
You are currently browsing the tag archive for the ‘model-based’ tag.
 It was a great pleasure to attend my favorite vendor-neutral PLM conference this year in Gothenburg—approximately 150 attendees, where most have expertise in the PLM domain.
It was a great pleasure to attend my favorite vendor-neutral PLM conference this year in Gothenburg—approximately 150 attendees, where most have expertise in the PLM domain.
We had the opportunity to learn new trends, discuss reality, and meet our peers.
The theme of the conference was:Value Drivers for Digitalization of the Product Lifecycle, a topic I have been discussing in my recent blog posts, as we need help and educate companies to understand the importance of digitalization for their business.
 The two-day conference covered various lectures – view the agenda here – and of course the topic of AI was part of half of the lectures, giving the attendees a touch of reality.
The two-day conference covered various lectures – view the agenda here – and of course the topic of AI was part of half of the lectures, giving the attendees a touch of reality.
In this first post, I will cover the main highlight of Day 1.
Value Drivers for Digitalization of the Product Lifecycle
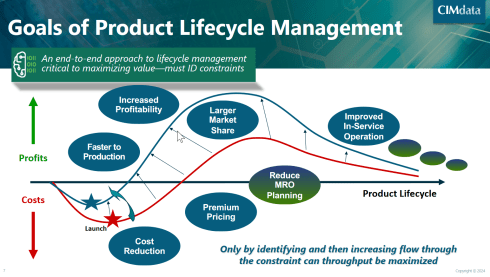
 As usual, the conference started with Peter Bilello, president & CEO of CIMdata, stressing again that when implementing a PLM strategy, the maximum result comes from a holistic approach, meaning look at the big picture, don’t just focus on one topic.
As usual, the conference started with Peter Bilello, president & CEO of CIMdata, stressing again that when implementing a PLM strategy, the maximum result comes from a holistic approach, meaning look at the big picture, don’t just focus on one topic.
It was interesting to see again the classic graph (below) explaining the benefits of the end-to-end approach – I believe it is still valid for most companies; however, as I shared in my session the next day, implementing concepts of a Products Service System will require more a DevOp type of graph (more next week).
Next, Peter went through the CIMdata’s critical dozen with some updates. You can look at the updated 2024 image here.
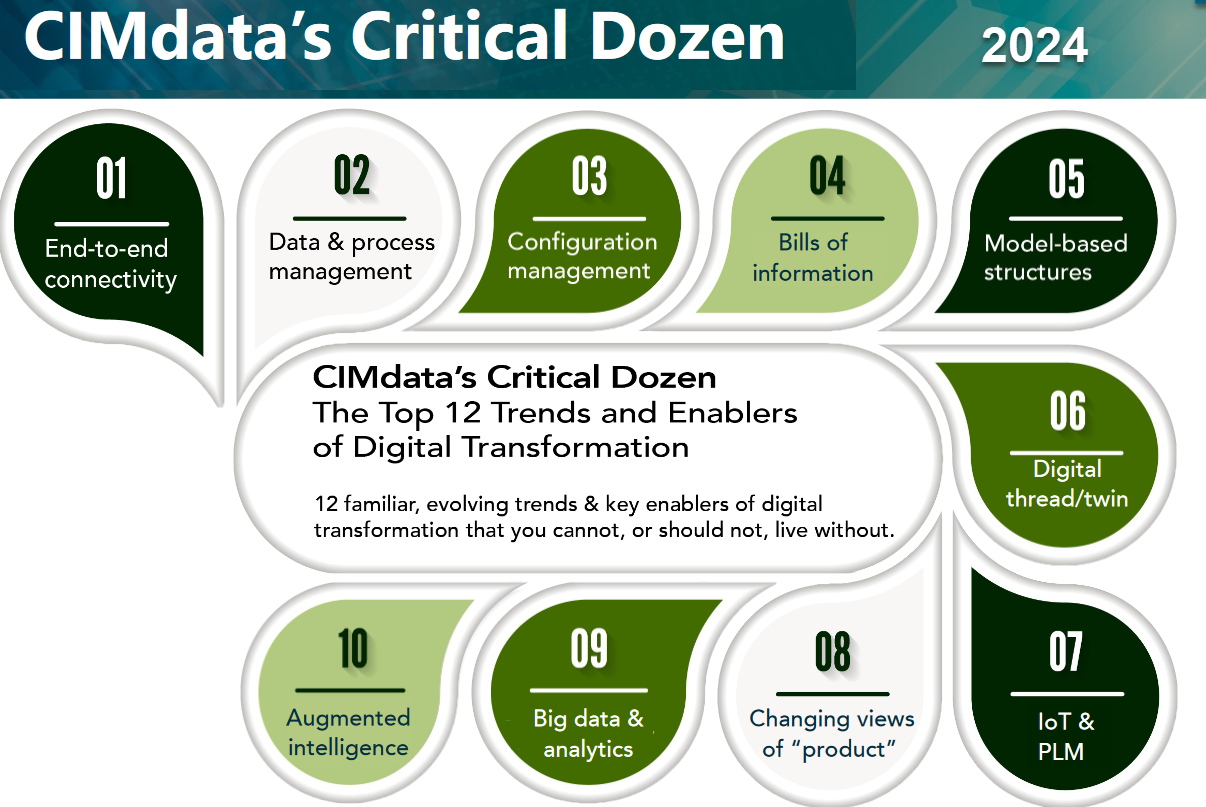 Some of the changes: Digital Thread and Digital Twin are merged– as Digital Twins do not run on documents. And instead of focusing on Artificial Intelligence only, CIMdata introduced Augmented Intelligence as we should also consider solutions that augment human activities, not just replace them.
Some of the changes: Digital Thread and Digital Twin are merged– as Digital Twins do not run on documents. And instead of focusing on Artificial Intelligence only, CIMdata introduced Augmented Intelligence as we should also consider solutions that augment human activities, not just replace them.
Peter also shared the results of a recent PLM survey where companies were asked about their main motivation for PLM investments. I found the result a little discouraging for several reasons:
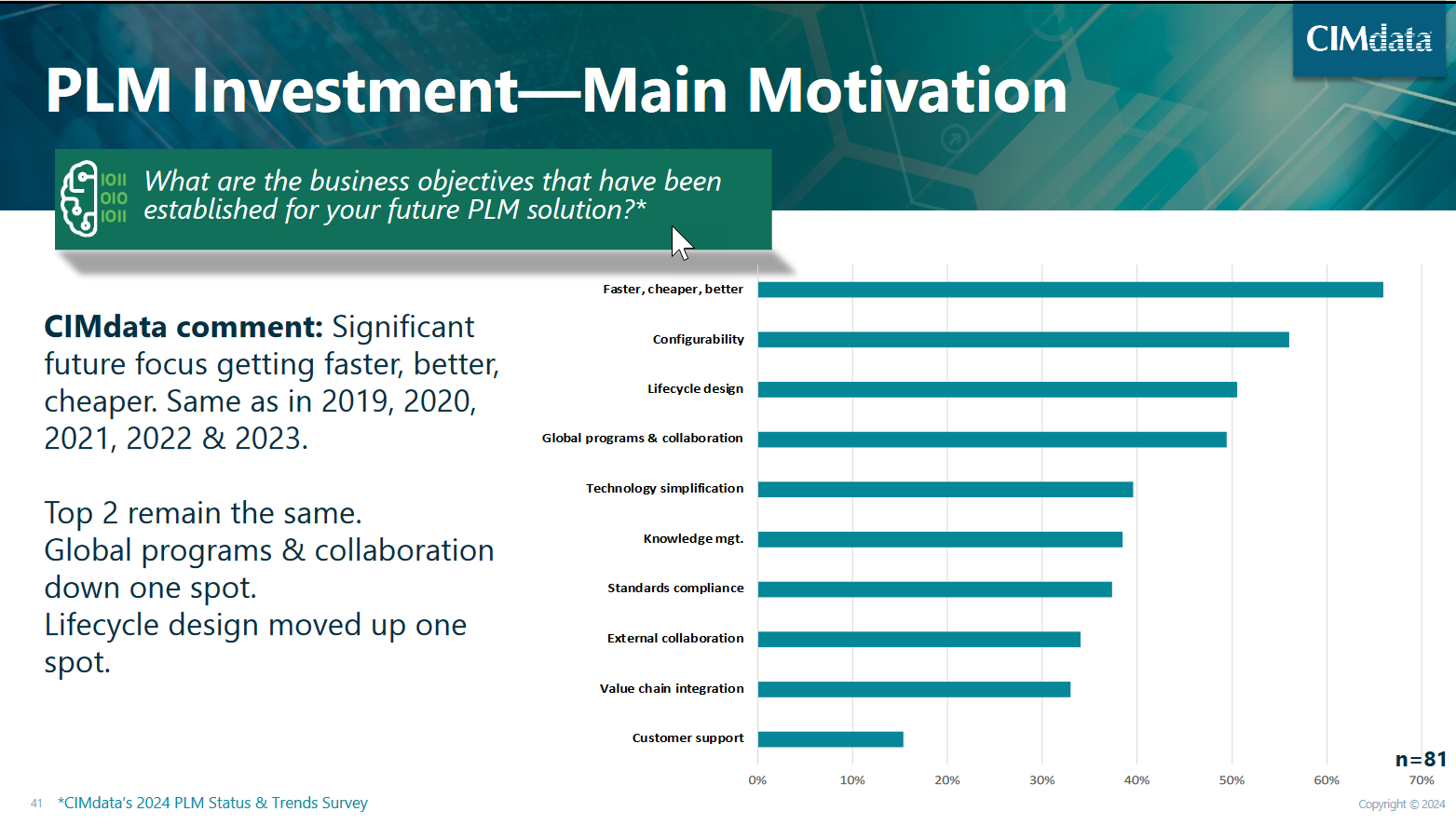
The number one topic is still faster, cheaper and better – almost 65 % of the respondents see this as their priority. This number one topic illustrates that Sustainability has not reached the level of urgency, and perhaps the topic can be found in standards compliance.
 Many of the companies with Sustainability in their mission should understand that a digital PLM infrastructure is the foundation for most initiatives, like Lifecycle Analysis (LCA). Sustainability is more than part of standards compliance, if it was mentioned anyway.
Many of the companies with Sustainability in their mission should understand that a digital PLM infrastructure is the foundation for most initiatives, like Lifecycle Analysis (LCA). Sustainability is more than part of standards compliance, if it was mentioned anyway.
The second disappointing observation for the understanding of PLM is that customer support is mentioned only by 15 % of the companies. Again, connecting your products to your customers is the first step to a DevOp approach, and you need to be able to optimize your product offering to what the customer really wants.
Digital Transformation of the Value Chain in Pharma
The second keynote was from Anders Romare, Chief Digital and Information Officer at Novo Nordisk. Anders has been participating in the PDT conference in the past. See my 2016 PLM Roadmap/PDT Europe post, where Anders presented on behalf of Airbus: Digital Transformation through an e2e PLM backbone.
Anders started by sharing some of the main characteristics of the companies he has been working for. Volvo, Airbus and now Novo Nordisk. It is interesting to compare these characteristics as they say a lot about the industry’s focus. See below:
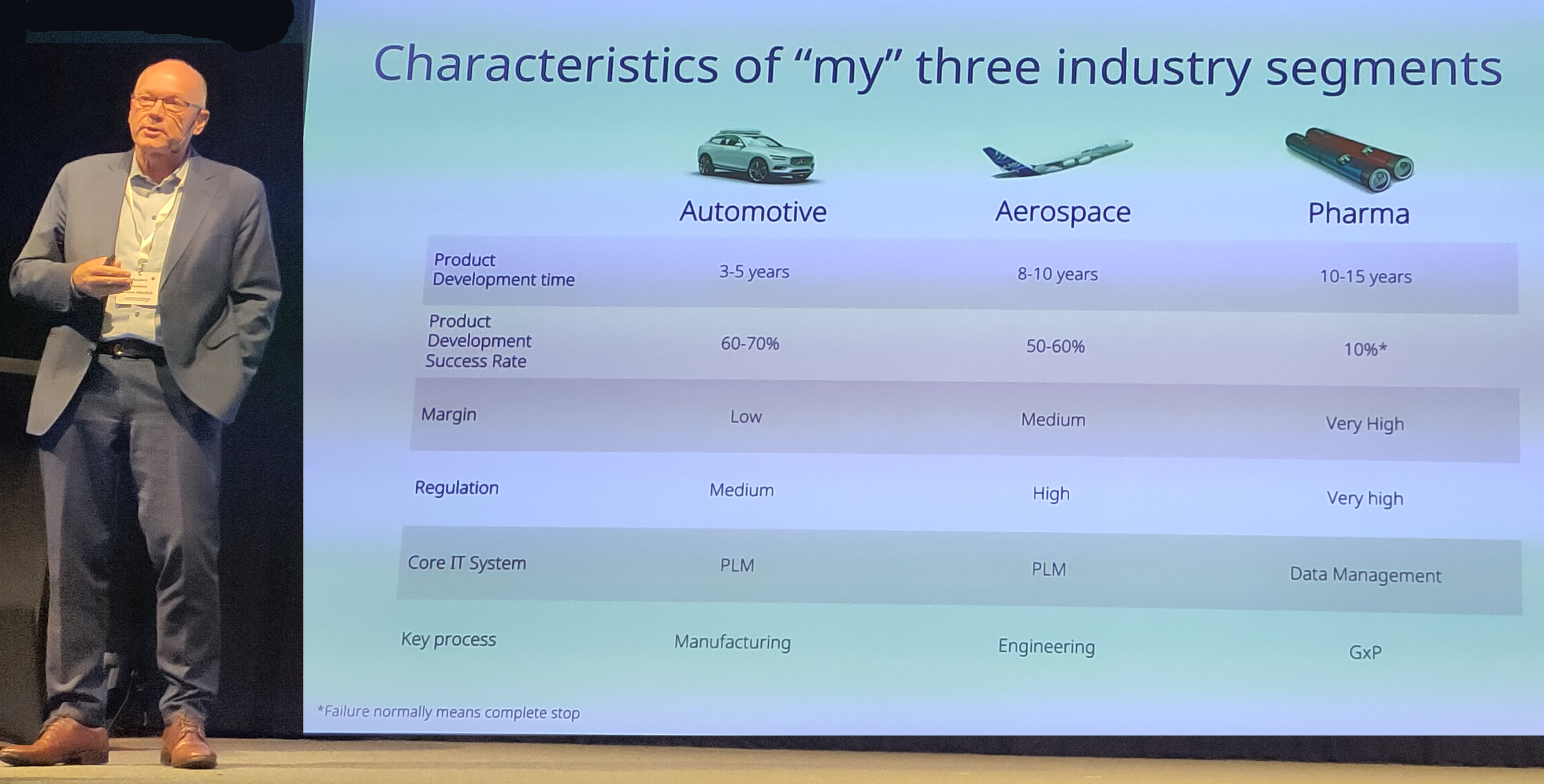
Anders is now responsible for digital transformation in Novo Nordisk, which is a challenge in a heavily regulated industry.
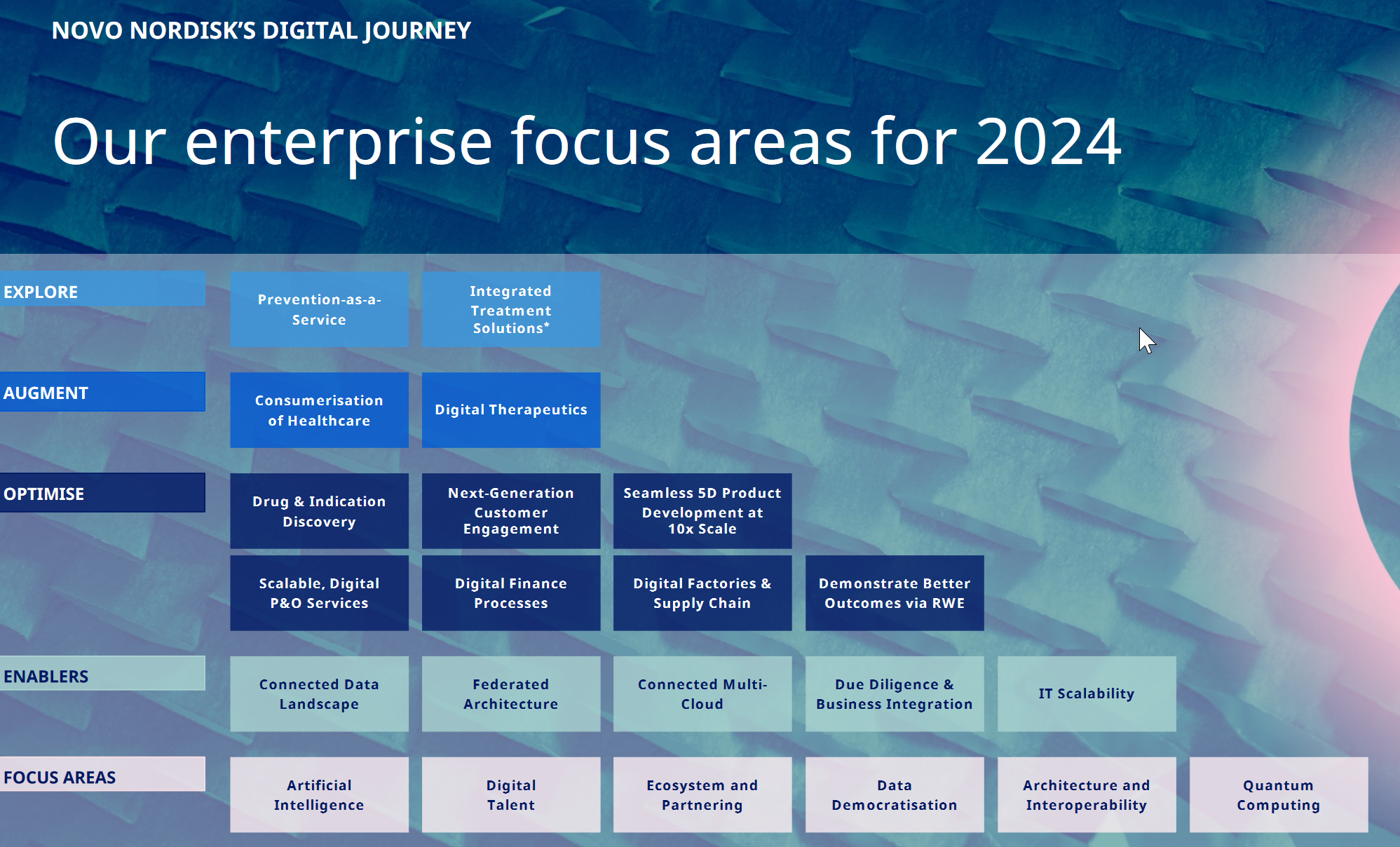 One of the focus areas for Novo Nordisk in 2024 is also Artificial Intelligence, as you can see from the image to the left (click on it for the details).
One of the focus areas for Novo Nordisk in 2024 is also Artificial Intelligence, as you can see from the image to the left (click on it for the details).
As many others in this conference, Anders mentioned AI can only be applicable when it runs on top of accurate data.
Understanding the potential of AI, they identified 59 areas where AI can create value for the business, and it is interesting to compare the traditional PLM curve Peter shared in his session with the potential AI-enabled drug-development curve as presented by Anders below:
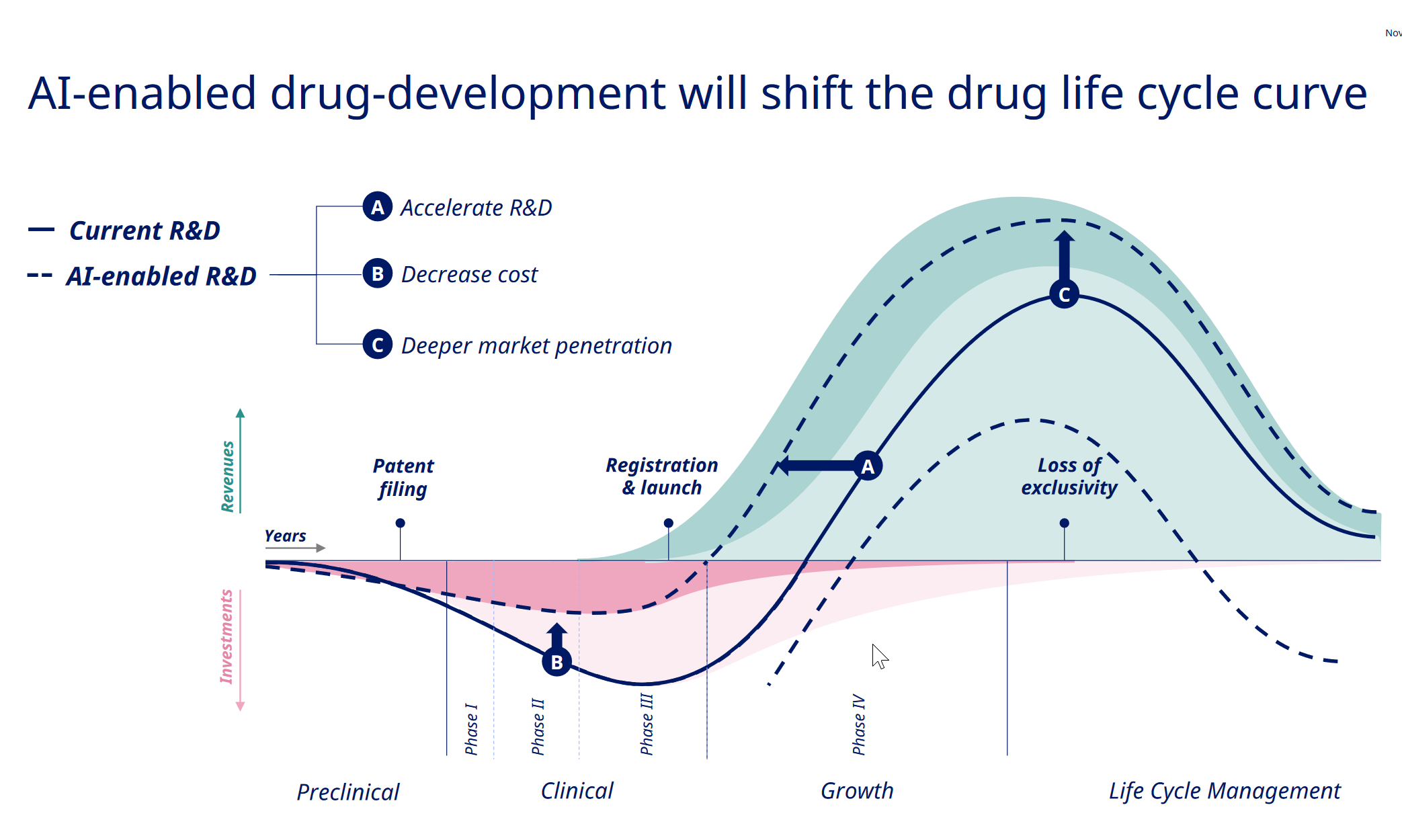
Next, Anders shared some of the example cases of this exploration, and if you are interested in the details, visit their tech.life site.
When talking about the engineering framing of PLM, it was interesting to learn from Anders, who had a long history in PLM before Novo Nordisk, when he replied to a question from the audience that he would never talk about PLM at the management level. It’s very much aligned with my Don’t mention the P** word post.
A Strategy for the Management of Large Enterprise PLM Platforms
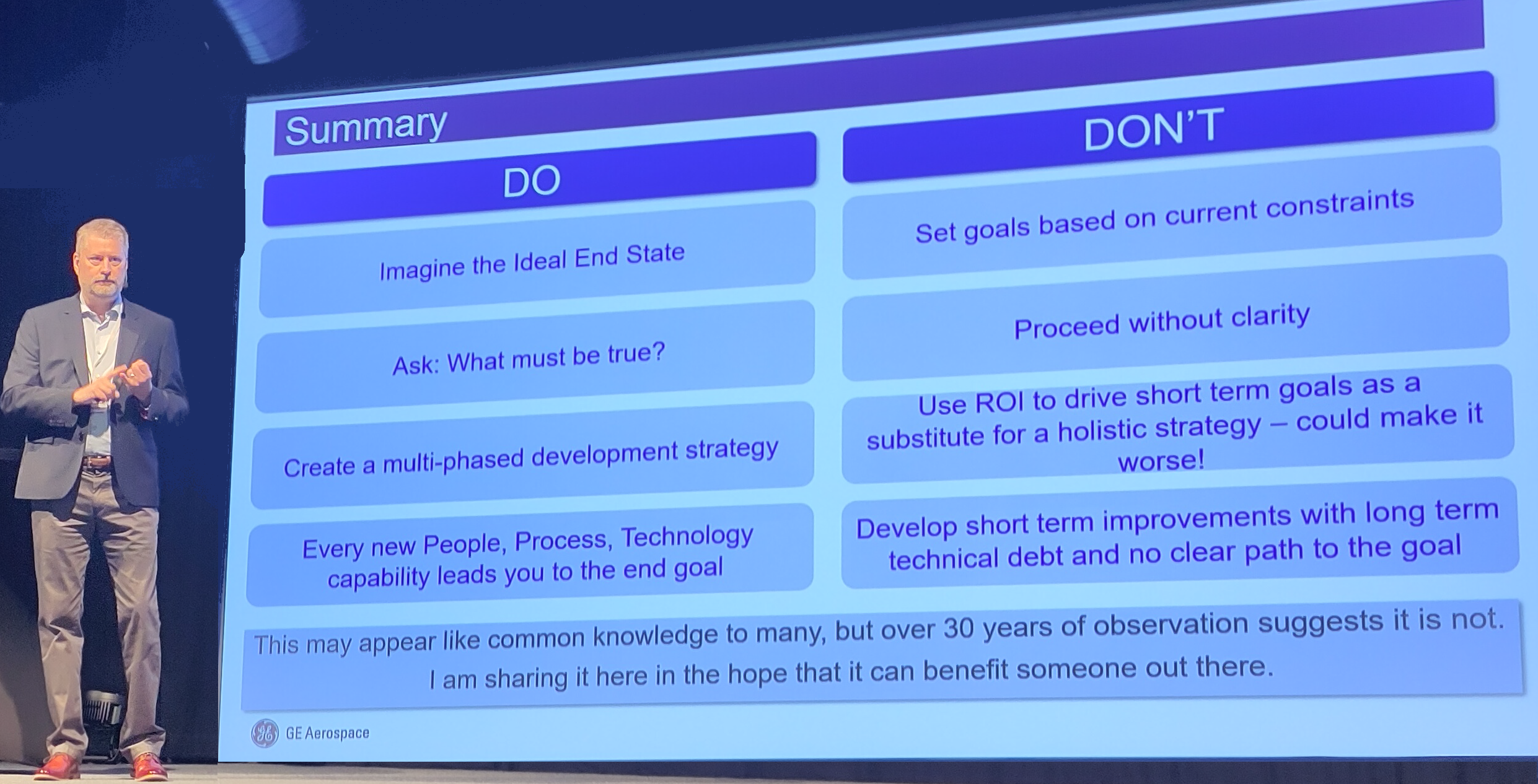
One of the highlights for me on Day 1 was Jorgen Dahl‘s presentation. Jorgen, a senior PLM director at GE Aerospace, shared their story towards a single PLM approach needed due to changes in businesses. And addressing the need for a digital thread also comes with an increased need for uptime.
I like his strategy to execution approach, as shown in the image below, as it contains the most important topics. The business vision and understanding, the imagination of the end status and What must be True?
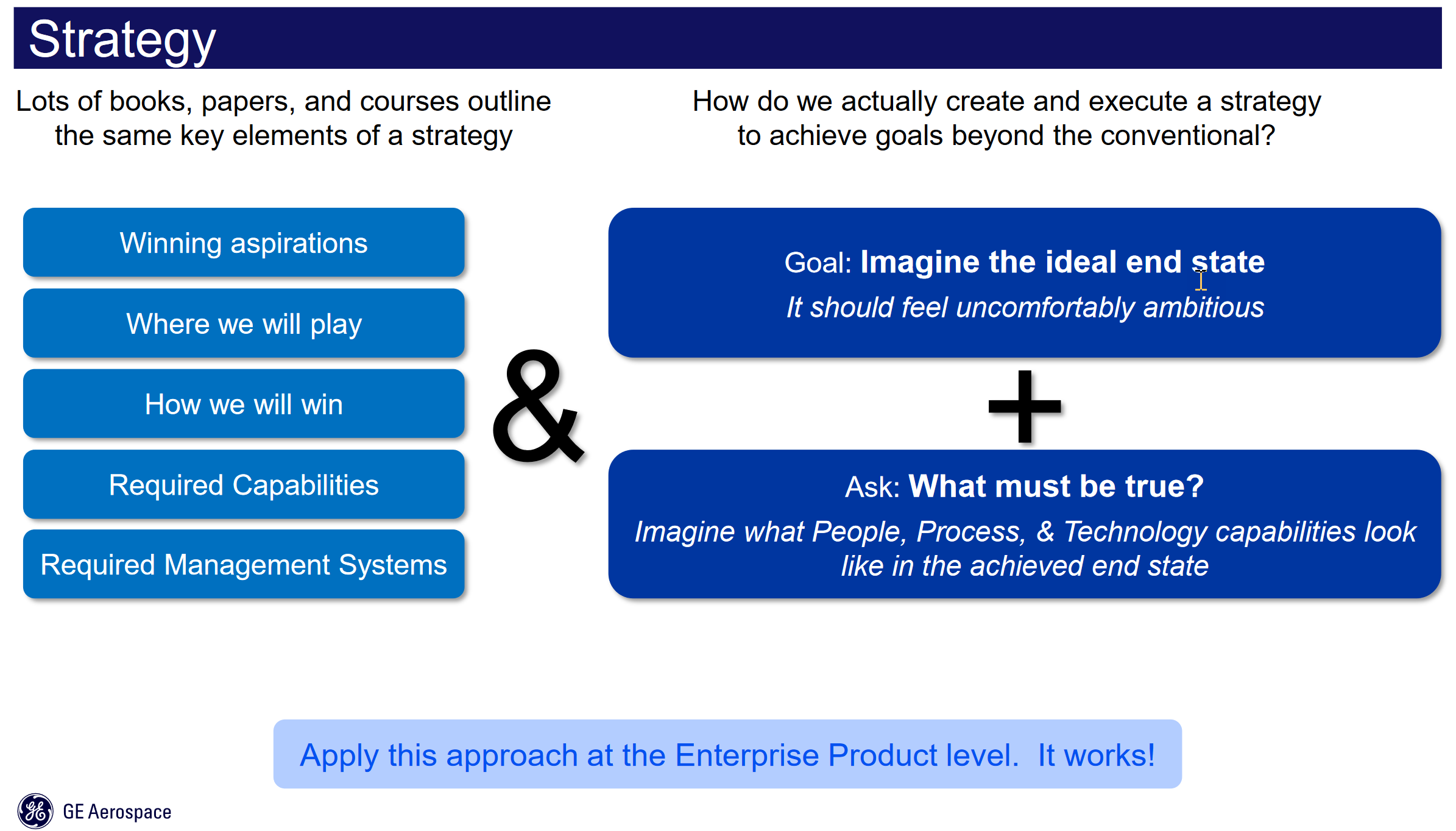
In my experience, the three blocks are iteratively connected. When describing the strategy, you might not be able to identify the required capabilities and management systems yet.
But then, when you start to imagine the ideal end state, you will have to consider them. And for companies, it is essential to be ambitious – or, as Jorgen stated, uncomfortable ambitious. Go for the 75 % to almost 100 % to be true. Also, asking What must be True is an excellent way to allow people to be involved and creatively explore the next steps.
Note: This approach does not provide all the details, as it will be a multiyear journey of learning and adjusting towards the future. Therefore, the strategy must be aligned with the culture to avoid continuous top-down governance of the details. In that context, Jorgen stated:
“Culture is what happens when you leave the room.”
It is a more positive statement than the famous Peter Drucker’s quote: “Culture eats strategy for breakfast.”
Jorgen’s concluding slide mentions potential common knowledge, although I believe the way Jorgen used the right easy-to-digest points will be helpful for all organizations to step back, look at their initiatives, and compare where they can improve.
How a Business Capability Model and Application Portfolio Management Support Through Changing Times
Peter Vind‘s presentation was nicely connected to the presentation from Jorgen Dahl. Peter, who is an enterprise architect at Siemens Energy, started by explaining where the enterprise architect fits in an organization and comparing it to a city.
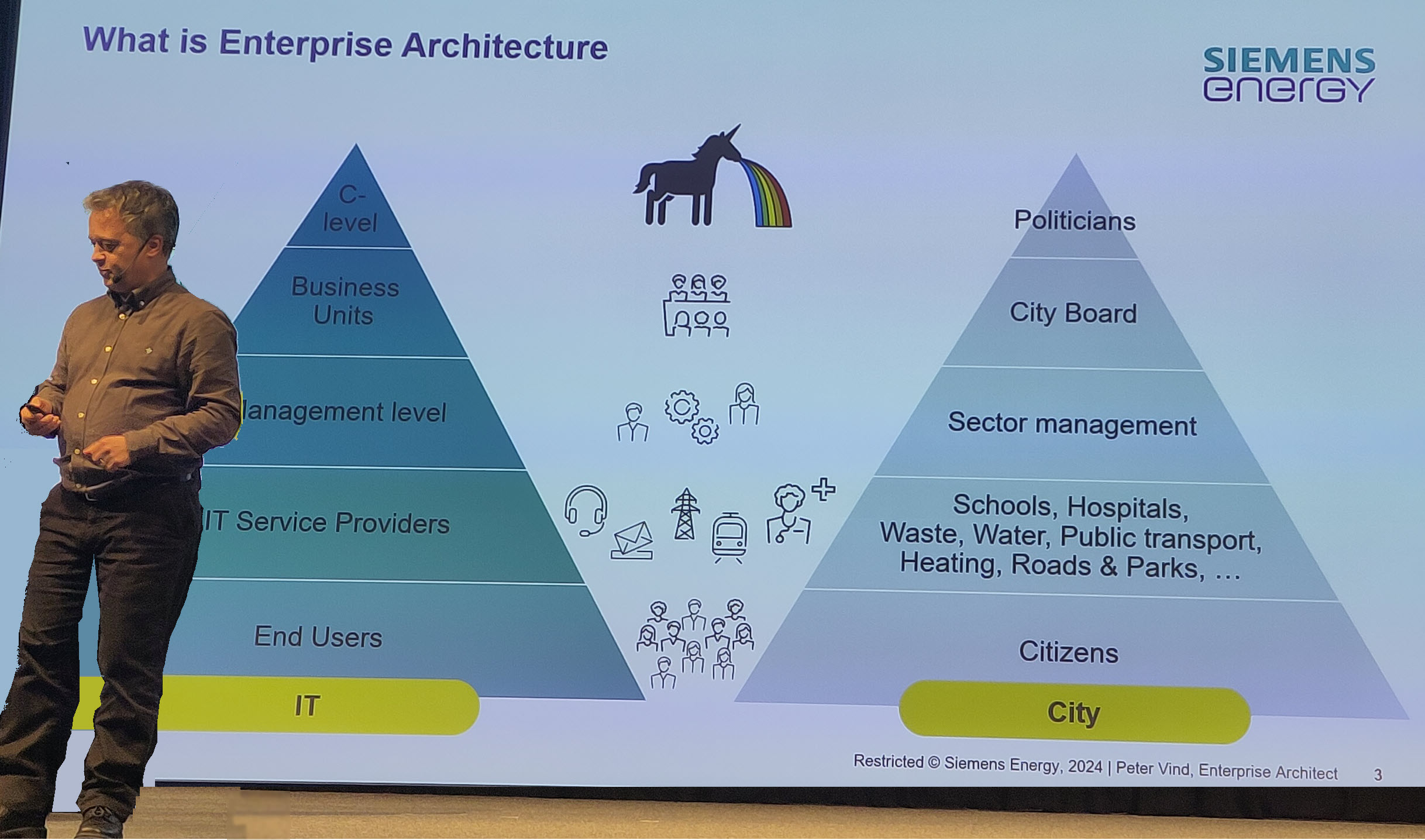
In his entertaining session, he mentioned he has to deal with the unicorns at the C-level, who, like politicians in a city, sometimes have the most “innovative” ideas – can they be realized?
Peter explained how they used Business Capability Modeling when Siemens Energy went through various business stages. First, the carve-out from Siemens AG and later the merger with Siemens Gamesa. Their challenge is to understand which capabilities remain, which are new or overlapping, both during the carve-out and merging process.
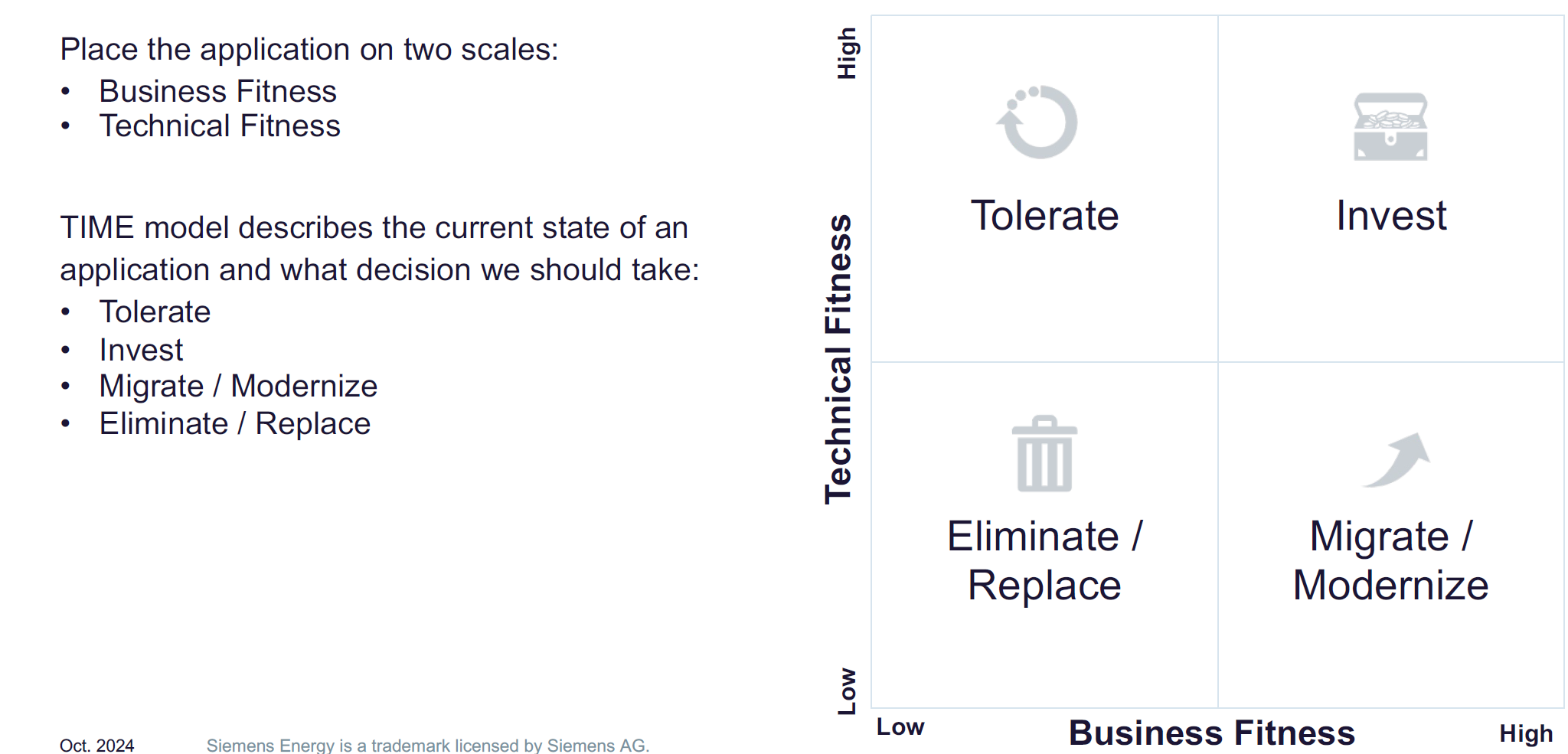
TIME explained
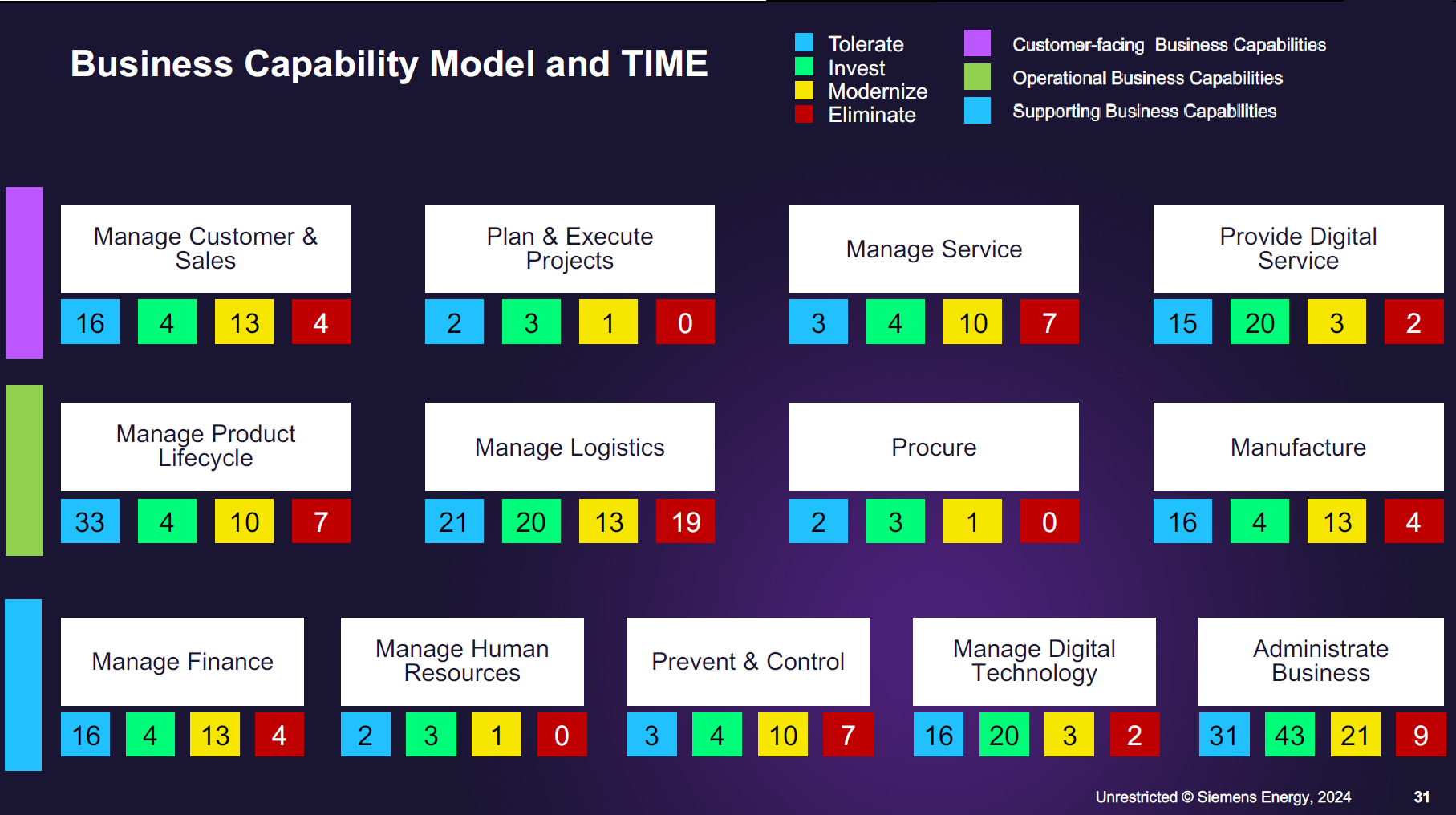
The business capability modeling leads to a classification of the applications used at different levels of the organization, such as customer-facing, operational, or supporting business capabilities.
Next, for the lifecycle of the applications, the TIME approach was used, meaning that each application was mapped to business fitness and technical fitness. Click on the diagram to see the details.
The result could look like the mapping shown below – a comprehensive overview of where the action is
It is a rational approach; however, Peter mentioned that we also should be aware of the HIPPOs in an organization. If there is a HiPPO (Highest Paid Person’s Opinion) in play, you might face a political battle too.
It was a great educational session illustrating the need for an Enterprise Architect, the value of business capabilities modeling and the TIME concept.
And some more …
There were several other exciting presentations during day 1; however, as not all presentations are publicly available, I cannot discuss them in detail; I just looked at my notes.
Driving Trade Compliance and Efficiency
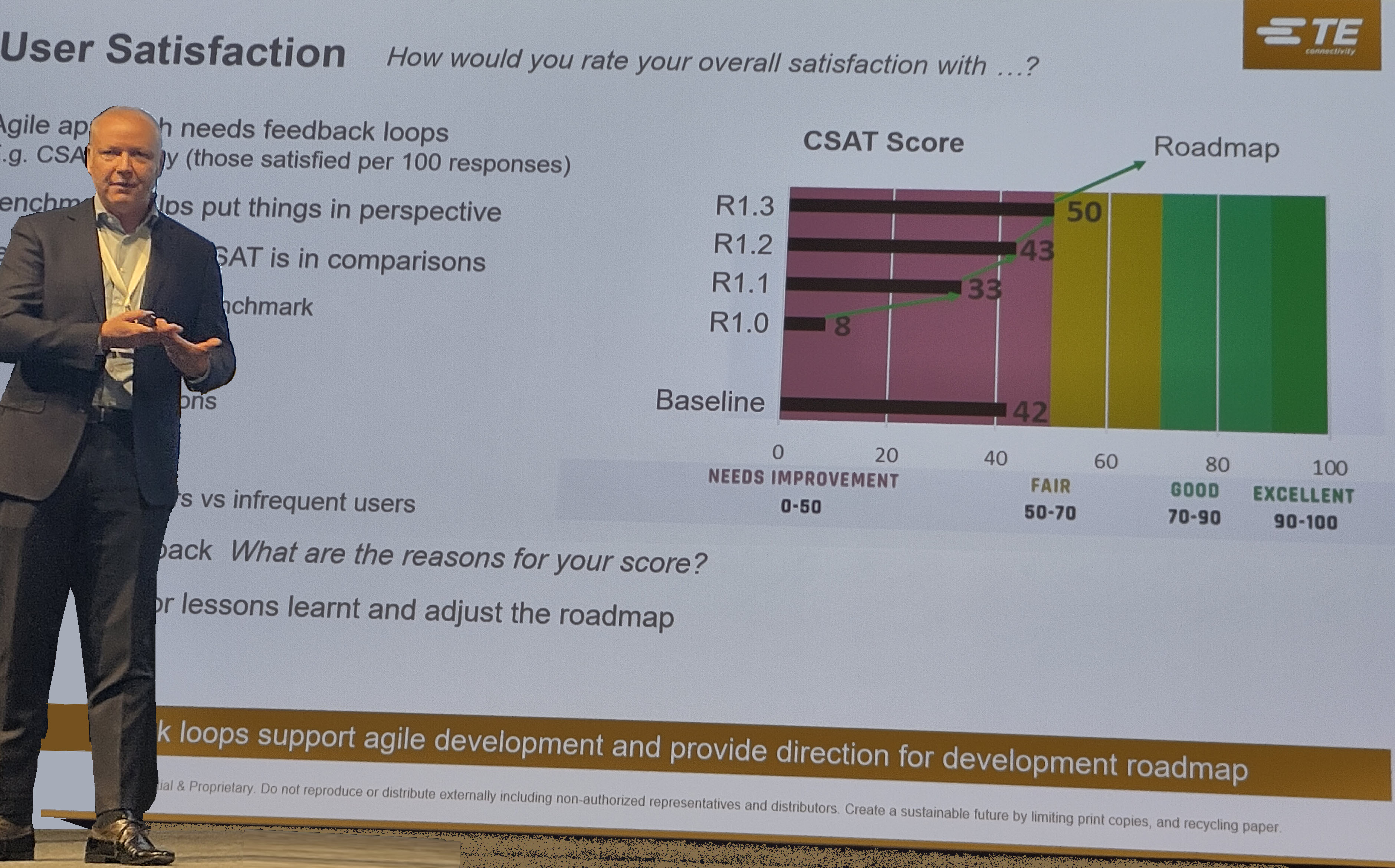 Peter Sandeck, Director of Project Management at TE Connectivity shared what they did to motivate engineers to endorse their Jurisdiction and Classification Assessment (JCA) process. Peter showed how, through a Minimal Viable Product (MVP) approach and listening to the end-users, they reached a higher Customer Satisfaction (CSAT) score after several iterations of the solution developed for the JCA process.
Peter Sandeck, Director of Project Management at TE Connectivity shared what they did to motivate engineers to endorse their Jurisdiction and Classification Assessment (JCA) process. Peter showed how, through a Minimal Viable Product (MVP) approach and listening to the end-users, they reached a higher Customer Satisfaction (CSAT) score after several iterations of the solution developed for the JCA process.
This approach is an excellent example of an agile method in which engineers are involved. My remaining question is still – are the same engineers in the short term also pushed to make lifecycle assessments? More work; however, I believe if you make it personal, the same MVP approach could work again.
Value of Model-Based Product Architecture
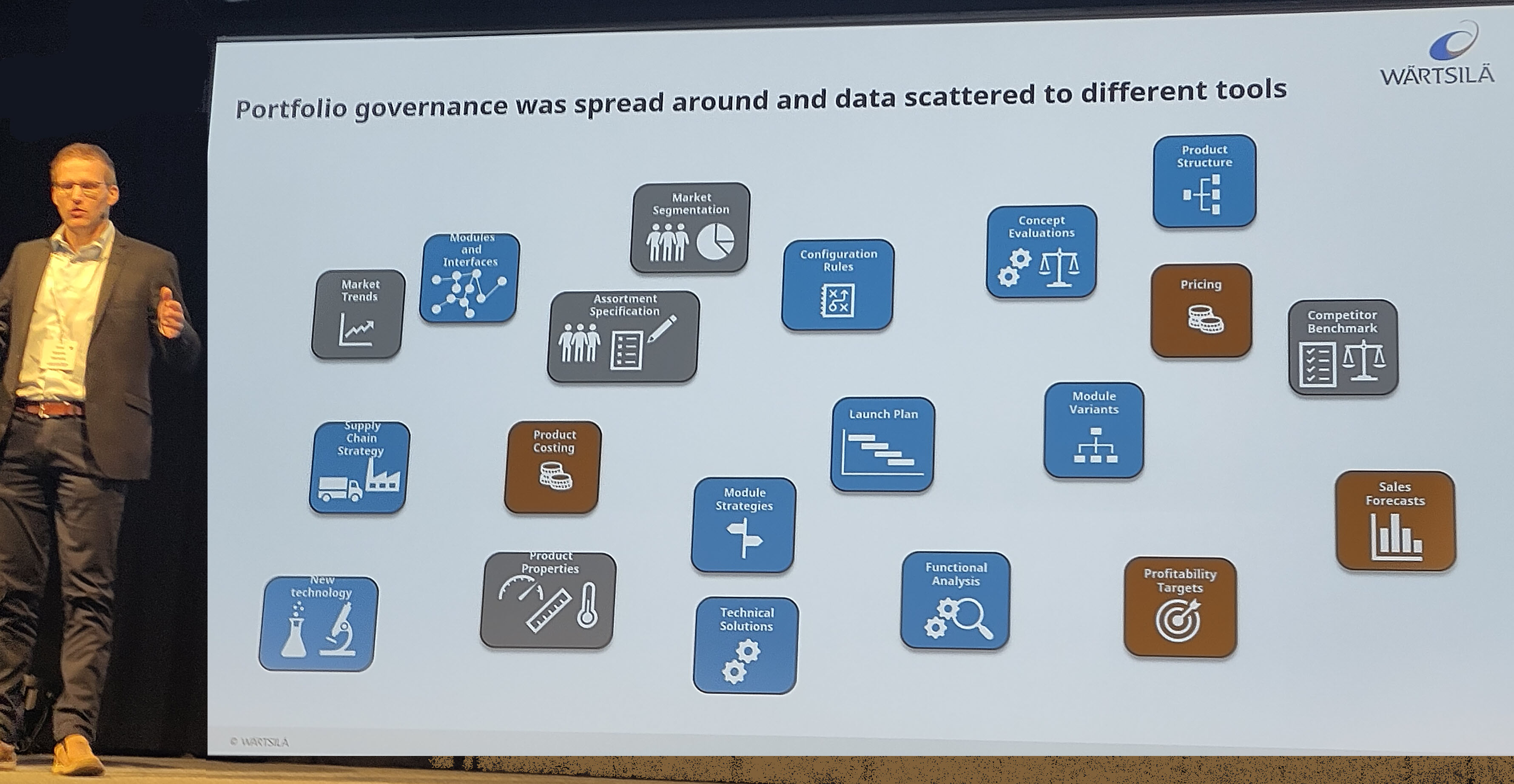 Jussi Sippola, Chief Expert, Product Architecture Management & Modularity at Wärtsilä, presented an excellent story related to the advantages of a more modular product architecture. Where historically, products were delivered based on customer requirements through the order fulfillment process, now there is in parallel the portfolio management process, defining the platform of modules, features and options.
Jussi Sippola, Chief Expert, Product Architecture Management & Modularity at Wärtsilä, presented an excellent story related to the advantages of a more modular product architecture. Where historically, products were delivered based on customer requirements through the order fulfillment process, now there is in parallel the portfolio management process, defining the platform of modules, features and options.
Jussi mentioned that they were able to reduce the number of parts by 50 % while still maintaining the same level of customer capabilities. In addition, thanks to modularity, they were able to reduce the production lead time by 40 % – essential numbers if you want to remain competitive.
Conclusion
Day 1 was a day where we learned a lot as an audience, and in addition, the networking time and dinner in the evening were precious for me and, I assume, also for many of the participants. In my next post, we will see more about new ways of working, the AI dream and Sustainability.

