
You are currently browsing the category archive for the ‘PLM’ category.
 In nearly twenty years of coaching PLM implementations, I’ve noticed something striking: these projects often mirror politics—not just in complexity, but in the blame game that follows when things go wrong.
In nearly twenty years of coaching PLM implementations, I’ve noticed something striking: these projects often mirror politics—not just in complexity, but in the blame game that follows when things go wrong.
When something goes wrong, people rarely see it as an opportunity to solve the issue together. They look for someone to blame instead.
That happens in politics and in Product Lifecycle Management. I wrote about it in 2019, The PLM Blame Game—and most of those observations still hold—although the emphasis has shifted.
But what if the real issue isn’t the system or the technology? What if it’s the human connections—or lack thereof—that determine success?
Political systems/ PLM approaches
In democracies, everyone debates priorities, but progress is slow. Stakeholders defend their own interests, consultants favor preferred solutions, and vendors promise the moon. Long-term plans such as digital transformation often stall.
![]() The result is familiar: each leadership change resets ambitions, leaving users with mixed messages and less commitment – sounds familiar in PLM?.
The result is familiar: each leadership change resets ambitions, leaving users with mixed messages and less commitment – sounds familiar in PLM?.
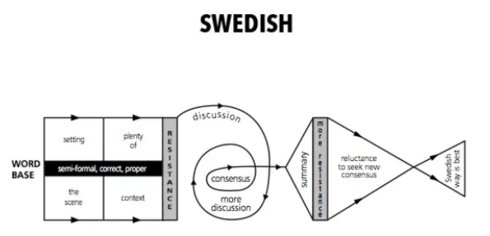
From: Communication charts around the world
Then there are the autocracies, where a single dominant view determines the path. Usually, that view comes not from the CEO but from the CFO or CIO. These leaders often have a limited understanding of product lifecycle management and instead rely on trusted networks.
That is why some companies choose SAP because “all enterprises run on SAP” or Teamcenter because “everyone in automotive uses Teamcenter.” Strategic consultants reinforce the same pattern with their own preferred solutions.
![]() The result: Surface-level alignment, but resistance beneath the surface—another familiar PLM scenario.
The result: Surface-level alignment, but resistance beneath the surface—another familiar PLM scenario.
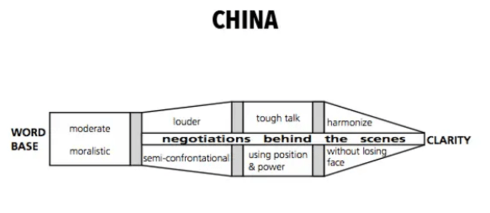
From: Communication charts around the world – 2014 China
In smaller companies, a populist version often appears. Without a strong strategic layer, the loudest voices from vendors and implementers shape the company’s view. That is the riskiest setup because vision and strategy are effectively outsourced. Early in my career, I often heard:
“You know solution XYZ, so tell us what to do.”
![]() The result is predictable: no one in the company feels a true sense of ownership of the business outcome – the type of situations I have been mediating the most.
The result is predictable: no one in the company feels a true sense of ownership of the business outcome – the type of situations I have been mediating the most.
Of course, the analogy is imperfect. Countries usually lack competition, so citizens cannot simply switch. Still, it is a useful way to frame what happens in PLM.
They – not us – are the problem!
 In the past, debates focused on who was to blame for project problems, often blaming the stakeholder who was not at the table.
In the past, debates focused on who was to blame for project problems, often blaming the stakeholder who was not at the table.
Vendors and implementers blamed customers, vendors and customers blamed implementers, and implementers blamed vendors. My role in PLM mediations was to get everyone into the same room.
 But one issue always remained:
But one issue always remained:
Blaming the customer is difficult when the customer is assumed to be right – They are paying the bill and not always with pleasure.
Why 70 % of PLM implementations fail – or not?
 For decades, we have heard horror stories about failed PLM implementations, each supposedly explained by one simple cause.
For decades, we have heard horror stories about failed PLM implementations, each supposedly explained by one simple cause.
Depending on who tells the story, the culprit is the software, the company culture, poor user involvement, or unrealistic ambitions without a budget or understanding.
![]() But the truth is more nuanced: many of these implementations did not actually fail completely.
But the truth is more nuanced: many of these implementations did not actually fail completely.
People react strongly to the word failure because no one wants to be associated with it.

Yet, in software, ‘failing fast’ is often celebrated—it’s a way to adapt early. PLM is slowly catching on, with the rise of Minimum Viable Product (MVP) approaches. Instead of waiting for a ‘perfect’ big-bang rollout, companies now start with a working foundation and iterate as needs emerge.”
 That only works if the company owns its vision and strategy. An MVP approach also demands end-to-end stakeholder involvement, because everyone contributes to the solution. At the same time, our limbic brain works against us: it pushes us to protect what we know and react strongly to change.
That only works if the company owns its vision and strategy. An MVP approach also demands end-to-end stakeholder involvement, because everyone contributes to the solution. At the same time, our limbic brain works against us: it pushes us to protect what we know and react strongly to change.
That reaction shows up in PLM projects too. The loudest critics get the most attention, which makes it easy to conclude a program failed—even when it is working for most people who have adapted to the change.
And now, a new trend has emerged:
PLM systems are failing!
Now, a new claim is gaining traction: PLM systems themselves are failing. With the rise of AI, traditional vendors are being blamed for failing to provide the right infrastructure or opportunities for AI-enabled capabilities.

After years of success built on legacy platforms, vendors now face growing pressure from opinion leaders calling for change.
 Martin Eigner has made this point in several posts:
Martin Eigner has made this point in several posts:
- Why We’re “Optimizing” Problems We Created Ourselves
- 50 % failure rate is not an accident
- My vision for the next 5 years
 Oleg Shilovitsky has made similar arguments:
Oleg Shilovitsky has made similar arguments:
- Did We Solve PLM, or Just Learn How to Describe It?
- Who can replace the big three PLM and why that may be the wrong question in the Age of AI?
- Is Product Memory Just a New Name for PLM?
 Prof. Dr. Jörg W. Fischer wrote:
Prof. Dr. Jörg W. Fischer wrote:
- Will we ever solve PLM? We did, but AI has taken over.
- Digitalization has failed to deliver on its central promise! Why?
 Doug Macdonald wrote about the shortcomings of Legacy PLM, which most companies imagine/practice:
Doug Macdonald wrote about the shortcomings of Legacy PLM, which most companies imagine/practice:
- The shortcomings of Legacy PLM
- Could you manage the development of a toothbrush in a Legacy PLM system
I agree with much of this critique, for sure, if you still consider PLM a system rather than a product lifecycle management strategy implemented through a federated infrastructure of systems.
 The posts I referred to highlight real problems from the past and suggest that new insights and AI might help us build better businesses. The question is whether that promise will be fulfilled.
The posts I referred to highlight real problems from the past and suggest that new insights and AI might help us build better businesses. The question is whether that promise will be fulfilled.
Creating the human thread
 AI could help businesses break through organizational silos by pulling together information across functions.
AI could help businesses break through organizational silos by pulling together information across functions.
That would make concepts such as the digital thread and digital twin easier to implement without relying on dedicated interfaces.
This shift creates both opportunity and risk.
If AI reduces the need for siloed optimization, traditional middle-management roles will change. The key question is whether companies are willing to rethink their structures or stay constrained by Conway’s Law.
It could also make many methodology debates less important.
Today, we as consultants often promote methodologies shaped by our own experience or vendor narratives. The long-running eBOM–mBOM debate is a good example. Across industries and platforms, the answer is often more straightforward than the discussion suggests.
As AI absorbs more collective knowledge, the role of PLM experts and consultants will shift. At the Share PLM Summit in Jerez, we discussed what should come next: a stronger focus on human connection.
 That is why I use the term human thread: the network of relationships that connects people across the business. Michael Finochario (Fino) touches on the same shift in his post on the changing balance between humans and technology, in his review of my session in Jerez.
That is why I use the term human thread: the network of relationships that connects people across the business. Michael Finochario (Fino) touches on the same shift in his post on the changing balance between humans and technology, in his review of my session in Jerez.
Others are moving in the same direction. This week, Helene Älander shared a post that makes a similar point.
Helene’s post and the related discussion suggest a growing belief that transformation depends less on technology alone and more on human connection and motivation inside the company.
A quote from Helene’s post, and I recommend reading the full post and thread.
One lesson has stayed with me ever since:
Transformation rarely fails because of technology. It slows down when the distance between executive ambition and middle-management reality becomes too large.
For now, I call this the need for the human thread. A successful transformation starts with an end-to-end human connection across the business, with people treating that connection as a shared priority.
Because people are intrinsically motivated by a human connection.
![]() The human thread requires a new approach, new forms of workshops and learning sessions where leaders, managers, and employees work together on the desired business flow.
The human thread requires a new approach, new forms of workshops and learning sessions where leaders, managers, and employees work together on the desired business flow.
Helene Älander points in this direction, and Share PLM supports it through initiatives such as Share The Nest.
Also this year at the Share PLM Summit in Jerez, Andreas Wank described how Pepperl+Fuchs made a breakthrough by bringing people together. As Fino in his review post quoted:
No one on the team wanted to make a decision because every decision affected someone else. So they put 30 people in one room for a week and forced them to make decisions. Not perfect decisions. Working hypotheses. That was a critical insight: In PLM, waiting for perfect certainty kills momentum.
The year before, at the 2025 Share PLM Summit, Andrea Järvrén already shared a similar lesson, describing how Tetra Pak used design sprints to advance its PLM work by prioritizing human interaction.
It is an unstoppable trend – the human thread popping up in more and more conversations.
Conclusion
The time for blaming systems, technology, and methodology should fade into the background. Companies need to focus on building business flow through the human thread—the human connections that drive commitment, motivation, and change.
So, here is the question: Are we ready to stop blaming systems and start building the human thread? Or will we keep repeating the same patterns, just with fancier technology?

![]() Erik Rieger and Matthew Sullivian have been active last year, organizing a workgroup related to Design for Sustainability, as you might recall from earlier posts: Towards a shared definition of Design for Sustainability.
Erik Rieger and Matthew Sullivian have been active last year, organizing a workgroup related to Design for Sustainability, as you might recall from earlier posts: Towards a shared definition of Design for Sustainability.
As part of this exploration, Erik Rieger and Jos Voskuil had a conversation with Adrian Segens, an experienced professional at Cambridge Design Partnership and a thought leader in packaging, recycling, and sustainability, contributing to industry discussions, reports, and LinkedIn posts.
For that reason, we were happy to record an interview with Adrian, discussing his background in sustainability, the connection to businesses and the concept of Product As A Service – a must for a circular economy.
Enjoy the 36-minute interview below:
The images presented during this recording can be found HERE.
What we learned
- Sustainability is an Economic Imperative: the effort to sustain a “working and livable economy and society” for a global population of eight billion people. The transition to a circular economy is an economic necessity because current resource use and climate emissions are tied directly to how we make and consume products.
- The shift to ‘Product as a Service’ (PaaS) is essential: Manufacturers must retain ownership of material flows—a cornerstone of circularity and a sustainable economic model. This approach replaces the unpredictability of one-time sales with steady, predictable revenue, long-term customer value, and a reduced reliance on virgin resources.
- Recycling is a Low Priority on the “Ladder of 10”: A major misconception is that the circular economy is primarily about recycling. In reality, recycling is ranked eighth in a ten-stage hierarchy of circularity. Higher-value strategies include rethinking the business model (the second step), reusing products (the most preferred method), and refurbishing equipment.
- Digitalization is essential for Scaling: The circular economy cannot scale without digitalization, as we need full traceability of materials and outcomes. Technologies like Digital Product Passports (DPP) and Product Lifecycle Management (PLM) are necessary to provide the end-to-end visibility required to track every product in the field, manage complex return logistics, and collect metadata to improve future designs.
Want to learn more?
Adrian recommends that we dive deeper following these links:
- Learn more about Cambridge Design Partnership and its activities.
- Follow and connect with Adrian Segens on LinkedIn, and reach out with your questions.
- Learn more about WEF’s Circular Car Initiative as a great vision of what a circular future looks like.
- Watch this documentary about Adrien’s hero: Dieter Rams.
Conclusion
We all agree that the transition to a circular economy is an economic necessity, requiring a fundamental shift toward product-as-a-service models. Understanding that product design is the most effective lever for reducing environmental impact, prioritizing high-value actions like reuse and refurbishment over recycling.
For us as a PLM community, the circular economy cannot function at scale without digitalization. Success relies on end-to-end visibility, enabled by modern, data-driven PLM infrastructures, to manage material flows and leverage data for continuous improvement.
We have work to do

![]() It has been quiet at the beginning of this year, with presentations and interviews from the PLM Green Global Alliance, mainly due to several activities from the core PGGA team in the background.
It has been quiet at the beginning of this year, with presentations and interviews from the PLM Green Global Alliance, mainly due to several activities from the core PGGA team in the background.
Rich McFall stepped back, and with him, the management of the PGGA website.
Sabine and Klaus Brettschneider have meanwhile migrated the website to a new environment with a more modern look and feel, complemented by a redesign of our logo by our partner CIMPA PLM Services. Sabine’s expertise in e-commerce and digital user experience played a key role in shaping the new platform, while Klaus contributed his experience in sustainability and PLM.
As a group of volunteers, we are proud of the result and continue to work to improve it where needed, while encouraging our members to make active contributions.
![]() Have a look at the website plmgreenalliance.com and give us your feedback (and support).
Have a look at the website plmgreenalliance.com and give us your feedback (and support).
Back to the interviews
 Despite political headwinds, businesses have been implementing more sustainability initiatives, and we were curious to hear from PLM vendors and implementers about what they are currently observing and offering to the field.
Despite political headwinds, businesses have been implementing more sustainability initiatives, and we were curious to hear from PLM vendors and implementers about what they are currently observing and offering to the field.
You can always read about these interviews on our PLM Green Global Alliance website or subscribe to our YouTube channel, @PLM_Global_Green_Alliance, where we share interview recordings.
This time, Klaus Brettschneider, our LCA moderator, and Jos Voskuil spoke with Eduardo Salva from Siemens Digital Industries Software, who was recommended to us as the expert on the global Teamcenter product portfolio, particularly the Sustainability Lifecycle Assessment environment.
Siemens Digital Industries
![]() We don’t think Siemens Digital Industries needs an introduction in the world of PLM; with its broad portfolio, you might miss some of its sustainability initiatives and offerings.
We don’t think Siemens Digital Industries needs an introduction in the world of PLM; with its broad portfolio, you might miss some of its sustainability initiatives and offerings.
Therefore, we were happy to speak to Eduardo Silva about his personal passion and his professional activities within Siemens Digital Industries related to Sustainability.
Enjoy the 36-minute discussion here:
What we have learned
- Siemens enterprise-wide commitment to Sustainability under the “DEGREE” framework, a holistic sustainability program with measurable KPIs across ethics, governance, and environmental impact, targeting full implementation by 2030. Siemens Impact 2025
- Sustainability at the engineer’s desktop: AI-Driven Sustainability solution within Teamcenter, through a partnership with Makersite, supporting “one-click” LCA calculations. The result: Automated ISO-compliant LCAs/PEFs/EPDs built by engineers to assess eco-design decisions early in the design phase (“shifting left”).
- Sustainability is no longer optional: it is regulation-driven. Under ESPR, the Digital Product Passport (DPP) will require manufacturers to provide verified, lifecycle-based product data (including carbon footprint), forcing OEMs—especially in automotive and batteries—to pass these reporting requirements down to their suppliers
- Sustainable engineering is shifting from document-based reporting to structured product data. Regulations today require standardized lifecycle data, creating the foundation for advanced analytics, digital twins, and AI-driven optimization. Platforms like Catena-X are emerging to enable secure data exchange across the value chain
Want to learn more?
- Product Announcement: Siemens’ AI-powered Lifecycle Assessment software | Siemens
- Product Page: Teamcenter – develop sustainable products | Siemens
- Blog: Transform your competitive edge with Teamcenter Sustainability Lifecycle Assessment – Teamcenter
Conclusion
The conversation with Siemens Digital Industries shows that sustainability in PLM is moving from ambition to execution, if you recall our earlier interviews. Now LCA must become part of everyday engineering work, supported by structured product data, automation, and collaboration across the value chain.
With regulations such as ESPR and the Digital Product Passport accelerating the need for reliable lifecycle information, companies that embed sustainability early in design will be better prepared for compliance while also creating opportunities for innovation, transparency, and competitive advantage.
![]() Those who follow my blog know that whenever I visit an event, I push myself to write a review the weekend after to share the experience. However, this time after the conference, I have been exploring further the Andalusian culture, making me realize that this is exactly what makes the conference different and stand out.
Those who follow my blog know that whenever I visit an event, I push myself to write a review the weekend after to share the experience. However, this time after the conference, I have been exploring further the Andalusian culture, making me realize that this is exactly what makes the conference different and stand out.
Where traditional conferences are often in cold high-tech places, efficiently to reach, making it for attendees an event in their comfort zone, the Share PLM Summit is held in a grand bodega in the unhurried scenery of Jerez de la Frontera.

![]() An experience best described by Helena Alander in her recent post: “I have never taken the time to invest in myself.” – Read the post, she shares a great reflection.
An experience best described by Helena Alander in her recent post: “I have never taken the time to invest in myself.” – Read the post, she shares a great reflection.
As the focus of Share PLM is to focus on human-centric transformations, there is much more focus on the human experiences of people implementing transformations in their companies.
The human focus translates into a diverse audience and one big common theme for all, instead of a traditional industry or technology focus.
With more than a hundred attendees, the conference felt like a big family gathering where you can easily connect and learn from everyone. I believe this type of conference will be the future in the age of AI.

