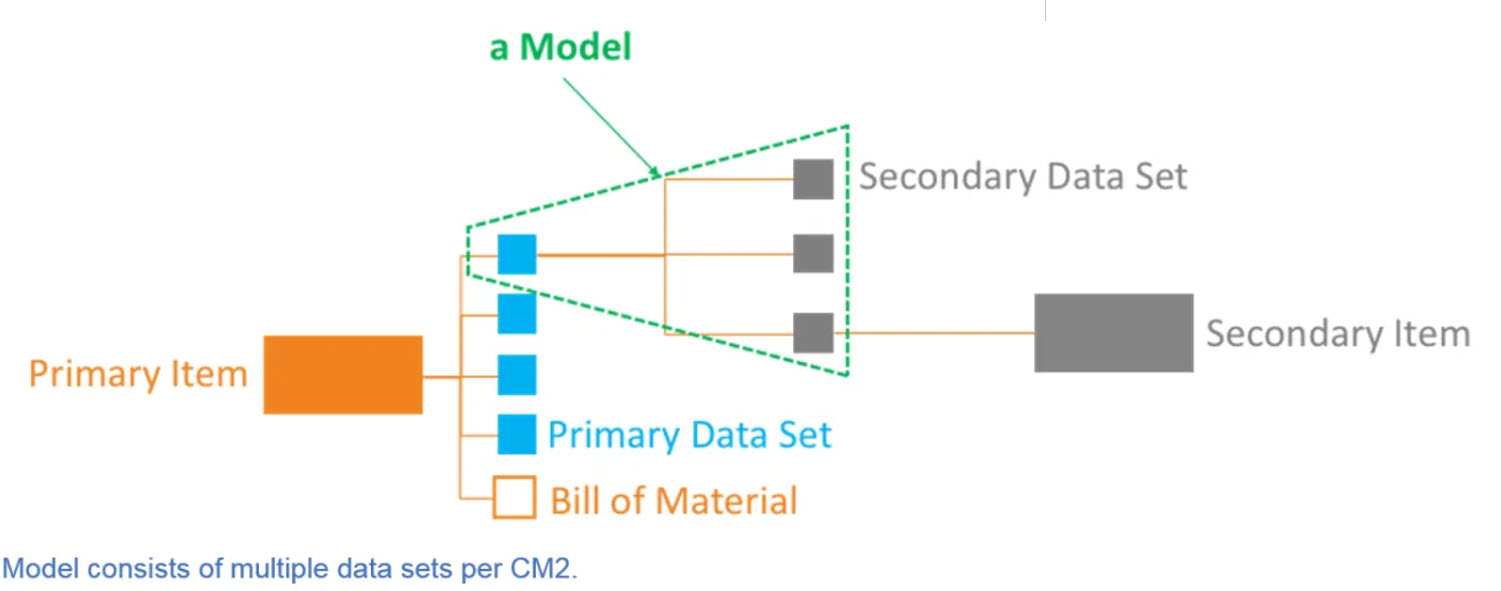
When managing changes, excessive detail makes estimating cost and effort for a business case more challenging, and planning information that is too granular is undesirable. Therefore, CM2 looks at datasets. Datasets should be as small as possible, but not too small. Datasets are sets of information that need to be released as a whole. Still, they can be released independently from other datasets. For example, a bill of materials, a BOM line item is not a dataset, but the complete set of BOM line items that make up the BoM of an assembly is considered a dataset. I can release a BoM independent from a test plan.
Data models need to facilitate this. However, in many PLM systems today, a BOM and the metadata of a part often use the same revision. This means that to change the metadata, I need a revision of the BoM, while the BoM might not change. Some changes to metadata might not be relevant for a supplier. Communicating the changes to your supplier could create confusion.
I know some people think this is about document vs. model-centric, but it is not. A part is identified in the ‘physical world’ by its part ID. Even if you allow revisions in the supply chain, including part IDs, you create a new identifier. Now every new revision will end up in a different stock location. Is that what we want?
In any case, we are still in the early days, and the thinking about this topic has just begun and needs to take shape in the coming year(s).
CM and/or CLM?
As in my shared blog post with Henrik Hulgaard related to CLM, can you clearly differentiate between the two domains for the readers?
Configuration Lifecycle Management (CLM) is mainly positioned towards Configurable Products and the configurable level of the product.
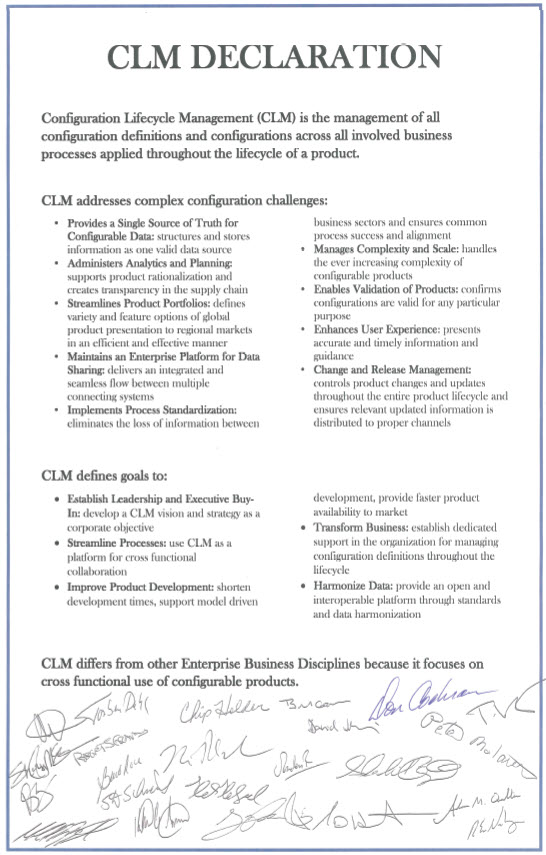 Why I think this, even though Configit’s CLM declaration states that “Configuration Lifecycle Management (CLM) is the management of all product configuration definitions and configurations across all involved business processes applied throughout the lifecycle of a product.”,
Why I think this, even though Configit’s CLM declaration states that “Configuration Lifecycle Management (CLM) is the management of all product configuration definitions and configurations across all involved business processes applied throughout the lifecycle of a product.”,
it also states:
- “CLM differs from other Enterprise Business Disciplines because it focuses on cross-functional use of configurable products.”