Listen and Learn more from PLM Experts in the field

Again, a “The weekend after …” post related to my favorite event to which I have contributed since 2014.
Expectations were high this time from my side, in particular because we would have a serious discussion related to connected digital threads and federated PLM.
More about these topics in my post next week as all content is not yet available for sharing.
 The conference was sold out this time, and during the breaks, you had to navigate through the people to find your network opportunities. Also, the participation of the main PLM players as sponsors illustrated that everyone wanted to benefit from this opportunity to meet and learn from their industry peers.
The conference was sold out this time, and during the breaks, you had to navigate through the people to find your network opportunities. Also, the participation of the main PLM players as sponsors illustrated that everyone wanted to benefit from this opportunity to meet and learn from their industry peers.
Looking back to the conference, there were two noticeable streams.
- The stream where people share their current PLM experiences, traditionally the A&D action groups moderated by CIMdata, is part of this stream. This part I will cover in this post.
- There were forward-looking presentations related to standards, ontologies, and federated PLM—all with an AI flavor. This part I will cover in my next post(s).
The connection between all these sessions was the Digital Thread. The conference’s theme was: The Digital Thread in a Heterogeneous, Extended Enterprise Reality. Let’s start the review with the highlights from the first stream.
Digital Thread: Why Should We Care?
As usual, Peter Bilello from CIMdata kicked off the conference by setting the scene. Peter started by clarifying the two definitions of the Digital Thread.
- The first is a communication framework that allows a connected data flow and integrated view of an asset’s data (i.e., its Digital Twin) throughout its lifecycle across traditionally siloed functional perspectives.
In my terminology, the connected digital thread. - The second is a network of connected information sources around the product lifecycle supporting traceability and decision-making.
In my terminology, the coordinated digital thread is the most straightforward digital thread to achieve.
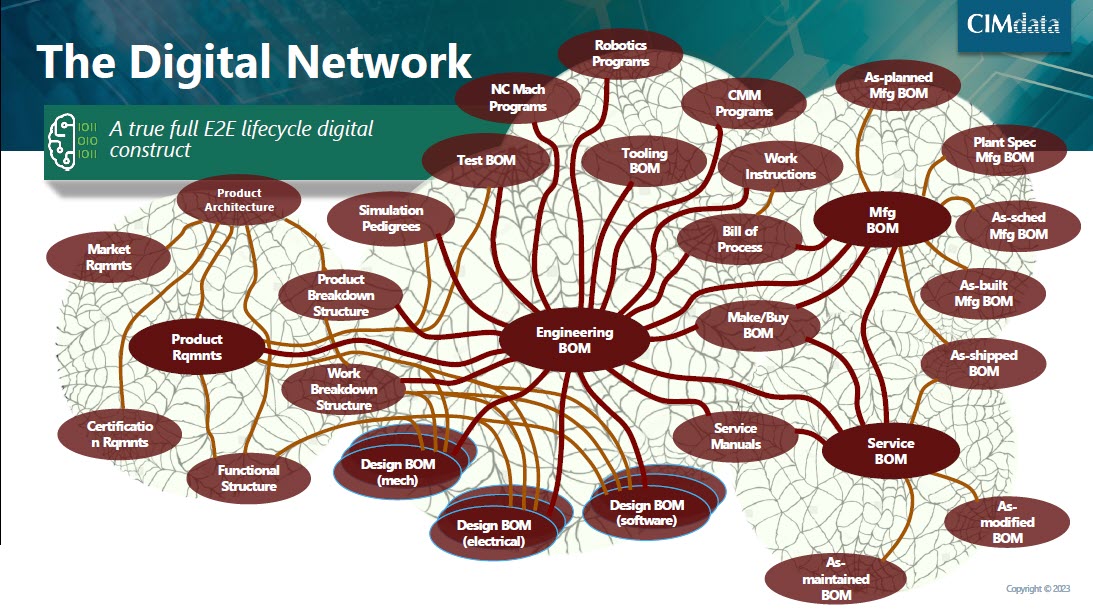
An example of the Coordinated Digital Thread
Peter recommends starting a digital thread by connecting at the beginning of product conceptualization, creating an environment where one can analyze the performance of the product portfolio and the product features and capabilities that need to be planned or how they perform in the field.
In addition, when defining the products, connect them with regulatory requirement databases as they have must-have requirements. A topic I addressed in my session too, besides the existing regulatory requirements, it is expected that in the upcoming years, due to environmental regulations, these requirements will increase, and it will be necessary to have them integrated with your digital thread.
Digital Threads require data governance and are the basis for the various digital twins. Peter discussed the multiple applications of the digital twin, primarily a relation between a virtual asset and a physical asset, except in the early concept phase.