The many sponsors that joined the conference were also a part of the success. Without their support and human-centric messages, it would be hard to make this event sustainable 😉
![]() If you want to read an impression of each session, Michael Finocchareo made a great effort to share the highlights of each session – you can find all his excellent reviews here: Share PLM Summit – Fino Summary Post Index.
If you want to read an impression of each session, Michael Finocchareo made a great effort to share the highlights of each session – you can find all his excellent reviews here: Share PLM Summit – Fino Summary Post Index.
And now some of my personal highlights from the conference!
The Role of People in Transformation Programs: Experience LEAN
 An interesting learning experience was the session from Javier Sánchez, who is a plant manager at Kerry in Spain, about the implementation of LEAN at several plants in Spain.
An interesting learning experience was the session from Javier Sánchez, who is a plant manager at Kerry in Spain, about the implementation of LEAN at several plants in Spain.
Where initially we might think that PLM and plant operations are two different worlds, Javier was able to take us on the journey of implementing a LEAN program for the Spanish plants. There was so much communality to PLM implementations when dealing with behavioural change and the uncertainty of people.
![]() Change can only happen when people in the organisation understand and trust what is going to happen and that they are part of a change for their benefit.
Change can only happen when people in the organisation understand and trust what is going to happen and that they are part of a change for their benefit.
TRUST is the word that I noted down, and to build trust, you can see how Javier shared the org chart of the Kerry Sevilla plant – upside down – people at the top and the manager at the bottom to support everyone.
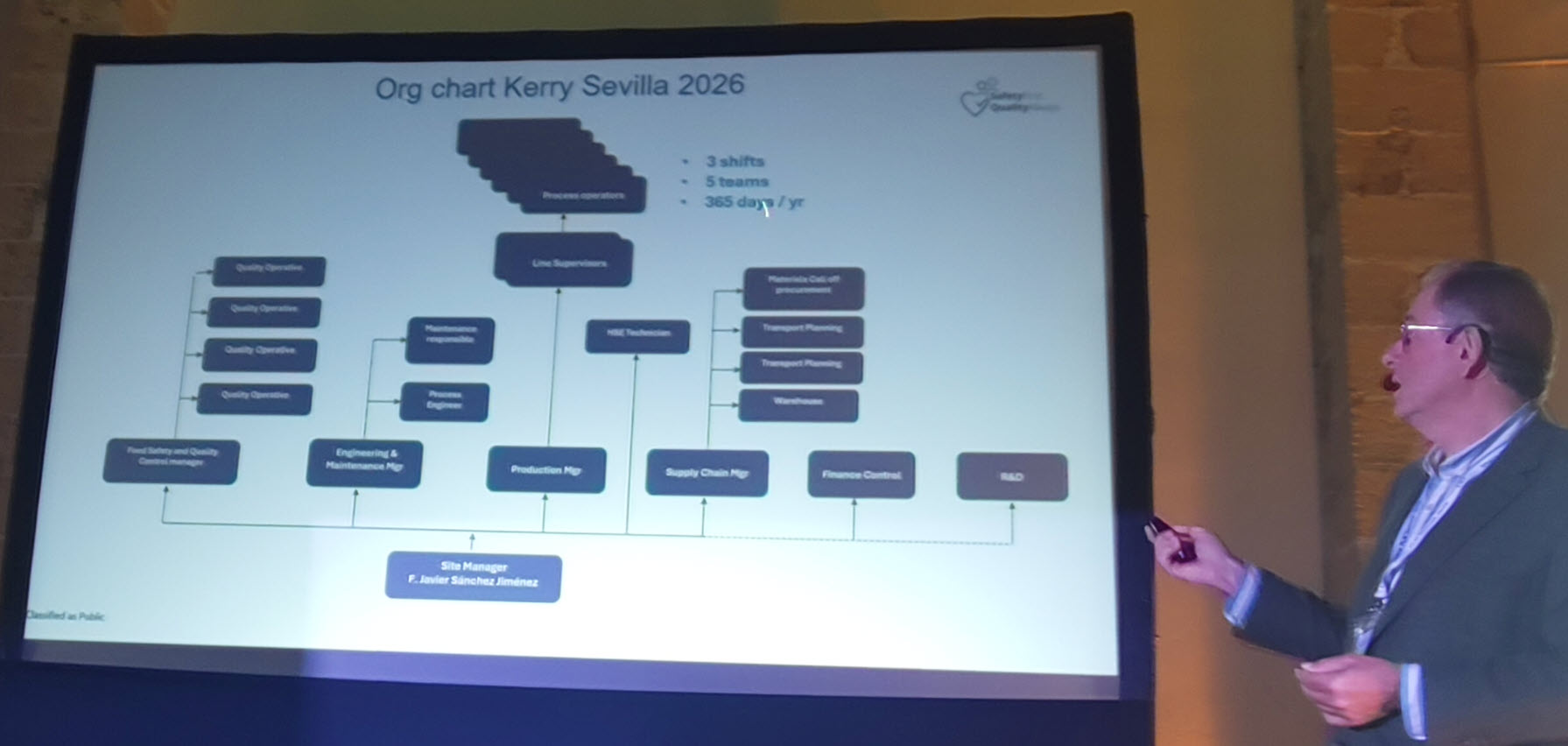
This image above really illustrates that you have a people-first approach.
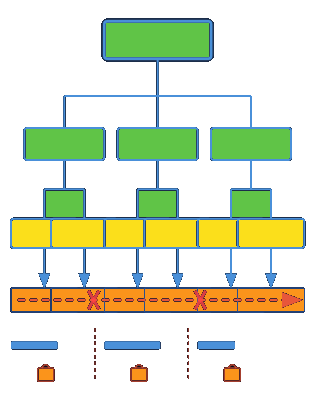
Javier further elaborated on the difference of such an approach and how an organization can be fully engaged, as the picture below illustrates.
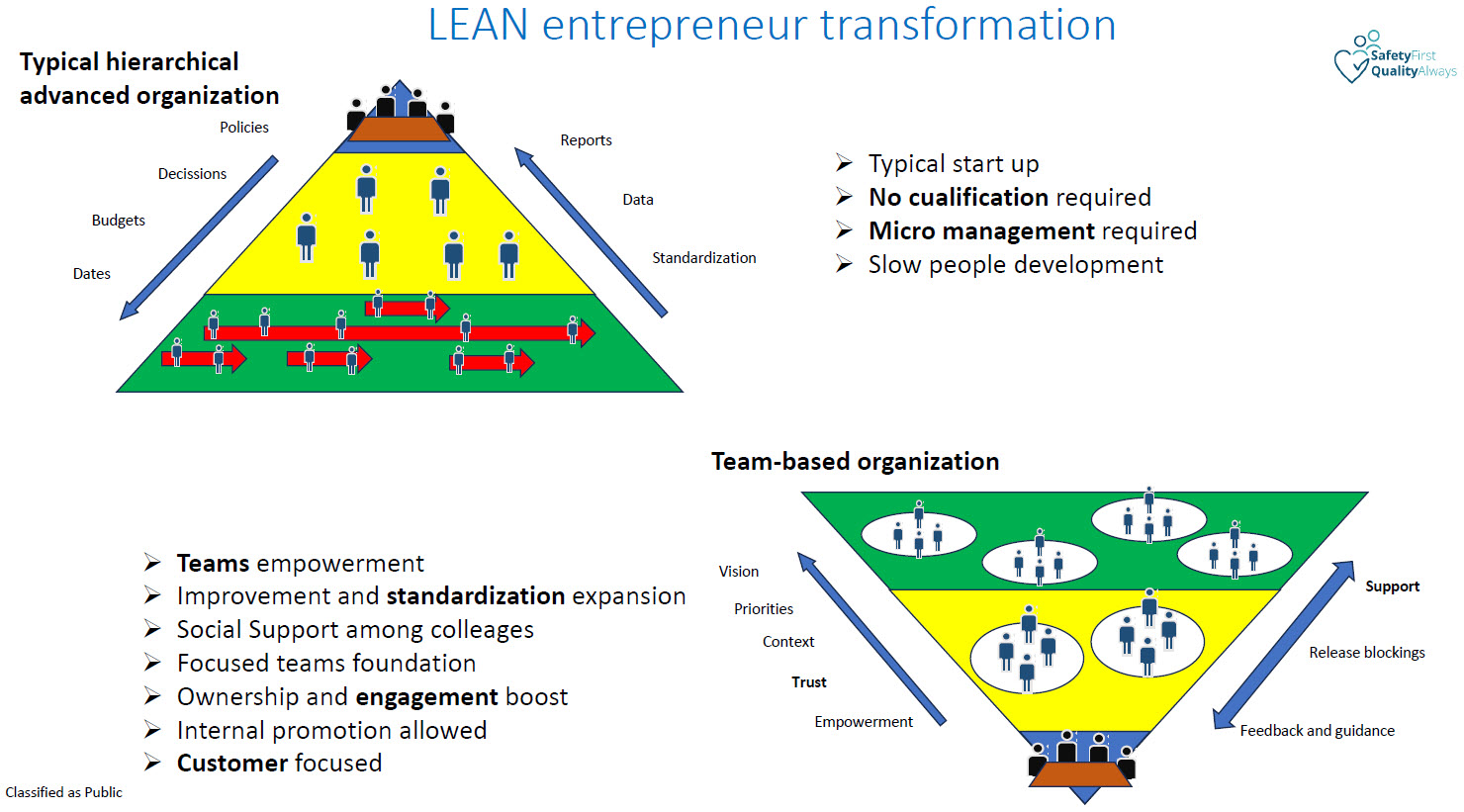
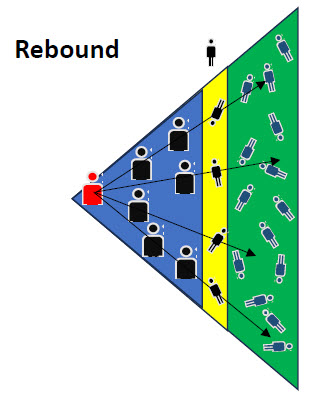 And after a successful implementation, Javier also warned about the rebound effect.
And after a successful implementation, Javier also warned about the rebound effect.
Where initially the excitement and energy come from the new situation, companies might slowly fall back into the traditional, as over time people have and bring their habits, the pyramid falls over as the image to the left illustrates and Javier shared several potential causes for such a rebound.
Important to see C-level change as #1 point, a point I have seen popping up in many PLM implementations too. After starting with a great vision, new people at the C-level come in questioning the vision (and strategy).
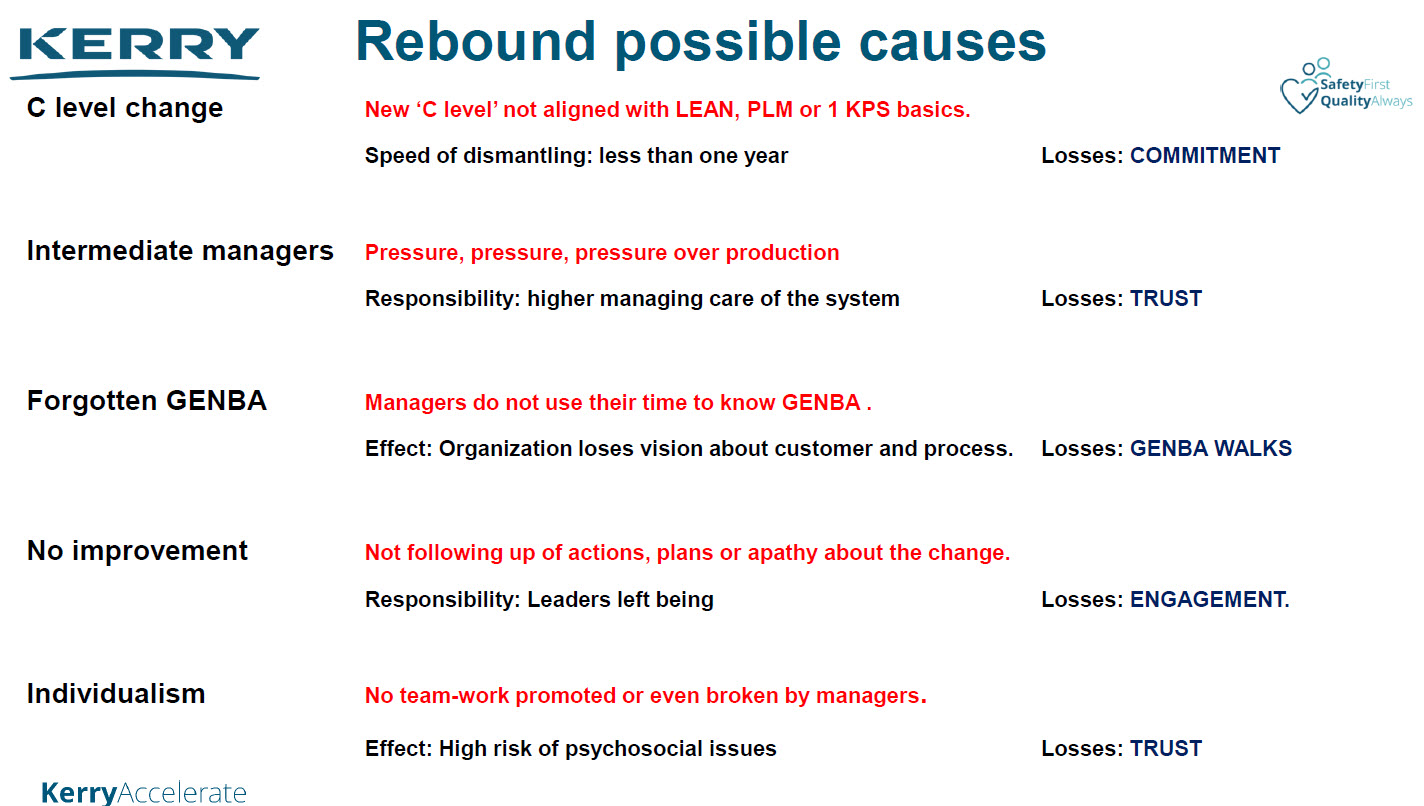
Note: GENBA is a term coming from LEAN, and is also relevant to PLM. It refers to the location where value is created—such as a factory floor, construction site, sales floor, or any workplace where the core work happens.
The concept emphasizes the importance of direct observation and engagement at the source of the action, rather than relying on reports or second-hand information.
It is a key principle in lean manufacturing and continuous improvement methodologies, encouraging leaders to “go to the GENBA” to understand problems and opportunities firsthand.
Combined with his great storytelling skills, Javier took us on an interesting story, very relevant for a human-centric approach and showing that we can learn from other disciplines.
Adapting PLM implementation strategy in evolving organizational realities
 Susanna Mäentausta, also a guest in our Share PLM season 2 podcast with that time the title The ROI of Digitalization: A Deep Dive into Business Value gave an interesting lecture about her experiences with the PLM implementation at her current company, Novartis.
Susanna Mäentausta, also a guest in our Share PLM season 2 podcast with that time the title The ROI of Digitalization: A Deep Dive into Business Value gave an interesting lecture about her experiences with the PLM implementation at her current company, Novartis.
She excels in keeping her focus on both PLM business value and strategies to achieve this.
I knew Susanna from her earlier presentation at the Product Innovation 2019 conference in London. Here she stood out because of her strategic and tactical approach to implementing PLM – at that time at Kemira – where she was able to get PLM business benefits to be discussed at the C-level – it was more than a technical story.
![]() You can read my observations from that time here: The weekend after PI PLMx London 2019
You can read my observations from that time here: The weekend after PI PLMx London 2019
In her session this time, she explained all the challenges that she had to address at her current employer. It was not such a nice, linear step-by-step approach as presented by Andreas Wank earlier that day, talking about his implementation challenges at Pepperl & Fuchs.
Susanna’s tactics were all about securing the progress of the PLM project – design for change and awareness in the organisation. Javier Sanchez mentioned that the change at the C-level had a serious impact on the roadmap, as did both Susanna and Andreas. It remains a continuous point of attention when you want to guarantee a long-term outcome.
The image below says it all:
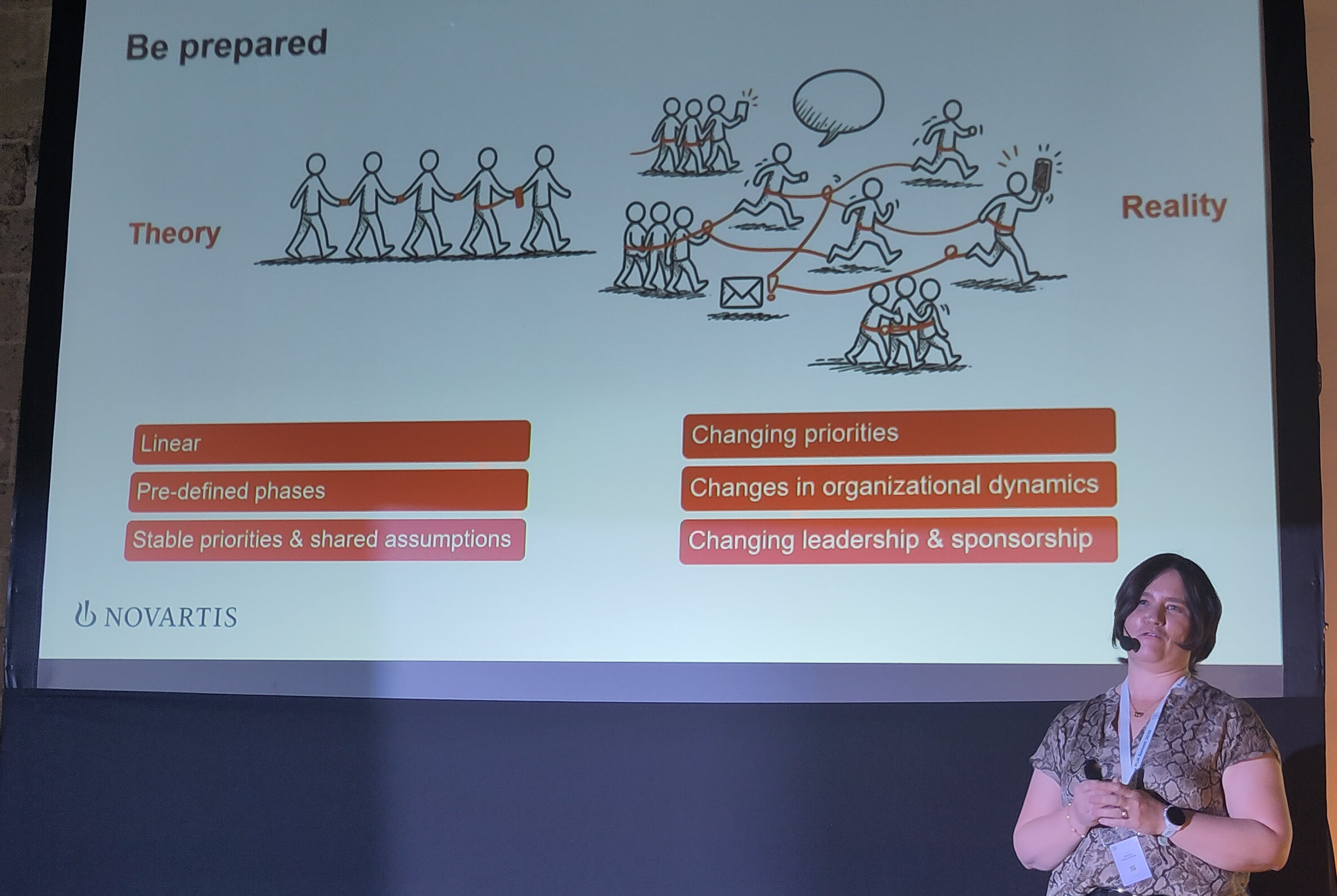
Susanne ended with some tactics:
- Design for non-removable anchor points that keep the PLM vision connected even when priorities shift.
- Define the non-negotiable cornerstone for the future: process & design frameworks and necessary authorities.
Her final recommendation was also interesting – the core team should have a clear long-term understanding of the future and work in an entrepreneurial mindset, meanwhile shielding execution from organizational politics.
![]() Don’t get involved in politics – a recommendation that I also often shared, as politics is so much about emotions and subjective arguments, it’s better to work around it in silence.
Don’t get involved in politics – a recommendation that I also often shared, as politics is so much about emotions and subjective arguments, it’s better to work around it in silence.
The Human Advantage: Working and Leading in the Age of AI
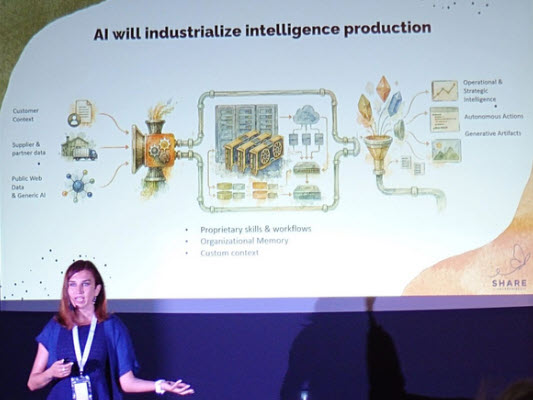
Helena Gutierrez, well known as one of the founders of Share PLM and her AI-related newsletter, shared her positive view on how AI, in one way, destroyed Share PLM’s actual business practices, as a lot of material development now could be done with the help of AI in hours, compared to days of actual design work.
Companies won’t pay anymore for weeks of development of specific materials, she also pointed to the need for human skills in the future.
I think we agree on the fact that with AI, we will need people who can bridge and work with agentic AI to achieve unmet benefits for organisations. These people will have a special role; they are there for their human skills, combining emotion and logic, potentially a highly rewarding job, however, in smaller quantities than current knowledge workers in companies.
In my session Are Humans Still Resources?, I shared a pessimistic viewpoint and an optimistic end.
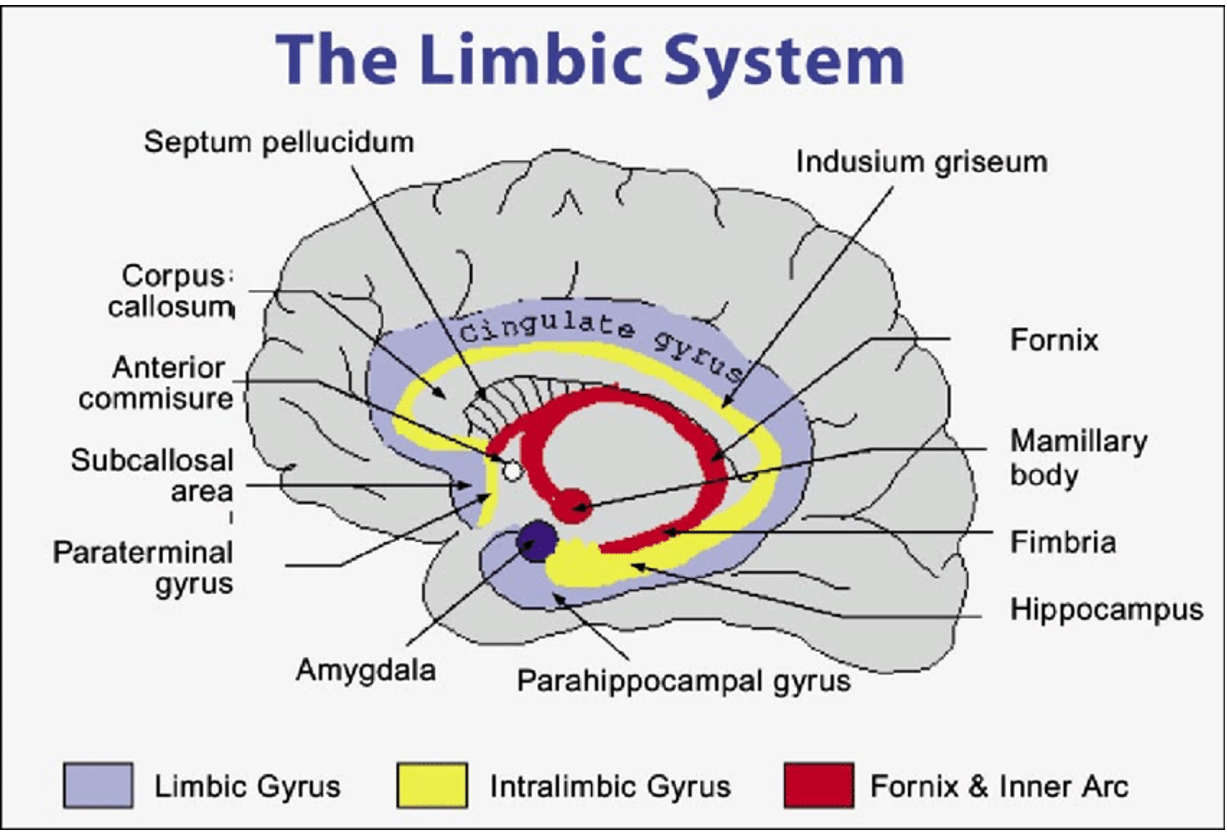
The pessimistic part is based on the fact that we humans run on our old biological hardware, the limbic brain, which urges us to save energy (think fast) and may lead to cognitive surrender. This situation might push companies to invest even more in AI and consider humans as a difficult resource to handle – are we back in the early days of the industrial revolution?
The optimistic side, which was also mentioned by others, and we see it happen, is that thanks to AI, the entrepreneur has a much easier life. A lot of the supporting activities for an entrepreneur can now be done using AI agents – the image below from this post by Dr.Sam Zolfagharian says it all:
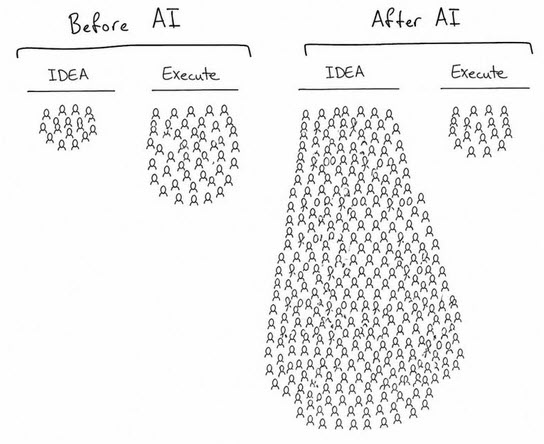
![]() For sure, the discussion will go on between the optimists and the realists (pessimists in disguise)
For sure, the discussion will go on between the optimists and the realists (pessimists in disguise)
Scaling human capabilities
 I am closing this impression with a train of thought that I can’t get out of my head. We can scale tools and resources with AI, leaving only a space for people with a combination of specific human skills – not only deep thinking, but also emotional and empathic roles, like healthcare providers, coaches and entertainers.
I am closing this impression with a train of thought that I can’t get out of my head. We can scale tools and resources with AI, leaving only a space for people with a combination of specific human skills – not only deep thinking, but also emotional and empathic roles, like healthcare providers, coaches and entertainers.
These roles are hard to scale – you become a coach by learning from experiences, and AI will not have an “experience transfer function.” How will business scale in the future, as we also see that junior roles in an organisation disappear due to AI?