- “Provides a Single Source of Truth for Configurable Data“
- “handles the ever-increasing complexity of Configurable Products“.
I find Configuration Lifecycle Management is a core Configuration Management practice you need to have in place for configurable products. The dependencies you need to manage are enormously complex. Software parameters that depend on specific hardware, hardware-to-hardware dependencies, commercial variants, and options.
Want to learn more?
In this post, we have only scratched the surface of PLM and Configuration Management. Where can an interested reader find more information related to CM for their company?
To become trained in CM2, people can reach out to the Institute for Process Excellence, a company that focuses on consultancy and methodology for many aspects of a modern, digital enterprise, including Configuration Management.
And there is more out there, e.g.:
- ENGINEERING DOCUMENTATION CONTROL HANDBOOK, Configuration Management, Second Edition, by Frank. B. Watts
- Decision tree to assess interchangeability, Also Jörg Eisenträger (which is a good starting point)
- Configuration Management: Theory and Application for Engineers, Managers, and Practitioners, by Jon Quigleyand Kim Robertson.
- CM Insights Blog by CMStat
- Configuration Management Standard EIA649C by SAE
- MIL-HDBK-61A by product-lifecycle-management.com
Conclusion
Thanks, Martijn, for your clear explanations. People working seriously in the PLM domain, managing the full product lifecycle, should also learn and consider best practices in Configuration Management. I look forward to a future discussion on how to perform Configuration Management in a model-based environment.

PLM, CLM, and CM – mind the overlap
As promised in my blog post: PLM 2021 – My plans – your goals? I was planning to experiment with a format, which I labeled as: The PLM Doctor is IN.
The idea behind this format that anyone interested could ask a question – anonymous or through a video recording – and I would answer this single question.
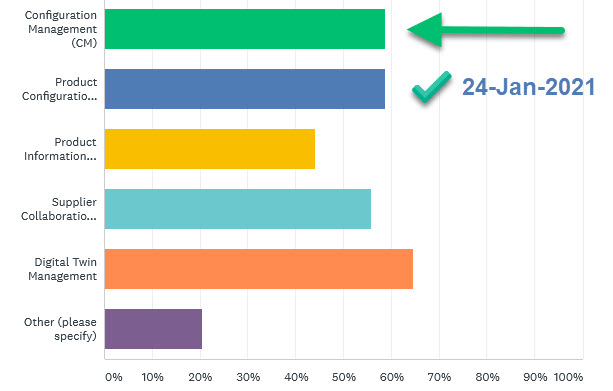
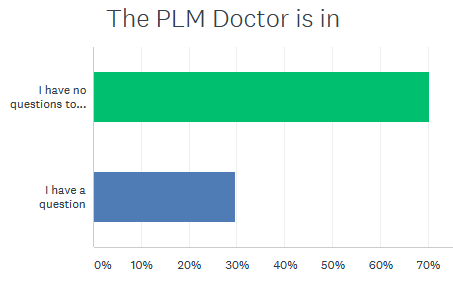 As you can see from the survey result, many of the respondents (approx. 30 % that did not skip the question) had a question. Enough for the upcoming year to experiment – if the experiment works for you. As it is an experiment, I am also looking forward to your feedback to optimize this format.
As you can see from the survey result, many of the respondents (approx. 30 % that did not skip the question) had a question. Enough for the upcoming year to experiment – if the experiment works for you. As it is an experiment, I am also looking forward to your feedback to optimize this format.
Today the first episode: PLM and ROI
Relevant links discussed in this video
![]() CIMdata webinar: PLM Benefits, Metrics & ROI with John MacKrell
CIMdata webinar: PLM Benefits, Metrics & ROI with John MacKrell
VirtualDutchman: The PLM ROI Myth
Conclusion
What do you think? Does this format help you to understand and ask PLM related questions? Or should I not waste my time as there is already so much content out there. Let me know what you think in the comments.
Added February 10th

As the PLM Doctor sometimes talks like an oracle, it was great to see the summary written by SharePLM Learning Expert Helena Guitierrez.
Click on the image to see the full post.
In the last two weeks, three events were leading to this post.
 First, I read John Stark’s recent book Products2019. A must-read for anyone who wants to understand the full reach of product lifecycle related activities. See my recent post: Products2019, a must-read if you are new to PLM
First, I read John Stark’s recent book Products2019. A must-read for anyone who wants to understand the full reach of product lifecycle related activities. See my recent post: Products2019, a must-read if you are new to PLM
Afterwards, I talked with John, discussing the lack of knowledge and teaching of PLM, not to be confused by PLM capabilities and features.
 Second, I participated in an exciting PI DX USA 2020 event. Some of the sessions and most of the roundtables provided insights to me and, hopefully, many other participants. You can get an impression in the post: The Weekend after PI DX 2020 USA.
Second, I participated in an exciting PI DX USA 2020 event. Some of the sessions and most of the roundtables provided insights to me and, hopefully, many other participants. You can get an impression in the post: The Weekend after PI DX 2020 USA.