The digital thread is still in the early phase of implementation at companies. A CIMdata survey showed that companies still focus primarily on implementing traditional PDM capabilities, although as the image above shows, there is a growing interest in short-term digital twin/thread implementations.
People, Process & Technology:
The Pillars of Digital Transformation Success
 The second keynote was from Christine McMonagle, Director of Digital Engineering Systems at Textron Systems a services and products supplier for the Aerospace and Defense industry. Christine leads the digital evolution in Textron Systems and presents nicely how a digital transformation should start from the people.Traditionally this industry has enough budget on the OEM level and therefore companies will not take a revolutionary approach when it comes to digital transformation.
The second keynote was from Christine McMonagle, Director of Digital Engineering Systems at Textron Systems a services and products supplier for the Aerospace and Defense industry. Christine leads the digital evolution in Textron Systems and presents nicely how a digital transformation should start from the people.Traditionally this industry has enough budget on the OEM level and therefore companies will not take a revolutionary approach when it comes to digital transformation.
Having your people at all levels involved and make them understand the need for change is crucial. A change does not happen top-down. You must educate people and understand what is possible and achievable to change – in the right direction. One of her concluding slides highlights the main points.

 In the Q&A there to Christine’s sessions there was an interesting question related to the involvement of Human Resources (HR) in this project. There was a laugh that said it all – like in most companies HR is not focusing on organizational change, they focus more on operational issues – the Human is considered a Resource.
In the Q&A there to Christine’s sessions there was an interesting question related to the involvement of Human Resources (HR) in this project. There was a laugh that said it all – like in most companies HR is not focusing on organizational change, they focus more on operational issues – the Human is considered a Resource.

Turn resistance in support
Between the regular sessions there were short sessions from sponsors: Altium, Contact Software, Dassault Systemes, ESI, inensia, Modular Management , PTC, SAP, Share PLM and Sinequa could pitch their value offering.
The Share PLM session, shortly after Christine’s presentation was a nice continuation of the focus on people. I loved the Share PLM image to the left explaining why people do not engage with our dreams.
Learn how LEONI is achieving Digital Continuity in the Automotive Industry.
 Tobias Bauer, head of Product Data Standardization at LEONI talked about their FLOW project. FLOW is an acronym for Future Leoni Operating World. LEONI, well-known in the automotive industry produces cable and network solutions, including cable harnesses.
Tobias Bauer, head of Product Data Standardization at LEONI talked about their FLOW project. FLOW is an acronym for Future Leoni Operating World. LEONI, well-known in the automotive industry produces cable and network solutions, including cable harnesses.
Recently it has gone through a serious financial crisis and the need for restructuring. This makes it always challenging for a “visionary” PLM project. Tobias mentioned that after disappointing engagements with consultancy firms, they decided on a bottom-up approach to analyze existing processes using BPML. They agreed on a to-be state, fixing bottlenecks and streamlining the flow of information.
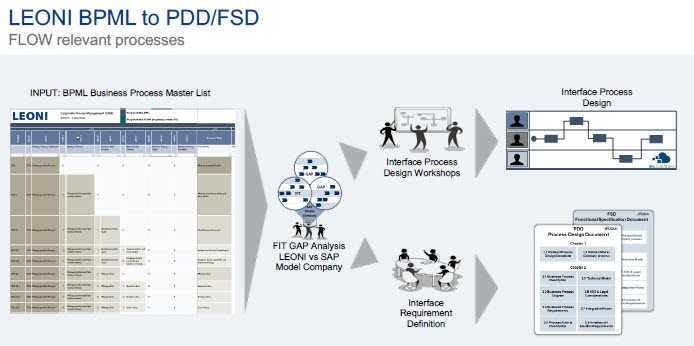
Tobias presented a smooth product data flow between their PLM system (PTC Windchill) and ERP (SAP S/4 HANA), clearly stating that the PLM system has become the controlled source of managing product changes.
Their key achievements reported so far were:
- related to BOM creation and routing (approx. 10x faster – from 2-3 days to ¼ day),
- better data consistency (fewer manual steps)
- complete traceability between the systems with PLM as the change management backbone.
The last point I would call the coordinated Digital Thread. The image below shows their current IT landscape in a simplified manner.
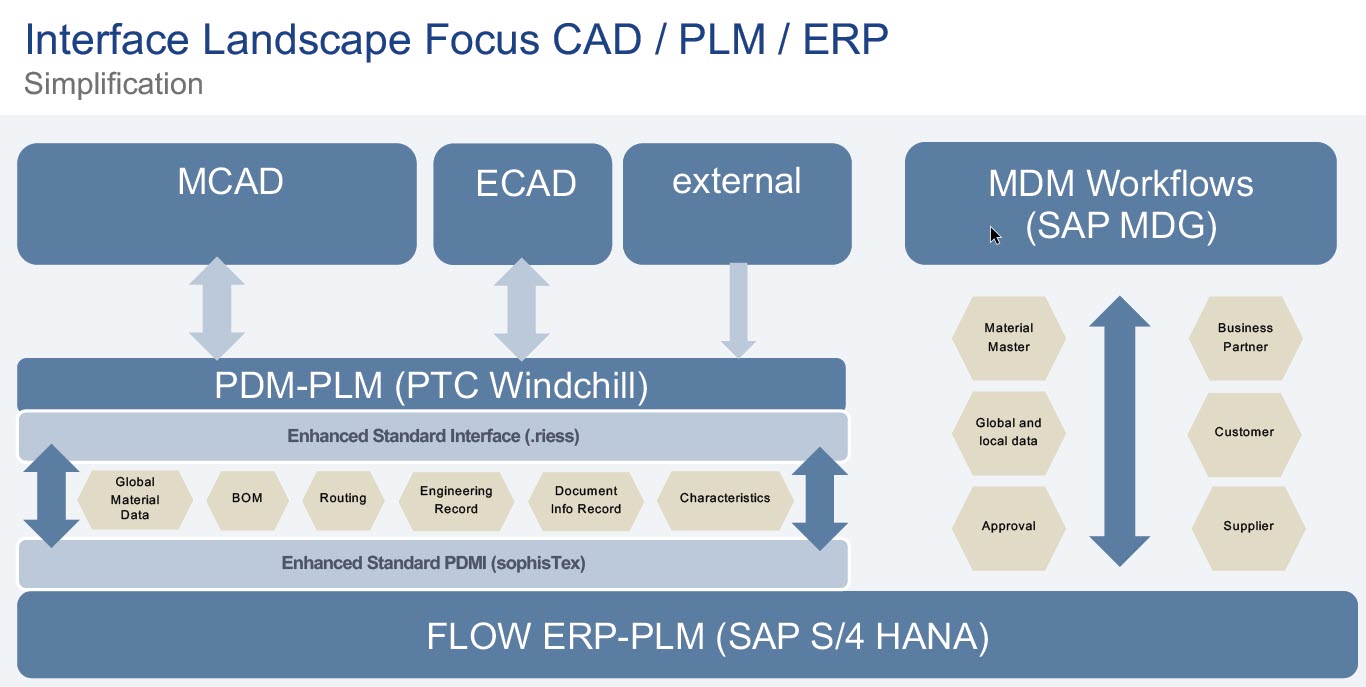
This solution might seem obvious for neutral PLM academics or experts, but it is an achievement to do this in an environment with SAP implemented. The eBOM-mBOM discussion is one of the most frequent held discussions – sometimes a battle.
Often, companies use their IT systems first and listen to the vendor’s experts to build integrations instead of starting from the natural business flow of information.
Aerospace & Defense Action groups outcomes

As usual, several Aerospace & Defense (A&D) action groups reported their progress during this conference. The A&D action groups are facilitated by CIMdata, and per topic, various OEMs and suppliers in the A&D industry study and analyze a particular topic, often inviting software vendors to demonstrate and discuss their capabilities with them.
Their activities and reports can be found on the A&D PLM Action page here; In the remainder of this post I will share briefly the ones presented. For a real deep dive in the topics I recommend to find the proceedings per topic on the A&D action page.
The Promise and Reality of the Digital Thread
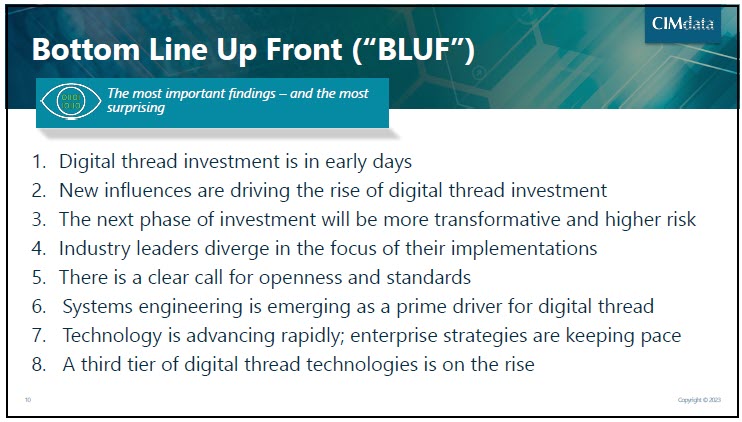
James Roche CIMdata presented insights from industry research on The Promise and Reality of the Digital Thread. A total of 90 persons completed an in-depth survey about the status and implementation of digital thread concepts in their company. It is clear that the digital thread is still in its early days in this industry, and it is mainly about the coordinated digital thread. The image below reflects the highlights of the survey.
A&D Industry Digital Twin and Digital Thread Standards
Robert Rencher from Boeing explained the progress of their Digital Twin/Digital Thread project, where they had investigated the applicable standards to support a Digital Twin/Digital Thread (Phase 4 out of 7 currently planned). The image below shows that various standards may apply depending on business perspectives.
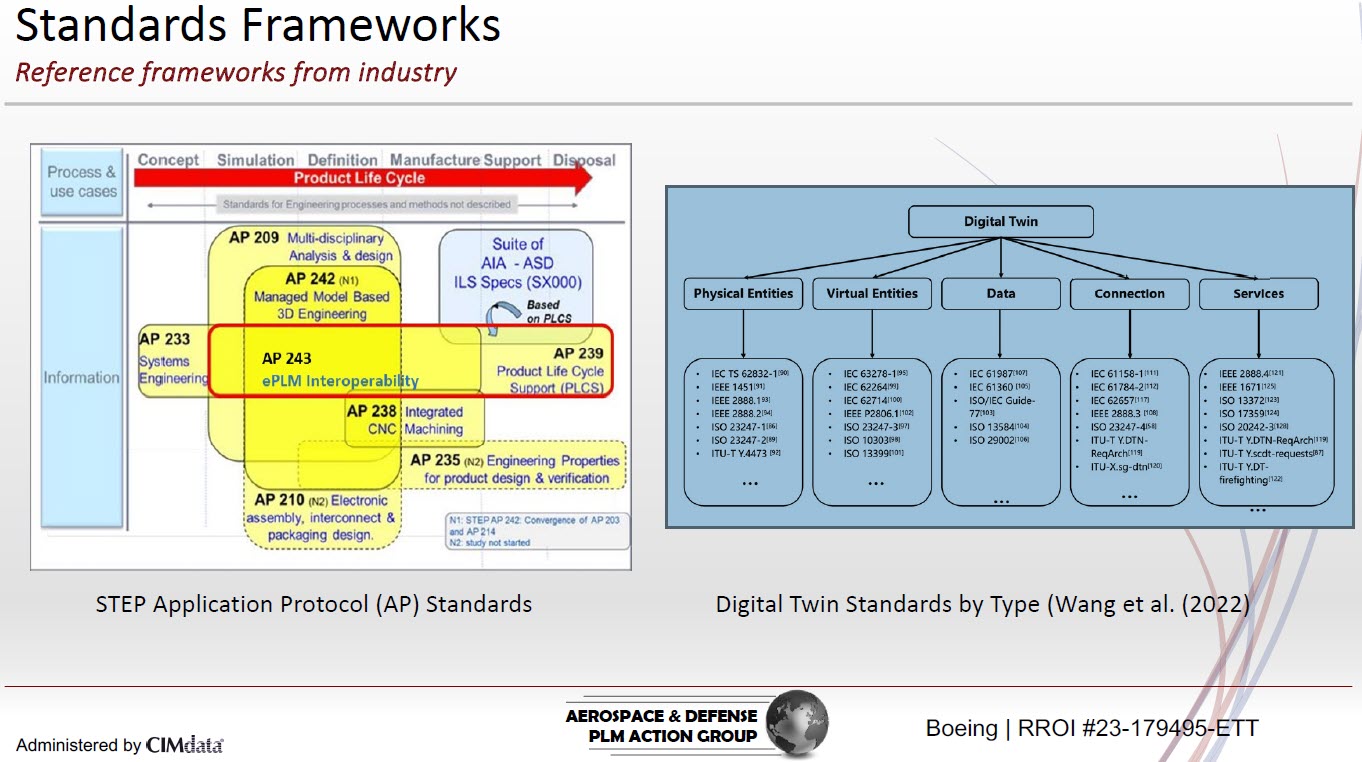
Their current findings are:
- Digital twin standards overlap, which is most likely a function of standards bodies representing their respective standards as an ongoing development from a historical perspective.
- The limited availability of mature digital twin/thread standards requires greater attention by standards organizations.
- The concept of the digital twin continues to evolve. This dynamic will be a challenge to standards bodies.
- The digital twin and the digital thread are distinct aspects of digital transformation. The corresponding digital twin and digital thread standards will be distinctly different.
- Coordinating the development of the respective standards between the digital twin/thread is needed.
- The digital twin’s organization, definition, and enablement depend on data and information provided by the digital thread.
Roadmap for Enabling Global Collaboration
Robert Gutwein (Pratt & Whitney Canada) and Agnes Gourillon-Jandot (Safran Aircraft Engines) reported their progress on the Global Collaboration project. Collaboration is challenged as exchange methods can vary, as well as dealing with the validation of exchanged information and governing the exchange of information in the context of IP protection.
One of the focal points was to introduce an approach to define standardized supplier agreements that anticipate modern model-based exchanges and collaboration methods.
Robert & Agnes presented the 8-step guideline for the aerospace industry in specific terms, explicitly mentioning the ISO44001 standard as being generic for all industries. An impression of the eight steps and sub-steps can be found below:

The 8-step approach will be supported by a 3rd-party Collaboration Management System (CMS app), which is not mandatory but recommended for use. When an interaction depends on a specific tool, it cannot become an ISO standard. The purpose of the methodology and app is to assist participants to ensure the collaboration aspect between stakeholders contains all the necessary steps & and people.
Model-based OEM/Supplier Collaboration Needs in Aviation Industry
Hartmut Hintze, working at Airbus Operations, presented the latest findings of the MBSE Data Interoperability working group and presented the model-based OEM/Supplier collaboration requirements and standards that need to be supported by the PLM/MBSE solution providers in the future. This collaboration goes beyond sharing CAD models, as you can see from the supplier engagement framework below:
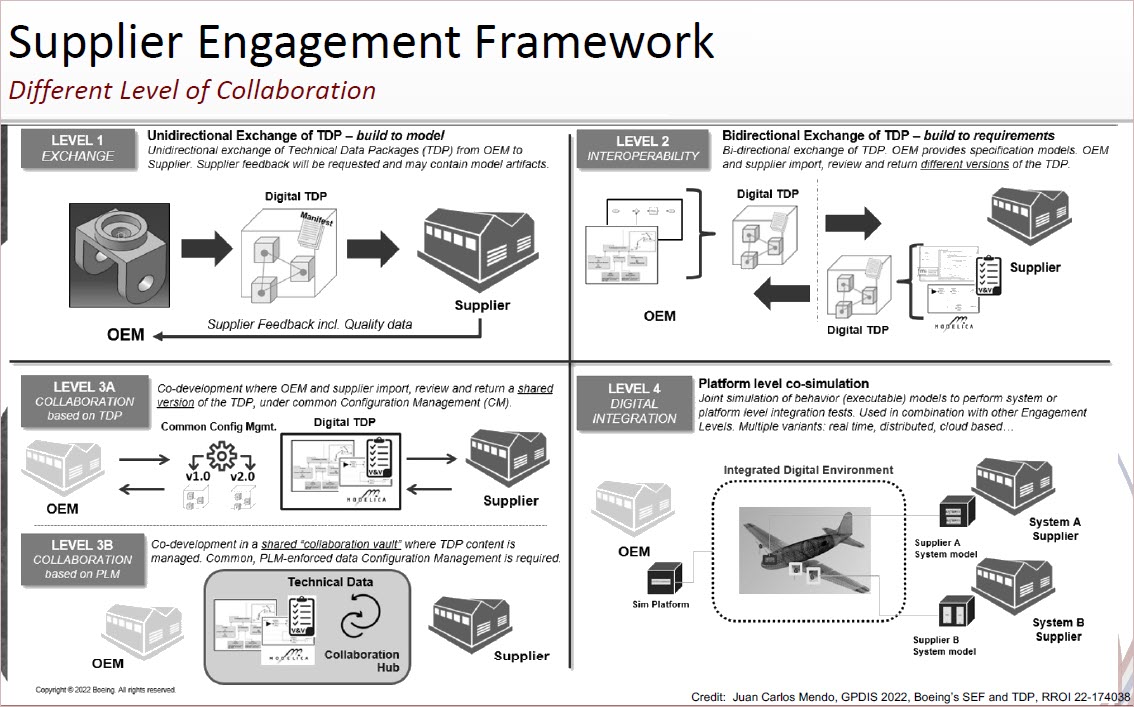
As there are no standards-based tools, their first focus was looking into methodologies for model and behavior exchanges based on use cases. The use cases are then used to verify the state-of-the-art abilities of the various tools. At this moment, there is a focus on SysML V2 as a potential game-changer due to its new API support. As a relative novice on SysML, I cannot explain this topic in more simple words. I recommend that experts visit their presentations on the AD PAG publications page here.
Conclusions
The theme of the conference was related to the Digital Thread – and as you will discover it is valid for everyone. Learn to see the difference between the coordinated Digital Thread and the connected Digital Tread.This time, a lot of information about the Aerospace and Defense Action Groups (AD PAG), which are a fundamental part of this conference. The A&D industry has always been leading in advanced PLM concepts. However, more advanced concepts will come in my next post when touching the connected Digital Thread in the context of federated PLM and let’s not forget AI.

 During May and June, I wrote a guest chapter for the next edition of John Stark’s book Product Lifecycle Management (Volume 2): The Devil is in the Details.
During May and June, I wrote a guest chapter for the next edition of John Stark’s book Product Lifecycle Management (Volume 2): The Devil is in the Details.
The book is considered a standard in the academic world when studying aspects of PLM.
Looking into the table of contents through the above link, it shows that understanding PLM in its full scope is broad. I wrote about it recently: PLM is Complex (and we have to accept it?), and Roger Tempest and others are still fighting to get the job as PLM Professional recognized Associate Yourself With Professional PLM.
![]() To make the scope broader, John invited me to write a chapter about PLM and Sustainability, which is an actual topic in many organizations. As sustainability is my dedicated topic in the PLM Global Green Alliance (PGGA) core team, I was happy to accept this challenge.
To make the scope broader, John invited me to write a chapter about PLM and Sustainability, which is an actual topic in many organizations. As sustainability is my dedicated topic in the PLM Global Green Alliance (PGGA) core team, I was happy to accept this challenge.
This activity is challenging because writing a chapter on a current topic might make it outdated soon. For the same reason, I never wanted to write a PLM book as I wrote in my 2014 post: Did you notice PLM is changing?
 The book, with the additional chapter, will be available later this year. I want to share with you in this post the topics I addressed in this chapter. Perhaps relevant for your organization or personal interests. Also, I am looking forward to learning if I missed any topics.
The book, with the additional chapter, will be available later this year. I want to share with you in this post the topics I addressed in this chapter. Perhaps relevant for your organization or personal interests. Also, I am looking forward to learning if I missed any topics.
Introduction
The chapter starts with defining the context. PLM is considered a strategy supported by a connected IT infrastructure, and for the definition of sustainability, I refer to the relevant SDGs as described on our PGGA theme page: PLM and Sustainability

Next, I discuss two major concepts indissoluble connected with sustainability.
The Circular Economy
On a planet with limited resources and still a growing consumption of raw materials, we need to follow the concepts of the circular economy in our businesses and lives. The circular economy section addresses mainly the hardware side of the butterfly as, here, PLM practices have the most significant impact.
The circular economy requires collaboration among various stakeholders, including businesses, governments and consumers. It involves rethinking production processes and establishing new consumption patterns. Policies and regulations will push for circular economy patterns, as seen in the following paragraphs.
Systems Thinking
A significant change in bringing products to the market will be the need to change how we look at our development processes. Historically, many of these processes were linear and only focused on time to market, cost and quality. Now, we have to look into other dimensions, like environmental impact, usage and impact on the planet. As I wrote in the past Systems Thinking – a must-have skill in the 21st century?
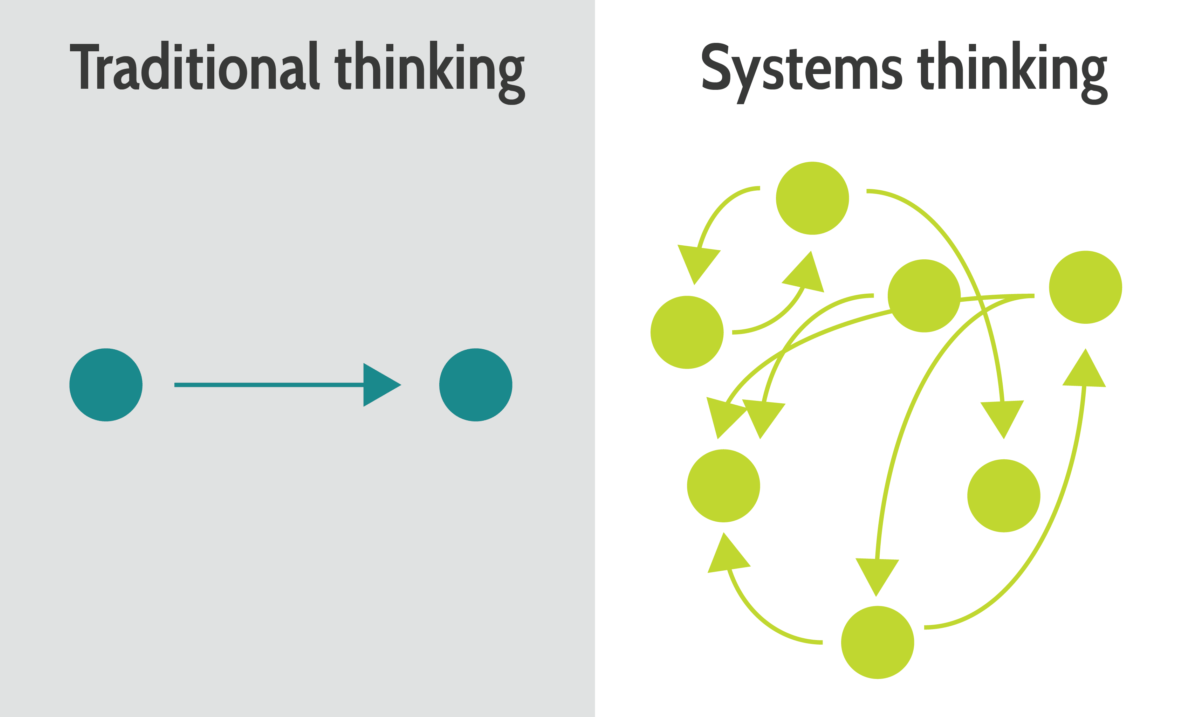
Systems Thinking is a cognitive approach that emphasizes understanding complex problems by considering interconnections, feedback loops, and emergent properties. It provides a holistic perspective and explores multiple viewpoints.
Systems Thinking guides problem-solving and decision-making and requires you to treat a solution with a mindset of a system interacting with other systems.
Regulations
More sustainable products and services will be driven primarily by existing and upcoming regulations. In this section, I refer to the success of the CFC (ChloroFluorCarbon) emission reduction, leading to slowly fixing the hole in the Ozon layer. Current regulations like WEEE, RoHS and REACH are already relevant for many companies, and compliance with these regulations is a good exercise for more stringent regulations related to Carbon emissions and upcoming related to the Digital Product Passport.