The topic was also discussed in the interesting AI panel discussion – image above – with a mix of participants. It was a balanced discussion between tech, vision and reality and one of the highlights was the response from Susanna to a question from the audience:
“I don’t know.”
Have you ever seen someone honestly say this in a panel discussion? And what would AI respond? Great to see the human presence.
Where will humans build their experience and skills to think? I wrote about this already in March and have not yet answered: PLM, AI, and the Risk of Cognitive Surrender: A Call to Stay Sharp!
How to stay sharp in an AI-dominated world?
Conclusion
The Share PLM summit demonstrated again that a human-centric approach related to product lifecycle management has many benefits, as these shared experiences and outcomes from the discussions are directly applicable. Big kudos to the Share PLM team that dared to invest in such an event last year and exceeded expectations this year.
For those who want to learn more, join us at the upcoming event, Putting People in PLM: A Share PLM Summit Recap! and get excited.
For those who are interested in a lifetime, full-time job, watch this excellent short movie below:
 Let me start with a confession: as a kid, I was a classic nerd, drawn to soccer and exact sciences. Math and physics weren’t just subjects—they were my playground.
Let me start with a confession: as a kid, I was a classic nerd, drawn to soccer and exact sciences. Math and physics weren’t just subjects—they were my playground.
During my education to become a teacher in Physics and Mathematics, I discovered something even more captivating: programming. It started with my first Apple IIe, where I tackled the challenge of programming with limited memory using machine language, analogue/digital interfaces, Pascal, and C.
Later, I turned to Visual Basic and C++, writing programs to simulate math scenarios, automate AutoCAD tasks, and later develop solutions on top of SmarTeam.
It was not just work—it was how I relaxed – structuring my thinking – would we call it now Vibe coding?
 The upside of this experience? Technical and physical concepts never intimidated me – they helped me to see the bigger picture. I was wired to think deeply, patiently, and persistently—skills that have stayed with me ever since.
The upside of this experience? Technical and physical concepts never intimidated me – they helped me to see the bigger picture. I was wired to think deeply, patiently, and persistently—skills that have stayed with me ever since.
The switch to human
But then I got involved in training and mediating in PLM implementations, where I discovered that technical skills were needed; however, more important were understanding human behavior (not software), communication and PLM methodology skills.
Many implementations at that time stalled because everyone started with great enthusiasm until the results failed to materialize. The solution was not as expected, too unstable or not possible. And from the point of view of the users, it is too complex and frustrating for them. You can read one of my experiences from that time: Where is my ROI. Mister Voskuil