A small disappointment in that event was the closing session with six vendors, as I wrote. I know it is evident when you put a group of vendors in the arena, it will be about scoring points instead of finding alignment. Still, having criticism does not mean blaming, and I am always open to having a dialogue. For that reason, I am grateful for their sponsorship and contribution.
Oleg Shilovitsky mentioned cleverly that this statement is a contradiction.
![]()
“How can you accuse PLM vendors of having a limited view on PLM and thanking them for their contribution?”
I hope the above explanation says it all, combined with the fact that I grew up in a Dutch culture of not hiding friction, meanwhile being respectful to others.
We cannot simplify PLM by just a better tool or technology or by 3D for everybody. There are so many more people and processes related to product lifecycle management involved in this domain if you want a real conference, however many of them will not sponsor events.
 It is well illustrated in John Stark’s book. Many disciplines are involved in the product lifecycle. Therefore, if you only focus on what you can do with your tool, it will lead to an incomplete understanding.
It is well illustrated in John Stark’s book. Many disciplines are involved in the product lifecycle. Therefore, if you only focus on what you can do with your tool, it will lead to an incomplete understanding.
If your tool is a hammer, you hope to see nails everywhere around you to demonstrate your value
 The thirds event was a LinkedIn post from John Stark – 16 groups needing Product Lifecycle Knowledge, which for me was a logical follow-up on the previous two events. I promised John to go through these 16 groups and provide my thoughts.
The thirds event was a LinkedIn post from John Stark – 16 groups needing Product Lifecycle Knowledge, which for me was a logical follow-up on the previous two events. I promised John to go through these 16 groups and provide my thoughts.
Please read his post first as I will not rewrite what has been said by John already.
CEOs and CTOs
 John suggested that they should read his book, which might take more than eight hours. CEOs and CTOs, most of the time, do not read this type of book with so many details, so probably mission impossible.
John suggested that they should read his book, which might take more than eight hours. CEOs and CTOs, most of the time, do not read this type of book with so many details, so probably mission impossible.
They want to keep up with the significant trends and need to think about future business (model).
New digital and technical capabilities allow companies to move from a linear, coordinated business towards a resilient, connected business. This requires exploring future business models and working methods by experimenting in real-life, not Proof of Concept. Creating a learning culture and allowing experiments to fail is crucial, as you only learn by failing.
CDO, CIOs and Digital Transformation Executives
 They are the crucial people to help the business to imagine what digital technologies can do. They should educate the board and the business teams about the power of having reliable, real-time data available for everyone connected. Instead of standardizing on systems and optimizing the siloes, they should assist and lead in new infrastructure for connected services, end-to-end flows delivered on connected platforms.
They are the crucial people to help the business to imagine what digital technologies can do. They should educate the board and the business teams about the power of having reliable, real-time data available for everyone connected. Instead of standardizing on systems and optimizing the siloes, they should assist and lead in new infrastructure for connected services, end-to-end flows delivered on connected platforms.
These concepts won’t be realized soon. However, doing nothing is a big risk, as the traditional business will decline in a competitive environment. Time to act.
Departmental Managers
 These are the people that should worry about their job in the long term. Their current mission might be to optimize their department within its own Profit & Loss budget. The future is about optimizing the information flow for the whole value chain, including suppliers and customers.
These are the people that should worry about their job in the long term. Their current mission might be to optimize their department within its own Profit & Loss budget. The future is about optimizing the information flow for the whole value chain, including suppliers and customers.
I wrote about it in “The Middle Management Dilemma.” Departmental Managers should become more team leaders inspiring and supporting the team members instead of controlling the numbers.
Products Managers
 This is a crucial role for the future, assuming a product manager is not only responsible for the marketing or development side of the product but also gets responsibility for understanding what happens with the product during production and sales performance. Understanding the full lifecycle performance and cost should be their mission, supported by a digital infrastructure.
This is a crucial role for the future, assuming a product manager is not only responsible for the marketing or development side of the product but also gets responsibility for understanding what happens with the product during production and sales performance. Understanding the full lifecycle performance and cost should be their mission, supported by a digital infrastructure.
Product Developers
They should read the book Products2019 to be aware there is so much related to their work. From this understanding, a product developer should ask the question:
“What can I do better to serve my internal and external customers ?”
 This question will no arise in a hierarchical organization where people are controlled by managers that have a mission to optimize their silo. Product Developers should be trained and coached to operate in a broader context, which should be part of your company’s mission. Too many people complain about usability in their authoring and data management systems without having a holistic understanding of why you need change processes and configuration management.
This question will no arise in a hierarchical organization where people are controlled by managers that have a mission to optimize their silo. Product Developers should be trained and coached to operate in a broader context, which should be part of your company’s mission. Too many people complain about usability in their authoring and data management systems without having a holistic understanding of why you need change processes and configuration management.
Product Lifecycle Management (PLM) deployers
Here I have a little bit of the challenge that this might be read as PLM-system users. However, it should be clear that we mean here people using product data at any moment along the product lifecycle, not necessarily in a single system.
This is again related to your company’s management culture. In the ideal world, people work with a purpose and get informed on how their contribution fits the company’s strategy and execution.
Unfortunately, in most hierarchical organizations, the strategy and total overview get lost, and people become measured resources.
New Hires and others
John continues with five other groups within the organization. I will not comment on them, as the answers are similar to the ones above – it is about organization and culture.
Educators and Students
 This topic is very close to my heart, and one of the reasons I continue blogging about PLM practices. There is not enough attention to product development methodology or processes. Engineers can get many years of education in specific domains, like product design principles, available tools and technologies, performing physical and logical simulations.