Making regulatory compliance a part of the concept phase ensures no late changes are needed to become compliant, saving time and costs. In addition, making regulatory compliance as much as possible with a data-driven approach reduces the overhead required to prove regulatory compliance. Both topics are part of a PLM strategy.
![]() In this context, see Lionel Grealou’s article 5 Brand Value Benefits at the Intersection of Sustainability and Product Compliance. The article has also been shared in our PGGA LinkedIn group.
In this context, see Lionel Grealou’s article 5 Brand Value Benefits at the Intersection of Sustainability and Product Compliance. The article has also been shared in our PGGA LinkedIn group.
Business
On the business side, the Greenhouse Gas Protocol is explained. How companies will have to report their Scope 1 and Scope 2 emissions and, ultimately, Scope 3 – see the image below for the details.
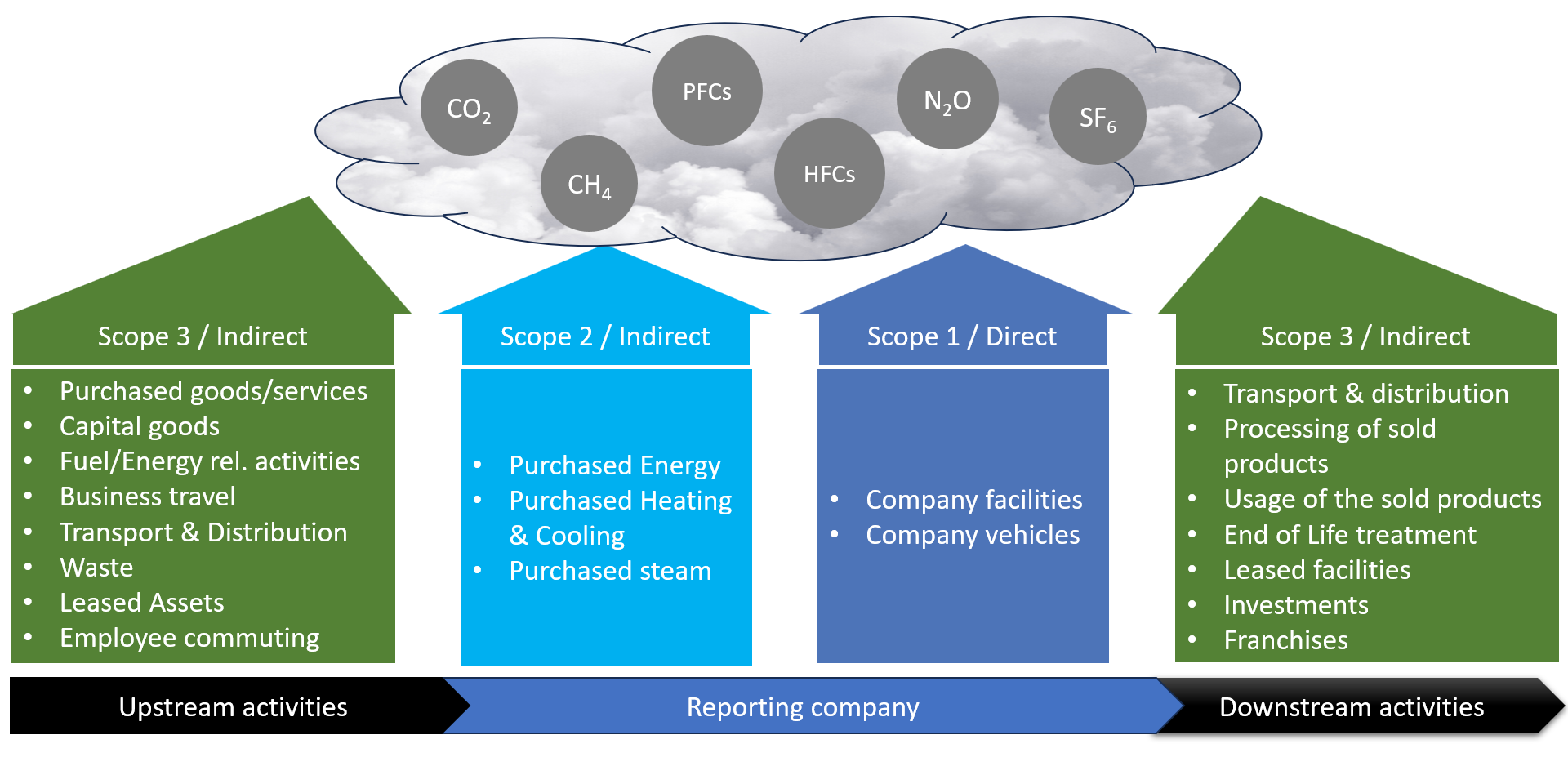
GHG reporting will support companies, investors and consumers to decide where to prioritize and put their money.
Ultimately, companies have to be profitable to survive in their business. The ESG framework is relevant in this context as it will allow investors to put their money not only based on short-term gains (as expected) but also on Environmental or Social parameters. There are a lot of discussions related to the ESG framework, as you might have read in Vincent de la Mar’s monthly newsletter, Sustainability & ESG Insights, which is also published in our PGGA group – a link below..

Besides ESG guidelines, there is also the drive by governments and consumers to push for a Product as a Service economy. Instead of owning products, consumers would pay for the usage of these products.
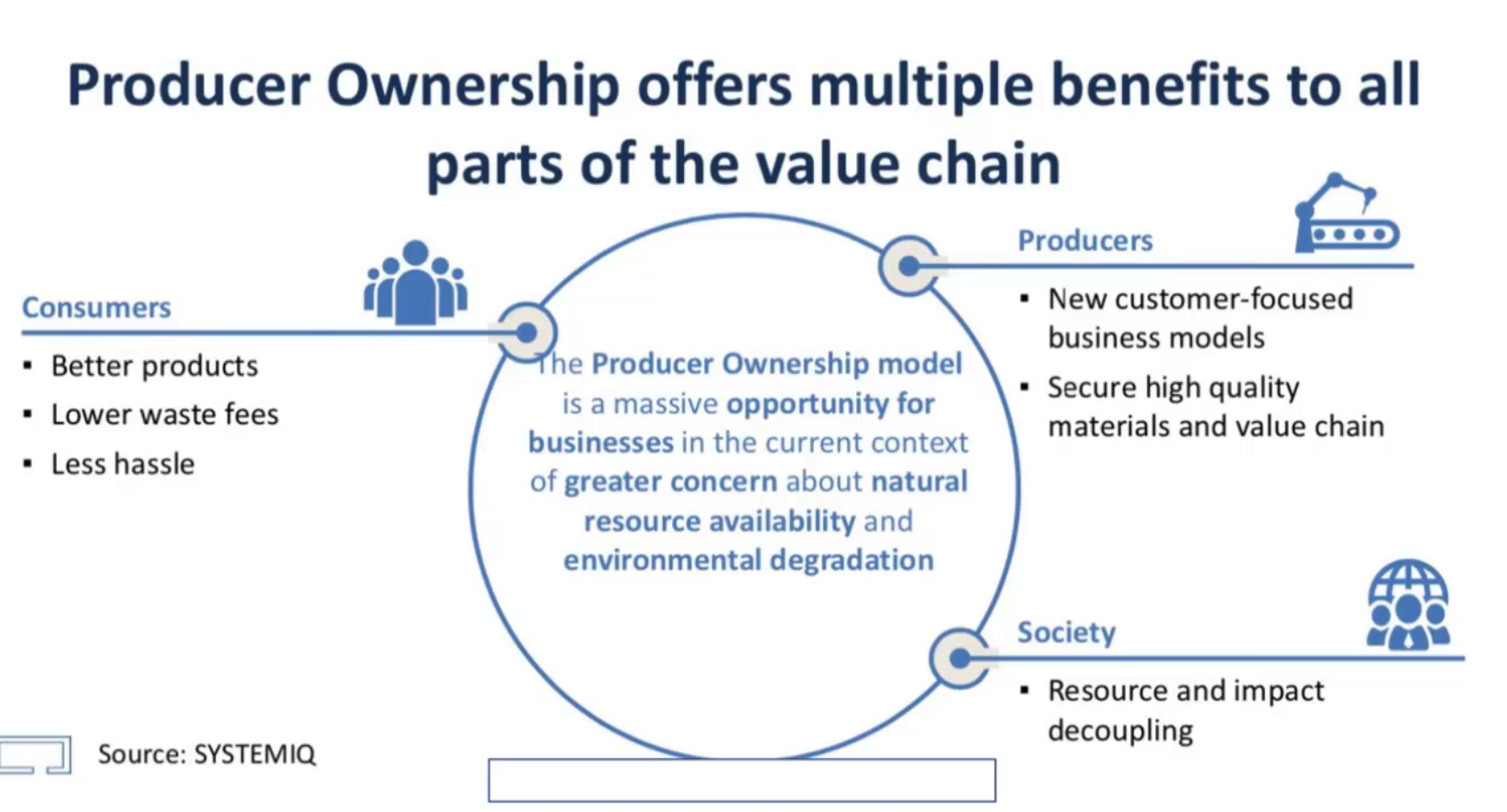
The concept is not new when considering lease cars, EV scooters, or streaming services like Spotify and Netflix. In the CIMdata PLM Roadmap/PDT Fall 2021 conference, we heard Kenn Webster explaining: In the future, you will own nothing & you will be happy.
Changing the business to a Product as a Service is not something done overnight. It requires repairable, upgradeable products. And business related, it requires a connected ecosystem of all stakeholders – the manufacturer, the finance company, and the operating entities.
Digital Transformation
All the subjects discussed before require real-time reporting and analysis combined with data access to compliance-related databases. More in the section related to Life Cycle Assessment. As I discussed last year in several conferences, a sustainability initiative starts with data-driven and model-based approaches during the concept phase, but when manufacturing and operating (connected) products in the field. You can read the entire story here: Sustainability and Data-Driven PLM – the Perfect Storm.

Life Cycle Analysis
Special attention is given in this chapter to Life Cycle Analysis, which seems to be a popular topic among PLM vendors. Here, they can provide tools to make a lifecycle assessment, and you can read an impression of these tools in a guest blog from Roger L. Franz titled PLM Tools to Design for Sustainability – PLM Green Global Alliance.
However, Lifecycle Analysis is not as simple. Looking at the ISO 14040 framework, which describes – having the right goals and scope in mind, allows you to do an LCA where the Product Category Rules (PCS) will enable companies to compare their products with others.
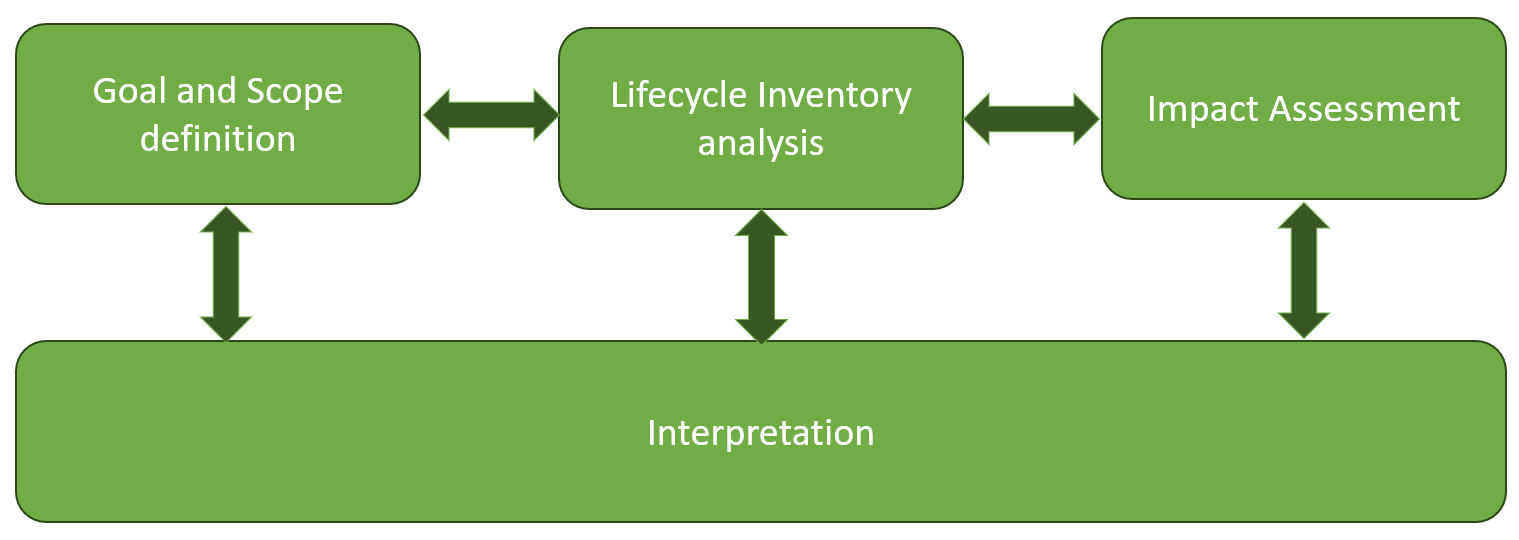
PCRs include the description of the product category, the goal of the LCA, functional units, system boundaries, cut-off criteria, allocation rules, impact categories, information on the use phase, units, calculation procedures, requirements for data quality, and other information on the lifecycle Inventory Phase.
So be aware there is more to do than installing a tool.
Digital Twin
 This section describes the importance of implementing a digital twin for the design phase, allowing companies to develop, test and analyze their products and services first virtually. Trade-off studies on virtual products are much cheaper, and when they are done in a data-driven, model-based environment, it will be the most efficient environment. In my terminology, setting up such a collaboration environment might be considered a System of Engagement.
This section describes the importance of implementing a digital twin for the design phase, allowing companies to develop, test and analyze their products and services first virtually. Trade-off studies on virtual products are much cheaper, and when they are done in a data-driven, model-based environment, it will be the most efficient environment. In my terminology, setting up such a collaboration environment might be considered a System of Engagement.
The second crucial digital twin mentioned is the digital twin from a product in operation where performance can be monitored and usage can be optimized for a minimal environmental impact. Suppose a company is able to create a feedback loop between its products in the field and its product innovation platform. In that case, it can benchmark its design models and update the product behavior for better performance.

The manufacturing digital twin is also discussed in the context of environmental impact, as choosing the right processes and resources can significantly affect scope 3 emissions.
The chapter finishes with the story of a fictive company, WePack, where we can follow the impact and implementations of the topics described in this chapter.
Conclusion
As I described in the introduction, the topic of PLM and Sustainability is relatively new and constantly evolving. What do you think? Did I miss any dimensions?
Feel free to contribute to our PLM Global Green Alliance LinkedIn group.
Looking forward to meet you here
 Imagine you are a supplier working for several customers, such as big OEMs or smaller companies. In Dec 2020, I wrote about PLM and the Supply Chain because it was an underexposed topic in many companies. Suppliers need their own PLM and IP protection and work as efficiently as possible with their customers, often the OEMs.
Imagine you are a supplier working for several customers, such as big OEMs or smaller companies. In Dec 2020, I wrote about PLM and the Supply Chain because it was an underexposed topic in many companies. Suppliers need their own PLM and IP protection and work as efficiently as possible with their customers, often the OEMs.
Most PLM implementations always start by creating the ideal internal collaboration between functions in the enterprise. Historically starting with R&D and Engineering, next expanding to Manufacturing, Services and Marketing. Most of the time in this logical order.
In these implementations, people are not paying much attention to the total value chain, customers and suppliers. And that was one of the interesting findings at that time, supported by surveys from Gartner and McKinsey:
- Gartner: Companies reported improvements in the accuracy of product data and product development as the main benefit of their PLM implementation. They did not see so much of a reduced time to market or reduced product development costs. After analysis, Gartner believes the real issue is related to collaboration processes and supply chain practices. Here the lead times did not change, nor did the number of changes.
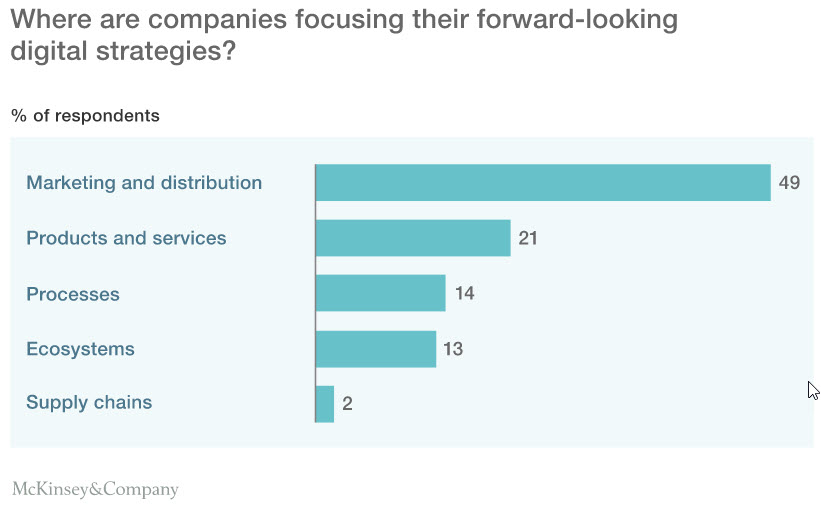
- McKinsey: In their article, The Case for Digital Reinvention, digital supply chains were mentioned as the area with the potential highest ROI; however, as the image shows below, it was the area with the lowest investment at that time.

 In 2020 we were in the middle of broken supply chains and wishful thinking related to digital transformation, all due to COVID-19.
In 2020 we were in the middle of broken supply chains and wishful thinking related to digital transformation, all due to COVID-19.
Meanwhile, the further digitization in PLM (systems of engagement) and the new topic, Sustainability of the supply chain, became visible.
Therefore it is time to make a status again, also driven by discussions in the past few weeks.
The old “connected” approach (loose-loose).
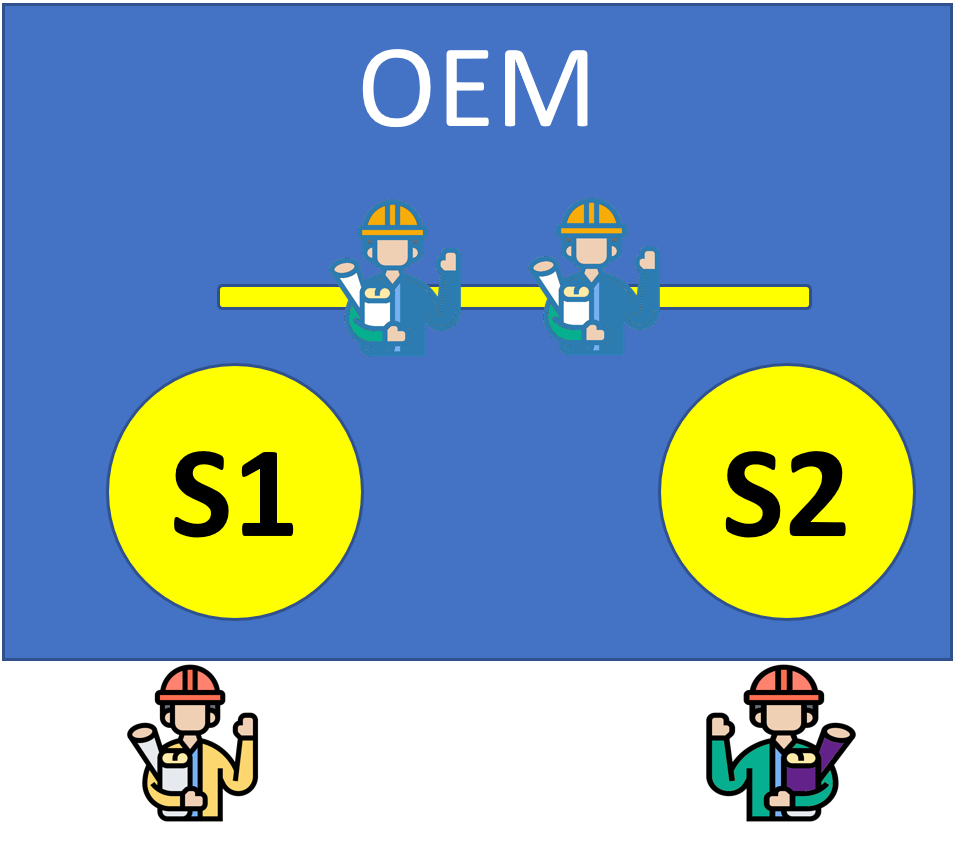 A preferred way for OEMs in the past was to have the Supplier or partner directly work in their PLM environment. The OEM could keep control of the product development process and the incremental maturity of the BOM, where the Supplier could connect their part data and designs to the OEM environment. T
A preferred way for OEMs in the past was to have the Supplier or partner directly work in their PLM environment. The OEM could keep control of the product development process and the incremental maturity of the BOM, where the Supplier could connect their part data and designs to the OEM environment. T
The advantage for the OEM is clear – direct visibility of the supplier data when available. The benefit for the Supplier could also be immediate visibility of the broader context of the part they are responsible for.
 However, the disadvantages for a supplier are more significant. Working in the OEM environment exposes all your IP and hinders knowledge capitalization from the Supplier. Not a big thing for perhaps a tier 3 supplier; however, the more advanced the products from the Supplier are, the higher the need to have its own PLM environment.
However, the disadvantages for a supplier are more significant. Working in the OEM environment exposes all your IP and hinders knowledge capitalization from the Supplier. Not a big thing for perhaps a tier 3 supplier; however, the more advanced the products from the Supplier are, the higher the need to have its own PLM environment.
Therefore the old connected approach is a loose-loose relationship in particular for the Supplier and even for the OEM (having less knowledgeable suppliers)
The modern “connected” approach (wins t.b.d.)
 In this situation, the target infrastructure is a digital infrastructure, where datasets are connected in real-time, providing the various stakeholders in engagement access to a filtered set of data relevant to their roles.
In this situation, the target infrastructure is a digital infrastructure, where datasets are connected in real-time, providing the various stakeholders in engagement access to a filtered set of data relevant to their roles.
In my terminology, I refer to them as Systems of Engagement, as the target is that all stakeholders work in this environment.
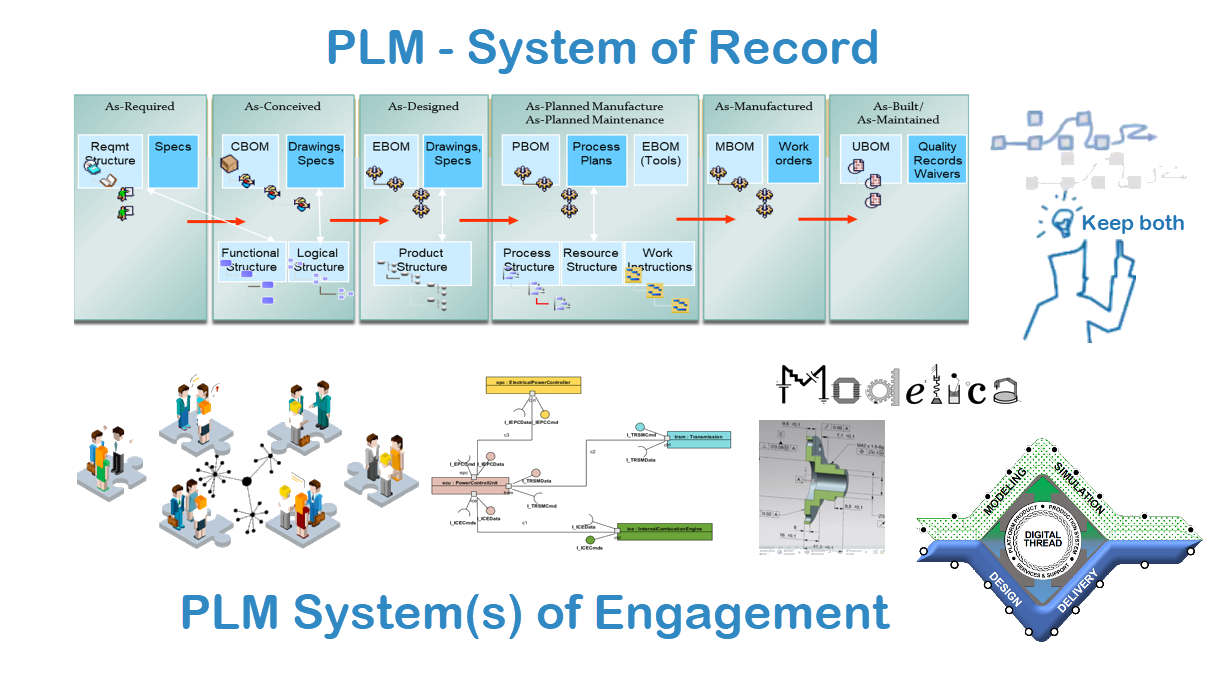
The counterpart of Systems of Engagement is the Systems of Record, which provides a product baseline, manufacturing baseline, and configuration baseline of information consumed by other disciplines.
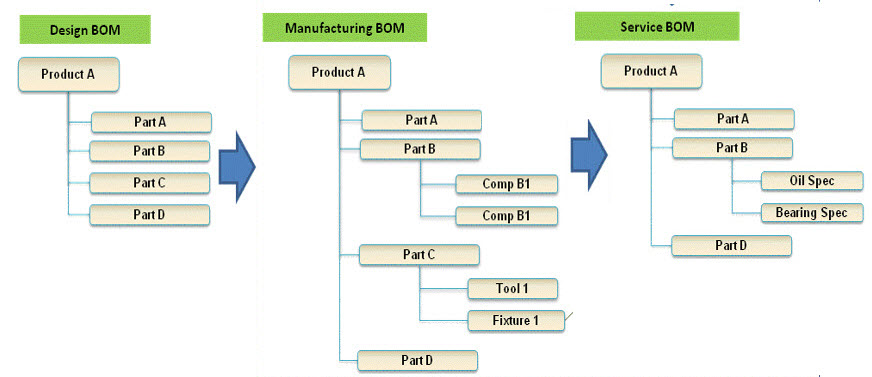 These baselines are often called Bills of Information, and the traditional PLM system has been designed as a System of Record. Major Bills of Information are the eBOM, the mBOM and sometimes people talk about the sBOM(service BOM).
These baselines are often called Bills of Information, and the traditional PLM system has been designed as a System of Record. Major Bills of Information are the eBOM, the mBOM and sometimes people talk about the sBOM(service BOM).
Typical examples of Systems of Engagement I have seen in alphabetical order are:
- Arena Solutions has a long-term experience in BOM collaboration between engineering teams, suppliers and contract manufacturers.
- CATENA-X might be a strange player in this list, as CATENA-X is more a German Automotive consortium targeting digital collaboration between stakeholders, ensuring security and IP protection.
- Colab is a provider of cloud-based collaboration software allowing design teams and suppliers to work in real time together.
- OnShape – a cloud-based collaborative product design environment for dispersed engineering teams and partners.
- OpenBOM – a SaaS solution focusing on BOM collaboration connected to various CAD systems along with design teams and their connected suppliers
These are some of the Systems of Engagement I am aware of. They focus on specific value streams that can improve the targeted time to market and product introduction efficiency. In companies with no extensive additional PLM infrastructure, they can become crucial systems of engagement.
 The main challenge for these systems of engagement is how they will connect to traditional Systems or Records – the classical PLM systems that we know in the market (Aras, Dassault, PTC, Siemens).
The main challenge for these systems of engagement is how they will connect to traditional Systems or Records – the classical PLM systems that we know in the market (Aras, Dassault, PTC, Siemens).
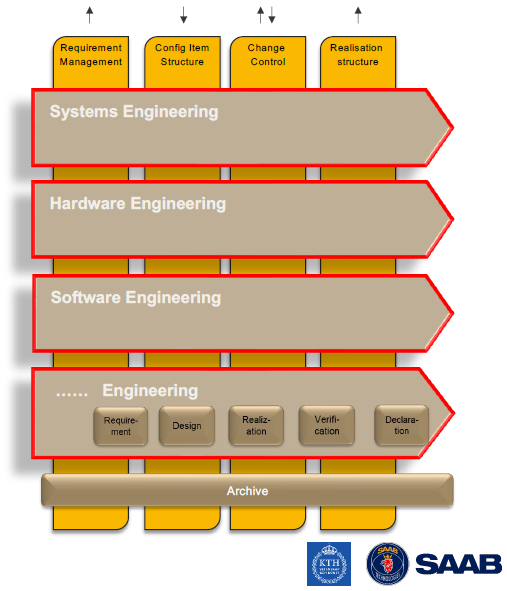
Image on the left from a presentation done by Eric Herzog from SAAB at last year’s CIMdata/PDT conference.
You can read more about this here.
When establishing a mix of Systems of Engagement and Systems of Record in your organization digitally connected, we will see overall benefits. My earlier thoughts, in general, are here: Time to split PLM?
The almost Connected approach
As I mentioned, in most companies, it is already challenging to manage their internal System of Record, which is needed for current operations and the traceability of information. In addition, most of the data stored in these systems is document-driven, not designed for real-time collaboration. So how would these companies collaborate with their suppliers?
The Model-Based Enterprise
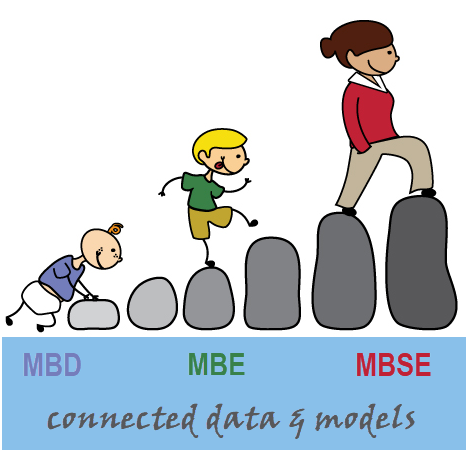 In the bigger image below, I am referring to an image published by Jennifer Herron from her book Re-use Your CAD, where she describes the various stages of interaction between engineering, manufacturing and the extended enterprise.
In the bigger image below, I am referring to an image published by Jennifer Herron from her book Re-use Your CAD, where she describes the various stages of interaction between engineering, manufacturing and the extended enterprise.
Her mission is to promote and educate organizations in moving to a Model-Based Definition and, in the long term, to a Model-Base Enterprise.
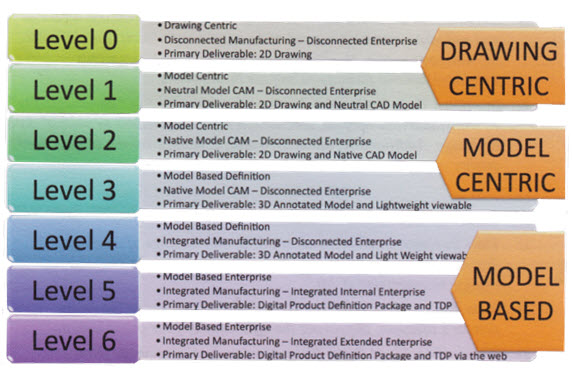
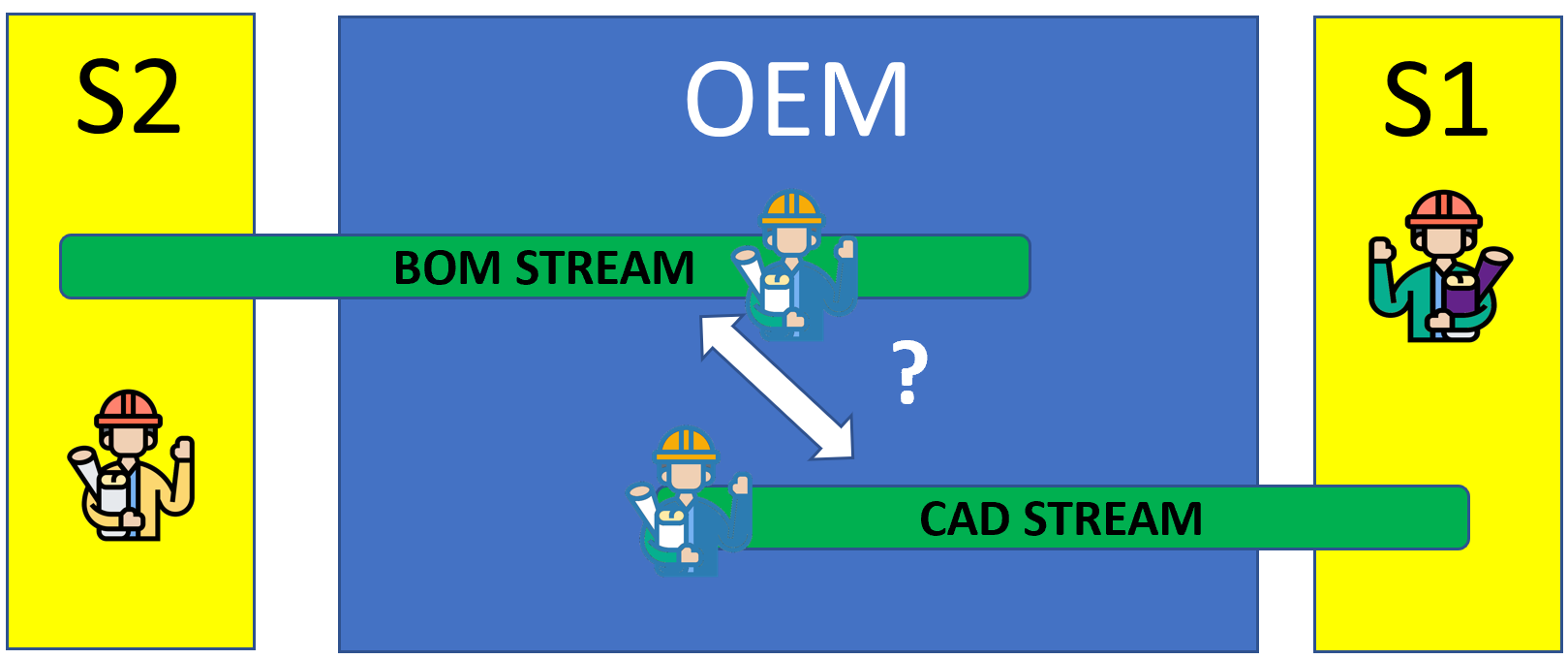
The ultimate target of information exchange in this diagram is that the OEM and the Supplier are separate entities. However, they can exchange Digital Product Definition Packages and TDPs over the web (electronically). In this exchange, we have a mix of systems of engagement and systems of record on the OEM and Supplier sides.
 Depending on the type of industry, in my ecosystem of companies, many suppliers are still at level 2, dreaming or pushed to become level 3, illustrating there is a difficult job to do – learning new practices. And why would you move to the next level?
Depending on the type of industry, in my ecosystem of companies, many suppliers are still at level 2, dreaming or pushed to become level 3, illustrating there is a difficult job to do – learning new practices. And why would you move to the next level?
Every step can have significant benefits, as reported by companies that did this.
So what’s stopping your company from moving ahead? People, Processes, Skills, Work Pressure? It is one of the most common excuses: “We are too busy, no time to improve”.
A supply chain collaboration hub
On March 21, I discussed with Magnus Färneland from Eurostep their cloud-based PLM collaboration hub, ShareAspace. You can read the interview here: PLM and Supply Chain Collaboration