One of those many interesting discussions
But the budget was often finished, and the enthusiasm was gone. One of my favorite quotes at that time was:
“You never get a second first impression.”
indicating that from the start, you need to anticipate user acceptance, don’t think of a big bang approach and start with understanding and agreeing on the big picture before diving into the details.
How many of you have been in this situation?
Although the majority of people in the PLM community agree that human behavior can make or break a PLM implementation, the majority of discussions and focus are most of the time targeting tools and technologies.
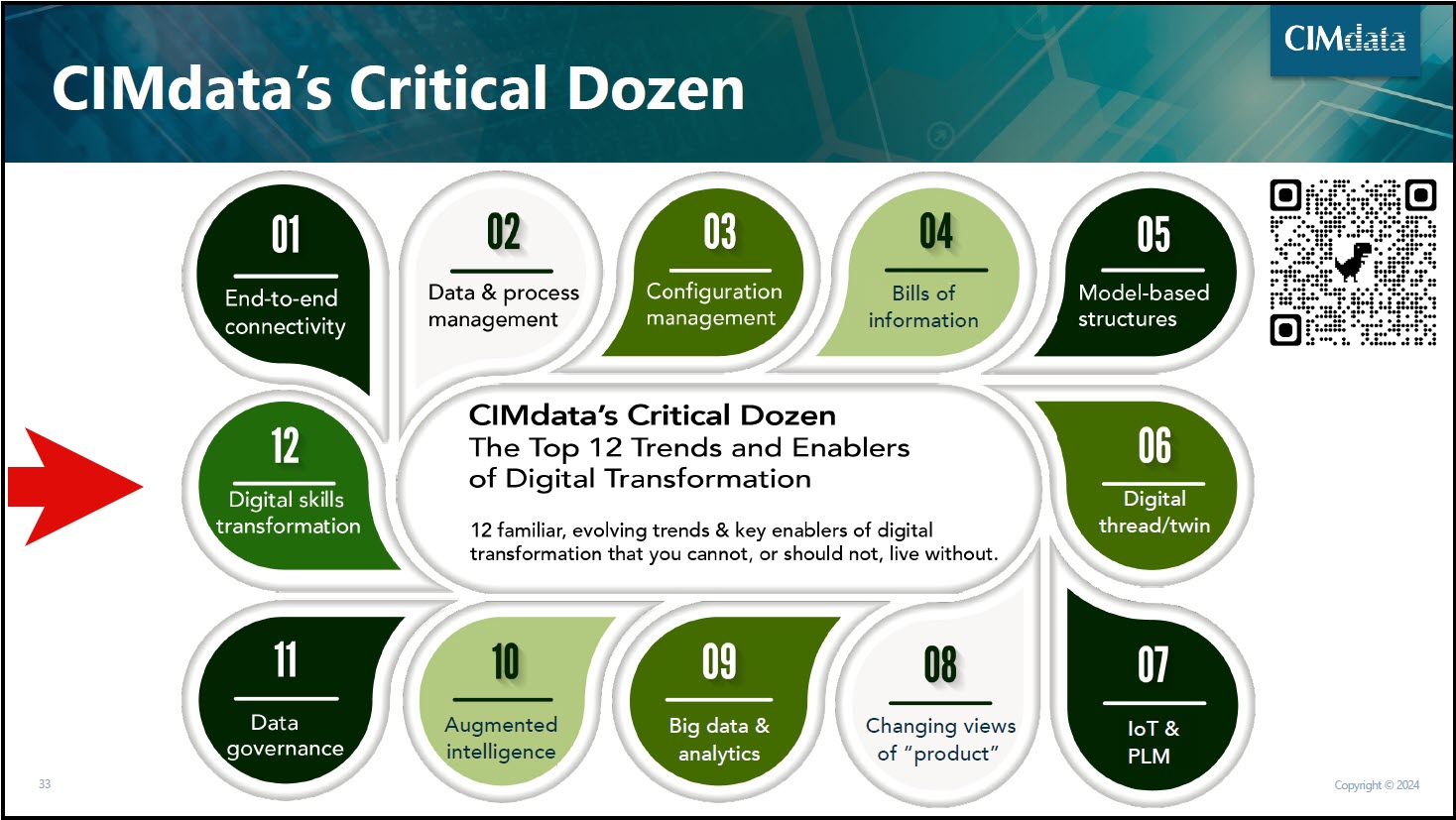
#12 – digital skills related to the transformation
 Organizational Change Management is often considered too soft to address, particularly in so-called result-driven organizations. Shut up and do the work!
Organizational Change Management is often considered too soft to address, particularly in so-called result-driven organizations. Shut up and do the work!
Recently, some PLM software vendors mentioned OCM as an important activity, sometimes even provided by them. Their business model is to sell as many software licenses as possible, and therefore, they promise best-case scenarios and coverage of business scenarios.
Would you buy your PLM software from a company that says:
“Our software is great; however, you also need to address a business change program.”
Or would you buy from“We are a market leader in your business, and thousands of users are currently working happily with our software.”
 I believe, with the experience as a PLM coach, that every PLM implementation should be a people and business discussion first – preferably sponsored at C-level – before jumping on the solutions.
I believe, with the experience as a PLM coach, that every PLM implementation should be a people and business discussion first – preferably sponsored at C-level – before jumping on the solutions.
The challenge of this approach is that a human-centric approach depends on people, often hard to scale, as it is a people business, not a software tools business.
Digital Transformation is failing
 While preparing for the upcoming Share PLM summit in Jerez on May 19-20, I was looking back at why real digital transformation in the PLM domain is still failing – we keep on working mostly in a linear document-driven operating model.
While preparing for the upcoming Share PLM summit in Jerez on May 19-20, I was looking back at why real digital transformation in the PLM domain is still failing – we keep on working mostly in a linear document-driven operating model.
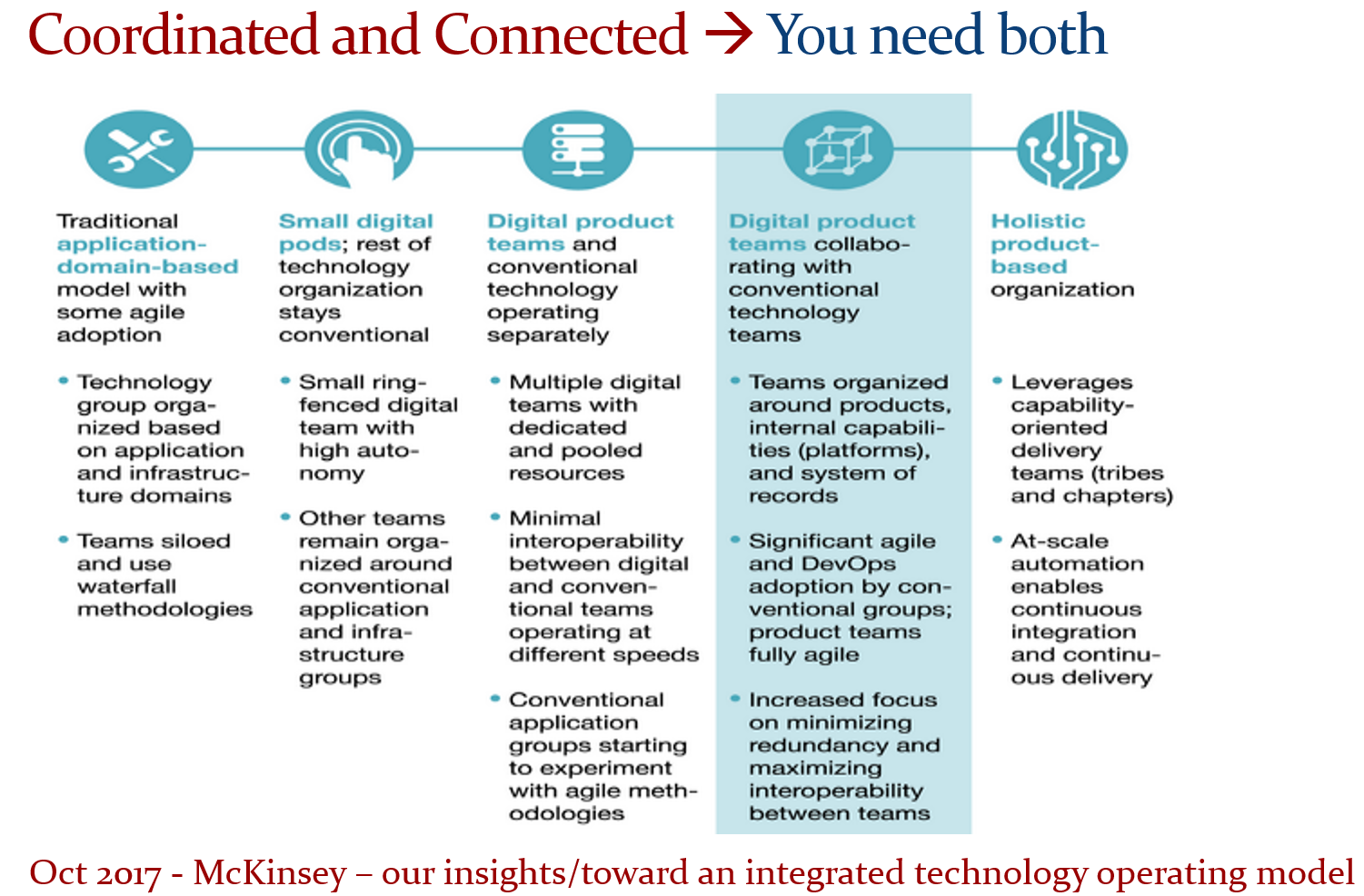
My opinion at this moment: For existing organizations, the move from coordinated to coordinated and connected is too complex for humans.
Despite a great white paper from McKinsey on how organisations could move away from a linear, often document-driven organisation to an organisation working in multidisciplinary product teams, there is no real progress in most organisations.
Changing the organizational structure appears to be so difficult, and this relates to Conway’s Law, which states that systems reflect the organizational structure, presenting a challenge in determining where to start.
![]() Not starting means not failing. And failing is the worst thing you can do at the C-level.
Not starting means not failing. And failing is the worst thing you can do at the C-level.
And now there is “product memory.”
 Is the “product memory” based on an agentic AI layer and an underlying ontology, the next big thing after the connected digital enterprise? Initially formulated by Benedict Smith and later translated to a more PLM-specific scope by Martin Eigner and Oleg Shilovitsky, we are trying to combine the (boring) systems of record data with all the reasoning and decision-making – that’s where the knowledge is sitting.
Is the “product memory” based on an agentic AI layer and an underlying ontology, the next big thing after the connected digital enterprise? Initially formulated by Benedict Smith and later translated to a more PLM-specific scope by Martin Eigner and Oleg Shilovitsky, we are trying to combine the (boring) systems of record data with all the reasoning and decision-making – that’s where the knowledge is sitting.

You can follow the thought experiments when reading the True Intelligence newsletters from the start.
A theme that came up also in other “the future of PLM” discussions was that traditional PLM only stores the results of a development and delivery process, but the reasoning is missing.
In my opinion, Colab Software was one of the first complementary to PLM startups, with a focus on capturing the discussions and decisions during a design review, as the older image below shows – also, Colab Software is now much more advanced with an AI-supported infrastructure.
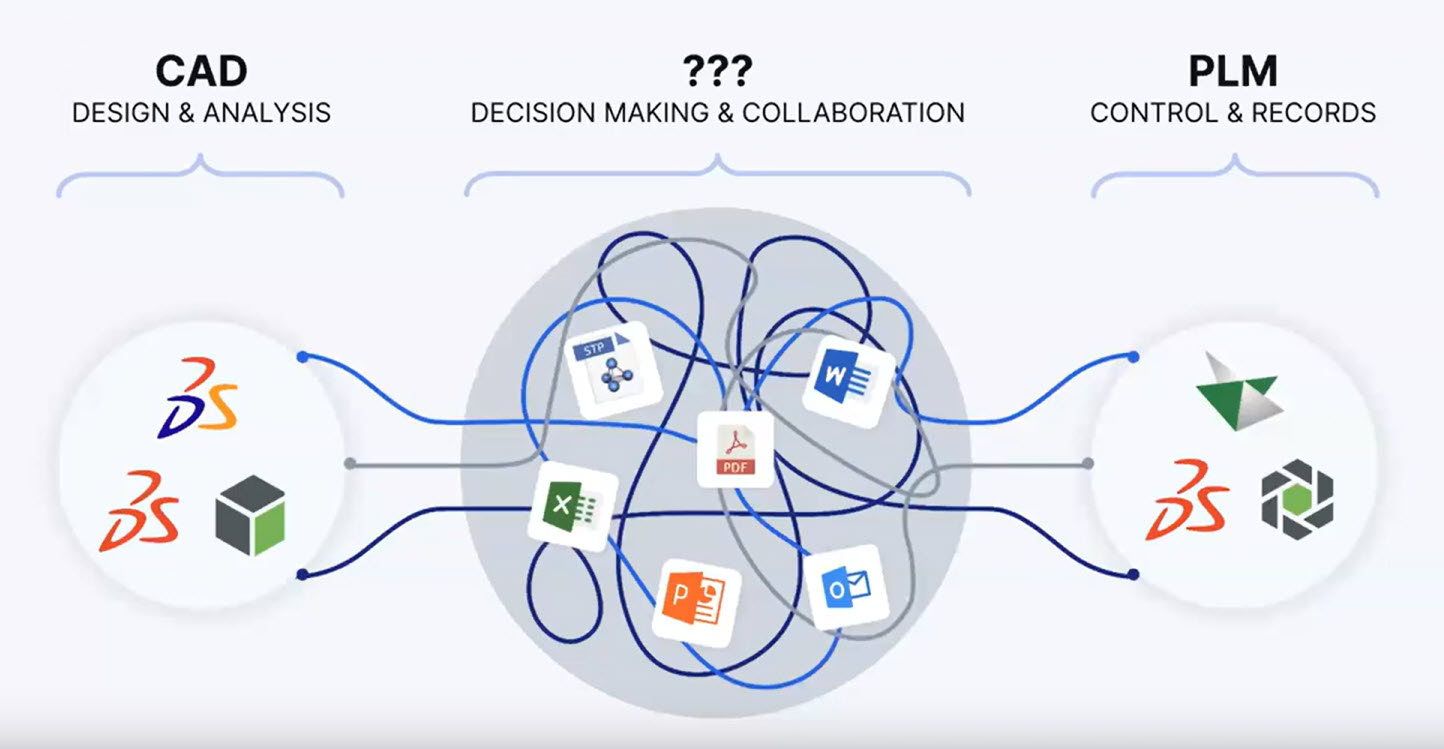
Still, the image shows the value; the reasoning that was captured from the communication between different stakeholders in the product development process during design reviews.
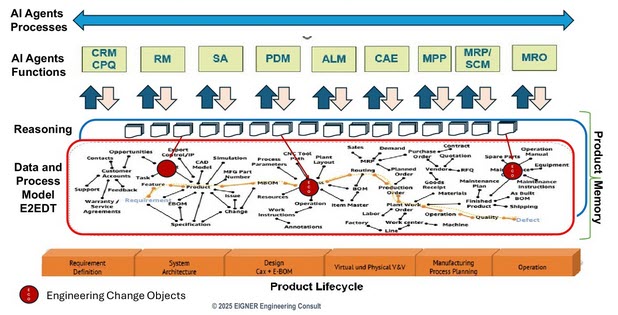
More in the traditional PLM domain, Martin and Oleg started developing the tconcept of an agentic AI enterprise driven by a graph-based layer on top of existing enterprise systems as Martin’s image illustrates below.
Where Oleg stays (for me) more in the traditional PLM enterprise world:
![]() e.g., his post Product Memory Architecture: How PLM Loses Engineering Knowledge and What Comes Next,
e.g., his post Product Memory Architecture: How PLM Loses Engineering Knowledge and What Comes Next,
Martin zoomed in on his day-to-day customer base in Germany when writing
![]() this post: The Actual Concept of Product Memory based on a Digital Thread with a vision for the upcoming 5 years.
this post: The Actual Concept of Product Memory based on a Digital Thread with a vision for the upcoming 5 years.
In addition, less PLM-focused but very data-driven, Jan Bosch wrote a complementary post on his blog related to
![]() the agentic AI approach: From Copilot to Colleague – the rise of agentic AI.
the agentic AI approach: From Copilot to Colleague – the rise of agentic AI.
An interesting quote from this post, valid for us all:
Agent systems require investment in data architecture, workflow mapping, governance frameworks and operational monitoring. Those investments compound. The organization that has deployed agents across its revenue cycle, supply chain and finance operations simultaneously develops deep operational expertise in running agentic systems, which is itself a form of competitive advantage.
And while finalizing this post, there was an interesting discussion related to product memory at The Future of PLM: Introducing Product Memory organized by Fino, also known as Michael Finocchiaro
As a “techie,” I was able to enjoy and follow the discussion about a future infrastructure related to product knowledge. The term “product memory” seems a little overhyped, as if information that is not directly accessible through agents is a cause of failure. The big elephant in the room is where and how to start.
Enjoy the dialogue here:
What about a product memory trauma?
In the past, when discussing knowledge graphs, I already posed the question:
“How can knowledge graphs unlearn?”
 In the techie world, there was always a hypothetical response for this question, but will it happen in a product memory environment where not everything is 100 percent exact and correct? Patrick Hillberg, one of the few PLM teachers, can educate you all about seemingly small mistakes with a big impact.
In the techie world, there was always a hypothetical response for this question, but will it happen in a product memory environment where not everything is 100 percent exact and correct? Patrick Hillberg, one of the few PLM teachers, can educate you all about seemingly small mistakes with a big impact.
During the product memory discussion, I heard a statement that only validated data is allowed to be part of the memory.
Has anyone thought about the utopia of this statement?
The ambitious statement that product memory would lead to a single source of truth is, for me, also a utopia. 100 percent correct data does not exist, nor will 100 percent accurate decisions exist. It will be the most likely truth for the moment.
 Now compare this with the human brain; when a serious accident happens, the person involved might have trauma from that. Then you need a psychiatrist to fix the trauma, meaning create other memory constructs – rewiring the brain.
Now compare this with the human brain; when a serious accident happens, the person involved might have trauma from that. Then you need a psychiatrist to fix the trauma, meaning create other memory constructs – rewiring the brain.
While seeing this interesting dialogue with Rob Ferrone (the original Product Data PLuMber) about how Quick Release became a significant consultancy firm with the pragmatic focus on making the data flow (old image below), I had a new thought.