This topic is very close to my heart, and one of the reasons I continue blogging about PLM practices. There is not enough attention to product development methodology or processes. Engineers can get many years of education in specific domains, like product design principles, available tools and technologies, performing physical and logical simulations.
Not so much time is spent on educating current best practices, business models for product lifecycle management.
 Check in your country how many vendor-independent methodology-oriented training you can find. Perhaps the only consistent organization I know is CIMdata, where the challenge is that they deliver training to companies after students have graduated. It would be great if education institutes would embed serious time for product lifecycle management topics in their curriculum. The challenge, of course, the time and budget needed to create materials and, coming next, prioritizing this topic on the overall agenda.
Check in your country how many vendor-independent methodology-oriented training you can find. Perhaps the only consistent organization I know is CIMdata, where the challenge is that they deliver training to companies after students have graduated. It would be great if education institutes would embed serious time for product lifecycle management topics in their curriculum. The challenge, of course, the time and budget needed to create materials and, coming next, prioritizing this topic on the overall agenda.
 I am happy to participate to a Specialized Master education program aiming at the Products and Buildings Digital Engineering Manager (INGENUM). This program organized by Arts Et Metiers in France helps create the overview for understanding PLM and BIM – in the French language as before COVID-19 this was an on-site training course in Paris.
I am happy to participate to a Specialized Master education program aiming at the Products and Buildings Digital Engineering Manager (INGENUM). This program organized by Arts Et Metiers in France helps create the overview for understanding PLM and BIM – in the French language as before COVID-19 this was an on-site training course in Paris.
Hopefully, there are more institutes offering PLM eductation – feel free to add them in the comments of this post.
Consultants, Integrators and Software Company Employees
 Of course, it would be nice if everyone in these groups understands the total flow and processes within an organization and how they relate to each other. Too often, I have seen experts in a specific domain, for example, a 3D CAD-system having no clue about revisioning, the relation of CAD to the BOM, or the fundamentals of configuration management.
Of course, it would be nice if everyone in these groups understands the total flow and processes within an organization and how they relate to each other. Too often, I have seen experts in a specific domain, for example, a 3D CAD-system having no clue about revisioning, the relation of CAD to the BOM, or the fundamentals of configuration management.
Consultants, Integrators and Software Company Employees have their own challenges as their business model is often looking for specialized skills they can sell to their clients, where a broader and general knowledge will come from experience on-the-job.
And if you are three years working full-time on a single project or perhaps work in three projects, your broader knowledge does not grow fast. You might become the hammer that sees nails everywhere.
For that reason, I recommend everyone in my ecosystem to invest your personal time to read related topics of interest. Read LinkedIn-posts from others and learn to differentiate between marketing messages and people willing to share experiences. Don’t waste your time on the marketing messages and react and participate in the other discussions. A “Like” is not enough. Ask questions or add your insights.
 In the context of my personal learning, I mentioned that I participated in the DigitalTwin-conference in the Netherlands this week. Unfortunately, due to the partial lockdown, mainly a virtual event.
In the context of my personal learning, I mentioned that I participated in the DigitalTwin-conference in the Netherlands this week. Unfortunately, due to the partial lockdown, mainly a virtual event.
I got several new insights that I will share with you soon. An event that illustrated Digital Twin as a buzzword might be hype, however several of the participants illustrated examples of where they applied or plan to apply Digital Twin concepts. A great touch with reality.
 Another upcoming conference that will start next week in the PLM Roadmap 2020 – PDT conference. The theme: Digital Thread—the PLM Professionals’ Path to Delivering Innovation, Efficiency, and Quality is not a marketing theme as you can learn from the agenda. Step by step we are learning here from each other.
Another upcoming conference that will start next week in the PLM Roadmap 2020 – PDT conference. The theme: Digital Thread—the PLM Professionals’ Path to Delivering Innovation, Efficiency, and Quality is not a marketing theme as you can learn from the agenda. Step by step we are learning here from each other.
Conclusion
John Stark started with the question of who should need Product Lifecycle Knowledge. In general, Knowledge is power, and it does not come for free. Either by consultancy, reading or training. Related to Product Lifecycle Management, everyone must understand the bigger picture. For executives as they will need to steer the company in the right direction. For everyone else to streamline the company and enjoy working in a profitable environment where you contribute and can even inspire others.
An organization is like a human body; you cannot have individual cells or organs that optimize themselves only – we have a name for that disease. Want to learn more? Read this poem: Who should be the boss?
![]() After the series about “Learning from the past,” it is time to start looking toward the future. I learned from several discussions that I probably work most of the time with advanced companies. I believe this would motivate companies that lag behind even to look into the future even more.
After the series about “Learning from the past,” it is time to start looking toward the future. I learned from several discussions that I probably work most of the time with advanced companies. I believe this would motivate companies that lag behind even to look into the future even more.
If you look into the future for your company, you need new or better business outcomes. That should be the driver for your company. A company does not need PLM or a Digital Twin. A company might want to reduce its time to market and improve collaboration between all stakeholders. These objectives can be realized by different ways of working and an IT infrastructure to allow these processes to become digital and connected.
 That is the “game”. Coming back to the future of PLM. We do not need a discussion about definitions; I leave this to the academics and vendors. We will see the same applies to the concept of a Digital Twin.
That is the “game”. Coming back to the future of PLM. We do not need a discussion about definitions; I leave this to the academics and vendors. We will see the same applies to the concept of a Digital Twin.
My statement: The digital twin is not new. Everybody can have their own digital twin as long as you interpret the definition differently. Does this sound like the PLM definition?
The definition
I like to follow the Gartner definition:
A digital twin is a digital representation of a real-world entity or system. The implementation of a digital twin is an encapsulated software object or model that mirrors a unique physical object, process, organization, person, or other abstraction. Data from multiple digital twins can be aggregated for a composite view across a number of real-world entities, such as a power plant or a city, and their related processes.