I believe this concept can be compelling for a connected enterprise. The OEM and the Supplier share (or connect) only the data they want to share, preferably based on the PLCS data schema (ISO 10303-239).
In a primitive approach, this can be BOM structures with related files; however, it could become a real model-based connection hub in the advanced mode. “
Now you ask yourself why this solution is not booming.
In my opinion, there are several points to consider:
- Who designs, operates and maintains the collaboration hub?
It is likely not the suppliers, and when the OEM takes ownership, they might believe there is no need for the extra hub; just use the existing PLM infrastructure. - Could a third party find a niche market for this? Eurostep has already been working on this for many years, but adopting the concept seems higher in de BIM or Asset Management domains. Here the owner/operator sees the importance of a collaboration hub.
 A final remark, we are still far from a connected enterprise; concepts like Catena-X and others need to become mature to serve as a foundation – there is a lot of technology out there -now we need the skilled people and tested practices to use the right technology and tune solutions concepts.
A final remark, we are still far from a connected enterprise; concepts like Catena-X and others need to become mature to serve as a foundation – there is a lot of technology out there -now we need the skilled people and tested practices to use the right technology and tune solutions concepts.
Sustainability demands a connected enterprise.
 I focused on the Supplier dilemma this time because it is one of the crucial aspects of a circular economy and sustainable product development.
I focused on the Supplier dilemma this time because it is one of the crucial aspects of a circular economy and sustainable product development.
Only by using virtual models of the To-Be products/systems can we seriously optimize them. Virtual models and Digital Twins do not run on documents; they require accurate data from anywhere connected.
You can read more details in my post earlier this year: MBSE and Sustainability or look at the PLM and Sustainability recording on our PLM Global Green Alliance YouTube channel.
Conclusion
Due to various discussions I recently had in the field, it became clear that the topic of supplier integration in a best-connected manner is one of the most important topics to address in the near future. We cannot focus longer on our company as an isolated entity – value streams implemented in a connected manner become a must.
And now I am going to enjoy Liveworx in Boston, learning, discussing and understanding more about what PTC is doing and planning in the context of digital transformation and sustainability. More about that in my next post: The week(end) after Liveworx 2023 (to come)

 I am writing this post because one of my PLM peers recently asked me this question: “Is the BOM losing its position? He was in discussion with another colleague who told him:
I am writing this post because one of my PLM peers recently asked me this question: “Is the BOM losing its position? He was in discussion with another colleague who told him:
“If you own the BOM, you own the Product Lifecycle”.
This statement made me think of ä recent post from Jan Bosch recent post: Product Development fallacy #8: the bill of materials has the highest priority.
 Software becomes increasingly an essential part of the final product, and combined with Jan’s expertise in software development, he wrote this article. I recommend reading the full post (4 min read) and next browse through the comments.
Software becomes increasingly an essential part of the final product, and combined with Jan’s expertise in software development, he wrote this article. I recommend reading the full post (4 min read) and next browse through the comments.
If you cannot afford these 10 minutes, here is my favorite quote from the article:
An excessive focus on the bill of materials leads to significant challenges for companies that are undergoing a digital transformation and adopting continuous value delivery. The lack of headroom, high coupling and versioning hell may easily cause an explosion of R&D expenditure over time.
Where did the BOM focus come from? A historical overview related to the rise (and fall) of the BOM.
In the beginning, there was the drawing.
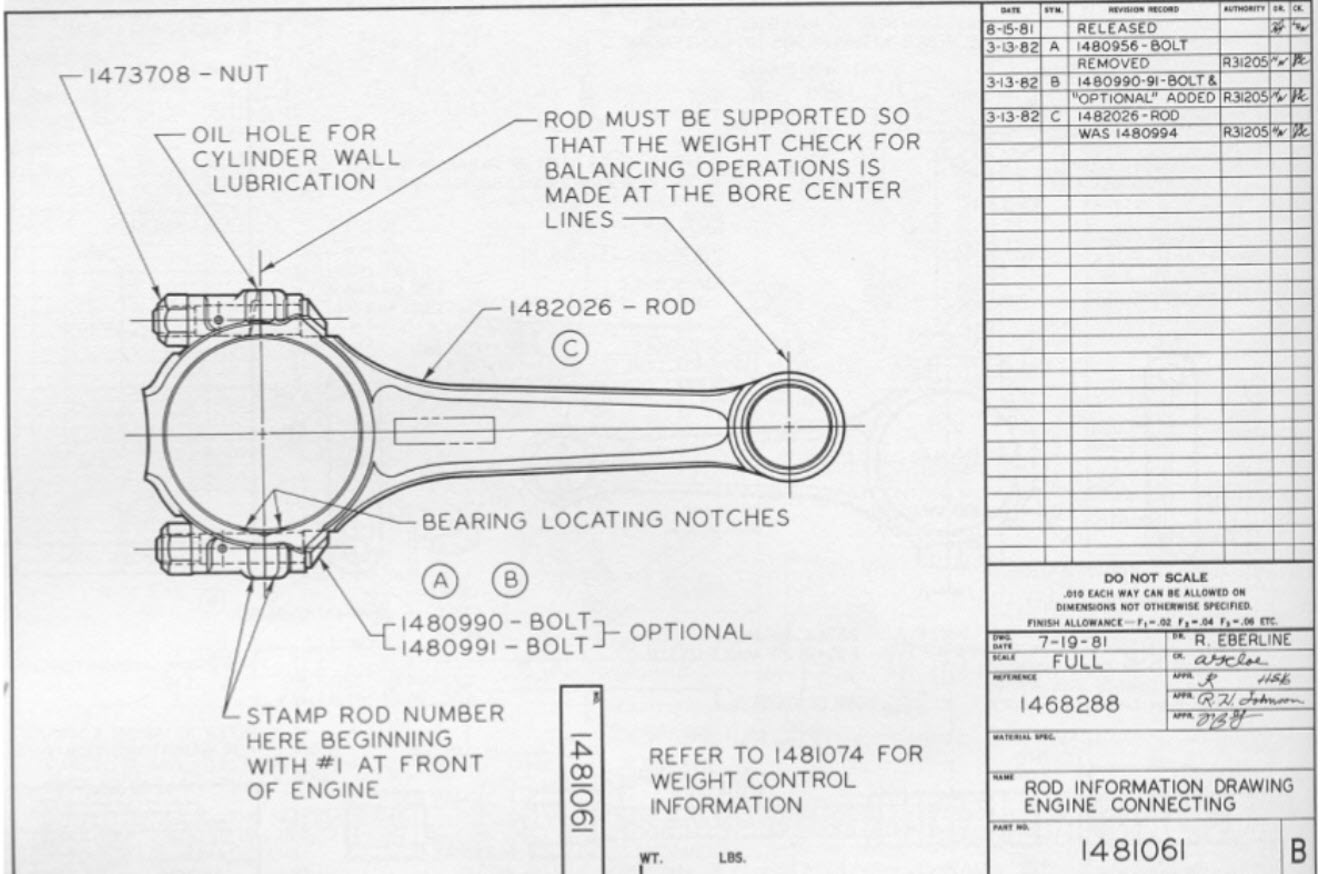 Before the era of computers, there was “THE drawing”, describing assemblies, subassemblies or parts. And on the drawing, you can find the parts list if relevant. This parts list was the first Bill of Material, describing the parts/materials shown on the drawing.
Before the era of computers, there was “THE drawing”, describing assemblies, subassemblies or parts. And on the drawing, you can find the parts list if relevant. This parts list was the first Bill of Material, describing the parts/materials shown on the drawing.
Next came MRP/ERP
 With the introduction of the MRP system (Material Requirement Planning), it was the first step that by using computers, people could collect the material requirements for one system as data and process.
With the introduction of the MRP system (Material Requirement Planning), it was the first step that by using computers, people could collect the material requirements for one system as data and process.
Entering new materials/parts described on drawings was still a manual process, as well as referring to existing parts on the drawing. Reuse of parts was a manual process based on individual knowledge.
In the nineties, MRP evolved into ERP (Enterprise Resource Planning), which included the MRP part and added resource and manufacturing planning and financial reporting.
 The ERP system became the most significant IT system, the execution system of the company. As it was the first enterprise system implemented, it was the first moment we learned about implementation challenges – people change and budget overruns. However, as the ERP system brought visibility to the company’s execution, it became a “must-have” system for management.
The ERP system became the most significant IT system, the execution system of the company. As it was the first enterprise system implemented, it was the first moment we learned about implementation challenges – people change and budget overruns. However, as the ERP system brought visibility to the company’s execution, it became a “must-have” system for management.
The introduction of mainstream 2D CAD did not affect the company’s culture so much. Drawings became electronic drawings, and the methodology of the parts list on the drawing remained.
 Sometimes the interaction with the MRP/ERP system was enhanced by an interface – sending the drawing BOM to ERP. The advantage of the interface: no manual transfer of data reducing typos and BOM errors. The disadvantages at that time: relatively expensive (connectivity between systems was a challenge) and mostly one direction.
Sometimes the interaction with the MRP/ERP system was enhanced by an interface – sending the drawing BOM to ERP. The advantage of the interface: no manual transfer of data reducing typos and BOM errors. The disadvantages at that time: relatively expensive (connectivity between systems was a challenge) and mostly one direction.
And then there was PDM.
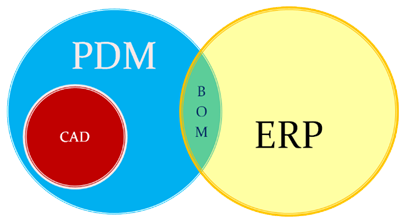 In parallel with the introduction of ERP systems, mainstream 3D CAD systems became affordable, particularly SolidWorks, Solid Edge and Inventor. These 3D CAD systems allow sharing of parts and assemblies in different products, and the PDM database was the first aid to support part reuse, versioning and standardization.
In parallel with the introduction of ERP systems, mainstream 3D CAD systems became affordable, particularly SolidWorks, Solid Edge and Inventor. These 3D CAD systems allow sharing of parts and assemblies in different products, and the PDM database was the first aid to support part reuse, versioning and standardization.
By extracting the parts from the assemblies and subassemblies, it was possible to generate a BOM structure in the PDM system to be transferred or typed into the ERP system. We did not talk about EBOM or MBOM then, as there was only one BOM in the ERP system, and the PDM system was a tool to feed the ERP system.
 Many companies still have based their processes on this approach. ERP (read SAP nowadays) is the central execution system, and PDM is an external system. You might remember the story and image from my previous post about people, processes and tools. The bad practice example: Asking the ERP system to provide a part number when starting to design a part.
Many companies still have based their processes on this approach. ERP (read SAP nowadays) is the central execution system, and PDM is an external system. You might remember the story and image from my previous post about people, processes and tools. The bad practice example: Asking the ERP system to provide a part number when starting to design a part.
And then products started to change.
 In the early 2000s, I worked with SmarTeam to define the E&E (Electronics and Electrical) template. One of the new concepts was to synchronize all design data coming from different disciplines to a single BOM structure.
In the early 2000s, I worked with SmarTeam to define the E&E (Electronics and Electrical) template. One of the new concepts was to synchronize all design data coming from different disciplines to a single BOM structure.
It was the time we started to talk about the EBOM. A type of BOM, as the structure to consolidate all the design data, was based on parts.
The EBOM, most of the time, reflects the design intent in logical groups and sending the relevant parts in the correct order to the ERP system was a favorite expensive customization for service providers. How to transfer an engineering BOM view to an ERP system that only understands the manufacturing view?
Note: not all ERP systems have the data model to differentiate between engineering parts and manufacturing parts
The image below illustrates the challenge and the customer’s perception. 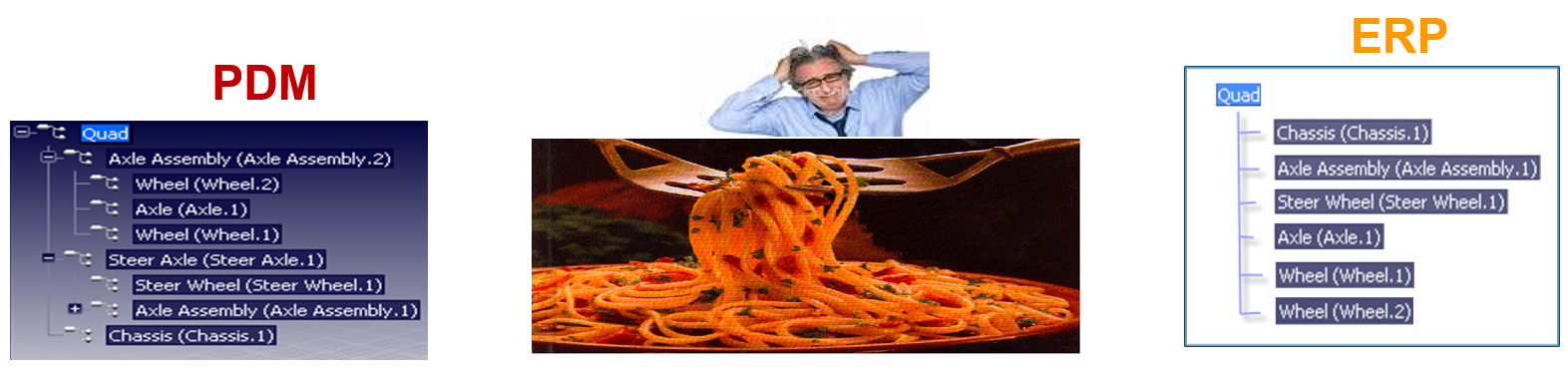
The automated link between the design side (EBOM) and manufacturing side (MBOM) was a mission impossible – too many exceptions for the (spaghetti) code.
And then came the MBOM.
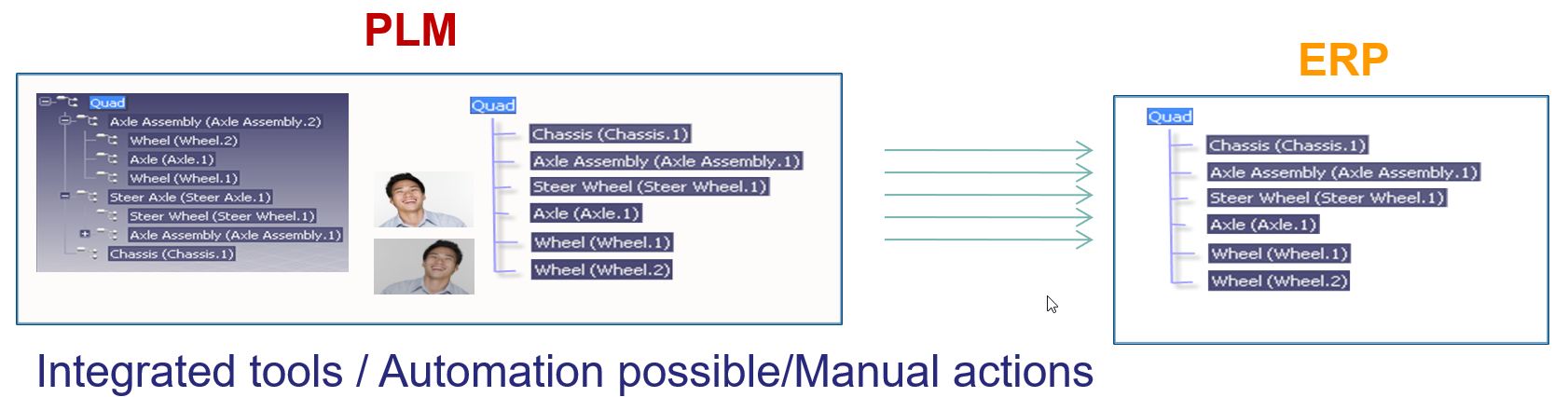
The identified issues connecting PDM and ERP led to the concept of implementing the MBOM in the PLM system. The MBOM in PLM is one of the characteristics of a PLM implementation compared to a PDM implementation. In a traditional PLM system, there is an interaction and connection between the EBOM and MBOM. EBOM parts should end up as MBOM parts. This interaction can be supported by automation, however, as it is in the same system, still leaving manual changes possible.
 The MBOM structure in PLM could then be the information structure to transfer to the ERP system; however, there is more, as Jörg W. Fischer wrote in his provoking post-Die MBOM muss weg (The MBOM must go). He rightly points out (in German) that the MBOM is not a structure on its own but a combination of different views based on Assembly Drawings, Process Planning and Material Requirements.
The MBOM structure in PLM could then be the information structure to transfer to the ERP system; however, there is more, as Jörg W. Fischer wrote in his provoking post-Die MBOM muss weg (The MBOM must go). He rightly points out (in German) that the MBOM is not a structure on its own but a combination of different views based on Assembly Drawings, Process Planning and Material Requirements.
His conclusion:
Calling these structures, MBOM is trying to squeeze all three structures into one. That usually doesn’t work and then leads to much more emotional discussions in the project. It also costs a lot of money. It is, therefore, better not to use the term MBOM at all.
And indeed, just having an MBOM in your PLM system might help you to prepare some of the manufacturing steps, the needed resources and parts. The MBOM result still has to be localized at the local plant where the manufacturing takes place. And here, the systems used are the ERP system and the MES system.
The main advantage of having the MBOM in the PLM system is the direct relation between specification and manufacturing intent, allowing manufacturing engineering to work collaboratively with engineering in the same environment.
- The first benefit is fewer iterations and a shorter time to production, thanks to early interaction and manufacturing involvement in the engineering process.
- The second benefit is: product knowledge is centralized in a single system. Consolidating your Product Knowledge in ERP does not make sense due to global localization and the missing capabilities to manage the iterative engineering processes on non-existing parts.
And then came the SBOM, the xBOM
 Traditional PLM vendors and implementations kept using xBOM structures as placeholders for related specification data (mechanical designs, electrical, software deliverables, serialized products). Most of the time, related files.
Traditional PLM vendors and implementations kept using xBOM structures as placeholders for related specification data (mechanical designs, electrical, software deliverables, serialized products). Most of the time, related files.
 And with this approach, talking about digital thread, PLM systems also touch on the concepts of Configuration Management.
And with this approach, talking about digital thread, PLM systems also touch on the concepts of Configuration Management.
I will not go into the details here but look at the two images by clicking on them and see a similar mindset.
It is about the traceability of information in structures and systems. These structures work well in a relatively static and linear product development and delivery environment, as illustrated below:

Engineering change and release processes are based on managing the changes in different structures from the left to the right.
And then came software!
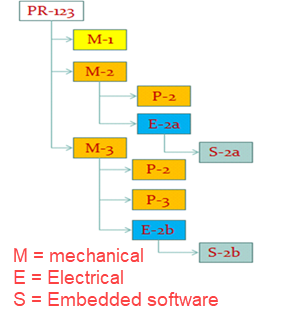
 Modern connected products are no longer mechanical products. The product’s functionality no longer depends on the mechanical properties but mainly on embedded electronics and software used. For example, look at the mechanical design of a telecom transmission tower – its behavior merely comes from non-mechanical components, and they can change over time. Still, the Bill of Material contains a lot of concrete and steel parts.
Modern connected products are no longer mechanical products. The product’s functionality no longer depends on the mechanical properties but mainly on embedded electronics and software used. For example, look at the mechanical design of a telecom transmission tower – its behavior merely comes from non-mechanical components, and they can change over time. Still, the Bill of Material contains a lot of concrete and steel parts.
The ultimate example is comparing a Tesla (software on wheels) with a traditional car. For modern connected products, electronics and software need to be part of the solution. Software and electronics allow the product to be upgraded over time. Managing these products in the same manner as mechanical products is impossible, inefficient and therefore threatening your company’s future business.
I requote Jan Bosch:
An excessive focus on the bill of materials leads to significant challenges for companies that are undergoing a digital transformation and adopting continuous value delivery. The lack of headroom, high coupling and versioning hell may easily cause an explosion of R&D expenditure over time.
The model-based, connected enterprise
I will not solve the puzzle of the future in this post. You can read my observations in my series: The road to model-based and connected PLM. We need a new infrastructure with at least two modes. One that still serves as a System of Record, storing information in a traditional manner, like a Bill of Materials for the static parts, as not everyone and everything can be connected.
 In addition, we need various Systems of Engagement that enable close to real-time interaction between products (systems) and relevant stakeholders for the engagement scope(multidisciplinary / consumers).
In addition, we need various Systems of Engagement that enable close to real-time interaction between products (systems) and relevant stakeholders for the engagement scope(multidisciplinary / consumers).
Digital twins are examples of such environments. Currently, these Systems of Engagement often work disconnected from the System of Record due to the lack of understanding of how to connect. (standard connectors? / OSLC?)
Our mission is to explore, as I wrote in my post Time to split PLM and drop our mechanical mindset.
 And while I was finalizing this post, I read a motivating post from Jan Bosch again for all of you working on understanding and pushing the digital transformation in your eco-system.
And while I was finalizing this post, I read a motivating post from Jan Bosch again for all of you working on understanding and pushing the digital transformation in your eco-system.
The title: Be the protagonist of your life: 15 rules A starting point for more to come.
Conclusion
The BOM is no longer the master of the product lifecycle when it comes to managing connected products, where functionality mainly depends on software. BOM structures with related documents are just one of the extracted baselines from a data-driven, connected enterprise. This traditional PLM infrastructure requires other, non-BOM-driven structures to represent the actual status of a virtual or physical product.
The BOM is not dead, but there is more ………
Your thoughts?

