
You are currently browsing the tag archive for the ‘ENOVIA’ tag.
 I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
The conference was, for me, like a reunion. As I have worked for over 25 years in the SmarTeam, ENOVIA and 3DEXPERIENCE eco-system, now meeting people I have worked with and have not seen for over fifteen years.

My presentation: Sustainability Demands Virtualization – and it should happen fast was based on explaining the transformation from a coordinated (document-driven) to a connected (data-driven) enterprise.
There were 100+ attendees at the conference, mainly from Europe, and most of the presentations were coming from customers, where the breakout sessions gave the attendees a chance to dive deeper into the Dassault Systèmes portfolio.
Here are some of my impressions.
The power of ENOVIA and NETVIBES
 I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
However, at this conference, I discovered the data intelligence side that Dassault Systèmes is bringing with its NETVIBES brand.
Where I would classify the ENOVIA part of the 3DEXPERIENCE platform as a traditional System of Record infrastructure (see Time to Split PLM?).
I discovered that by adding NETVIBES on top of the 3DEXPERIENCE platform and other data sources, the potential scope had changed significantly. See the image below:
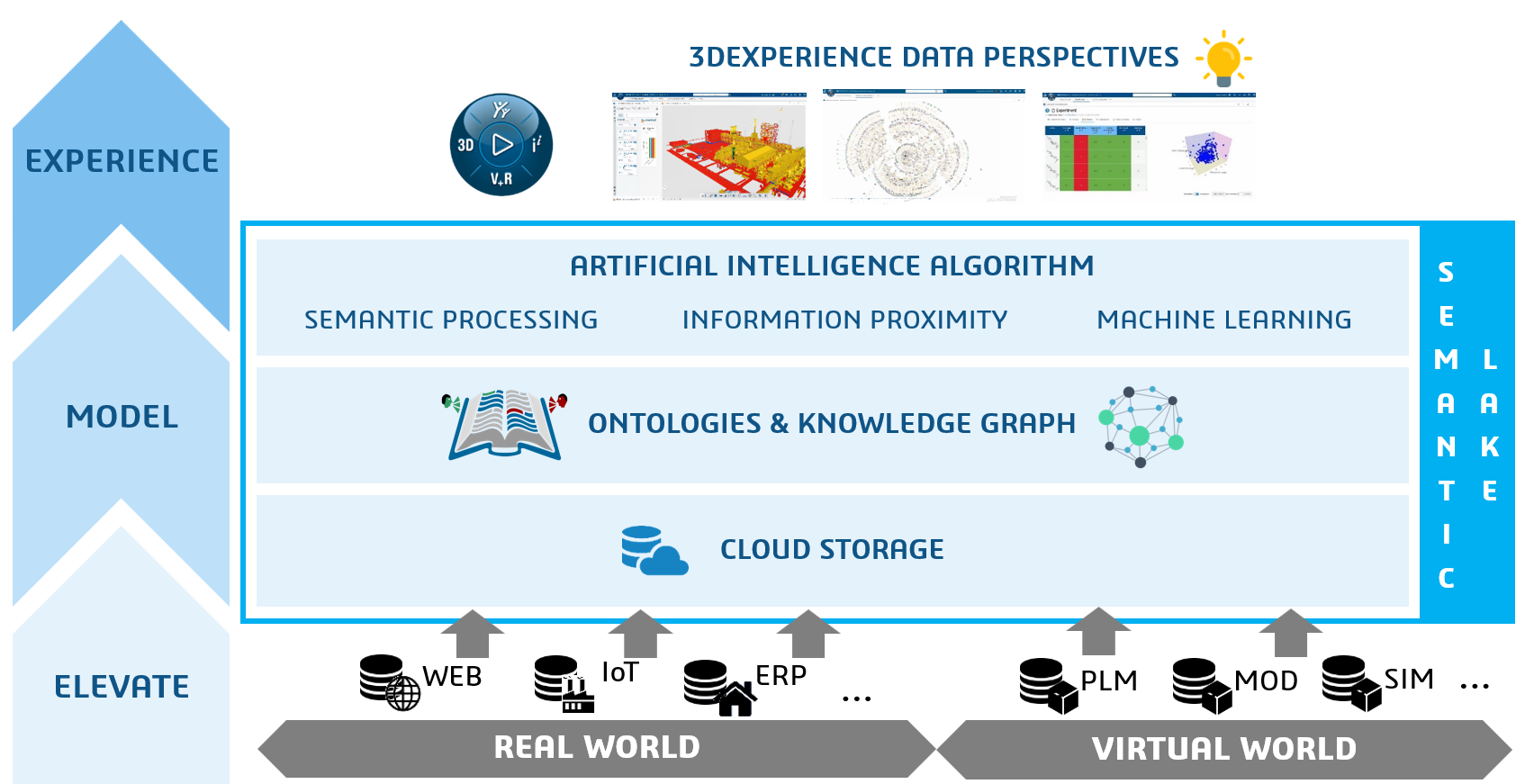
As we can see, the ontologies and knowledge graph layer make it possible to make sense of all the indexed data below, including the data from the 3DEXPERIENCE Platform, which provides a modern data-driven layer for its consumers and apps.
The applications on top of this layer, standard or developed, can be considered Systems of Engagement.
 My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
The Virtual Twin versus the Digital Twin
It is interesting to notice that Dassault Systèmes consistently differentiates between the definition of the Virtual Twin and the Digital Twin.
According to the 3DS.com website:
Digital Twins are simply a digital form of an object, a virtual version.
Unlike a digital twin prototype that focuses on one specific object, Virtual Twin Experiences let you visualize, model and simulate the entire environment of a sophisticated experience. As a result, they facilitate sustainable business innovation across the whole product lifecycle.
Understandably, Dassault Systemes makes this differentiation. With the implementation of the Unified Product Structure, they can connect CAD geometry as datasets to other non-CAD datasets, like eBOM and mBOM data.
The Unified Product Structure was not the topic of this event but is worthwhile to notice.
REE Automotive
![]() The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
REE Automotive is an Israeli technology company that designs, develops, and produces electric vehicle platforms. Their mission is to provide a modular and scalable electric vehicle platform that can be used by a wide range of industries, including delivery and logistics, passenger cars, and autonomous vehicles.

 Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
REE decided from the start to implement its PLM backbone in the cloud, a logical choice for such a global spread company.
 The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The current challenge for REE is implementing the manufacturing processes (EBOM- MBOM) and complying as much as possible with the out-of-the-box best practices to make their cloud implementation future-proof.
Groupe Renault
 Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
I remember them as one of the first references for the ENOVIA V6 backbone.
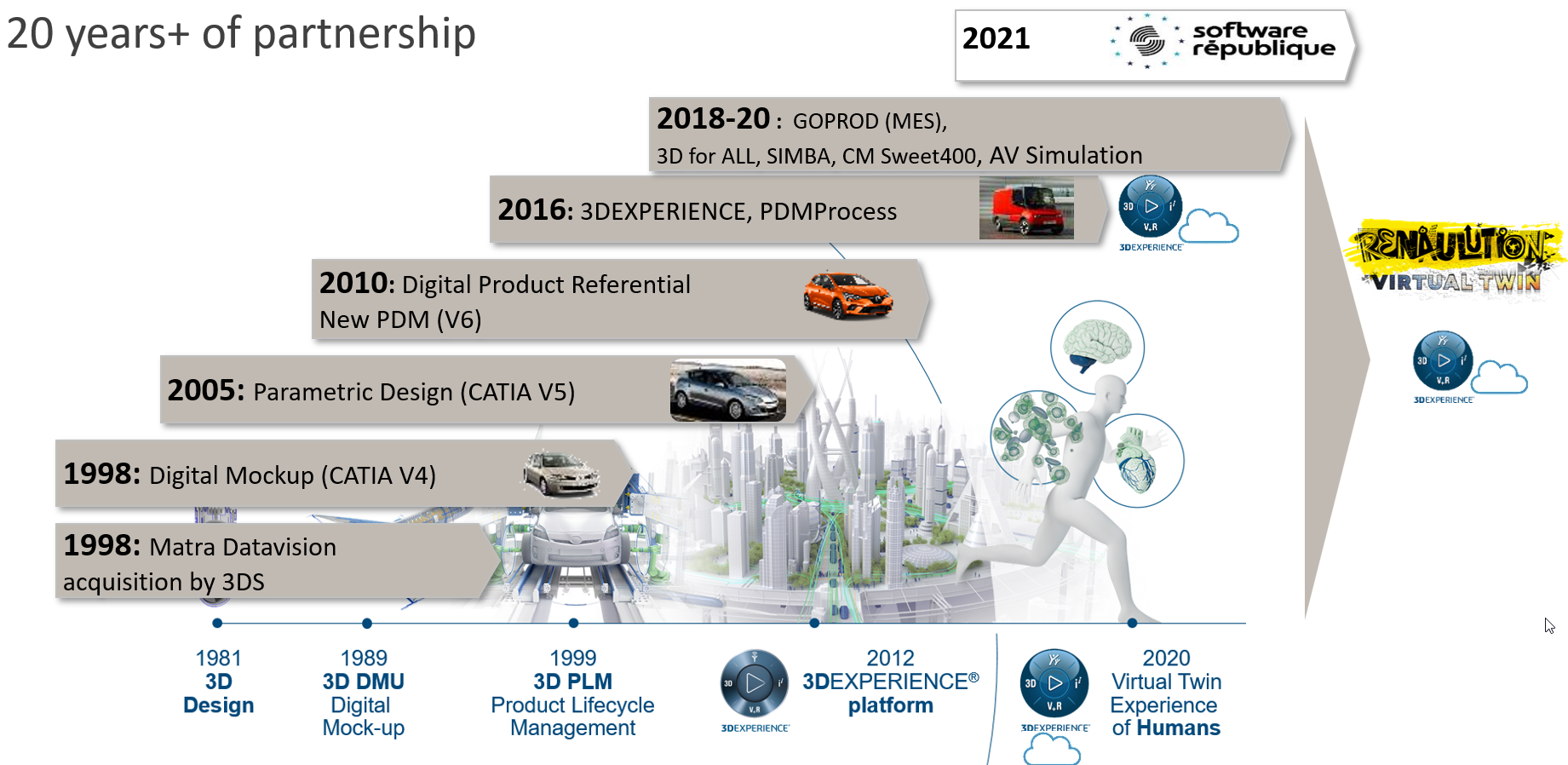
The Renaulution Virtual Twin ambition: from engineering to enterprise platform, is enormous, as you can see below:
Each of the three pillars has transformational aspects beyond traditional ways of working. For each pillar, Olivier explained the business drivers, expected benefits, and why a new approach is needed. I will not go into the details in this post.