As you see, not a narrow definition. Now we will look at the different types of interpretations.
Single-purpose siloed Digital Twins
- Simple – data only
 One of the most straightforward applications of a digital twin is, for example, my Garmin Connect environment. My device registers performance parameters (speed, cadence, power, heartbeat, location) when cycling. Then, after every trip, I can analyze my performance. I can see changes in my overall performance; compare my performance with others in my category (weight, age, sex).
One of the most straightforward applications of a digital twin is, for example, my Garmin Connect environment. My device registers performance parameters (speed, cadence, power, heartbeat, location) when cycling. Then, after every trip, I can analyze my performance. I can see changes in my overall performance; compare my performance with others in my category (weight, age, sex).
Based on that, I can decide if I want to improve my performance. My personal business goal is to maintain and improve my overall performance, knowing I cannot stop aging by upgrading my body.
On November 4th, 2020, I am participating in the (almost virtual) Digital Twin conference organized by Bits&Chips in the Netherlands. In the context of human performance, I look forward to Natal van Riel’s presentation: Towards the metabolic digital twin – for sure, this direction is not simple. Natal is a full professor at the Technical University in Eindhoven, the “smart city” in the Netherlands.
- Medium – data and operating models
 Many connected devices in the world use the same principle. An airplane engine, an industrial robot, a wind turbine, a medical device, and a train carriage; all track the performance based on this connection between physical and virtual, based on some sort of digital connectivity.
Many connected devices in the world use the same principle. An airplane engine, an industrial robot, a wind turbine, a medical device, and a train carriage; all track the performance based on this connection between physical and virtual, based on some sort of digital connectivity.
The business case here is also monitoring performance, predicting maintenance, and upgrading the product when needed.
 This is the domain of Asset Lifecycle Management, a practice that has existed for decades. Based on financial and performance models, the optimal balance between maintaining and overhauling has to be found. Repairs are disruptive and can be extremely costly. A manufacturing site that cannot produce can cost millions per day. Connecting data between the physical and the virtual model allows us to have real-time insights and be proactive. It becomes a digital twin.
This is the domain of Asset Lifecycle Management, a practice that has existed for decades. Based on financial and performance models, the optimal balance between maintaining and overhauling has to be found. Repairs are disruptive and can be extremely costly. A manufacturing site that cannot produce can cost millions per day. Connecting data between the physical and the virtual model allows us to have real-time insights and be proactive. It becomes a digital twin.
- Advanced – data and connected 3D model
 The digital twin we see the most in marketing videos is a virtual twin, using a 3D representation for understanding and navigation. The 3D representation provides a Virtual Reality (VR) environment with connected data. When pointing at the virtual components, information might appear, or some animation might take place.
The digital twin we see the most in marketing videos is a virtual twin, using a 3D representation for understanding and navigation. The 3D representation provides a Virtual Reality (VR) environment with connected data. When pointing at the virtual components, information might appear, or some animation might take place.
Building such a virtual representation is a significant effort; therefore, there needs to be a serious business case.
The simplest business case is to use the virtual twin for training purposes. A flight simulator provides a virtual environment and behavior as-if you are flying in a physical airplane – the behavior model behind the simulator should match as well as possibly the real behavior. However, as it is a model, it will never be 100 % reality and requires updates when new findings or product changes appear.
 A virtual model of a platform or plant can be used for training on Standard Operating Procedures (SOPs). In the physical world, there is no place or time to conduct such training. Here the complexity might be lower. There is a 3D Model; however, serious updates can only be expected after a major maintenance or overhaul activity.
A virtual model of a platform or plant can be used for training on Standard Operating Procedures (SOPs). In the physical world, there is no place or time to conduct such training. Here the complexity might be lower. There is a 3D Model; however, serious updates can only be expected after a major maintenance or overhaul activity.
These practices are not new either and are used in places where physical training cannot be done.
 More challenging is the Augmented Reality (AR) use case. Here the virtual model, most of the time, a lightweight 3D Model, connects to real-time data coming from other sources. For example, AR can be used when an engineer has to service a machine. The AR environment might project actual data from the machine, indicate service points and service procedures.
More challenging is the Augmented Reality (AR) use case. Here the virtual model, most of the time, a lightweight 3D Model, connects to real-time data coming from other sources. For example, AR can be used when an engineer has to service a machine. The AR environment might project actual data from the machine, indicate service points and service procedures.
The positive side of the business case is clear for such an opportunity, ensuring service engineers always work with the right information in a real-time context. The main obstacle to implementing AR, in reality, is the access to data, the presentation of the data and keeping the data in the AR environment matching the reality.
![]() And although there are 3D Models in use, they are, to my knowledge, always created in siloes, not yet connected to their design sources. Have a look at the Digital Twin conference from Bits&Chips, as mentioned before.
And although there are 3D Models in use, they are, to my knowledge, always created in siloes, not yet connected to their design sources. Have a look at the Digital Twin conference from Bits&Chips, as mentioned before.
Several of the cases mentioned above will be discussed here. The conference’s target is to share real cases concluded by Q & A sessions, crucial for a virtual event.