![]() In this post, I want to explain why Model-Based Systems Engineering (MBSE) and Sustainability are closely connected. I would claim sustainability in our PLM domain will depend on MBSE.
In this post, I want to explain why Model-Based Systems Engineering (MBSE) and Sustainability are closely connected. I would claim sustainability in our PLM domain will depend on MBSE.
Can we achieve Sustainability without MBSE? Yes, but it will be costly and slow. And as all businesses want to be efficient and agile, they should consider MBSE.
What is MBSE?
The abbreviation MBSE stands for Model-Based Systems Engineering, a specialized manner to perform Systems Engineering. Look at the Wikipedia definition in short:
MBSE is a technical approach to systems engineering that focuses on creating and exploiting domain models as the primary means of information exchange rather than on document-based information exchange.
Model-Based fits in the digital transformation scope of PLM – from a document-based approach to a data-driven, model-based one. In 2018, I focused on facets of the model-based enterprise and related to MBSE in this post: Model-Based: System Engineering (MBSE).
My conclusion in that post was:
Model-Based Systems Engineering might have been considered as a discipline for the automotive and aerospace industry only. As products become more and more complex, thanks to IoT-based applications and software, companies should consider evaluating the value of model-based systems engineering for their products/systems.
I drew this conclusion before I focused on sustainability and systems thinking. Implementing sustainability concepts, like the Circular Economy, require more complex engineering efforts, justifying a Model-Based Systems Engineering approach. Let’s have a look.
If you want to learn more about why we need MBSE, look at this excellent keynote speech lecture from Zhang Xin Guo at the Incose 2018 conference below:
The Mission / the stakeholders
A company might deliver products to the market with the best price/quality ratio and regulatory compliance, perceived and checked by the market. This approach is purely focusing on economic parameters.
There is no need for a system engineering approach as the complexity is manageable. The mission is more linear, a “job to do,” and a limited number of stakeholders are involved in this process.

… with sustainability
![]() Once we start to include sustainability in our product’s mission, we need a systems engineering approach, as several factors will push for different considerations. The most obvious considerations are the choice of materials and the optimizing the production process (reducing carbon emissions).
Once we start to include sustainability in our product’s mission, we need a systems engineering approach, as several factors will push for different considerations. The most obvious considerations are the choice of materials and the optimizing the production process (reducing carbon emissions).
However, the repairability/serviceability of the product should be considered with a more extended lifetime vision.
What about upgradeability and reusing components? Will the customer pay for these extra sustainable benefits?
 Probably Yes, when your customer has a long-term vision, as the overall lifecycle costs of the product will be lower.
Probably Yes, when your customer has a long-term vision, as the overall lifecycle costs of the product will be lower.
Probably No if none of your competitors delivers non-sustainable products much cheaper.
As long as regulations will not hurt traditional business models, there might be no significant change.
 However, the change has already started. Higher energy prices will impact the production of specific resources and raise costs. In addition, energy-intensive manufacturing processes will lead to more expensive materials. Combined with raising carbon taxes, this will be a significant driver for companies to reconsider their product offering and manufacturing processes.
However, the change has already started. Higher energy prices will impact the production of specific resources and raise costs. In addition, energy-intensive manufacturing processes will lead to more expensive materials. Combined with raising carbon taxes, this will be a significant driver for companies to reconsider their product offering and manufacturing processes.
The more expensive it becomes to create new products, the more attractive repairable and upgradable products will become. And this brings us to the concept of the circular economy, which is one of the pillars of sustainability.
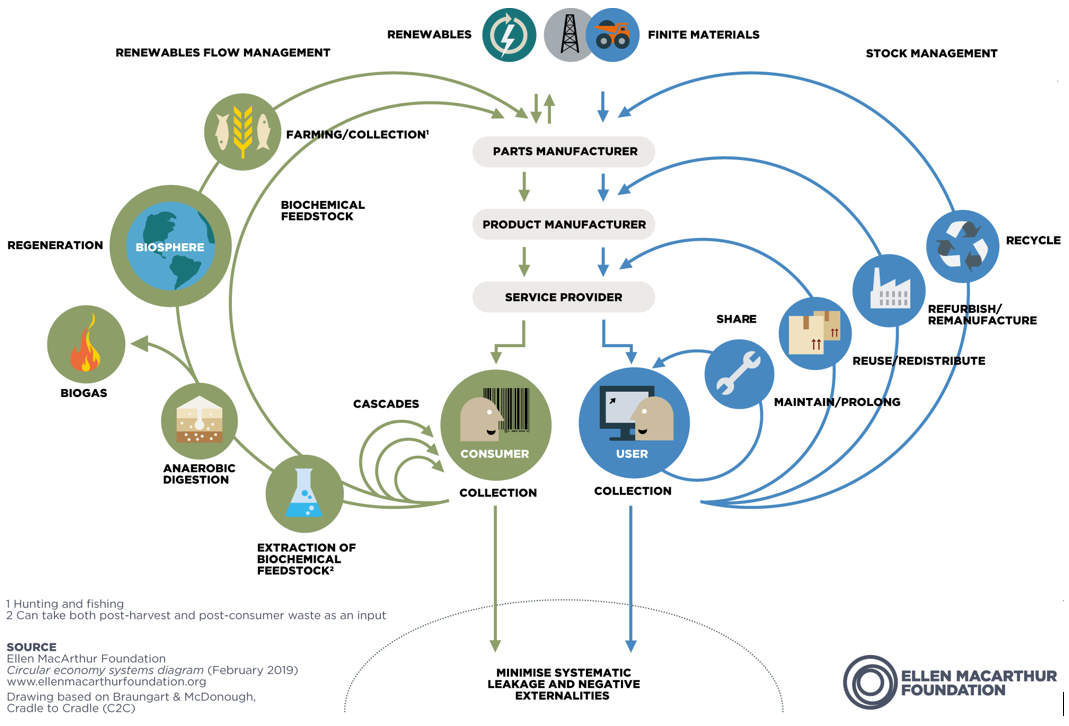
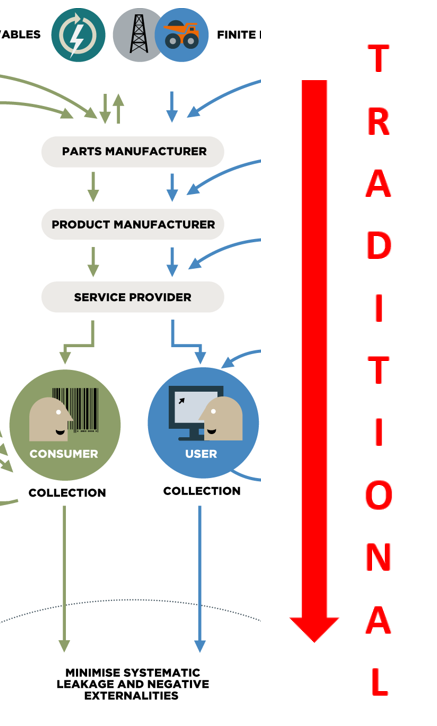 In short, looking at the diagram – the vertical flow from renewables and finite materials from part to product to product in service leads ultimately to wasted resources if there are no feedback loops. This is the traditional product delivery process that most companies are using.
In short, looking at the diagram – the vertical flow from renewables and finite materials from part to product to product in service leads ultimately to wasted resources if there are no feedback loops. This is the traditional product delivery process that most companies are using.
You can click on the image to the left to zoom in on the details.
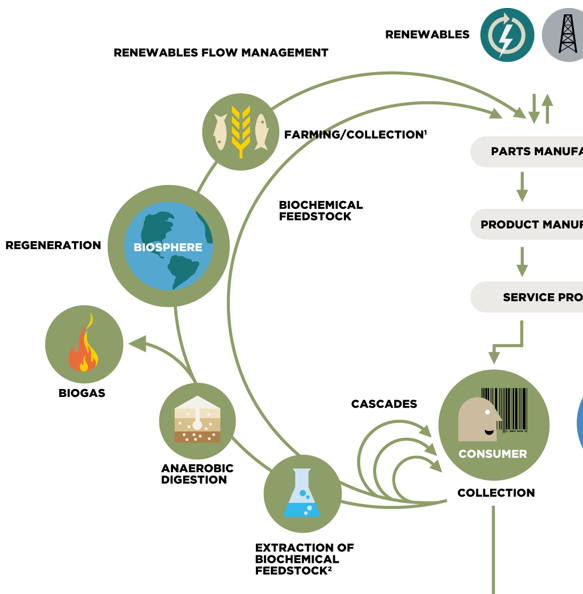 The renewable loop on the left side of the diagram is the usage of renewables during production and the use of the product. The more we use renewables instead of fossil fuels, the more sustainable this loop will be. This is the area where engineers should use simulations to find the optimal manufacturing processes and product behavior. Again click on the image to zoom in on the details.
The renewable loop on the left side of the diagram is the usage of renewables during production and the use of the product. The more we use renewables instead of fossil fuels, the more sustainable this loop will be. This is the area where engineers should use simulations to find the optimal manufacturing processes and product behavior. Again click on the image to zoom in on the details.
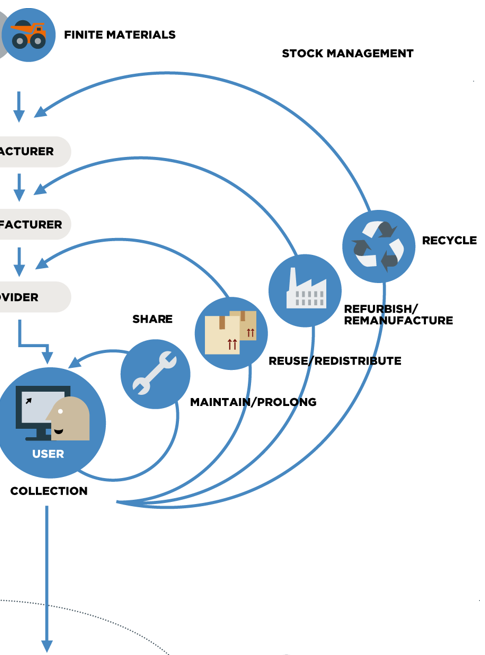 The right side of the loop, related to the materials, is where we see the options for repairable, serviceable, upgradeable, and even further refurbishment and recycling to avoid leakage of precious materials. This is where mechanical engineers should dominate the activities. Focussing on each of the loops and how to enable them in the product. Click on the image to see the relevant loops.
The right side of the loop, related to the materials, is where we see the options for repairable, serviceable, upgradeable, and even further refurbishment and recycling to avoid leakage of precious materials. This is where mechanical engineers should dominate the activities. Focussing on each of the loops and how to enable them in the product. Click on the image to see the relevant loops.
Looking at the circular economy diagram, it is clear that we are no longer talking about a linear process – it has become the implementation of a system. Systems Engineering or MBSE?
The benefits of MBSE
Developing products with the circular economy in mind is no longer a “job to do,” a simple linear exercise. Instead, if we walk down the systems engineering V-shape, there are a lot of modeling exercises to perform before we reach the final solution.
To illustrate the benefits of MBSE, let’s walk through the following scenario.
 A well-known company sells lighting projects for stadiums and public infrastructure. Their current business model is based on reliable lighting equipment with a competitive price and range of products.
A well-known company sells lighting projects for stadiums and public infrastructure. Their current business model is based on reliable lighting equipment with a competitive price and range of products.
Most of the time, their contracts have clauses about performance/cost and maintenance. The company sells the products when they win the deal and deliver spare parts when needed.
Their current product design is quite linear – without systems engineering.
Now this company has decided to change its business model towards Product As A Service, or in their terminology LaaS (Lightening as a Service). For a certain amount per month, they will provide lighting to their customers, a stadium, a city, and a road infrastructure.
To implement this business model, this is how they used a Model-Based Systems Engineering approach.
Modeling the Mission

Example of a business model
Before even delivering any products, the process starts with describing and analyzing the business model needed for Lightening as a Service.
Then, with modeling estimates about the material costs, there are exercises about the resources required to maintain the service, the potential market, and the possible price range.
It is the first step of using a model to define the mission of the service. After that, the model can be updated, adjusted, and used for a better go-to-market approach when the solution becomes more mature.
Part of the business modeling is also the intention to deliver serviceable and upgradeable products. As the company now owns the entire lifecycle, this is the cheapest way to guarantee a continuous or improved service over time.
Modeling the Functions

Example of a function diagram
Providing Lighting as a Service also means you must be in touch with your installations in real time. Power consumption needs to be measured and analyzed in real-time for (predictive) maintenance, and the light-providing service should be as cheap as possible during operation.
Therefore LED technology is the most reliable, and connectivity functions need to be implemented in the solution. The functional design ensures installation, maintenance and service can be done in a connected manner (cheapest in operation – beneficial for the business).
Modeling the Logical components
As an owner of the solution, the design of the logical components of the lighting solution is also crucial. How to address various lighting demands efficiently? Modularity is one of the first topics to address. With modular components, it is possible to build customer-specific solutions with a reduced engineering effort. However, the work needs to be done by generically designing the solutions and focusing on the interfaces.
Example of a logical diagram
Such a design starts with a logical process and flow diagrams combined with behavior modeling. Without already having a physical definition, we can analyze the components’ behavior within an electrical scheme. Decisions on whether specific scenarios will be covered by hardware or software can be analyzed here. The company can define the lower-level requirements for the physical component by using virtual trade-offs on the logical models.
At this stage, we have used business modeling, functional modeling and logical modeling to understand our solution’s behavior.
Modeling the Physical product
The final stage of the solution design is to implement the logical components into a physical solution. The placement of components and interfaces between the components becomes essential. For the physical design, there are still a lot of sustainability requirements to verify:
- Repairability and serviceability – are the components reachable and replaceable? Reducing the lifecycle costs of the solution
- Upgradeability – are there components that can behave differently due to software choices, or are there components that can be replaced with improved functionality. Reducing the cost of creating entirely new solutions.
- Reuse & recyclable – are the materials used in the solution recyclable or reusable, reducing the cost of new materials or reducing the cost of dumping waste.
- RoHS/ REACH compliance
The image below from Zhang Xin Guo’s presentation nicely demonstrates the iterative steps before reaching a physical product

 Before committing to a hardware implementation, the virtual product can be analyzed, behavior can be simulated, and it carbon impact can be calculated for the various potential variants.
Before committing to a hardware implementation, the virtual product can be analyzed, behavior can be simulated, and it carbon impact can be calculated for the various potential variants.
The manufacturing process and energy usage during operation are also a part of the carbon impact calculation. The best performing virtual solution, including its simulations models, can be chosen for the realization to ensure the most environmentally friendly solution.
The digital twin for follow-up
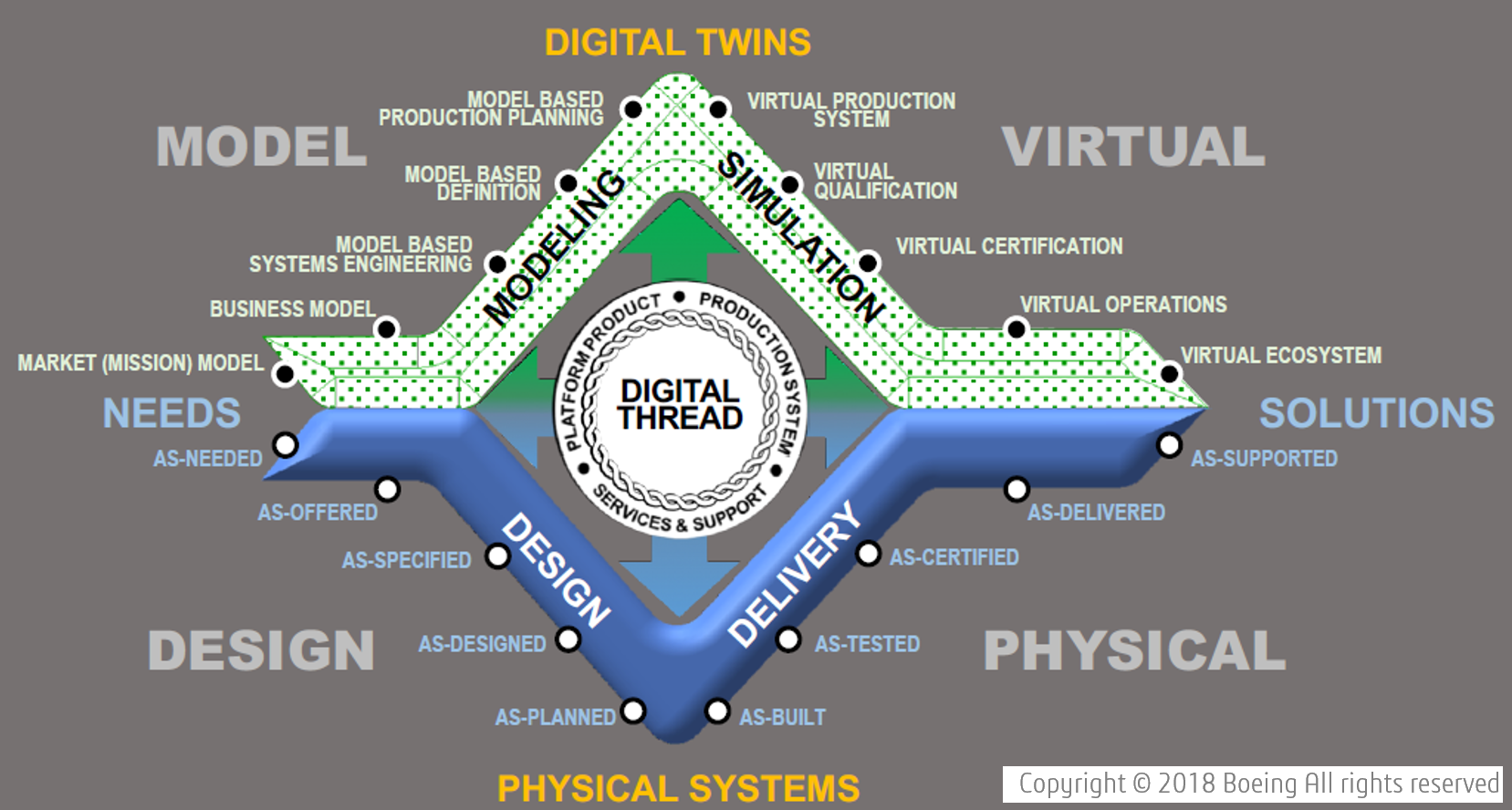
Once the solution has been realized, the company still has a virtual model of the solution. By connecting the physical product’s observed and measured behavior, the virtual side’s modeling can be improved or used to identify improvement candidates – maintenance or upgrades. At this stage, the virtual twin is the actual twin of the physical solution. Without going deeper into the digital twin at this stage, I hope you also realize MBSE is a starting point for implementing digital twins serving sustainability outcomes.
The image below, published by Boeing, illustrates the power of the connected virtual and physical world and the various types of modeling that help to assess the optimal solution.
Conclusion
For sustainability, it all starts with the design. The design decisions for the product contribute for 80 % to the carbon footprint of the solution. Afterward, optimization is possible within smaller margins. MBSE is the recommended approach to get a trustworthy understanding and follow-up of the product’s environmental impact.
What do you think can we create sustainable products without MBSE?

A  month ago, I wrote: It is time for BLM – PLM is not dead, which created an anticipated discussion. It is practically impossible to change a framed acronym. Like CRM and ERP, the term PLM is there to stay.
month ago, I wrote: It is time for BLM – PLM is not dead, which created an anticipated discussion. It is practically impossible to change a framed acronym. Like CRM and ERP, the term PLM is there to stay.
However, it was also interesting to see that people acknowledge that PLM should have a business scope and deserves a place at the board level.
The importance of PLM at business level is well illustrated by the discussion related to this LinkedIn post from Matthias Ahrens referring to the CIMdata roadmap conference CEO discussion.
My favorite quote:
Now it’s ‘lifecycle management,’ not just EDM or PDM or whatever they call it. Lifecycle management is no longer just about coming up with new stuff. We’re seeing more excitement and passion in our customers, and I think this is why.”
But it is not that simple
 This is a perfect message for PLM vendors to justify their broad portfolio. However, as they do not focus so much on new methodologies and organizational change, their messages remain at the marketing level.
This is a perfect message for PLM vendors to justify their broad portfolio. However, as they do not focus so much on new methodologies and organizational change, their messages remain at the marketing level.
In the field, there is more and more awareness that PLM has a dual role. Just when I planned to write a post on this topic, Adam Keating, CEO en founder of CoLab, wrote the post System of Record meet System of Engagement.

Read the post and the comments on LinkedIn. Adam points to PLM as a System of Engagement, meaning an environment where the actual work is done all the time. The challenge I see for CoLab, like other modern platforms, e.g., OpenBOM, is how it can become an established solution within an organization. Their challenge is they are positioned in the engineering scope.
I believe for these solutions to become established in a broader customer base, we must realize that there is a need for a System of Record AND System(s) of Engagement.
In my discussions related to digital transformation in the PLM domain, I addressed them as separate, incompatible environments.
See the image below:
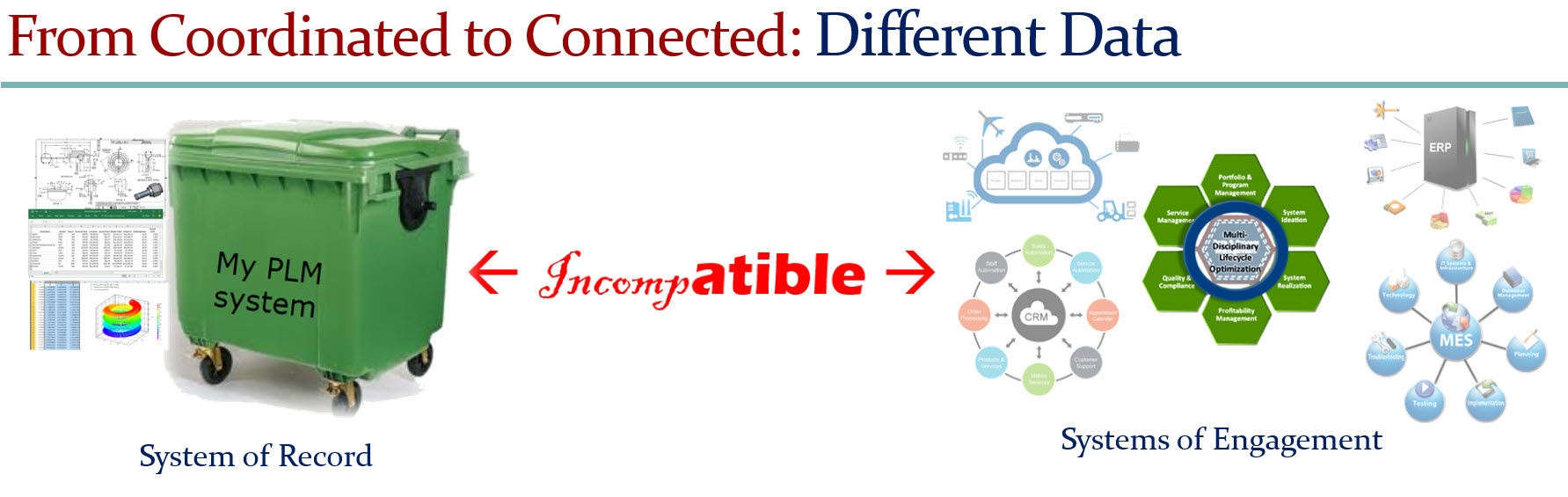
Now let’s have a closer look at both of them
What is a System of Record?
 For me, PLM has always been the System of Record for product information. In the coordinated manner, engineers were working in their own systems. At a certain moment in the process, they needed to publish shareable information, a document(e.g., PDF) or BOM-table (e.g., Excel). The PLM system would support New Product Introduction processes, Release and Change Processes and the PLM system would be the single point of reference for product data.
For me, PLM has always been the System of Record for product information. In the coordinated manner, engineers were working in their own systems. At a certain moment in the process, they needed to publish shareable information, a document(e.g., PDF) or BOM-table (e.g., Excel). The PLM system would support New Product Introduction processes, Release and Change Processes and the PLM system would be the single point of reference for product data.
The reason I use the bin-image is that companies, most of the time, do not have an advanced information-sharing policy. If the information is in the bin, the experts will find it. Others might recreate the same information elsewhere, due to a lack of awareness.
 Most of the time, engineers did not like PLM systems caused by integrations with their tools. Suddenly they were losing a lot of freedom due to check-in / check-out / naming conventions/attributes and more. Current PLM systems are good for a relatively stable product, but what happens when the product has a lot of parallel iterations (hardware & software, for example). How to deal with Work In Progress?
Most of the time, engineers did not like PLM systems caused by integrations with their tools. Suddenly they were losing a lot of freedom due to check-in / check-out / naming conventions/attributes and more. Current PLM systems are good for a relatively stable product, but what happens when the product has a lot of parallel iterations (hardware & software, for example). How to deal with Work In Progress?
 Last week I visited the startup company PAL-V in the context of the Dutch PDM Platform. As you can see from the image, PAL-V is working on the world’s first Flying Car Production Model. Their challenge is to be certified for flying (here, the focus is on the design) and to be certified for driving (here, the focus is on manufacturing reliability/quality).
Last week I visited the startup company PAL-V in the context of the Dutch PDM Platform. As you can see from the image, PAL-V is working on the world’s first Flying Car Production Model. Their challenge is to be certified for flying (here, the focus is on the design) and to be certified for driving (here, the focus is on manufacturing reliability/quality).
During the PDM platform session, they showed their current Windchill implementation, which focused on managing and providing evidence for certification. For this type of company, the System of Record is crucial.
Their (mainly) SolidWorks users are trained to work in a controlled environment. The Aerospace and Automotive industries have started this way, which we can see reflected in current PLM systems.
Image: Aras impression of the digital thread
And to finish with a PLM buzzword: modern systems of record provide a digital thread.
What is a System of Engagement?
The characteristic of a system of engagement is that it supports the user in real-time. This could be an environment for work in progress. Still, more importantly, all future concepts from MBSE, Industry 4.0 and Digital Twins rely on connected and real-time data.