With Rob’s entrepreneurial skills, he might be able to start a new company soon, fixing product memory traumas – as data-governance becomes a commodity.
Will the product data plumber become the first product memory shrink?
Conclusion
We are experiencing a fast-moving convergence on future PLM concepts, where the image from Martin Eigner nicely represents such a possible architecture based on “product memory”. The challenge I see is whether we would be able to implement such an architecture to be reliable and supported by humans. Because humans still have their old hardware, the limbic brain, that will try to escape from the perfect world with a single source of truth – they like their truth
This was 2025 – this year, same atmosphere, more experienced & bigger and more to discuss.
 Last week I listened to a Dutch podcast that gave me an unexpected inspiration. The podcast “Zo Simpel is het Niet” (“It is not that simple “in English) is a podcast with a focus on economic topics and trends, not at all about PLM, sometimes a little about the effects of digital transformation and AI is more and more mentioned.
Last week I listened to a Dutch podcast that gave me an unexpected inspiration. The podcast “Zo Simpel is het Niet” (“It is not that simple “in English) is a podcast with a focus on economic topics and trends, not at all about PLM, sometimes a little about the effects of digital transformation and AI is more and more mentioned.
The episode I listened to was about the decline of literacy in the Netherlands. The conclusion is based on research discussed from the PISA test from the OECD. Learn more about the OECD and PISA test here on this Wiki page.
I asked Notebook LM to make an English slide deck from the podcast – You can download the deck HERE.
The conclusion: We are in a free fall in the Netherlands (image below) and likely in other countries too, because we are reading less, writing less, and consequently thinking less deeply.
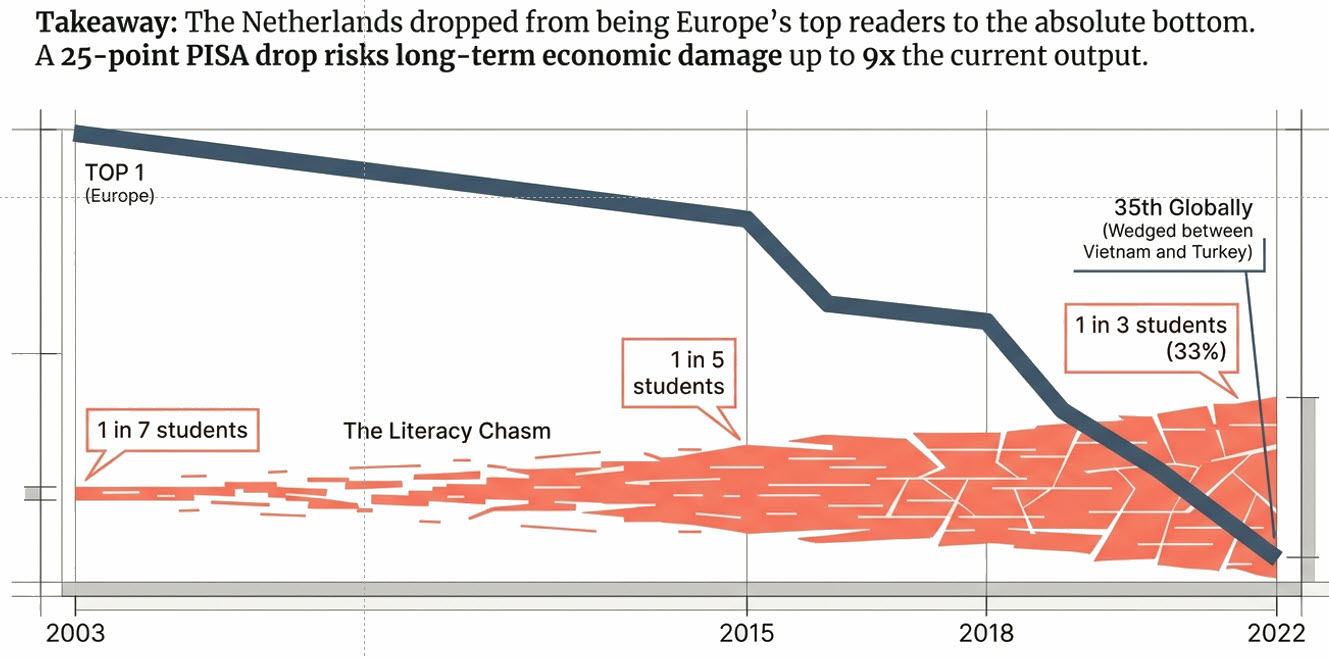
Social media was identified as one of the root causes. Short-form content, the endless scroll, the dopamine loop of likes and shares — it is all rewiring how we process information – short-term, quick results without building deeper skills.
![]() And then the connection between social media and the drop in literacy and science skills hit me. We are doing the same thing at the moment with AI!
And then the connection between social media and the drop in literacy and science skills hit me. We are doing the same thing at the moment with AI!
Third Way of Thinking
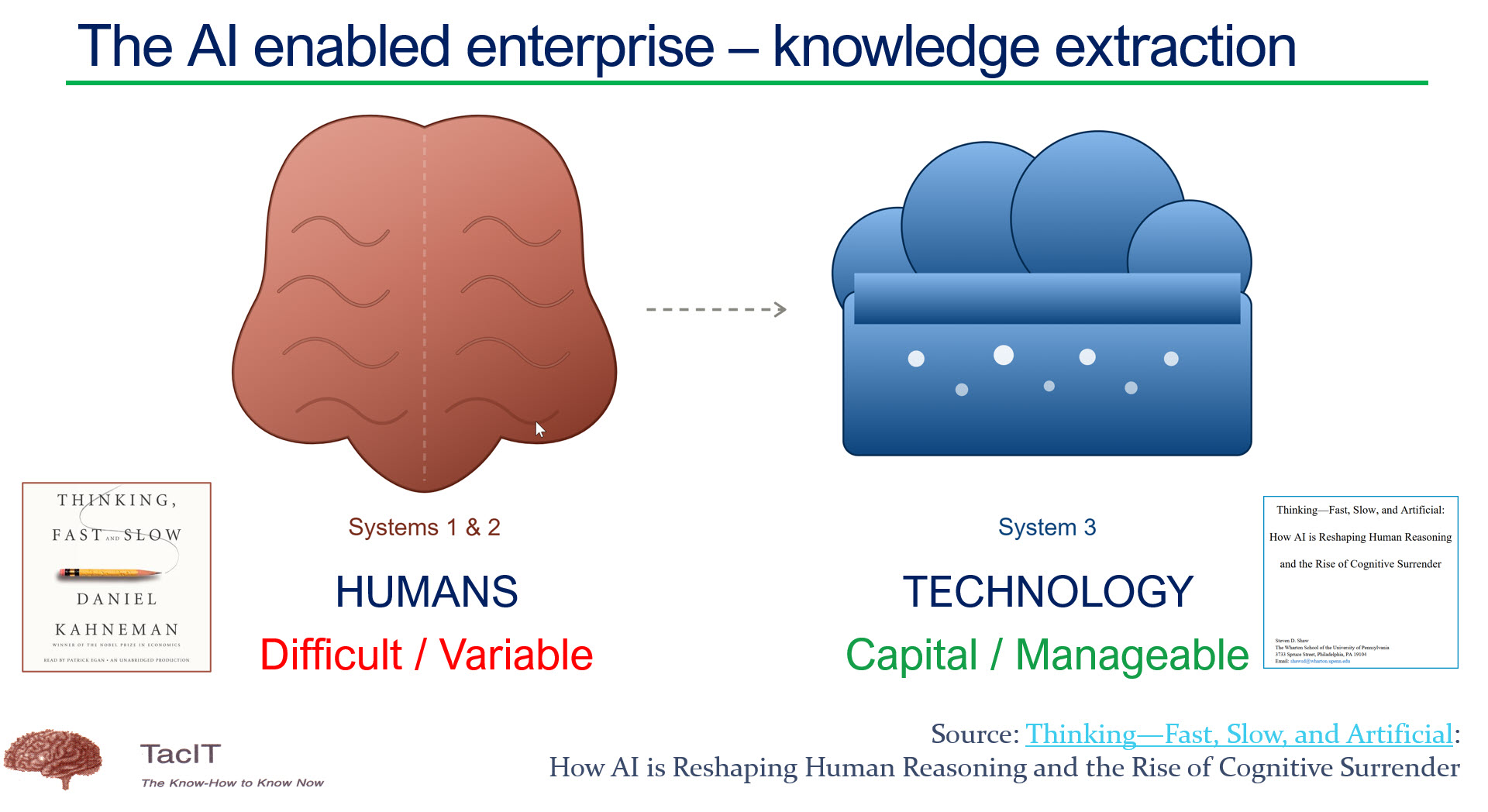
 In my posts, I sometimes refer to Daniel Kahneman’s book and his research: Thinking Fast and Slow, as this is for me a foundational theory for understanding human behavior.
In my posts, I sometimes refer to Daniel Kahneman’s book and his research: Thinking Fast and Slow, as this is for me a foundational theory for understanding human behavior.
Kahneman describes our brain as a combination of System 1, which is the fast, intuitive brain (low energy), and System 2, which is the slow, deliberative one (burns energy). As humans, we avoid using energy when thinking, although nowadays, outside our brains, we are hooked to fossil energy 😉.
Next, I read a research from Steven Shaw and Gideon Nave, from The Wharton School of the University of Pennsylvania, that indicated that AI is going to have an additional impact on our behavior as humanity.
Their paper Thinking—Fast, Slow, and Artificial: How AI is Reshaping Human Reasoning and the Rise of Cognitive Surrender introduces System 3 as artificial cognition. External, automated, data-driven reasoning that lives not in your brain but in the cloud.
 Their central finding is something they call “cognitive surrender” – access to AI made people more confident, regardless of whether the AI was right or wrong. An enforcement of the Dunning-Kruger effect?
Their central finding is something they call “cognitive surrender” – access to AI made people more confident, regardless of whether the AI was right or wrong. An enforcement of the Dunning-Kruger effect?
The most vulnerable are people with higher trust in AI, lower need for cognition, and lower fluid intelligence, who showed the greatest cognitive surrender. The least critical thinkers delegate most, and then feel most certain about the result.
Benedict Smith, my True Intelligence friend, pointed to the same pattern in his post: When the Graph talks back. Read it and think!