Connected Virtual Twins along the product lifecycle
So far, we have been discussing the virtual twin concept, where we connect a product/system/person in the physical world to a virtual model. Now let us zoom in on the virtual twins relevant for the early parts of the product lifecycle, the manufacturing twin, and the development twin. This image from Siemens illustrates the concept:
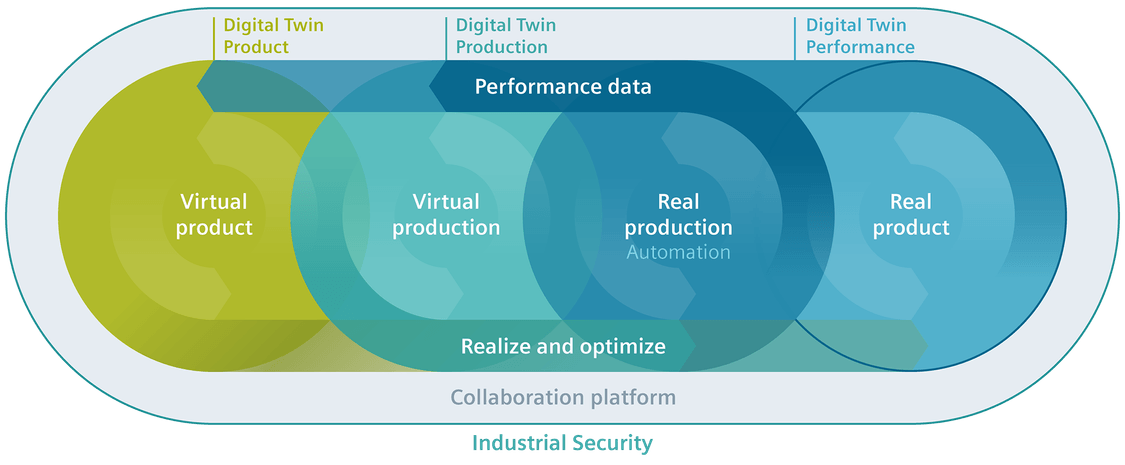
On slides they imagine a complete integrated framework, which is the future vision. Let us first zoom in on the individual connected twins.
The digital production twin
 This is the area of virtual manufacturing and creating a virtual model of the manufacturing plant. Virtual manufacturing planning is not a new topic. DELMIA (Dassault Systèmes) and Tecnomatix (Siemens) are already for a long time offering virtual manufacturing planning solutions.
This is the area of virtual manufacturing and creating a virtual model of the manufacturing plant. Virtual manufacturing planning is not a new topic. DELMIA (Dassault Systèmes) and Tecnomatix (Siemens) are already for a long time offering virtual manufacturing planning solutions.
At that time, the business case was based on the fact that the definition of a manufacturing plant and process done virtually allows you to optimize the plant before investing in physical assets.
 Saving money as there is no costly prototype phase to optimize production. In a virtual world, you can perform many trade-off studies without extra costs. That was the past (and, for many companies, still the current situation).
Saving money as there is no costly prototype phase to optimize production. In a virtual world, you can perform many trade-off studies without extra costs. That was the past (and, for many companies, still the current situation).
With the need to be more flexible in manufacturing to address individual customer orders without increasing the overhead of delivering these customer-specific solutions, there is a need for a configurable plant that can produce these individual products (batch size 1).
 This is where the virtual plant model comes into the picture again. Instead of having a virtual model to define the ultimate physical plant, now the virtual model remains an active model to propose and configure the production process for each of these individual products in the physical plant.
This is where the virtual plant model comes into the picture again. Instead of having a virtual model to define the ultimate physical plant, now the virtual model remains an active model to propose and configure the production process for each of these individual products in the physical plant.
This is partly what Industry 4.0 is about. Using a model-based approach to configure the plant and its assets in a connected manner. The digital production twin drives the execution of the physical plant. The factory has to change from a static factory to a dynamic “smart” factory.
In the domain of Industry 4.0, companies are reporting progress. However, in my experience, the main challenge is still that the product source data is not yet built in a model-based, configurable manner. Therefore, requires manual rework. This is the area of Model-Based Definition, and I have been writing about this aspect several times. Latest post: Model-Based: Connecting Engineering and Manufacturing
 The business case for this type of digital twin, of course, is to be able to customer-specific products with extremely competitive speed and reduced cost compared to standard. It could be your company’s survival strategy. As it is hard to predict the future, as we see from COVID-19, it is still crucial to anticipate the future instead of waiting.
The business case for this type of digital twin, of course, is to be able to customer-specific products with extremely competitive speed and reduced cost compared to standard. It could be your company’s survival strategy. As it is hard to predict the future, as we see from COVID-19, it is still crucial to anticipate the future instead of waiting.
The digital development twin
 Before a product gets manufactured, there is a product development process. In the past, this was pure mechanical with some electronic components. Nowadays, many companies are actually manufacturing systems as the software controlling the product plays a significant role. In this context, the model-based systems engineering approach is the upcoming approach to defining and testing a system virtually before committing to the physical world.
Before a product gets manufactured, there is a product development process. In the past, this was pure mechanical with some electronic components. Nowadays, many companies are actually manufacturing systems as the software controlling the product plays a significant role. In this context, the model-based systems engineering approach is the upcoming approach to defining and testing a system virtually before committing to the physical world.
 Model-Based Systems Engineering can define a single complex product and perform all kinds of analyses on the system even before there is a physical system in place. I will explain more about model-based systems engineering in future posts. In this context, I want to stress that having a model-based system engineering environment combined with modularity (do not confuse it with model-based) is a solid foundation for dealing with unique custom products. Solutions can be configured and validated against their requirements already during the engineering phase.
Model-Based Systems Engineering can define a single complex product and perform all kinds of analyses on the system even before there is a physical system in place. I will explain more about model-based systems engineering in future posts. In this context, I want to stress that having a model-based system engineering environment combined with modularity (do not confuse it with model-based) is a solid foundation for dealing with unique custom products. Solutions can be configured and validated against their requirements already during the engineering phase.
 The business case for the digital development twin is easy to make. Shorter time to market, improved and validated quality, and reduced engineering hours and costs compared to traditional ways of working. To achieve these results, for sure, you need to change your ways of working and the tools you are using. So it won’t be that easy!