As I previously mentioned, Digital Twins do not run on documents; they run on reliable data.
A system of engagement is an environment where different disciplines work together, using models and datasets. I described such an environment in my series The road to model-based and connected PLM. The System of Engagement environment must be user-friendly enough for these experts to work.
Due to the different targets of a system engagement, I believe we have to talk about Systems of Engagement as there will be several engagement models on a connected (federated) set of data.

Yousef Hooshmand shared the Daimler paper: “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh” in that context. Highly recommended to read if you are interested in a potential PLM future infrastructure.
Let’s look at two typical Systems of Engagement without going into depth.
The MBSE System of Engagement
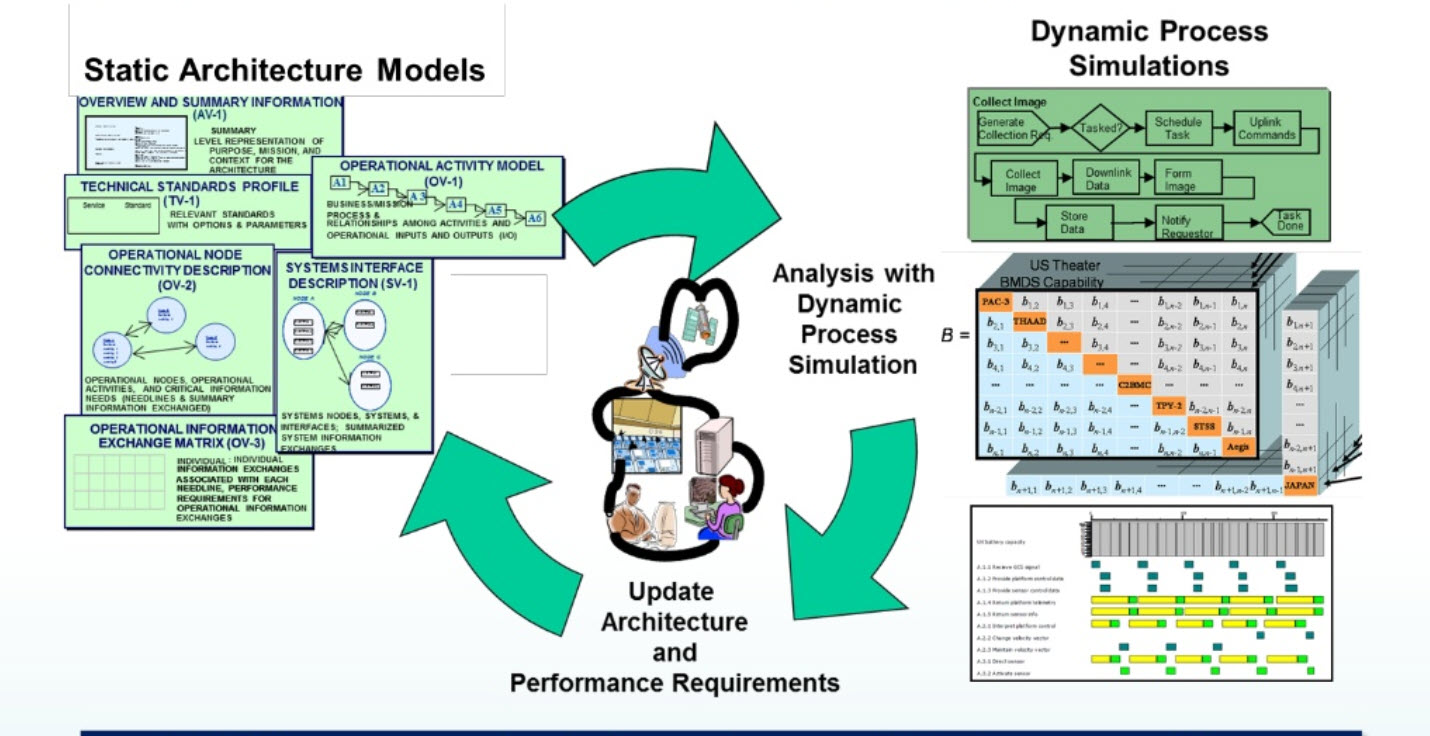 In this environment, systems engineering is performed in a connected manner, building connected artifacts that should be available in real-time, allowing engineers to perform analysis and simulations to construct the optimal virtual solution before committing to physical solutions.
In this environment, systems engineering is performed in a connected manner, building connected artifacts that should be available in real-time, allowing engineers to perform analysis and simulations to construct the optimal virtual solution before committing to physical solutions.
It is an iterative environment. Click on the image for an impression.
 The MBSE space will also be the place where sustainability needs to start. Environmental impact, the planet as a stakeholder, should be added to the engineering process. Life Cycle Assessment (LCA) defining the process and material choices will be fed by external data sources, for example, managed by ecoinvent, Higg and others to come. It is a new emergent market.
The MBSE space will also be the place where sustainability needs to start. Environmental impact, the planet as a stakeholder, should be added to the engineering process. Life Cycle Assessment (LCA) defining the process and material choices will be fed by external data sources, for example, managed by ecoinvent, Higg and others to come. It is a new emergent market.
The Digital Twin
 In any phase of the product lifecycle, we can consider a digital twin, a virtual data-driven environment to analyze, define and optimize a product or a process. For example, we can have a digital twin for manufacturing, fulfilling the Industry 4.0 dreams.
In any phase of the product lifecycle, we can consider a digital twin, a virtual data-driven environment to analyze, define and optimize a product or a process. For example, we can have a digital twin for manufacturing, fulfilling the Industry 4.0 dreams.
We can have a digital twin for operation, analyzing, monitoring and optimizing a physical product in the field. These digital twins will only work if they use connected and federated data from multiple sources. Otherwise, the operating costs for such a digital twin will be too high (due to the inefficiency of accurate data)
In the end, you would like to have these digital twins running in a connected manner. To visualize the high-level concept, I like Boeing’s diamond presented by Don Farr at the PDT conference in 2018 – Image below:
Combined with the Daimler paper “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh.” or the latest post from Oleg Shilovistky How PLM Can Build Ontologies? we can start to imagine a Systems of Engagement infrastructure.
You need both
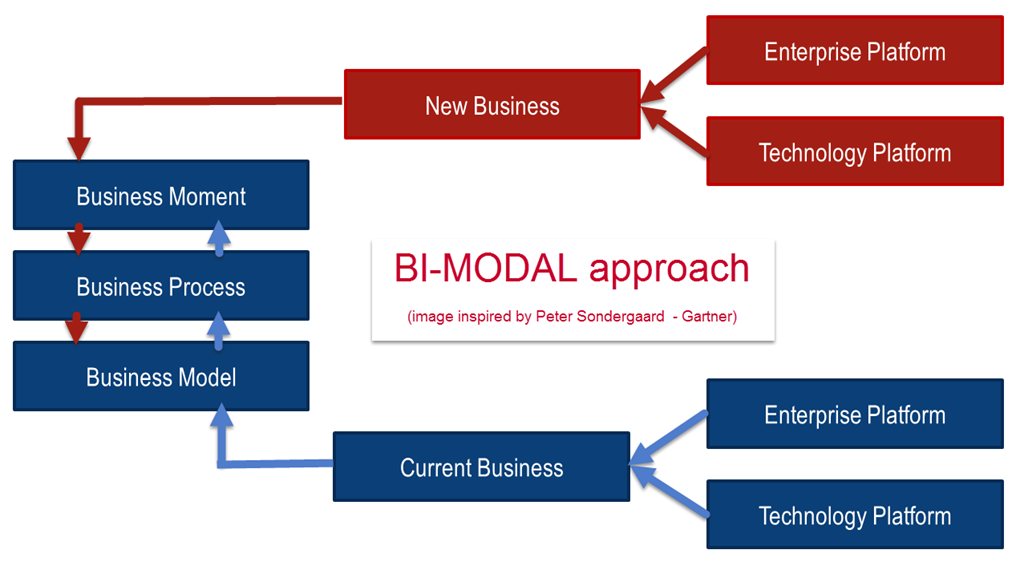 And now the unwanted message for companies – you need both: a system of record and potential one or more systems of engagement. A System of Record will remain as long as we are not all connected in a blockchain manner. So we will keep producing reports, certificates and baselines to share information with others.
And now the unwanted message for companies – you need both: a system of record and potential one or more systems of engagement. A System of Record will remain as long as we are not all connected in a blockchain manner. So we will keep producing reports, certificates and baselines to share information with others.
It looks like the Gartner bimodal approach.
An example: If you manage your product requirements in your PLM system as connected objects to your product portfolio, you will and still can generate a product specification document to share with a supplier, a development partner or a certification company.
 So do not throw away your current System of Record. Instead, imagine which types of Systems of Engagement your company needs. Most Systems of Engagement might look like a siloed solution; however, remember they are designed for the real-time collaboration of a certain community – designers, engineers, operators, etc.
So do not throw away your current System of Record. Instead, imagine which types of Systems of Engagement your company needs. Most Systems of Engagement might look like a siloed solution; however, remember they are designed for the real-time collaboration of a certain community – designers, engineers, operators, etc.
The real challenge will be connecting them efficiently with your System of Record backbone, which is preferable to using standard interface protocols and standards.
The Hybrid Approach
For those of you following my digital transformation story related to PLM, this is the point where the McKinsey report from 2017 becomes actual again.

Conclusion
The concepts are evolving and maturing for a digital enterprise using a System of Record and one or more Systems of Engagement. Early adopters are now needed to demonstrate these concepts to agree on standards and solution-specific needs. It is time to experiment (fast). Where are you in this process of learning?
 Once and a while, the discussion pops up if, given the changes in technology and business scope, we still should talk about PLM. John Stark and others have been making a point that PLM should become a profession.
Once and a while, the discussion pops up if, given the changes in technology and business scope, we still should talk about PLM. John Stark and others have been making a point that PLM should become a profession.
In a way, I like the vagueness of the definition and the fact that the PLM profession is not written in stone. There is an ongoing change, and who wants to be certified for the past or framed to the past?
 However, most people, particularly at the C-level, consider PLM as something complex, costly, and related to engineering. Partly this had to do with the early introduction of PLM, which was a little more advanced than PDM.
However, most people, particularly at the C-level, consider PLM as something complex, costly, and related to engineering. Partly this had to do with the early introduction of PLM, which was a little more advanced than PDM.
The focus and capabilities made engineering teams happy by giving them more access to their data. But unfortunately, that did not work, as engineers are not looking for more control.
Old (current) PLM
Therefore, I would like to suggest that when we talk about PLM, we frame it as Product Lifecycle Data Management (the definition). A PLM infrastructure or system should be considered the System of Record, ensuring product data is archived to be used for manufacturing, service, and proving compliance with regulations.
In a modern way, the digital thread results from building such an infrastructure with related artifacts. The digital thread is somehow a slow-moving environment, connecting the various as-xxx structures (As-Designed, As-Planned, As-Manufactured, etc.). Looking at the different PLM vendor images, Aras example above, I consider the digital thread a fancy name for traceability.
I discussed the topic of Digital Thread in 2018: Document Management or Digital Thread. One of the observations was that few people talk about the quality of the relations when providing traceability between artifacts.
 The quality of traceability is relevant for traditional Configuration Management (CM). Traditional CM has been framed, like PLM, to be engineering-centric.
The quality of traceability is relevant for traditional Configuration Management (CM). Traditional CM has been framed, like PLM, to be engineering-centric.
Both PLM and CM need to become enterprise activities – perhaps unified.
Read my blog post and see the discussion with Martijn Dullaart, Lisa Fenwick and Maxim Gravel when discussing the future of Configuration Management.
New digital PLM
 In my posts, I talked about modern PLM. I described it as data-driven, often in relation to a model-based approach. And as a result of the data-driven approach, a digital PLM environment could be connected to processes outside the engineering domain. I wrote a series of posts related to the potential of such a new PLM infrastructure (The road to model-based and connected PLM)
In my posts, I talked about modern PLM. I described it as data-driven, often in relation to a model-based approach. And as a result of the data-driven approach, a digital PLM environment could be connected to processes outside the engineering domain. I wrote a series of posts related to the potential of such a new PLM infrastructure (The road to model-based and connected PLM)
Digital PLM, if implemented correctly, could serve people along the full product lifecycle, from marketing/portfolio management until service and, if relevant, decommissioning). The bigger challenge is even connecting eco-systems to the same infrastructure, in particular suppliers & partners but also customers. This is the new platform paradigm.
 Some years ago, people stated IoT is the new PLM (IoT is the new PLM – PTC 2017). Or MBSE is the foundation for a new PLM (Will MBSE be the new PLM instead of IoT? A discussion @ PLM Roadmap conference 2018).
Some years ago, people stated IoT is the new PLM (IoT is the new PLM – PTC 2017). Or MBSE is the foundation for a new PLM (Will MBSE be the new PLM instead of IoT? A discussion @ PLM Roadmap conference 2018).
Even Digital Transformation was mentioned at that time. I don’t believe Digital Transformation is pointing to a domain, more to an ongoing process that most companies have t go through. And because it is so commonly used, it becomes too vague for the specifics of our domain. I liked Monica Schnitger‘s LinkedIn post: Digital Transformation? Let’s talk. There is enough to talk about; we have to learn and be more specific.
What is the difference?
The challenge is that we need more in-depth thinking about what a “digital transformed” company would look like. What would impact their business, their IT infrastructure, and their organization and people? As I discussed with Oleg Shilovitsky, a data-driven approach does not necessarily mean simplification.
 I just finished recording a podcast with Nina Dar while writing this post. She is even more than me, active in the domain of PLM and strategic leadership toward a digital and sustainable future. You can find the pre-announcement of our podcast here (it was great fun to talk), and I will share the result later here too.
I just finished recording a podcast with Nina Dar while writing this post. She is even more than me, active in the domain of PLM and strategic leadership toward a digital and sustainable future. You can find the pre-announcement of our podcast here (it was great fun to talk), and I will share the result later here too.
What is clear to me is that a new future data-driven environment becomes like a System of Engagement. You can simulate assumptions and verify and qualify trade-offs in real-time in this environment. And not only product behavior, but you can also simulate and analyze behaviors all along the lifecycle, supporting business decisions.
 This is where I position the digital twin. Modern PLM infrastructures are in real-time connected to the business. Still, PLM will have its system of record needs; however, the real value will come from the real-time collaboration.
This is where I position the digital twin. Modern PLM infrastructures are in real-time connected to the business. Still, PLM will have its system of record needs; however, the real value will come from the real-time collaboration.
 The traditional PLM consultant should transform into a business consultant, understanding technology. Historically this was the opposite, creating friction in companies.
The traditional PLM consultant should transform into a business consultant, understanding technology. Historically this was the opposite, creating friction in companies.
Starting from the business needs
 In my interactions with customers, the focus is no longer on traditional PLM; we discuss business scenarios where the company will benefit from a data-driven approach. You will not obtain significant benefits if you just implement your serial processes again in a digital PLM infrastructure.
In my interactions with customers, the focus is no longer on traditional PLM; we discuss business scenarios where the company will benefit from a data-driven approach. You will not obtain significant benefits if you just implement your serial processes again in a digital PLM infrastructure.
Efficiency gains are often single digit, where new ways of working can result in double-digit benefits or new opportunities.
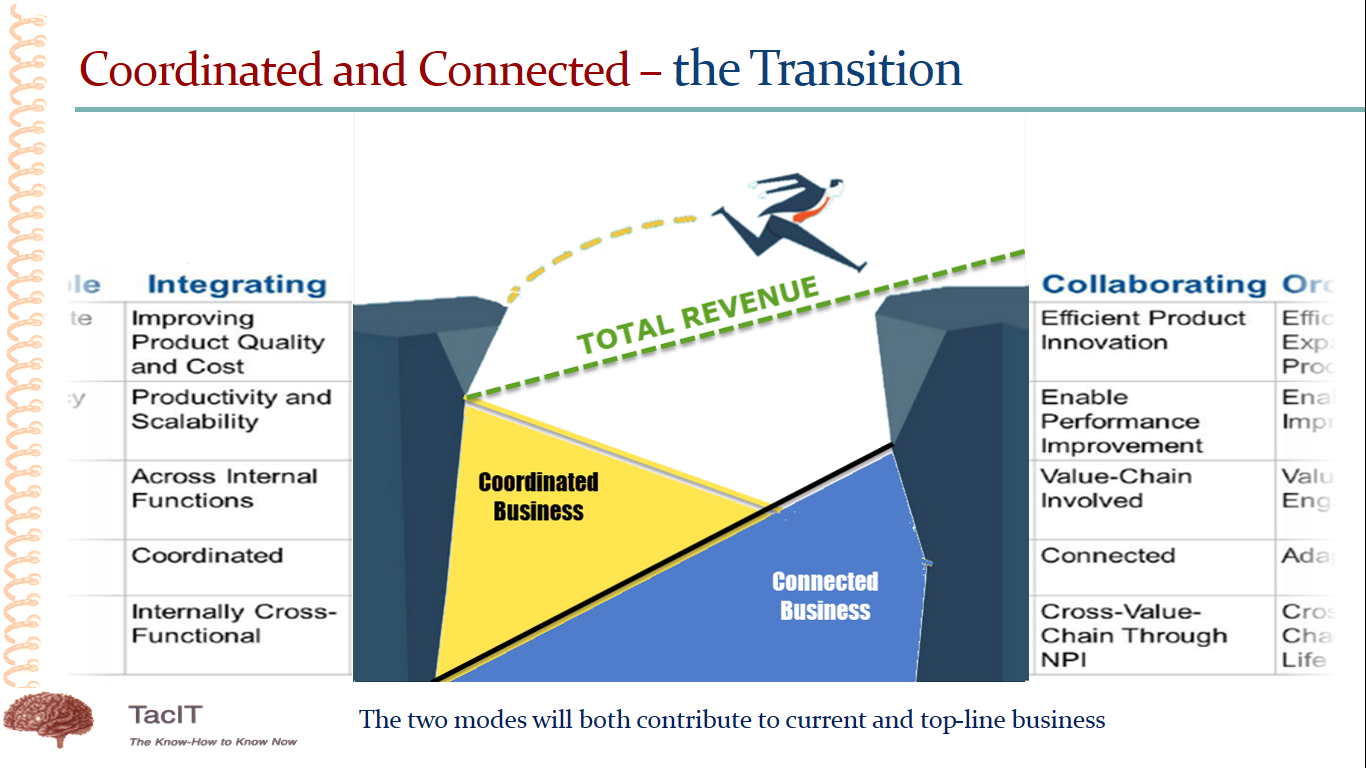 Besides traditional pressure on companies to remain competitive, there is now a new additional driver that I have been discussing in my previous post, the Innovation Dilemma. To survive on our planet, we and therefore also companies, need to switch to sustainable products and business models.
Besides traditional pressure on companies to remain competitive, there is now a new additional driver that I have been discussing in my previous post, the Innovation Dilemma. To survive on our planet, we and therefore also companies, need to switch to sustainable products and business models.
This is a push for innovation; however, it requires a coordinated, end-to-end change within companies.
Be the change

Interesting to read is this article from Jan Bosch that I read this morning: Resistance to Change. Read the article as it makes so much sense, but we need more than sense – we need people to get involved. My favorite quote from the article:
“The reasonable man adapts himself to the world; the unreasonable one persists in trying to adapt the world to himself. Therefore, all progress depends on the unreasonable man”.
Conclusion
PLM consultants should retrain themselves in System Thinking and start from the business. PLM technology alone is no longer enough to support companies in their (digital/sustainable) transformation. Therefore, I would like to introduce BLM (Business Lifecycle Management) as the new TLA.
However, BLM has been already framed as Black Lives Matter. I agree with that, extending it to ALM (All Lives Matter).
What do you think should we leave the comfortable term PLM behind us for a new frame?
 Yes, it is not a typo. Clayton Christensen famous book written in 1995 discussed the Innovator’s Dilemma when new technologies cause great firms to fail. This was the challenge two decades ago. Existing prominent companies could become obsolete quickly as they were bypassed by new technologies.
Yes, it is not a typo. Clayton Christensen famous book written in 1995 discussed the Innovator’s Dilemma when new technologies cause great firms to fail. This was the challenge two decades ago. Existing prominent companies could become obsolete quickly as they were bypassed by new technologies.
The examples are well known. To mention a few: DEC (Digital Equipment Corporation), Kodak, and Nokia.
Why the innovation dilemma?
This decade the challenge has become different. All companies are forced to become more sustainable in the next ten years. Either pushed by global regulations or because of their customer demands. The challenge is this time different. Besides the priority of reducing greenhouse gas emissions, there is also the need to transform our society from a linear, continuous growth economy into a circular doughnut economy.
The circular economy makes the creation, the usage and the reuse of our products more complex as the challenge is to reduce the need for raw materials and avoid landfills.

The circular economy concept – the regular product lifecycle in the middle
The doughnut economy makes the values of an economy more complex as it is not only about money and growth, human and environmental factors should also be considered.

Doughnut Economics: Trying to stay within the green boundaries
 To manage this complexity, I wrote SYSTEMS THINKING – a must-have skill in the 21st century, focusing on the logical part of the brain. In my follow-up post, Systems Thinking: a second thought, I looked at the human challenge. Our brain is not rational and wants to think fast to solve direct threats. Therefore, we have to overcome our old brains to make progress.
To manage this complexity, I wrote SYSTEMS THINKING – a must-have skill in the 21st century, focusing on the logical part of the brain. In my follow-up post, Systems Thinking: a second thought, I looked at the human challenge. Our brain is not rational and wants to think fast to solve direct threats. Therefore, we have to overcome our old brains to make progress.
An interesting and thought-provoking was shared by Nina Dar in this discussion, sharing the video below. The 17 Sustainability Development Goals (SDGs) describe what needs to be done. However, we also need the Inner Development Goals (IDGs) and the human side to connect. Watch the movie:
Our society needs to change and innovate; however, we cannot. The Innovation Dilemma.The future is data-driven and digital.
What is clear to me is that companies developing products and services have only one way to move forward: becoming data-driven and digital.
Why data-driven and digital?
![]() Let’s look at something companies might already practice, REACH (Registration, Evaluation, Authorization and Restriction of Chemicals). This European directive, introduced in 2007, had the aim to protect human health and protect the environment by communicating information on chemicals up and down the supply chain. This would ensure that manufacturers, importers, and their customers are aware of information relating to the health and safety of the products supplied.
Let’s look at something companies might already practice, REACH (Registration, Evaluation, Authorization and Restriction of Chemicals). This European directive, introduced in 2007, had the aim to protect human health and protect the environment by communicating information on chemicals up and down the supply chain. This would ensure that manufacturers, importers, and their customers are aware of information relating to the health and safety of the products supplied.
 The regulation is currently still suffering in execution as most of the reporting and evaluation of chemicals is done manually. Suppliers report their chemicals in documents, and companies report the total of chemicals in their summary reports. Then, finally, authorities have to go through these reports.
The regulation is currently still suffering in execution as most of the reporting and evaluation of chemicals is done manually. Suppliers report their chemicals in documents, and companies report the total of chemicals in their summary reports. Then, finally, authorities have to go through these reports.
Where the scale of REACH is limited, the manual effort to have end-to-end reporting is relatively high. In addition, skilled workers are needed to do the job because reporting is done in a document-based manner.
Life Cycle Assessments (LCA)
Where you might think REACH is relatively simple, the real new challenges for companies are the need to perform Life Cycle Assessments for their products. In a Life Cycle Assessment. The Wiki definition of LCA says:
Life cycle assessment or LCA (also known as life cycle analysis) is a methodology for assessing environmental impacts associated with all the stages of the life cycle of a commercial product, process, or service. For instance, in the case of a manufactured product, environmental impacts are assessed from raw material extraction and processing (cradle), through the product’s manufacture, distribution and use, to the recycling or final disposal of the materials composing it (grave)
This will be a shift in the way companies need to define products. Much more thinking and analysis are required in the early design phases. Before committing to a physical solution, engineers and manufacturing engineers need to simulate and calculate the impact of their design decisions in the virtual world.
This is where the digital twin of the design and the digital twin of the manufacturing process becomes relevant. And remember: Digital Twins do not run on documents – you need connected data and various types of models to calculate and estimate the environmental impact.
LCA done in a document-based manner will make your company too slow and expensive.
I described this needed transformation in my series from last year: The road to model-based and connected PLM – nine posts exploring the technology and concept of a model-based, data-driven PLM infrastructure.