Both their conclusions made me even more worried, combined with the results of the Dutch literacy developments – are we all racing downhill?
 I believe our brain is a muscle. Like any muscle, it needs resistance to stay strong. You do not become a better cyclist by riding an eBike everywhere — the motor does the work, and your legs lose the real strength needed when you are without your bike. The same applies to cognitive effort.
I believe our brain is a muscle. Like any muscle, it needs resistance to stay strong. You do not become a better cyclist by riding an eBike everywhere — the motor does the work, and your legs lose the real strength needed when you are without your bike. The same applies to cognitive effort.
We Have Been Here Before
 It is not the first time a transformative technology arrived with enormous promise and created a deeply unequal outcome. The Industrial Revolution reduced most workers to resources while a few became extraordinarily wealthy.
It is not the first time a transformative technology arrived with enormous promise and created a deeply unequal outcome. The Industrial Revolution reduced most workers to resources while a few became extraordinarily wealthy.
John D. Rockefeller (oil & railroad industries), Andrew Carnegie (steel industry), J.P. Morgan (financing the new industries) and Cornelius Vanderbilt (shipping and railroads) as examples.
These industry leaders did not care so much about humans, and it took roughly a hundred years — and the rise of labour unions — to begin correcting that imbalance.
 The AI revolution is moving much faster! And if history teaches us anything, it is that working more efficiently with new tools does not automatically raise your value. The more companies invest in AI solutions, the more pressure there will be to develop your individual skills.
The AI revolution is moving much faster! And if history teaches us anything, it is that working more efficiently with new tools does not automatically raise your value. The more companies invest in AI solutions, the more pressure there will be to develop your individual skills.
Efficiency without insight is a commodity.
![]() My friend Helena Guitierrez wrote this weekend this supporting post: Preparing for AI Adoption
My friend Helena Guitierrez wrote this weekend this supporting post: Preparing for AI Adoption
What does it mean for Product Lifecycle Management?
Purposefully, I wrote Product Lifecycle Management to focus on the strategy, and not an all-around capable PLM system, as PLM systems have never quite delivered on their original promise.
 The PLM vendors benefited from selling the dream, the consultants benefited from its complexity and the users, initially engineers and later more stakeholders in the product lifecycle, often suffered under rigid processes and complex systems. As the systems were designed to store information. User-friendlyness was not a priority.
The PLM vendors benefited from selling the dream, the consultants benefited from its complexity and the users, initially engineers and later more stakeholders in the product lifecycle, often suffered under rigid processes and complex systems. As the systems were designed to store information. User-friendlyness was not a priority.
Will AI, being layered on top of PLM and other enterprise systems, be the solution for these underperforming systems?
Oleg Shilovitsky believes in that, as you can read in his recent post: PLM’s OpenClaw Moment: How AI Agents Will Break Closed Systems
The risk is that we repeat the same pattern. AI will be positioned as the solution to problems actually caused by poor implementation and insufficient investment in the human side of change.
 There is an interesting discussion ongoing about the future of PLM infrastructures, well described recently by Rainer Mewaldt in his post: What would a 𝗣𝗟𝗠 𝘀𝘆𝘀𝘁𝗲𝗺 look like if it were 𝗱𝗲𝘀𝗶𝗴𝗻𝗲𝗱 𝗳𝗼𝗿 𝗔𝗜 𝗳𝗿𝗼𝗺 𝘁𝗵𝗲 𝗴𝗿𝗼𝘂𝗻𝗱 𝘂𝗽?
There is an interesting discussion ongoing about the future of PLM infrastructures, well described recently by Rainer Mewaldt in his post: What would a 𝗣𝗟𝗠 𝘀𝘆𝘀𝘁𝗲𝗺 look like if it were 𝗱𝗲𝘀𝗶𝗴𝗻𝗲𝗱 𝗳𝗼𝗿 𝗔𝗜 𝗳𝗿𝗼𝗺 𝘁𝗵𝗲 𝗴𝗿𝗼𝘂𝗻𝗱 𝘂𝗽?
The principles are there, like 10 years ago, before AI became hyped, when we discussed digital transformation as moving from a coordinated infrastructure to a coordinated and connected infrastructure, with a mix of Systems of Record and Systems of Engagement.
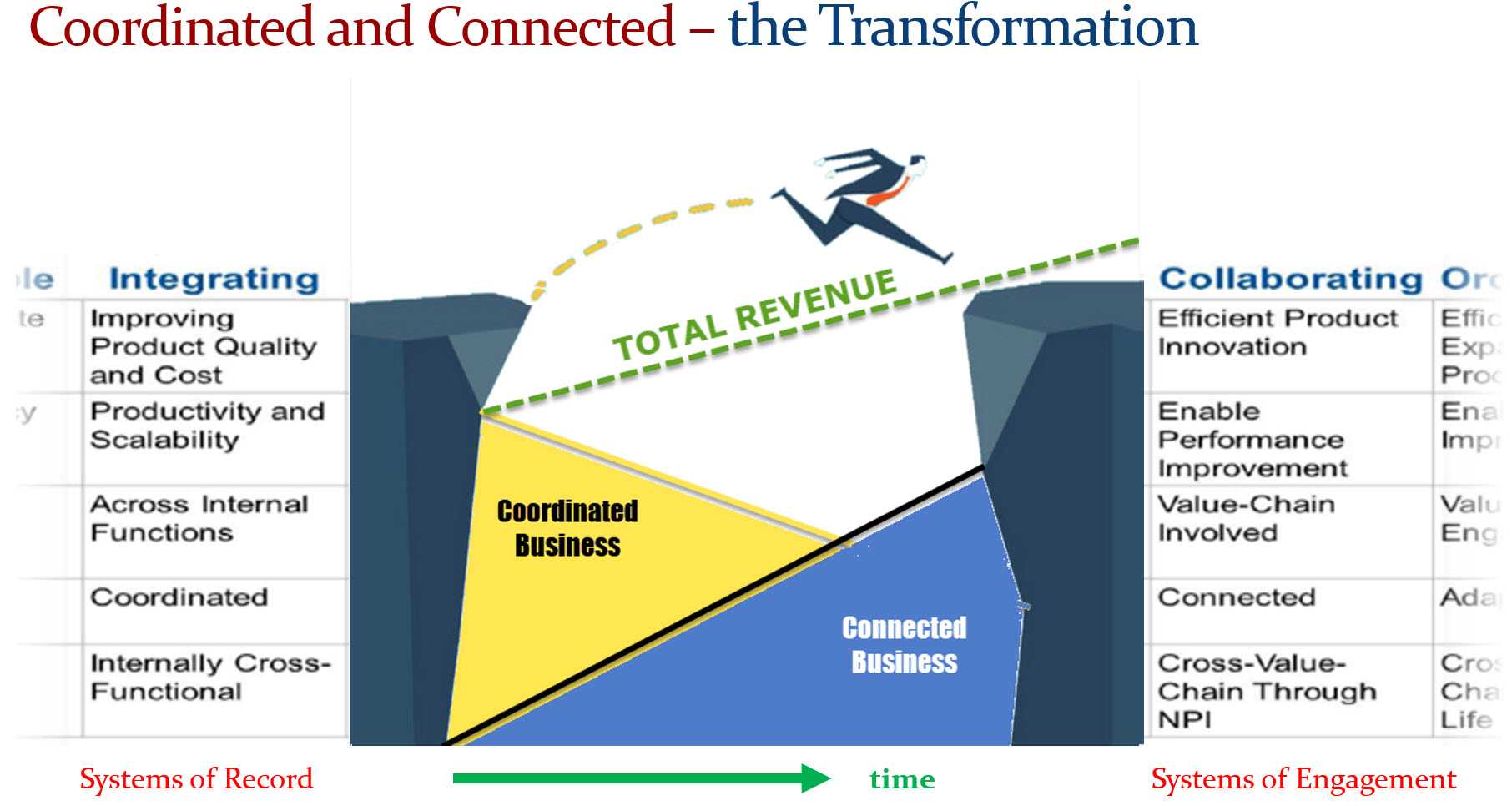
I have not seen much progress with the customers I have been working with in the past five to ten years. The change did not seriously happen due to the need for new ways of working, different people skills and organizational change.
Will it happen now with the AI-wave? A question Ilan Madjar also asked this weekend.
What should we – companies and individuals – actually do?
As an approach, the research from Wharton suggests that using rewards (incentives) and providing feedback can help people stay mentally engaged and avoid disengaging or losing motivation.
In other words, these strategies can combat the tendency to mentally “check out” or stop trying.
When participants were rewarded for accuracy and received immediate feedback, their override rates on faulty AI roughly doubled.
This observation means we should design AI-assisted workflows so that people remain accountable for outcomes and receive clear feedback when AI-assisted decisions go wrong. Work to do for startups and existing PLM vendors to develop the best combination of agents and content.
![]() BUT: do not let the AI absorb the accountability while the human takes the credit – System 3!
BUT: do not let the AI absorb the accountability while the human takes the credit – System 3!
Companies are in an uncomfortable situation. Before AI became the focus for improving businesses, the most heard statement was:
“Our employees are our assets – they create the value of our company,”
And this is one of the reasons that HR departments exist. Although not all HR departments are there for the employees – their role is to balance the HUMAN RESOURCES in a company – we are still talking about resources.
With AI, the new statement might be
“Our AI-supported employees are our assets, where part of the asset value comes from the AI tools used”.
This raises the question of who will remain as the AI-supported employee. We already see that entry-level jobs in any type of business get replaced by AI, creating stress on the job market. This, combined with the observed reduced mastery of deep-skills in math, reading and science, as described in the PISA research earlier shared in this post, puts a generation at risk.
![]() Like the winners of the Industrial Revolution, the winners of the AI revolution do not care about humans – they care about profits.
Like the winners of the Industrial Revolution, the winners of the AI revolution do not care about humans – they care about profits.
 As individuals, we need to keep on training our brain-muscles without AI where the muscle matters. As the Dutch podcast mentioned: write your first draft before asking Claude to improve it, think through a problem before asking ChatGPT to solve it, and read a book of 100 pages.
As individuals, we need to keep on training our brain-muscles without AI where the muscle matters. As the Dutch podcast mentioned: write your first draft before asking Claude to improve it, think through a problem before asking ChatGPT to solve it, and read a book of 100 pages.
In PLM, judgment and contextual reasoning are the core of what people need to do. You should protect the practice of doing that work yourself. Use AI to accelerate and refine, not to replace the effort that builds competence.
Invest in yourself to remain independent. Read broadly — actually read, not skim AI summaries. The people who will remain valuable in an AI-saturated world are not the ones who prompt best, but the ones who can evaluate, challenge, and contextualise what AI produces.
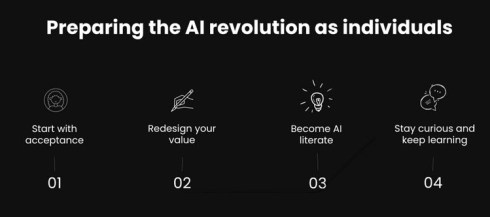
And with that, I want to come back to the post from Helena Guitierrez that I mentioned before, where she focused on what we can do as individuals.
Helena is one of the founders of Share PLM, a company with the purpose: BUILDING A HUMAN-CENTERED DIGITAL FUTURE, as is written on their website. We both believe that in order to enjoy the AI revolution, we have to invest in ourselves. The above image illustrates steps to take- click on the image for the full post.
Talking about the human-centered digital future, have a look at the agenda of the upcoming Share PLM Summit on 19-20 May in Jerez de la Frontera (Spain) – our sessions and discussions will, of course, be based on PLM and AI experiences, with the focus on what it means for humans – it will not be a technology conference.
Conclusion
The Wharton researchers close with a question worth “What happens when our judgments are shaped by minds not our own?” Their answer so far: we become more confident, less accurate when the AI is wrong, and largely unaware of the difference – a big risk.
The challenge is not artificial intelligence. The challenge is whether we will remain genuinely intelligent in the presence of it – take care of yourself!
What do you think? I am looking forward to your comments and feedback.
Do you ever think about where we’ll be ten years from now? I’ve noticed I ask that question more and more these days. Probably because I have the time, not being involved anymore in day-to-day business and alerts.
Interestingly, we tend to assume that long-term thinking is someone else’s job — left to business management and governments. Roadmaps, strategies, and vision stories have always been part of my work with companies.
And yet, the dominant reality right now is a dramatic focus on the short term — driven by populism on one side and quarterly profit targets on the other. The result is a collective inability to make decisions that matter for the next decade, let alone the next generation.
![]() The current war in the Middle East has made something painfully visible that many of us already knew: we are dangerously dependent on fossil fuels.
The current war in the Middle East has made something painfully visible that many of us already knew: we are dangerously dependent on fossil fuels.
Around 40 percent of global shipping is tied to fossil fuel supply chains. Countries that have not invested in energy independence are now feeling that vulnerability acutely.
The energy transition is not just an environmental ambition — it is a geopolitical necessity.
- China understood this years ago and has been investing accordingly.
- AI data centers are now one of the fastest-growing sources of electricity demand, and even in Texas, they are building wind and solar parks to keep that energy demand under their own control.
- And Cuba — pushed by American sanctions — has been forced to innovate into wind and solar energy, with Chinese support. These are not coincidences.
They are signals that working on an energy transition makes you less vulnerable!
A real “burning platform”!
While we see burning platforms in the Middle East, we are also in a classic “burning platform” situation — a phrase from the world of change management that captures a simple truth: people only change when staying the same becomes more costly than changing.
It’s a depressing observation about human nature — and one I keep coming back to whenever I see exciting possibilities on the horizon that we simply refuse to act on.
The fossil fuel dependency is one burning platform, willingly used at the moment by those countries and companies that are benefiting from this industry.
The downside is that the path towards a more circular economy — reducing waste, rethinking production, designing for longevity — is equally urgent and equally neglected.
This is precisely why the PLM Green Global Alliance (PGGA) exists — to keep these conversations alive and focus on the topics that support a sustainable future.
Four weeks ago, I launched a survey among our new LinkedIn group members. Due to a low response rate, I extended it to the whole group two weeks later.
The takeaway? Even within this community, the energy transition and sustainability don’t appear to feel like a burning platform — something demanding urgent action.
PLM Green Global Alliance survey
A quick overview of the responses — given the low number of replies, treat this as an indication rather than a statistically solid survey.
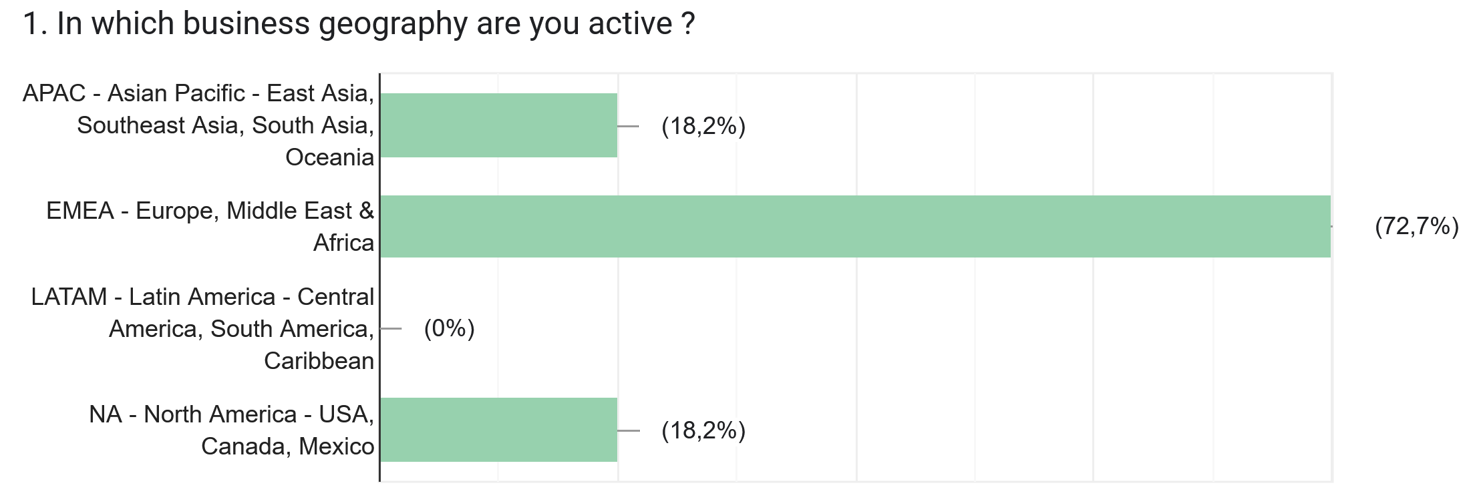
Although we launched the PGGA as a truly GLOBAL alliance — with core team members from both the US and Europe — the membership skews heavily toward the EMEA region. The political climate and culture of each region explain a lot about that.
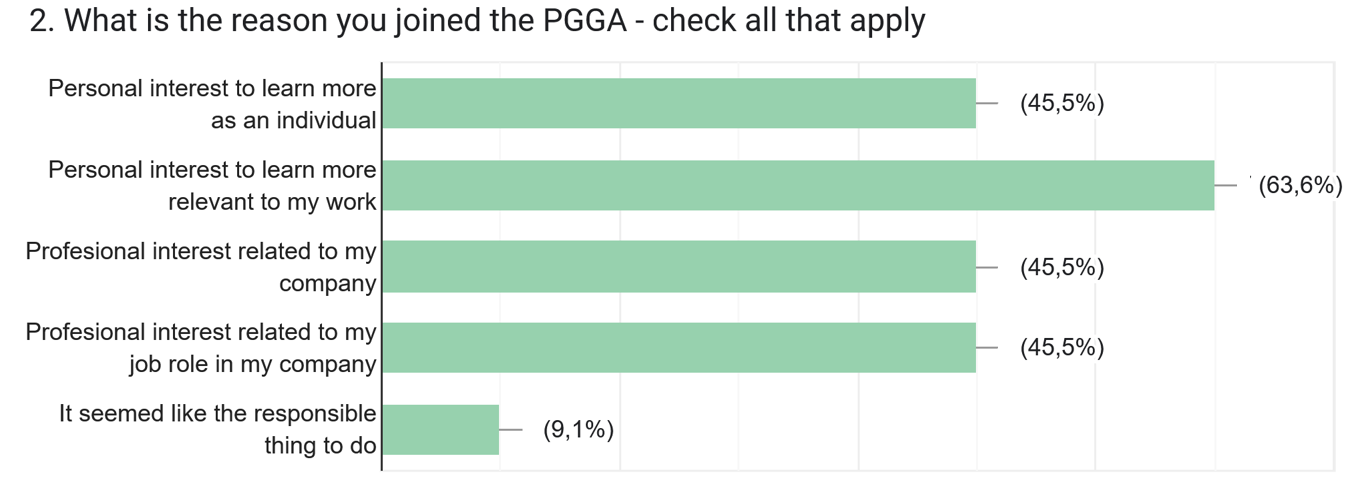
It’s encouraging to see that most people joined out of personal interest, with professional motivations also playing a role. That tells us the PGGA needs to keep its focus on sharing real experiences — not just theory.
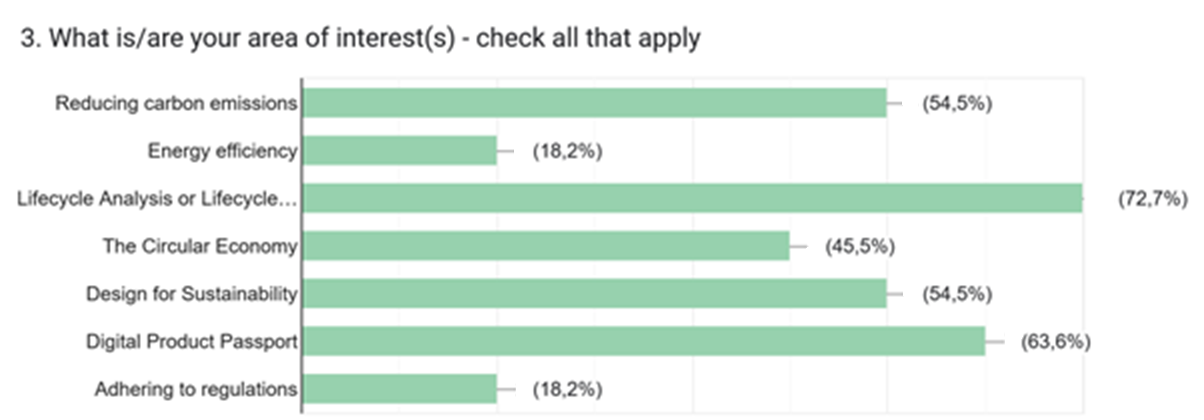
LCA (Life Cycle Analysis or Life Cycle Assessments) stands out as a strong area of interest — and the good news is that several of our core team members are actively working on it. Don’t hesitate to post your questions to the group.
On the Digital Product Passport (DPP), we’re planning an interview and/or webinar. The DPP is a great example of a topic that’s as much about digitizing product information as it is about methodology.
As you may have seen the post The show must go on – but will it be sustainable? last week. Erik Rieger and Matthew Sullivan, the Design for Sustainability team, are actively looking for more participants to help shape guidance in this area.
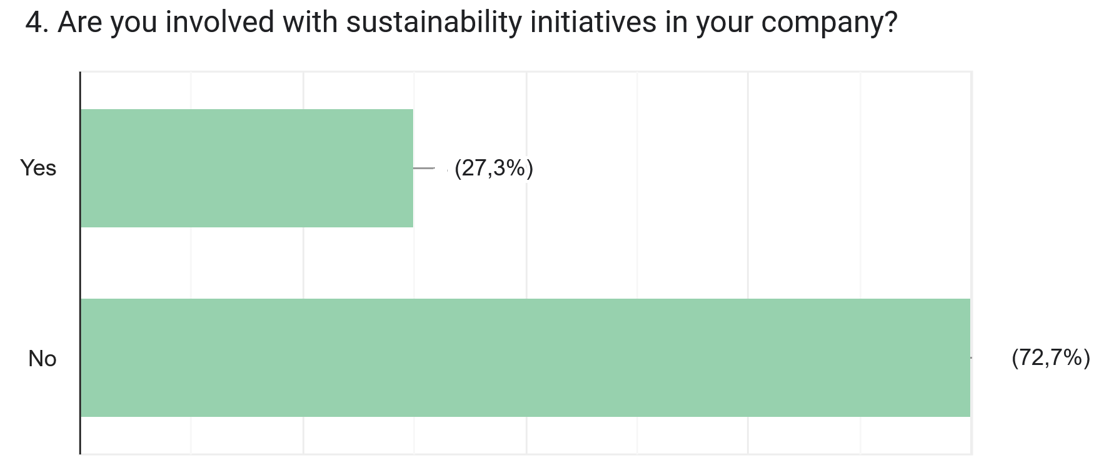
The answers illustrate that for most people, working on sustainability activities is (still) not part of their daily mission.
![]()
Question 5 allowed the participants to vote for topics of interest, and we can summarize the answers as follows:
- Understand what PLM solution providers are offering (we continue with our interviews)
- Discussing how to determine the carbon impact/LCA in the full scope, not only in the design scope and how various platforms contribute to it in the various lifecycle stages.
- Design for Sustainability guidance and info
- The role of PLM and AI in the context of sustainability
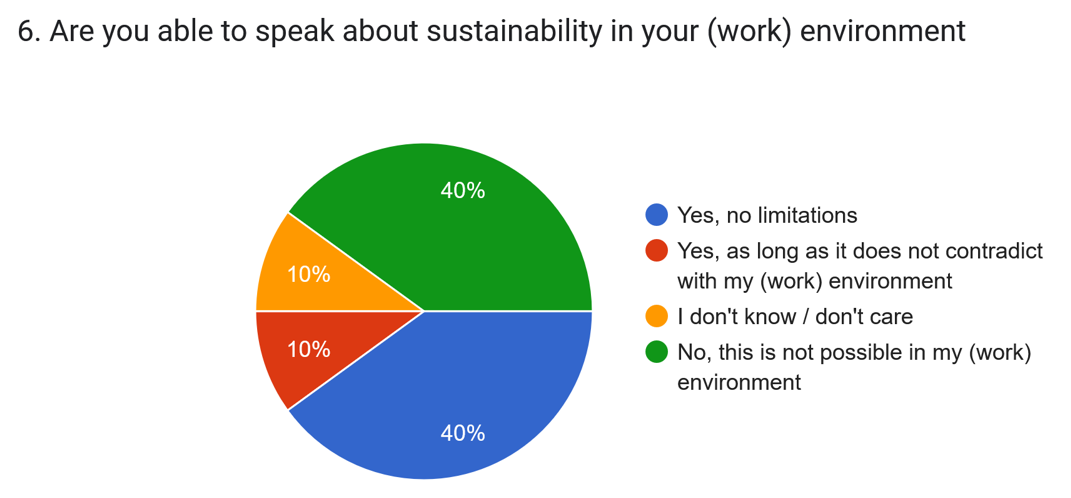
Since the survey was anonymous, we can’t link answers to specific regions. But we’re aware that in some countries, polarization has made certain topics off-limits — either by mandate or out of fear of a difficult working atmosphere.
The last two questions were about potential involvement for the PGGA from the people answering the survey. 3 people responded positively to support the PGGA in action.
 Within the PGGA, everyone is welcome to share their perspective — with respect for those who see it differently. It’s not about being right or wrong. It’s about the dialogue, and about finding paths forward to a future that’s sustainable not just for the planet, but for businesses and the people within them.
Within the PGGA, everyone is welcome to share their perspective — with respect for those who see it differently. It’s not about being right or wrong. It’s about the dialogue, and about finding paths forward to a future that’s sustainable not just for the planet, but for businesses and the people within them.
A low response or apathy?
The survey results are interesting on their own — but when you combine them with the low response rate, they say something more: even in communities that care, mobilizing action is hard.
![]() Are we too busy with the short term, or have we become apathetic to what is happening around us and have the feeling our efforts do not matter?
Are we too busy with the short term, or have we become apathetic to what is happening around us and have the feeling our efforts do not matter?
On that last point, I keep thinking of Hannah Arendt — the German-American historian and philosopher who lived from October 1906 till December 1975.
Her famous book, published after the Second World War, is The Origins of Totalitarianism (1951), an alarming book if you read it in today’s context.
My favorite quote from this book:

Written in the context of the Holocaust, it explained how the indifference of ordinary people allowed atrocities to unfold. Arendt warns against moral detachment. Staying informed and engaged takes effort — but it’s the effort that matters.
Today, she might write:
“Evil thrives on social media, and cannot exist without it.”
To conclude
So what can we do? The conclusion is simple, even if the execution is not directly possible: don’t just watch it burn. Every one of us has a space of influence — in our companies, in our communities, in our professional networks. The energy transition, the circular economy, the push for longer-term thinking — none of these will happen because a government issued a directive or a CEO signed a strategy paper. They happen because individuals within their sphere of influence decide to make them happen.
Where are you standing?
Respond with a “like” if you care!
Recently, I have been reading some interesting posts beyond all the technical discussions related to PLM and AI. Is PLM becoming obsolete? Are we heading to a new type of infrastructure based on MCP agents? Are these agents an example of new ways of collaboration?
Collaboration – it pops up everywhere!