The business case for the digital development twin is easy to make. Shorter time to market, improved and validated quality, and reduced engineering hours and costs compared to traditional ways of working. To achieve these results, for sure, you need to change your ways of working and the tools you are using. So it won’t be that easy!
 For those interested in Industry 4.0 and the Model-Based System Engineering approach, join me at the upcoming PLM Road Map 2020 and PDT 2020 conference on 17-18-19 November. As you can see from the agenda, a lot of attention to the Digital Twin and Model-Based approaches.
For those interested in Industry 4.0 and the Model-Based System Engineering approach, join me at the upcoming PLM Road Map 2020 and PDT 2020 conference on 17-18-19 November. As you can see from the agenda, a lot of attention to the Digital Twin and Model-Based approaches.
Three digital half-days with hopefully a lot to learn and stay with our feet on the ground. In particular, I am looking forward to Marc Halpern’s keynote speech: Digital Thread: Be Careful What you Wish For, It Just Might Come True
Conclusion
It has been very noisy on the internet related to product features and technologies, probably due to COVID-19 and therefore disrupted interactions between all of us – vendors, implementers and companies trying to adjust their future. The Digital Twin concept is an excellent framing for a concept that everyone can relate to. Choose your business case and then look for the best matching twin.
 On March 22 this year, I wrote Time to Think (and act differently) in de middle of a changing world. We were entering a lockdown in the Netherlands due to the COVID-19 virus. As it was such a disruptive change, it was an opportunity to adapt their current ways of working.
On March 22 this year, I wrote Time to Think (and act differently) in de middle of a changing world. We were entering a lockdown in the Netherlands due to the COVID-19 virus. As it was such a disruptive change, it was an opportunity to adapt their current ways of working.
The reason for that post was my experience when discussing PLM-initiatives with companies. Often they have no time to sit down, discuss and plan their PLM targets as needed. Crucial people are too busy, leading to an implementation of a system that, in the best case, creates (some) benefits.
 The well-known cartoon says it all. We are often too busy doing business as usual, making us feel comfortable. Only when it is too late, people are forced to act. As the second COVID-19 wave seems to start in the Netherlands, I want to look back on what has happened so far in my eco-system.
The well-known cartoon says it all. We are often too busy doing business as usual, making us feel comfortable. Only when it is too late, people are forced to act. As the second COVID-19 wave seems to start in the Netherlands, I want to look back on what has happened so far in my eco-system.
Virtual Conferences
As people could not travel anymore, traditional PLM-conferences could not be organized anymore. What was going to be the new future for conferences? TECHNIA, apparently clairvoyant, organized their virtual PLM Innovation Forum as one of the first, end of April.

A more sustainable type of PLM-conference was already a part of their plans, given the carbon footprint a traditional conference induces. The virtual conference showed that being prepared for a virtual conference pays off during a pandemic with over 1000 participants.
Being first does not always mean being the best, as we have to learn. While preparing my session for the conference, I felt the same excitement as for a traditional conference. You can read about my initial experience here: The weekend after the PLM Innovation Forum.
Some weeks later, having attended some other virtual conferences, I realized that some points should be addressed/solved:
- Video conferencing is a must – without seeing people talking, it becomes a podcast.
- Do not plan long conference days. It is hard to sit behind a screen for a full day. A condensed program makes it easier to attend.
- Virtual conferences mean that they can be attended live from almost all around the globe. Therefore, finding the right timeslots is crucial for the audience – combined with the previous point – shorter programs.
- Playing prerecorded sessions without a Q&A session should be avoided. It does not add value.
- A conference is about networking and discussion – I have not seen a solution for this yet. Fifty percent of the conference value for me comes from face-to-face discussions and coffee meetings. A virtual conference needs to have private chat opportunities between attendees.
In the last quarter of this year, I will present at several merely local conferences, sometimes a mix between “live” with a limited number of attendees, if it will be allowed.
And then there is the upcoming PLM Road Map & PDT Fall 2020 (virtual) conference on 17-18-19 November.

This conference has always been my favorite conference thanks to its continued focus on sharing experiences, most of the time, based on industry standards. We discuss topics and learn from each other. See my previous posts: The weekend after 2019 Day 1, 2019 Day 2, 2018 Day 1, 2018 Day2, 2017 Day 1, 2017 Day 2, etc.
The theme Digital Thread—the PLM Professionals’ Path to Delivering Innovation, Efficiency, and Quality has nothing to do with marketing. You can have a look at the full schedule here. Although there is a lot of buzz around Digital Thread, presenters discuss the reality and their plans
Later in this post, see the paragraph Digital Thread is not a BOM, I will elaborate on this theme.
Getting tired?
 I discovered I am getting tired as I am missing face-to-face interaction with people. Working from home, having video calls, is probably a very sustainable way of working. However, non-planned social interaction, meeting each other at the coffee machine, or during the breaks at a conference or workshop, is also crucial for informal interaction.
I discovered I am getting tired as I am missing face-to-face interaction with people. Working from home, having video calls, is probably a very sustainable way of working. However, non-planned social interaction, meeting each other at the coffee machine, or during the breaks at a conference or workshop, is also crucial for informal interaction.
Apparently, several others in my eco-system are struggling too. I noticed a tsunami of webinars and blog posts where many of them were an attempt to be noticed. Probably the same reason: traditionally businesses have stalled. And it is all about Digital Transformation and SaaS at this moment. Meaningless if there is no interaction.

My favorite quote:
I still meet people that continue to express beliefs about the world, their industry, their customers or their own performance that simply aren’t true. Although some, like Steve Jobs, were known for their “reality distortion field,” for virtually all of us, just wishing for something to be true doesn’t make it so. As William Edwards Deming famously said: in God we trust; all others must bring data.