Digital Product Passport (DPP)
 The European Commission has published an action plan for the circular economy, one of the most important building blocks of the European Green Deal. One of the defined measures is the gradual introduction of a Digital Product Passport (DPP). As the quality of an LCA depends on the quality and trustworthy information about products and materials, the DPP is targeting to ensure circular economy metrics become reliable.
The European Commission has published an action plan for the circular economy, one of the most important building blocks of the European Green Deal. One of the defined measures is the gradual introduction of a Digital Product Passport (DPP). As the quality of an LCA depends on the quality and trustworthy information about products and materials, the DPP is targeting to ensure circular economy metrics become reliable.
This will be a long journey. If you want to catch a glimpse of the complexity, read this Medium article: The digital product passport and its technical implementation related to the DPP for batteries.
The innovation dilemma
Suppose you agree with my conclusion that companies need to change their current product or service development into a data-driven and model-based manner. In that case, the question will come up: where to start?
 Becoming data-driven and model-based, of course, is not the business driver. However, this change is needed to be able to perform Life Cycle Assessments and comply with current and future regulations by remaining competitive.
Becoming data-driven and model-based, of course, is not the business driver. However, this change is needed to be able to perform Life Cycle Assessments and comply with current and future regulations by remaining competitive.
A document-driven approach is a dead-end.
Now let’s look at the real dilemmas by comparing a startup (clean sheet / no legacy) and an existing enterprise (experience with the past/legacy). Is there a winning approach?
The Startup
 Having lived in Israel – the nation where almost everyone is a startup – and working with startups afterward in the past 10 years, I always get inspired by these people’s energy in startup companies. They have a unique value proposition most of the time, and they want to be visible on the market as soon as possible.
Having lived in Israel – the nation where almost everyone is a startup – and working with startups afterward in the past 10 years, I always get inspired by these people’s energy in startup companies. They have a unique value proposition most of the time, and they want to be visible on the market as soon as possible.
This approach is the opposite of systems thinking. It is often a very linear process to deliver this value proposition without exploring the side effects of such an approach.
 For example, the new “green” transportation hype. Many cities now have been flooded with “green” scooters and electric bikes to promote transportation as a service. The idea behind this concept is that citizens do not require to own polluting motorbikes or cars anymore, and transportation means will be shared. Therefore, the city will be cleaner and greener.
For example, the new “green” transportation hype. Many cities now have been flooded with “green” scooters and electric bikes to promote transportation as a service. The idea behind this concept is that citizens do not require to own polluting motorbikes or cars anymore, and transportation means will be shared. Therefore, the city will be cleaner and greener.
However, these “green” vehicles are often designed in the traditional linear way. Is there a repair plan or a plan to recycle the batteries? Reuse of materials used.? Most of the time, not. Please, if you have examples contradicting my observations, let me know. I like to hear good news.
When startup companies start to scale, they need experts to help them grow the company. Often these experts are seasoned people, perhaps close to retirement. They will share their experience and what they know best from the past: traditional linear thinking.
As a result, even though startup companies can start with a clean sheet, their focus on delivering the product or service blocks further thinking. Instead, the seasoned experts will drive the company towards ways of working they know from the past.
 Out of curiosity: Do you know or work in a startup that has started with a data-driven and model-based vision from scratch? Please add the name of this company in the comments, and let’s learn how they did it.
Out of curiosity: Do you know or work in a startup that has started with a data-driven and model-based vision from scratch? Please add the name of this company in the comments, and let’s learn how they did it.
The Existing company
Working in an established company is like being on board a big tanker. Changing its direction takes a clear eye on the target and navigation skills to come there. Unfortunately, most of the time, these changes take years as it is impossible to switch the PLM infrastructure and the people skills within a short time.
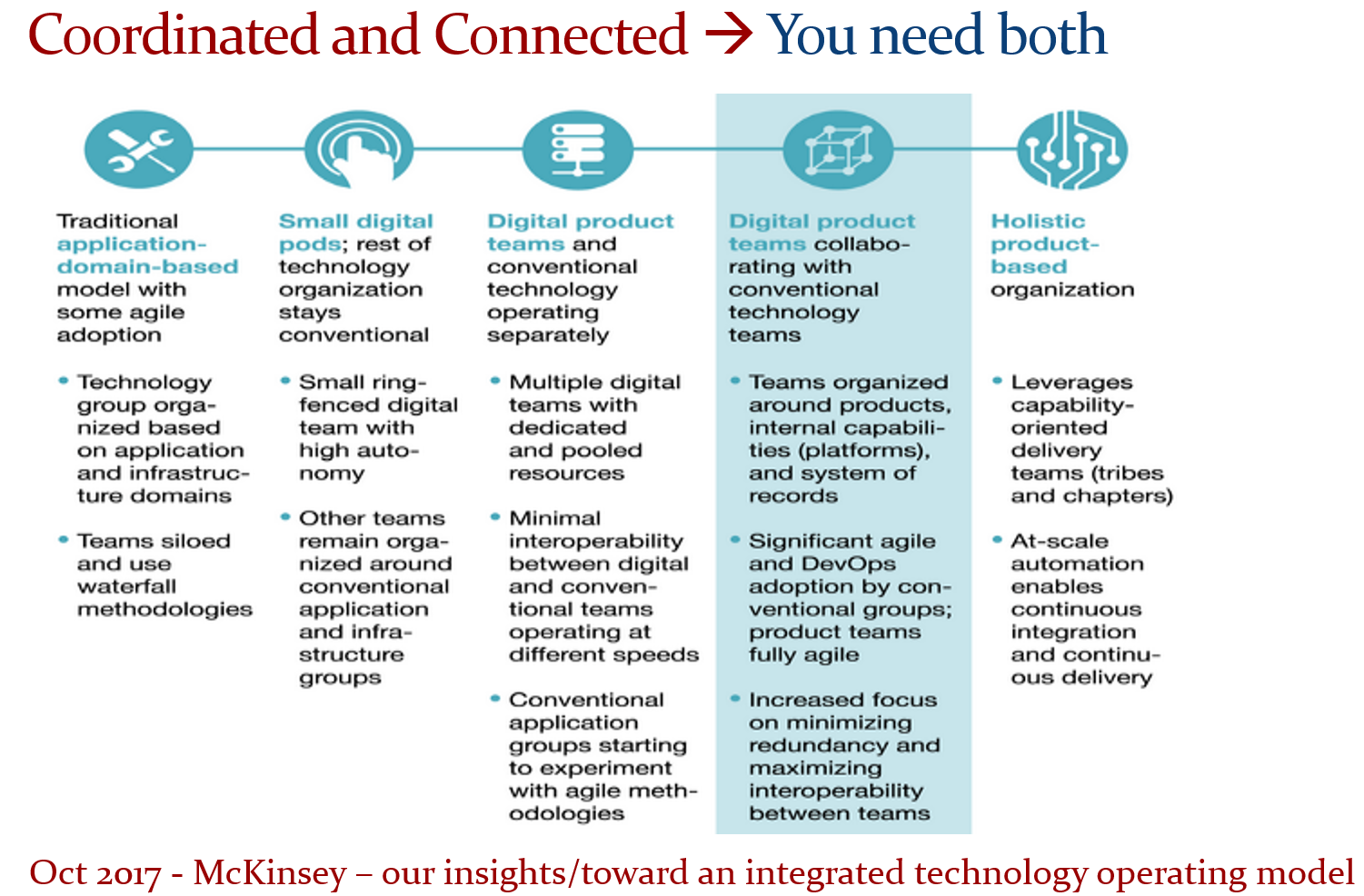
From the bimodal approach in 2015 to the hybrid approach for companies, inspired by this 2017 McKinsey article: Toward an integrated technology operating model, I discovered that this is probably the best approach to ensure a change will happen. In this approach – see image – the organization keeps running on its document-driven PLM infrastructure. This type of infrastructure becomes the system of record. Nothing different from what PLM currently is in most companies.
In parallel, you have to start with small groups of people who independently focus on a new product, a new service. Using the model-based approach, they work completely independently from the big enterprise in a data-driven approach. Their environment can be considered the future system of engagement.
The data-driven approach allows all disciplines to work in a connected, real-time manner. Mastering the new ways of working is usually the task of younger employees that are digital natives. These teams can be completed by experienced workers who behave as coaches. However, they will not work in the new environment; these coaches bring business knowledge to the team.
People cannot work in two modes, but organizations can. As you can see from the McKinsey chart, the digital teams will get bigger and more important for the core business over time. In parallel, when their data usage grows, more and more data integration will occur between the two operation modes. Therefore, the old PLM infrastructure can remain a System of Record and serve as a support backbone for the new systems of engagement.
The Innovation Dilemma conclusion
The upcoming ten years will push organizations to innovate their ways of working to become sustainable and competitive. As discussed before, they must learn to work in a data-driven, connected manner. Both startups and existing enterprises have challenges – they need to overcome the “thinking fast and acting slow” mindset. Do you see the change in your company?
 Note: Before publishing this post, I read this interesting and complementary post from Jan Bosch Boost your digitalization: instrumentation.
Note: Before publishing this post, I read this interesting and complementary post from Jan Bosch Boost your digitalization: instrumentation.
It is in the air – grab it.
 In my previous post, “My PLM Bookshelf,” on LinkedIn, I shared some of the books that influenced my thinking related to PLM. As you can see in the LinkedIn comments, other people added their recommendations for PLM-related books to get inspired or more knowledgeable.
In my previous post, “My PLM Bookshelf,” on LinkedIn, I shared some of the books that influenced my thinking related to PLM. As you can see in the LinkedIn comments, other people added their recommendations for PLM-related books to get inspired or more knowledgeable.
 Where reading a book is a personal activity, now I want to share with you how to get educated in a more interactive manner related to PLM. In this post, I talk with Peter Bilello, President & CEO of CIMdata. If you haven’t heard about CIMdata and you are active in PLM, more to learn on their website HERE. Now let us focus on Education.
Where reading a book is a personal activity, now I want to share with you how to get educated in a more interactive manner related to PLM. In this post, I talk with Peter Bilello, President & CEO of CIMdata. If you haven’t heard about CIMdata and you are active in PLM, more to learn on their website HERE. Now let us focus on Education.
CIMdata
![]() Peter, knowing CIMdata from its research valid for the whole PLM community, I am curious to learn what is the typical kind of training CIMdata is providing to their customers.
Peter, knowing CIMdata from its research valid for the whole PLM community, I am curious to learn what is the typical kind of training CIMdata is providing to their customers.
![]() Jos, throughout much of CIMdata’s existence, we have delivered educational content to the global PLM industry. With a core business tenant of knowledge transfer, we began offering a rich set of PLM-related tutorials at our North American and pan-European conferences starting in the earlier 1990s.
Jos, throughout much of CIMdata’s existence, we have delivered educational content to the global PLM industry. With a core business tenant of knowledge transfer, we began offering a rich set of PLM-related tutorials at our North American and pan-European conferences starting in the earlier 1990s.
Since then, we have expanded our offering to include a comprehensive set of assessment-based certificate programs in a broader PLM sense. For example, systems engineering and digital transformation-related topics. In total, we offer more than 30 half-day classes. All of which can be delivered in-person as a custom configuration for a specific client and through public virtual-live or in-person classes. We have certificated more than 1,000 PLM professionals since the introduction in 2009 of this PLM Leadership offering.
 Based on our experience, we recommend that an organization’s professional education strategy and plans address the organization’s specific processes and enabling technologies. This will help ensure that it drives the appropriate and consistent operations of its processes and technologies.
Based on our experience, we recommend that an organization’s professional education strategy and plans address the organization’s specific processes and enabling technologies. This will help ensure that it drives the appropriate and consistent operations of its processes and technologies.
For that purpose, we expanded our consulting offering to include a comprehensive and strategic digital skills transformation framework. This framework provides an organization with a roadmap that can define the skills an organization’s employees need to possess to ensure a successful digital transformation.
 In turn, this framework can be used as an efficient tool for the organization’s HR department to define its training and job progression programs that align with its overall transformation.
In turn, this framework can be used as an efficient tool for the organization’s HR department to define its training and job progression programs that align with its overall transformation.
The success of training
![]() We are both promoting the importance of education to our customers. Can you share with us an example where Education really made a difference? Can we talk about ROI in the context of training?
We are both promoting the importance of education to our customers. Can you share with us an example where Education really made a difference? Can we talk about ROI in the context of training?
![]() Jos, I fully agree. Over the years, we have learned that education and training are often minimized (i.e., sub-optimized). This is unfortunate and has usually led to failed or partially successful implementations.
Jos, I fully agree. Over the years, we have learned that education and training are often minimized (i.e., sub-optimized). This is unfortunate and has usually led to failed or partially successful implementations.
In our view, both education and training are needed, along with strong organizational change management (OCM) and a quality assurance program during and after the implementation.
 In our terms, education deals with the “WHY” and training with the “HOW”. Why do we need to change? Why do we need to do things differently? And then “HOW” to use new tools within the new processes.
In our terms, education deals with the “WHY” and training with the “HOW”. Why do we need to change? Why do we need to do things differently? And then “HOW” to use new tools within the new processes.
We have seen far too many failed implementations where sub-optimized decisions were made due to a lack of understanding (i.e., a clear lack of education). We have also witnessed training and education being done too early or too late.
This leads to a reduced Return on Investment (ROI).
 Therefore a well-defined skills transformation framework is critical for any company that wants to grow and thrive in the digital world. Finally, a skills transformation framework needs to be tied directly to an organization’s digital implementation roadmap and structure, state of the process, and technology maturity to maximize success.
Therefore a well-defined skills transformation framework is critical for any company that wants to grow and thrive in the digital world. Finally, a skills transformation framework needs to be tied directly to an organization’s digital implementation roadmap and structure, state of the process, and technology maturity to maximize success.
Training for every size of the company?
![]() When CIMdata conducts PLM training, is there a difference, for example, when working with a big global enterprise or a small and medium enterprise?
When CIMdata conducts PLM training, is there a difference, for example, when working with a big global enterprise or a small and medium enterprise?
You might think the complexity might be similar; however, the amount of internal knowledge might differ. So how are you dealing with that?
W![]() e basically find that the amount of training/education required mostly depends on the implementation scope. Meaning the scope of the proposed digital transformation and the current maturity level of the impacted user community.
e basically find that the amount of training/education required mostly depends on the implementation scope. Meaning the scope of the proposed digital transformation and the current maturity level of the impacted user community.
It is important to measure the current maturity and establish appropriate metrics to measure the success of the training (e.g., are people, once trained, using the tools correctly).
CIMdata has created a three-part PLM maturity model that allows an organization to understand its current PLM-related organizational, process, and technology maturity.
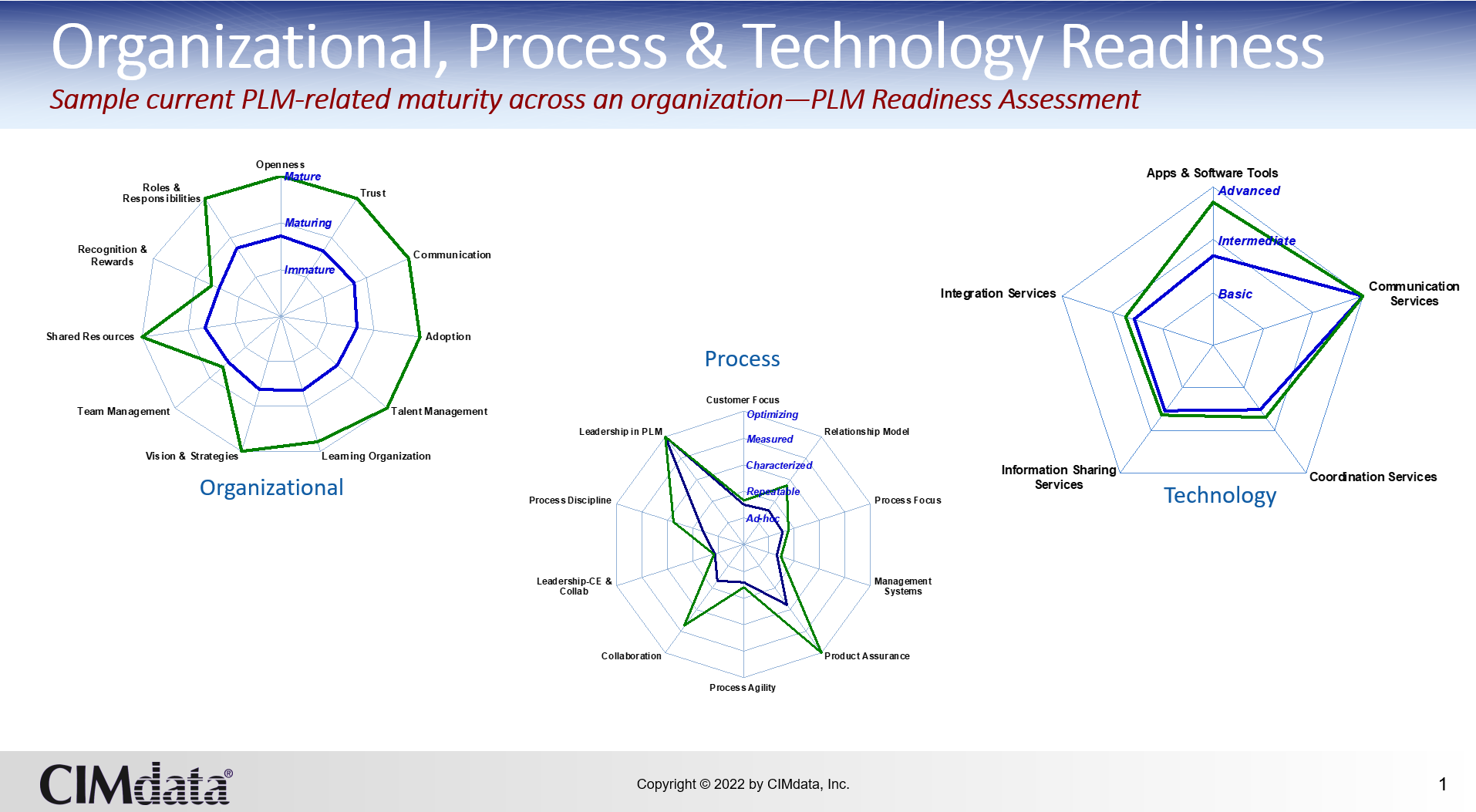
The three-part PLM maturity model
The PLM maturity model provides an important baseline for identifying and/or developing the appropriate courses for execution.
 This also allows us, when we are supporting the definition of a digital skills transformation framework, to understand how the level of internal knowledge might differ within and between departments, sites, and disciplines. All of which help define an organization-specific action plan, no matter its size.
This also allows us, when we are supporting the definition of a digital skills transformation framework, to understand how the level of internal knowledge might differ within and between departments, sites, and disciplines. All of which help define an organization-specific action plan, no matter its size.
Where is CIMdata training different?
![]() Most of the time, PLM implementers offer training too for their prospects or customers. So, where is CIMdata training different?
Most of the time, PLM implementers offer training too for their prospects or customers. So, where is CIMdata training different?
 For this, it is important to differentiate between education and training. So, CIMdata provides education (the why) and training and education strategy development and planning.
For this, it is important to differentiate between education and training. So, CIMdata provides education (the why) and training and education strategy development and planning.
We don’t provide training on how to use a specific software tool. We believe that is best left to the systems integrator or software provider.
While some implementation partners can develop training plans and educational strategies, they often fall short in helping an organization to effectively transform its user community. Here we believe training specialists are better suited.
Digital Transformation and PLM
![]() One of my favorite topics is the impact of digitization in the area of product development. CIMdata introduced the Product Innovation Platform concept to differentiate from traditional PDM/PLM. Who needs to get educated to understand such a transformation, and what does CIMdata contribute to this understanding.
One of my favorite topics is the impact of digitization in the area of product development. CIMdata introduced the Product Innovation Platform concept to differentiate from traditional PDM/PLM. Who needs to get educated to understand such a transformation, and what does CIMdata contribute to this understanding.
![]() We often start with describing the difference between digitalization and digitization. This is crucial to be understood by an organization’s management team. In addition, management must understand that digitalization is an enterprise initiative.
We often start with describing the difference between digitalization and digitization. This is crucial to be understood by an organization’s management team. In addition, management must understand that digitalization is an enterprise initiative.
It isn’t just about product development, sales, or enabling a new service experience. It is about maximizing a company’s ROI in applying and leveraging digital as needed throughout the organization. The only way an organization can do this successfully is by taking an end-to-end approach.
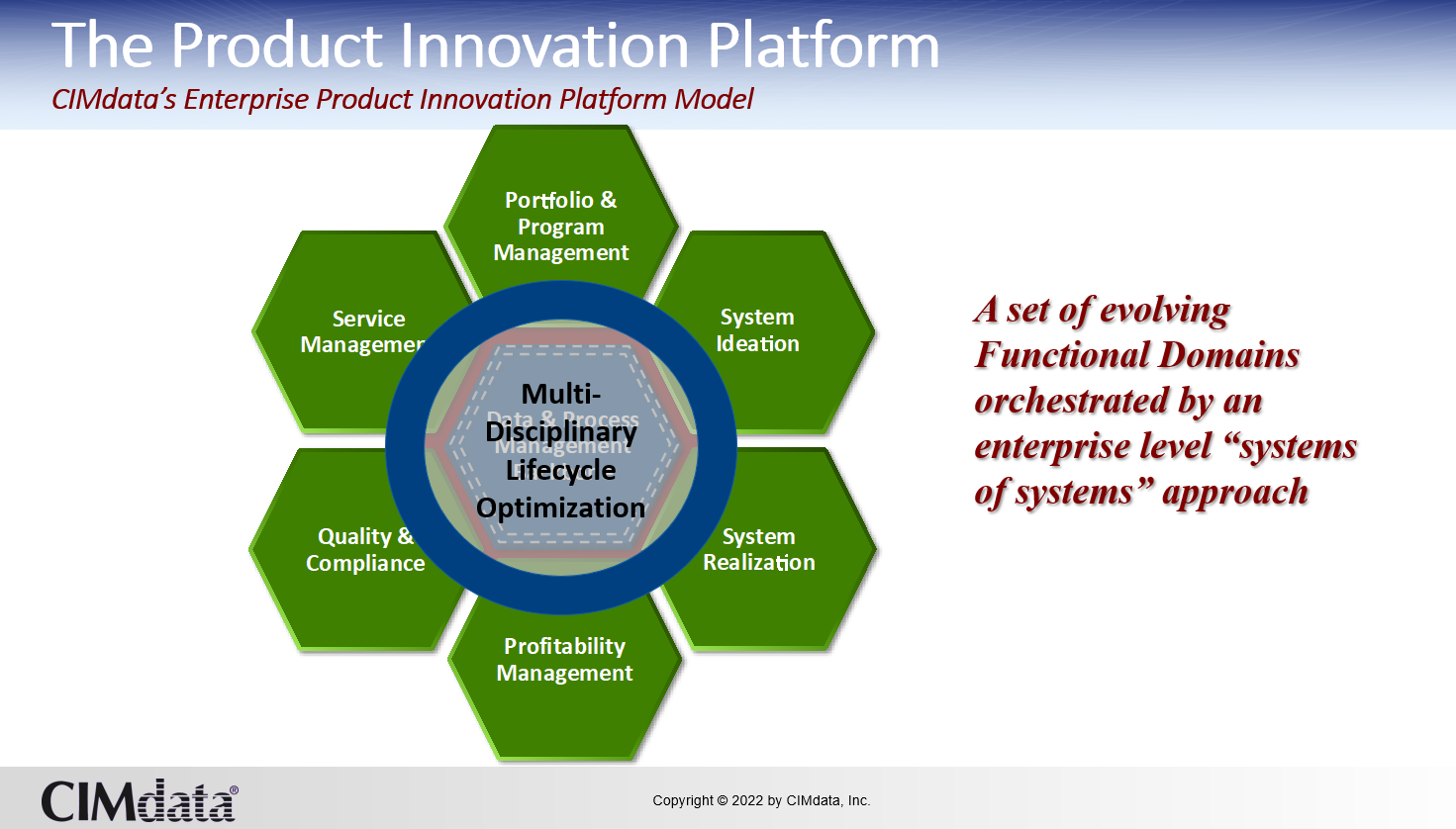
The Product Innovation Platform is focused on end-to-end product lifecycle management. Therefore, it must work within the context of other enterprise processes that are focused on the business’s resources (i.e., people, facilities, and finances) and on its transactions (e.g., purchasing, paying, and hiring).
As a result, an organization must understand the interdependencies among these domains. If they don’t, they will ultimately sub-optimize their investment. It is these and other important topics that CIMdata describes and communicates in its education offering.

The Product Innovation Platform in a digital enterprise
More than Education?
![]() As a former teacher, I know that a one-time education, a good book or slide deck, is not enough to get educated. How does CIMdata provide a learning path or coaching path to their customers?
As a former teacher, I know that a one-time education, a good book or slide deck, is not enough to get educated. How does CIMdata provide a learning path or coaching path to their customers?
![]() Jos, I fully agree. Sustainability of a change and/or improved way of working (i.e., long-term sustainability) is key to true and maximized ROI. Here I am referring to the sustainability of the transformation, which can take years.
Jos, I fully agree. Sustainability of a change and/or improved way of working (i.e., long-term sustainability) is key to true and maximized ROI. Here I am referring to the sustainability of the transformation, which can take years.
With this, organizational change management (OCM) is required. OCM must be an integral part of a digital transformation program and be embedded into a program’s strategy, execution, and long-term usage. That means training, education, communication, and reward systems all have to be managed and executed on an ongoing basis.
 For example, OCM must be executed alongside an organization’s digital skills transformation program. Our OCM services focus on strategic planning and execution support. We have found that most companies understand the importance of OCM, often don’t fully follow through on it.
For example, OCM must be executed alongside an organization’s digital skills transformation program. Our OCM services focus on strategic planning and execution support. We have found that most companies understand the importance of OCM, often don’t fully follow through on it.
A model-based future?
![]() During the CIMdata Roadmap & PDT conferences, we have often discussed the importance of Model-Based Systems Engineering methodology as a foundation of a model-based enterprise. What do you see? Is it only the big Aerospace and Defense companies that can afford this learning journey, or should other industries also invest? And if yes, how to start.
During the CIMdata Roadmap & PDT conferences, we have often discussed the importance of Model-Based Systems Engineering methodology as a foundation of a model-based enterprise. What do you see? Is it only the big Aerospace and Defense companies that can afford this learning journey, or should other industries also invest? And if yes, how to start.
J![]() os, here I need to step back for a minute. All companies have to deal with increasing complexity for their organization, supply chain, products, and more.
os, here I need to step back for a minute. All companies have to deal with increasing complexity for their organization, supply chain, products, and more.
So, to optimize its business, an organization must understand and employ systems thinking and system optimization concepts. Unfortunately, most people think of MBSE as an engineering discipline. This is unfortunate because engineering is only one of the systems of systems that an organization needs to optimize across its end-to-end value streams.

The reality is all companies can benefit from MBSE. As long as they consider optimization across their specific disciplines, in the context of their products and services and where they exist within their value chain.
The MBSE is not just for Aerospace and Defense companies. Still, a lot can be learned from what has already been done. Also, leading automotive companies are implementing and using MBSE to design and optimize semi- and high-automated vehicles (i.e., systems of systems).
 The starting point is understanding your systems of systems environment and where bottlenecks exist.
The starting point is understanding your systems of systems environment and where bottlenecks exist.
There should be no doubt, education is needed on MBSE and how MBSE supports the organization’s Model-Based Enterprise requirements.
Published work from the CIMdata administrated A&D PLM Action Group can be helpful. Also, various MBE and systems engineering maturity models, such as one that CIMdata utilizes in its consulting work.
Want to learn more?
![]() Thanks, Peter, for sharing your insights. Are there any specific links you want to provide to get educated on the topics discussed? Perhaps some books to read or conferences to visit?
Thanks, Peter, for sharing your insights. Are there any specific links you want to provide to get educated on the topics discussed? Perhaps some books to read or conferences to visit?
![]()
x
Jos, as you already mentioned:
x
- the CIMdata Roadmap & PDT conferences have provided a wealth of insight into this market for more than 25 years.
[Jos: Search for my blog posts starting with the text: “The weekend after ….”] - In addition, there are several blogs, like yours, that are worth following, and websites, like CIMdata’s pages for education or other resources which are filled with downloadable reading material.
- Additionally, there are many user conferences from PLM solution providers and third-party conferences, such as those hosted by the MarketKey organization in the UK.
These conferences have taken place in Europe and North America for several years. Information exchange and formal training and education are offered in many events. Additionally, they provide an excellent opportunity for networking and professional collaboration.
What I learned
 Talking with Peter made me again aware of a few things. First, it is important to differentiate between education and training. Where education is a continuous process, training is an activity that must take place at the right time. Unfortunately, we often mix those two terms and believe that people are educated after having followed a training.
Talking with Peter made me again aware of a few things. First, it is important to differentiate between education and training. Where education is a continuous process, training is an activity that must take place at the right time. Unfortunately, we often mix those two terms and believe that people are educated after having followed a training.
Secondly, investing in education is as crucial as investing in hard- or software. As Peter mentioned:
We often start with describing the difference between digitalization and digitization. This is crucial to be understood by an organization’s management team. In addition, management must understand that digitalization is an enterprise initiative.
System Thinking is not just an engineering term; it will be a mandate for managing a company, a product and even a planet into the future
 Conclusion
Conclusion
This time a quote from Albert Einstein, supporting my PLM coaching intentions:
“Education is not the learning of facts
but the training of the mind to think.”

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…