Here is a quote from the article that triggered me:
The 𝐧𝐮𝐦𝐛𝐞𝐫 𝐨𝐧𝐞 𝐫𝐞𝐚𝐬𝐨𝐧 organizations deploy MBSE is not simulation or architecture development. It is 𝐞𝐧𝐡𝐚𝐧𝐜𝐞𝐝 𝐜𝐨𝐥𝐥𝐚𝐛𝐨𝐫𝐚𝐭𝐢𝐨𝐧 𝐚𝐧𝐝 𝐜𝐨𝐦𝐦𝐮𝐧𝐢𝐜𝐚𝐭𝐢𝐨𝐧 — at 67%. But here is the uncomfortable part.
Only 24% reported actually achieving collaboration as a business outcome. That is a 43-point gap between intent and result. Traceability is even worse — 48% deploy MBSE for it, 9% say they have realized it.
What if the problem is not that MBSE fails to deliver collaboration — but that most organizations 𝐧𝐞𝐯𝐞𝐫 𝐝𝐞𝐟𝐢𝐧𝐞 𝐰𝐡𝐚𝐭 𝐛𝐞𝐭𝐭𝐞𝐫 𝐜𝐨𝐥𝐥𝐚𝐛𝐨𝐫𝐚𝐭𝐢𝐨𝐧 𝐥𝐨𝐨𝐤𝐬 𝐥𝐢𝐤𝐞 in measurable terms?
Chad Jackson’s article aligns with many other discussions I had with companies related to PLM (and MBSE) – itinspired me to focus this time on collaboration.
How do we measure collaboration?
My 2015 blog post has the same title: How do you measure collaboration? The post was written at a time when PLM collaboration had to compete with ERP execution stories. Often, engineering collaboration was considered an inefficient process to be fixed in the future, according to some ERP vendors.
 ERP always had a strong voice at the management level—boxes on an org chart, reporting lines, clear ownership and KPIs flowing upward. You could see how the company was performing.
ERP always had a strong voice at the management level—boxes on an org chart, reporting lines, clear ownership and KPIs flowing upward. You could see how the company was performing.
From the management side, accountability flows downward. The architecture of the organization mirrors the architecture of the product, and the architecture of the product mirrors the architecture of the organization.
We have known this for decades; it is Conway’s Law. Yet we are still surprised when silos emerge exactly where we designed them.
The Management Dilemma
 In many of my engagements, the company’s management often struggles to understand the value of collaboration because there is no direct line between collaboration and immediate performance. Revenue can be measured. Cycle times can be measured. Defects can be measured. Even employee turnover can be measured.
In many of my engagements, the company’s management often struggles to understand the value of collaboration because there is no direct line between collaboration and immediate performance. Revenue can be measured. Cycle times can be measured. Defects can be measured. Even employee turnover can be measured.
But collaboration? What is the KPI?
It is a fair question. If something cannot be quantified, it becomes subjective and depends on gut feelings. And if it cannot be tied directly to quarterly results, it often becomes optional.
 The problem is not that collaboration has no impact on performance – look at the introduction of email in companies. Did your company make a business case for that?
The problem is not that collaboration has no impact on performance – look at the introduction of email in companies. Did your company make a business case for that?
Still, it improved collaboration a lot, and sometimes it became a burden with all the CC-messages and epistles exchanged.
Collaboration has an impact, deeply and systematically. But its impact is indirect, delayed, and distributed. It reduces friction, can improve shared understanding and prevent expensive rework.
 The return on investment on collaboration is real, but it does not show up as a clean, linear metric.
The return on investment on collaboration is real, but it does not show up as a clean, linear metric.
For a hierarchical and linearly structured organization, horizontal collaboration is often hard to “sell.”
Back to Conway’s Law
 Organizational structure shapes communication patterns. Communication patterns shape systems.
Organizational structure shapes communication patterns. Communication patterns shape systems.
If your organization is vertical, your product will be vertical. If your incentives are local, your decisions will be local. If your teams are isolated, your solutions will be fragmented.
You cannot expect horizontal behavior from a vertically optimized structure without friction.
Disconnected collaboration initiatives fail because they try to overlay horizontal tools on top of vertical incentives.
Attempts like a new collaboration platform or using shared workspace technology to incentivize collaboration are examples of this approach.
But the underlying structure remains untouched. People are still measured on local performance. Budgets are still allocated per department. Promotions still reward vertical success.
![]() First question to ask in your company: Who is responsible for your PLM/collaboration infrastructure for non-transactional information?
First question to ask in your company: Who is responsible for your PLM/collaboration infrastructure for non-transactional information?
Most likely, it is in the IT or Engineering silo, rarely on a higher organizational level.
And then we are surprised when collaboration stalls?
The Myth of the Tool
Whenever collaboration becomes a pain, people look for IT tools as a cure.
 “We need better platforms.”
“We need better platforms.”
“We need integrated systems.”
and now:
“We need AI – the AI agents will do the collaboration for us.”
Tools matter, but they are amplifiers. They amplify existing behavior. They do not create it. While finalizing this article, I saw this post from Dr. Sebastian Wernicke coming in, containing this quote:
Agents are software. Maturity is culture. And culture, inconveniently, doesn’t come with an install package.
If trust is low, a collaboration platform becomes a battlefield. If incentives are misaligned, shared dashboards become weapons. If fear dominates, transparency becomes a threat.
![]() Collaboration is not a software problem. It is a human problem. Which brings us to something that is rarely discussed in boardrooms: the intrinsic motivation of its employees.
Collaboration is not a software problem. It is a human problem. Which brings us to something that is rarely discussed in boardrooms: the intrinsic motivation of its employees.
The Limbic Brain Is Always There
Beneath the rational layer of strategy and planning sits something older: the limbic system. The part of us that cares about belonging, safety, recognition, autonomy, and purpose.
Collaboration thrives when the limbic brain’s needs are met. It collapses when they are threatened.
- If people feel unsafe, they protect information!
- If they feel undervalued, they withdraw effort!
- If they feel controlled, they resist alignment!
You cannot mandate collaboration if the emotional system of the organization is defensive.
The question is not “How do we force collaboration?”
The question is “How do we create conditions where collaboration feels natural?”
And that requires leaders to connect to the human, not just to the role or an artificial intelligence solution. They should be inspired by this iconic image from Share PLM:

Besides a difficult-to-quantify ROI, there is another reason why collaboration struggles to gain executive traction: it rarely creates immediate success.
It prevents future failure, and we humans in general do not prioritize prevention, thinking of our environmental, financial and potential even health behavior. Where prevention has the lowest cost, most of the time, fixing the damage lies in our nature.
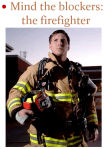 For companies, it is easier to celebrate the hero who fixes a late-stage integration disaster than the quiet team that prevented it months earlier through cross-functional dialogue.
For companies, it is easier to celebrate the hero who fixes a late-stage integration disaster than the quiet team that prevented it months earlier through cross-functional dialogue.
For me, the firefighters are the biggest challenge to successfully implementing a PLM infrastructure. The image to the left comes from a 2014 presentation when discussing potential resistance to a successful PLM implementation.
In vertical systems, firefighting is visible. Prevention is silent and therefore collaboration activities feel like a cost center rather than a strategic lever.
Where to Push, Where to Invest?
![]() If you cannot directly measure collaboration, where should you push? Not in tools alone, slogans or one-off workshops. Invest in shared experiences.
If you cannot directly measure collaboration, where should you push? Not in tools alone, slogans or one-off workshops. Invest in shared experiences.
When people meet outside their vertical silos, something subtle shifts. They see faces instead of functions. They understand constraints instead of assuming incompetence. They replace narratives with conversations.
 Note: shared experiences are not the same as planned online webmeetings that became popular during and after COVID. They have a rigid regime of collaboration enforcement, back-to-back in many companies, most of the time lacking the typical “coffee machine” experiences.
Note: shared experiences are not the same as planned online webmeetings that became popular during and after COVID. They have a rigid regime of collaboration enforcement, back-to-back in many companies, most of the time lacking the typical “coffee machine” experiences.
Also, when looking at events where people share experiences, there is a difference between a traditional vertical PLM/CM/IT/ERP conference where specialists focus on one discipline and on the other side, a human-centric conference, where humans share their experiences in an organization.
The Share PLM Summit in May last year was an eye-opener for me. Starting from the human perspective brought a lot of energy and willingness to discuss various insights – collaboration at its best.
Events, summits, workshops—when done well—create human connection. They remind participants that behind every deliverable sits a person trying to do meaningful work.
The focus on the human perspective is not soft. It is strategic because collaboration is not primarily about information exchange. It is about relationship quality and trust.
The Real Question
 The question is not whether collaboration is valuable. The question is whether we are willing to adjust our vertical incentives to make it possible.
The question is not whether collaboration is valuable. The question is whether we are willing to adjust our vertical incentives to make it possible.
Because collaboration is not free, it requires time. It requires emotional energy. It requires psychological safety. It sometimes requires giving up local control for global benefit.
In systems terms, it requires shifting from local optimization to whole-system optimization.
That is uncomfortable.
But if our products are complex, interconnected, and rapidly evolving—as most are today—then vertical thinking alone is no longer sufficient. The world has become horizontal, even if our org charts have not.
And perhaps the real challenge is not how to measure collaboration, but how to design organizations where collaboration is no longer something we need to sell at all. An article from McKinsey might inspire you here for this transition – for me, it did: Toward an integrated technology operating model.
Beyond AI
While everyone talks and writes about AI, I do not believe AI will solve the collaboration issue. For sure, AI collaboration with agents will increase personal and organizational effectiveness, but it never touches our limbic brain, the irreplaceable part that makes us typical humans and unique.
There will always be a need for that, unless we become numb and addicted to the AI environments. There are various studies popping up on how AI “untrains” our brain muscles, reduces patience and deep thinking. Finding a new human balance is crucial.
Conclusion
Triggered by Chad Jackson’s post about MBSE and collaboration, I took the time to deep-dive into the aspects of collaboration in the PLM domain. How do you manage collaboration?
Come and share your experiences at the upcoming Share PLM 2026 summit from 19-20 May in Jerez. The title of my keynote: Are Humans Still Resources? Agentic AI and the Future of Work and PLM.

This blog post is especially written for our PLM Global Green Alliance LinkedIn members — a message from a “boomer” to the next generation of PLM enthusiasts.
If you belong to that next generation, please read until the end and share your thoughts.
With last week’s announcement from the US government, no longer treating greenhouse gas emissions as a threat to the planet or climate.
We see a push to remove regulations that limit companies from continuing or expanding business without considering the broader consequences for other countries and future generations.
It feels like a short-term, greedy decision, largely influenced by those who benefit from fossil-carbon economies. Decisions like this make the energy transition harder, because the path of least resistance is always the easiest to follow.
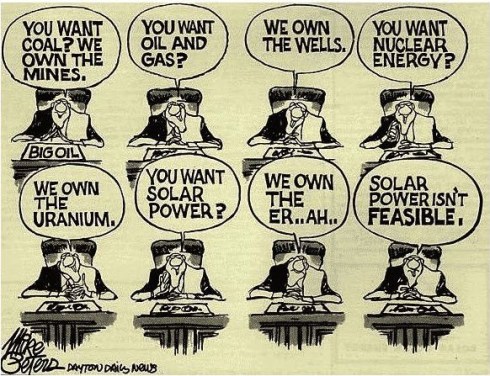
Transitions are never simple. But when science is ignored, data is removed, and opinions replace facts, we are no longer supporting a transition — we are actively working against it.
My Story
 When I started working in the PLM domain in 1999, climate change already existed in the background of society. The 1972 Limits to Growth report by the Club of Rome had created waves long before, encouraging some people to rethink business and lifestyle choices.
When I started working in the PLM domain in 1999, climate change already existed in the background of society. The 1972 Limits to Growth report by the Club of Rome had created waves long before, encouraging some people to rethink business and lifestyle choices.
For me, however, it stayed outside my daily focus. I was at the beginning of my career, excited about the new challenges.
And important to notice that connecting to the internet with a 28k modem was the standard, a world without social media constantly reminding us of global issues.
 I enjoyed my role as the “Flying Dutchman,” travelling around the world to support PLM implementations and discussions. Flying was simply part of the job. Real communication meant being in the same room; early phone and video calls were expensive, awkward, and often ineffective. PLM was — and still is — a human business.
I enjoyed my role as the “Flying Dutchman,” travelling around the world to support PLM implementations and discussions. Flying was simply part of the job. Real communication meant being in the same room; early phone and video calls were expensive, awkward, and often ineffective. PLM was — and still is — a human business.
Back then, the effects of carbon emissions and global warming felt distant, almost abstract. Only around 2014 did the conversation become more mainstream for me, helped by social media, before algorithms and bots began driving polarization.
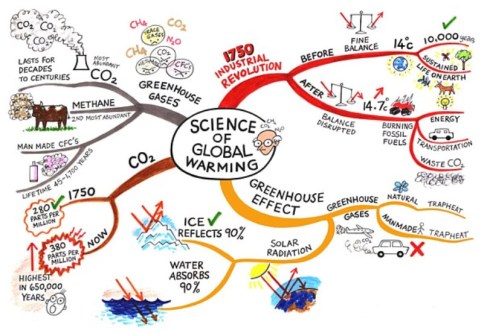
In 2015, while writing about PLM and global warming, I realized something that still resonates today: even when we understand change is needed, we often stick to familiar habits, because investments in the future rarely deliver immediate ROI for ourselves or our shareholders.
The PLM Green Global Alliance
When Rich McFall approached me in 2019 with the idea of creating an alliance where people and companies could share ideas and experiences around sustainability in the PLM domain, I was immediately interested — for two reasons.
- First, there was a certain sense of responsibility related to my past activities as the Flying Dutchman. Not guilt — life is about learning and gaining insight — but awareness that I needed to change, even if the past could not be changed.
- Second, and more importantly, the PLM Green Global Alliance offered a way to contribute. It gave me a reason to act — for personal peace of mind and for future generations. Not only for my children or grandchildren, but for all those who will share this planet with them.
In the first years of the PGGA, we saw strong engagement from younger professionals. Over time, however, we noticed that career priorities often came first — which is understandable.
Like me at the start of my career, many focus first on building their future. Career and sustainability can coexist, but investing extra time in long-term change is not easy when daily responsibilities already demand so much.
Your Chance to Work on the Future
 The real challenge lies with those willing to go the extra mile — staying focused on today’s business while also investing energy in the long-term future.
The real challenge lies with those willing to go the extra mile — staying focused on today’s business while also investing energy in the long-term future.
At the same time, I understand that not everyone is in a position to speak out or dedicate time to sustainability initiatives. Circumstances differ. For many, current responsibilities leave little space for additional commitments.
Still, for those willing to join us, we have two requests to better understand your expectations.
Two weeks ago, I connected with our 40 newest members of the PLM Green Global Alliance. We are now close to 1,600 members — up from around 1,500 in September 2025, as mentioned in Working on the Long Term.
That post was a gentle call to action. Seeing our PGGA membership continue to grow is encouraging — and naturally raises a question:
1. What motivates people to join the PGGA LinkedIn group?
So far, only a small number of the recent new members have completed a survey that was especially sent to them to explore changing priorities. Due to the low response, we extended the invitation to all members. We are curious about your expectations — and quietly hopeful about your involvement.
If you haven’t filled in the survey yet, please click here and share your feedback. The survey is anonymous unless you choose to leave your details for follow-up. We will share the results in approximately 2 weeks from now.
2. Design for Sustainability – your contribution?
Last year, Erik Rieger and Matthew Sullivan launched a new workgroup within the PLM Green Global Alliance focused on Design for Sustainability. While the initial energy was strong, changes in personal priorities meant the team could not continue at the pace they hoped. Since many new members have joined since last May, we decided to relaunch the initiative.
If you are interested in contributing to the revival of Design for Sustainability, please take five minutes to complete the short survey. Your input will help shape the direction of the DfS working group and frame future discussions.
Note: If you are worried about clicking on the links for the survey, you can always contact us directly (in private) to share your ambition
Conclusion
The outside world often pushes us to focus only on daily business. In some places, there is even active pressure to avoid long-term sustainability investments. Remember that pressure often comes from those invested in keeping the current system unchanged.
If you care about the future — your generation and those that follow — stay engaged. Small actions by millions of people can create meaningful change.
We look forward to your input and participation.
— says the boomer who still cares 😉