I fully concur with this statement and always get suspicious when someone claims the truth.
Still, there are some diamonds.
I enjoyed all episodes from Minerva PLM TV – Jennifer Moore started these series in the early COVID19-days (coincidence?). She was able to have a collection of interviews with known and less-known people in the PLM-domain. As most of them were vendor-independent, these episodes are a great resource to get educated.

The last episode with Angela Ippisch illustrates how often PLM in companies depends on a few enthusiastic persons, who have the energy to educate themselves. Angela mentions there is a lot of information on the internet; the challenge is to separate the useful information from marketing.
 I have been publishing the past five months a series of posts under the joint theme learning from the past to understand the future. In these posts, I explained the evolution from PDM to PLM, resulting in the current item-centric approach with an EBOM, MBOM, and SBOM.
I have been publishing the past five months a series of posts under the joint theme learning from the past to understand the future. In these posts, I explained the evolution from PDM to PLM, resulting in the current item-centric approach with an EBOM, MBOM, and SBOM.
On purpose, one post per every two weeks – to avoid information overflow. Looking back, it took more posts than expected, and they are an illustration of the many different angles there are in the PLM domain – not a single truth.
Digital Thread is not a BOM
I want to address this point because I realized that in the whole blogging world there appear to be two worlds when discussing PLM terminology. Oleg Shilovitsky, CEO@OpenBOM, claims that Digital Thread and Digital Twin topics are just fancy marketing terms. I was even more surprised to read his post: 3 Reasons Why You Should Avoid Using The Word “Model” In PLM. Read the comments and discussion in these posts (if LinkedIn allows you to navigate)
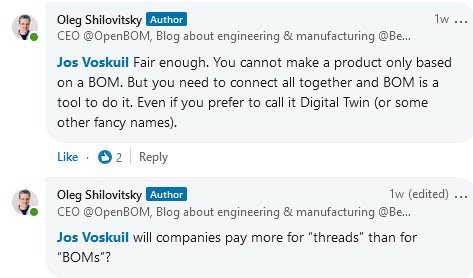
![]() Oleg’s posts have for me most of the time, always something to discuss. I would be happier if other people with different backgrounds would participate in these discussions too – A “Like” is not a discussion. The risk in a virtual world is that it becomes a person-to-person debate, and we have seen the damage such debates can do for an entire community.
Oleg’s posts have for me most of the time, always something to discuss. I would be happier if other people with different backgrounds would participate in these discussions too – A “Like” is not a discussion. The risk in a virtual world is that it becomes a person-to-person debate, and we have seen the damage such debates can do for an entire community.
In the discussion we had related to Digital Thread and BOM, I realized that when we talk about traditional products, the BOM and the Digital Thread might be the same. This is how we historically released products to the market. Once produced, there were no more changes. In these situations, you could state a PLM-backbone based on BOM-structures/views, the EBOM, MBOM, and SBOM provide a Digital Thread.
The different interpretation comes when talking about products that contain software defining its behavior. Like a computer, the operating system can be updated on the fly; meanwhile, the mechanical system remains the same. To specify and certify the behavior of the computer, we cannot rely on the BOM anymore.
Having software in the BOM and revise the BOM every time there is a software change is a mission impossible. A mistake suggested ten years ago when we started to realize the different release cycles of hardware and software. Still, it is all about the traceability of all information related to a product along its whole lifecycle.
 In a connected environment, we need to manage relationships between the BOM and relations to other artifacts. Managing these relations in a connected environment is what I would call the Digital Thread – a layer above PLM. While writing this post, I saw Matthias Ahrens’ post stating the same (click on the image to see the post)
In a connected environment, we need to manage relationships between the BOM and relations to other artifacts. Managing these relations in a connected environment is what I would call the Digital Thread – a layer above PLM. While writing this post, I saw Matthias Ahrens’ post stating the same (click on the image to see the post)
 When we discuss managing all the relations, we touch the domain of Configuration Management. Martijn Dullaart/Martin Haket’s picture shares the same mindset – here, CM is the overlapping layer.
When we discuss managing all the relations, we touch the domain of Configuration Management. Martijn Dullaart/Martin Haket’s picture shares the same mindset – here, CM is the overlapping layer.
However, in their diagram, it is not a system picture; the different systems do not need to be connected. Configuration Management is the discipline that maintains the correct definition of every product – CM maintains the Thread. When it becomes connected, it is a Digital Thread.
As I have reached my 1500 words, I will not zoom in on the PLM and Model discussion – build your opinion yourself. We have to realize that the word Model always requires a context. Perhaps many of us coming from the traditional PDM/PLM world (managing CAD data) think about CAD models. As I studied physics before even touching CAD, I grew up with a different connotation
 Lars Taxén’s comment in this discussion perhaps says it all (click on the image to read it). If you want to learn and discuss more about the Digital Thread and Models, register for the PLM Roadmap & PDT2020 event as many of the sessions are in this context (and not about 3D CAD).
Lars Taxén’s comment in this discussion perhaps says it all (click on the image to read it). If you want to learn and discuss more about the Digital Thread and Models, register for the PLM Roadmap & PDT2020 event as many of the sessions are in this context (and not about 3D CAD).
Conclusion
I noticed I am getting tired of all the information streams crying for my attention and look forward to real social discussions, not broadcasted. Time to think differently requires such discussion, and feel free to contact me if you want to reflect on your thoughts. My next action will be a new series named Painting the future to stay motivated. (As we understand the past).

Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…
Jos, as usual, you've provided a buffet of "food for thought". Where do you see AI being trained by a…