The last month, it seems like in my ecosystem, people are incredibly focused on “THE BOM” combined with AI agents working around the clock. One of the reasons I have this impression, of course, is my irregular participation in the Future of PLM panel discussions, moderated and organized by Michael Finocharrio.
Yesterday, the continuously growing Future of PLM team held another interesting discussion: “A BOMversation”. You can watch the replay and the comments during the debate here: To BOM or Not to BOM: A BOMversation
 On the other hand, there is Prof. Jorg Fischer with his provocative post: 📌 2026 – The year we have to unlearn BOMs! –
On the other hand, there is Prof. Jorg Fischer with his provocative post: 📌 2026 – The year we have to unlearn BOMs! –
Sounds like a dramatic opening, but when you read his post and my post below, you will learn that there is a lot of (conceptual) alignment.
Then there are PLM vendors who announce “next-generation BOM management,” startup companies that promise AI-powered configuration engines, and consultants who explain how the BOM has become the foundation of digital transformation. (I do not think so)
And as Anup Karumanchi states, BOMs can be the reason if production keeps breaking.
 I must confess that I also have a strong opinion about the various BOMs and their application in multiple industries.
I must confess that I also have a strong opinion about the various BOMs and their application in multiple industries.
My 2019 blog post: The importance of EBOM and MBOM is in the top 3 of most-read posts. BOM discussions, single BOM, multiview BOM, etc., always attract an audience.
I continuously observe a big challenge at the companies I am working with – the difference between theory and reality.
![]() If the BOM is so important, why do so many organizations still struggle to make it work across engineering, manufacturing, supply chain, and service?
If the BOM is so important, why do so many organizations still struggle to make it work across engineering, manufacturing, supply chain, and service?
The answer is two-fold: LEGACY DATA, PROCESSES and PEOPLE, and the understanding that the BOM we are using today was designed for a different industrial reality.
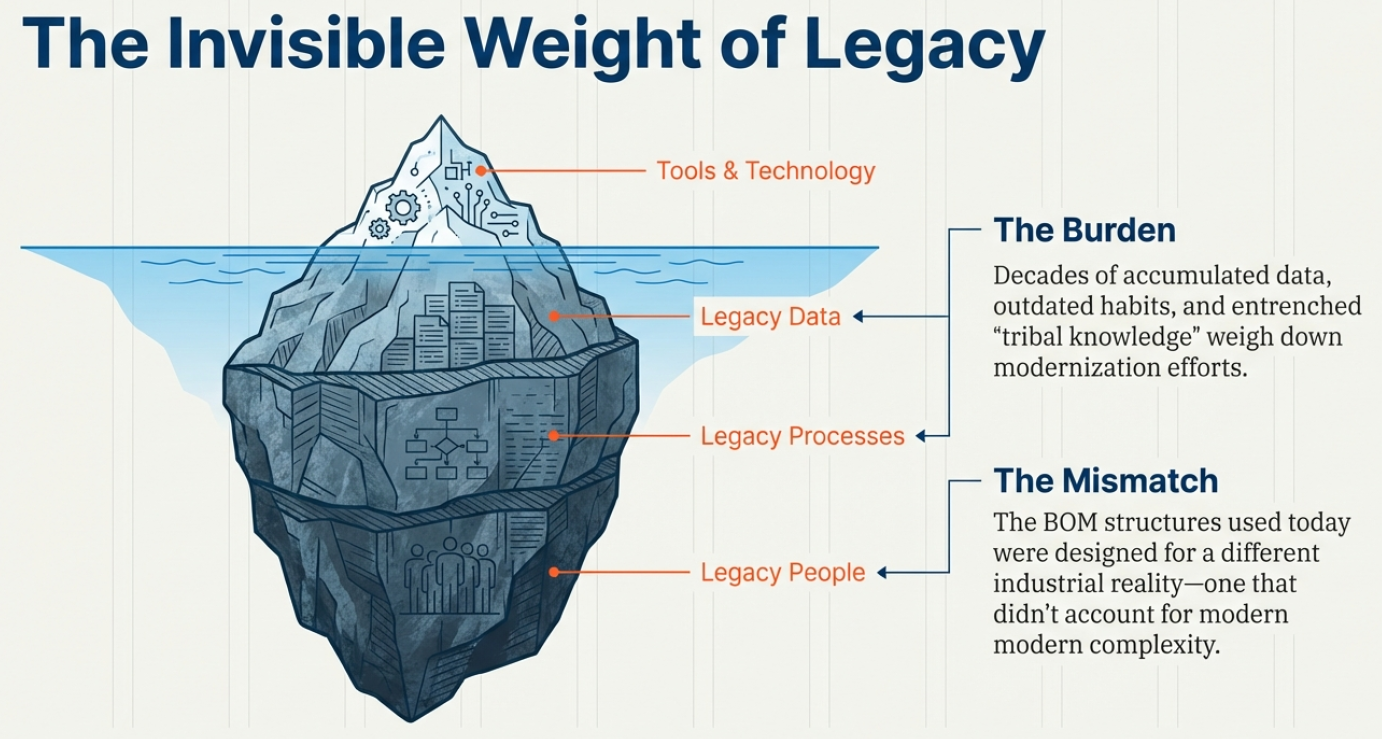
Let me share my experiences, which take longer to digest than an entertaining webinar.
Some BOM history and theory
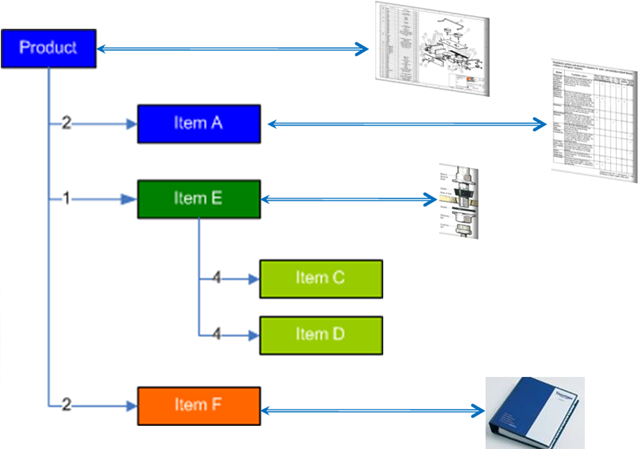 Historically, the BOM was a production artifact. It described what was needed to build something and in what quantities. When PLM systems emerged, the 3D CAD model structure became the authoritative structure representing product definition, driven mainly by the PLM vendors with dominant 3D CAD tools in their portfolio.
Historically, the BOM was a production artifact. It described what was needed to build something and in what quantities. When PLM systems emerged, the 3D CAD model structure became the authoritative structure representing product definition, driven mainly by the PLM vendors with dominant 3D CAD tools in their portfolio.
As the various disciplines in the company were not integrated at all, the BOM structure derived from the 3D CAD model was often a simplified way to prepare a BOM for ERP. The transfer to ERP was done manually (retype the structure in ERP), advanced (using Excel export and import with some manipulation) or advanced through an “intelligent” interface.
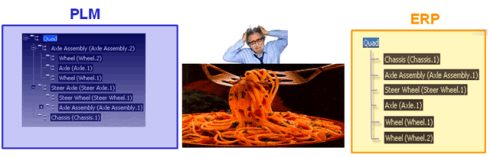
![]() There are still a lot of companies working this way, probably because, due to the siloed organization, there is no one owning or driving a smooth flow of information in the company.
There are still a lot of companies working this way, probably because, due to the siloed organization, there is no one owning or driving a smooth flow of information in the company.
The need for an eBOM and mBOM
When companies become more mature and start to implement a PLM system, they will discover, depending on their core business processes, that it makes sense to split the BOM concept into a specification structure, the eBOM and a manufacturing structure for ERP, the mBOM.
The advantage of this split is that the engineering specification can remain stable over time, as it provides a functional view of the product with its functional assemblies and part definitions.
 This definition needs to be resolved and adapted for a specific plant with its local suppliers and resources. PLM systems often support the transformation from the eBOM to a proposed mBOM, and if done more completely with a Bill of Process.
This definition needs to be resolved and adapted for a specific plant with its local suppliers and resources. PLM systems often support the transformation from the eBOM to a proposed mBOM, and if done more completely with a Bill of Process.
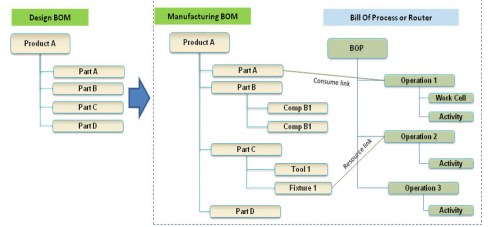
The advantages of a split in an eBOM and an mBOM are:
- Reduced the number of engineering changes when supplier parts change
- Centralized control of all product IP related to its specifications (eBOM/3DCAD)
- Efficient support for modularity, as each module has its own lifecycle and can be used in multiple products.
Implementing an eBOM/mBOM concept
The theory, the methodology and implementation are clear, and you can ask ChatGPT and others to support you in this step.
However where ChatGPT or service providers often fail is to motivate a company to move to this next steps, as either their legacy data and tools are incompatible (WHY CHANGE?), the future is not understood and feels risky (I DON’T LIKE IT) or for political career reasons a change is blocked (I DON’T LIKE YOU or the HIPPO says differently)
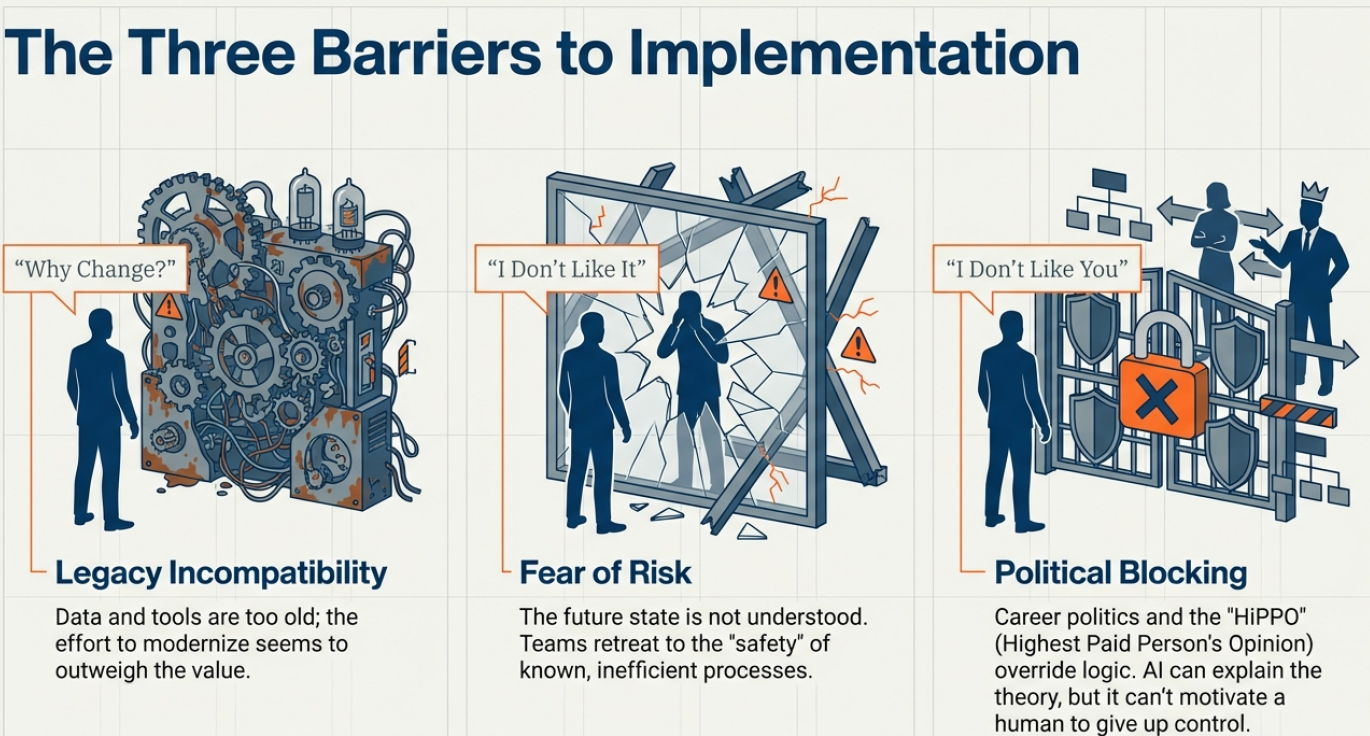
Image inspired by Share PLM and Peter Vind’s messaging
Extending to the sBOM
When you sell products in large volumes, like cars or consumer products, companies have discovered and organized a well-established service business, as the margins are high here.
Companies that sell almost unique solutions for customers, batch-size 1 or small series, are also discovering or asked by their customers to come up with service plans and related pricing.
 The challenge for these companies is that there is a lot of guesswork to be done, as the service business was not planned in their legacy business. A quick and dirty solution was to use the mBOM in ERP as the source of information. However, the ERP system usually does not provide any context information, such as where the part is located and what potential other parts need to be replaced—a challenging job for service engineers.
The challenge for these companies is that there is a lot of guesswork to be done, as the service business was not planned in their legacy business. A quick and dirty solution was to use the mBOM in ERP as the source of information. However, the ERP system usually does not provide any context information, such as where the part is located and what potential other parts need to be replaced—a challenging job for service engineers.
A less quick and still a little dirty solution was create a new structure in the PLM system, which provided the service kits and service parts for the defined product, preferably done based on the eBOM, if an eBOM exists.
![]() The ideal solution would be that service engineers are working in parallel and in the same environment as the other engineers, but this requires an organisational change.
The ideal solution would be that service engineers are working in parallel and in the same environment as the other engineers, but this requires an organisational change.
The organization often becomes the blocker.
As long as the PLM system is considered a tool for engineering, advanced extensions to other disciplines will be hard to achieve.
A linear organization aligned with a traditional release process will have difficulties changing to work with a common PLM backbone that satisfies engineering, manufacturing engineering and service engineering at the same time.
Now, the term PLM becomes Product Lifecycle MANAGEMENT and this brings us to the core issue: the BOM is too often reduced to a parts list without understanding the broader context of the product, needed for service or operation support where artifacts can be hardware and software in a system.
What is really needed is an extended data model with at least a logical product structure that can represent multiple views of the same product: engineering intent, manufacturing reality, service configuration, software composition, and operational context. These views should not be separate silos connected by fragile integrations. They should be derived from a shared, consistent digital infrastructure – this is what I extract from Prof. Jorg Fischer’s post, be it that he comes with a strong SAP background and focus on CTO+
 Most companies are still organized around linear processes with a focus on mechanical products: engineering hands over to manufacturing, manufacturing hands over to service, and feedback loops are weak or nonexistent.
Most companies are still organized around linear processes with a focus on mechanical products: engineering hands over to manufacturing, manufacturing hands over to service, and feedback loops are weak or nonexistent.
Changing the BOM without changing the organization is like repainting a house with structural cracks. It may look better, but the underlying issues remain.
Listen to this snippet from the BOMversation where Patrick Hilberg touches this point too.
With this approach, the digital thread becomes more than a buzzword. A digital thread must provide digital continuity, which means that changes propagate across domains, that data is contextualized, and that lifecycle feedback flows back into product development. Without this continuity, digital twins concepts remain isolated models rather than living representations of real products.
![]() However, the most significant barrier is not technical. It is organizational. There is an interesting parallel with how we address climate change and are willing to take action against it.
However, the most significant barrier is not technical. It is organizational. There is an interesting parallel with how we address climate change and are willing to take action against it.
For decades, we have known what needs to change. The science is precise. The solutions exist. Yet progress is slow because transformation requires breaking established habits, business models, and power structures.
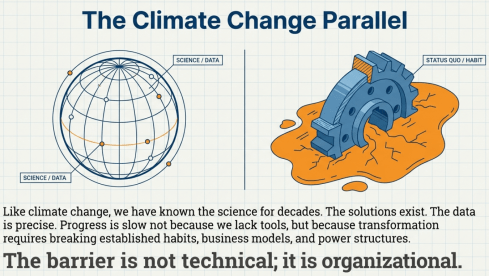
Digital transformation in product lifecycle management follows a similar pattern. Everyone agrees that data silos are a problem. Everyone wants “end-to-end visibility.” Yet few organizations are willing to rethink ownership of product data and processes fundamentally.
So what does the future BOM look like?
It is not a single hierarchical tree. It is part of a maze; some will say it is a graph. It is a connected network of product-related information: physical components, software artifacts, service elements, configurations, requirements, and operational data. It supports multiple synchronized views without duplicating information. It evolves as products change when operated in the field.
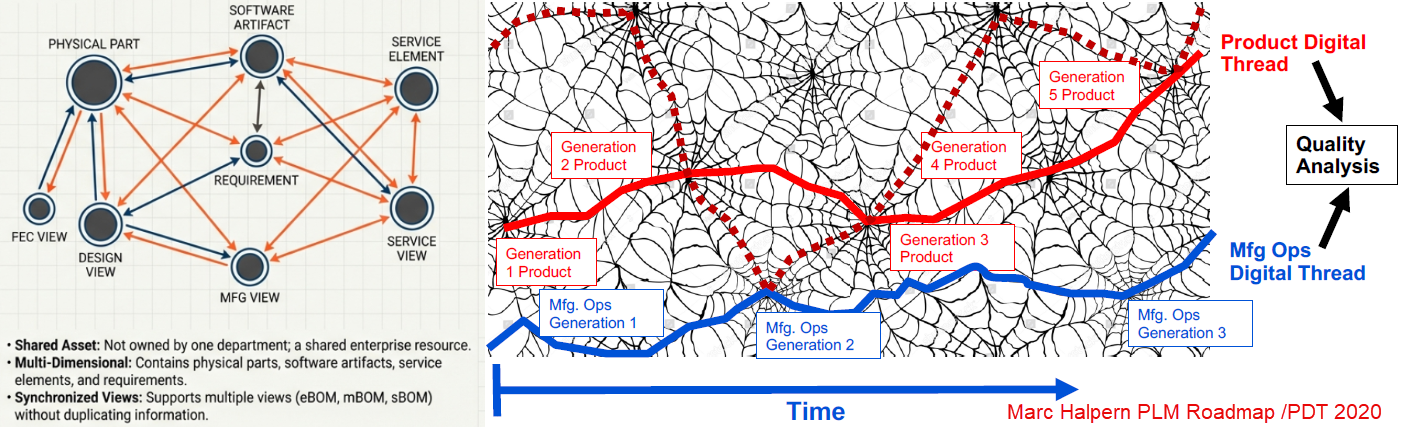
The evolving understanding of the BOM and its context
Most importantly, it is not owned by one department. It becomes a shared enterprise asset – with shared accountability for various datasets. But we should not abandon the BOM concept. On the contrary, the BOM remains essential and managing BOMs consistently is already a challenge.
But its role must shift from being a collection of static structures to becoming part of the digital product definition infrastructure, extended by a logical product structure and beyond – the MBSE question.
![]() The BOM is not dead. But the traditional BOM mindset is no longer sufficient. The question is not whether the BOM will change. It already is. The real question is whether organizations are ready to change with it.
The BOM is not dead. But the traditional BOM mindset is no longer sufficient. The question is not whether the BOM will change. It already is. The real question is whether organizations are ready to change with it.
Conclusion
Inspired by various BOMversations and AI graphical support, I tried to reflect the business reality, observed for over 10++ years. Technology and the Academic truth do not create breakthroughs in organisations due to the big legacy and fear of failure. Will AI fix this gap, as many software vendors believe, or do we need a new generation with no legacy PLM experience, as some others suggest? Your thoughts?
p.s. My trick to join the BOMversation without being thrown from the balcony 🙃


Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…