However, you can see the transformation from an engineering backbone to an enterprise collaboration platform – The Renaulution!.
Ahmed Lguaouzi, head of marketing at NETVIBES, enforced the extended power of data intelligence on top of an engineering landscape as the target architecture.
Renault’s ambition is enormous – the ultimate dream of digital transformation for a company with a great legacy. The mission will challenge Renault and Dassault Systèmes to implement this vision, which can become a lighthouse for others.
3DS PLM Journey at MIELE
 An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
Miele has been a family-owned business since 1899, making high-end domestic and commercial equipment. They are a typical example of the power of German mid-market companies. Moreover, family-owned gives them stability and the opportunity to develop a multi-year transformation roadmap without being distracted by investor demands every few years.
 André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
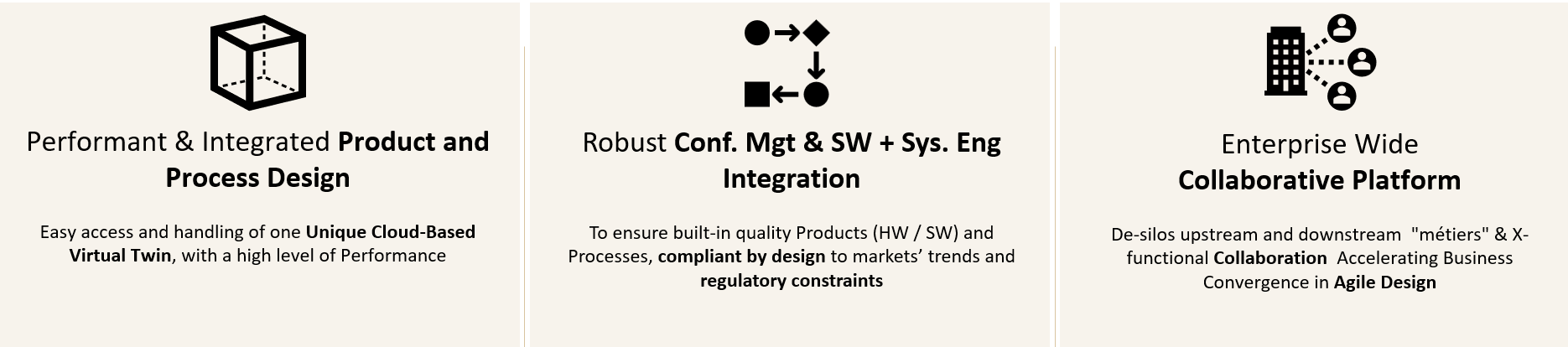
As the slide below illustrates, the team is working on four typical transformation drivers:
- Providing customers with connected, advanced products (increasing R&D complexity)
- Providing employees with a modern, digital environment (the war for digital talent)
- Providing sustainable solutions (addressing the whole product lifecycle)
- Improving internal end-to-end collaboration and information visibility (PLM digital transformation)

André talked about their DELMIA pilot plant/project and its benefits to connect the EBOM and MBOM in the 3DEXPERIENCE platform. From my experience, this is a challenging topic, particularly in German companies, where SAP dominated the BOM for over twenty years.
 I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
And more …
Besides some educational sessions by Dassault Systemes (Laurent Bertaud – NETVIBES data science), there were also other interesting customer testimonies from Fernando Petre (IAR80 – Fly Again project), Christian Barlach (ISC Sustainable Construction) and Thelma Bonello (Methode Electronics – end-to-end BOM infrastructure). All sessions helped to get a better understanding about what is possible and what is done in the domain of PLM.
Conclusion
I learned a lot during these days, particularly the virtual twin strategy and the related capabilities of data intelligence. As the event was also a reunion for me with many people from my network, I discovered that we all aim at a digital transformation. We have a mission and a vision. The upcoming years will be crucial to implement the mission and realizing the vision. It will be the early adopters like Renault pushing Dassault Systèmes to deliver. I hope to stay tuned. You too?
NOTE: Dassault Systèmes covered some of the expenses associated with my participation in this event but did not in any way influence the content of this post.

![]() Again three busy weeks and I envy my colleagues who had the time to write a blog post on a regular base.
Again three busy weeks and I envy my colleagues who had the time to write a blog post on a regular base.
Two major topics kept me busy:
- explaining the complete PLM scenario from concept (initial BOM), through CAD, through EBOM and MBOM to a final shipped product. I will come back on this topic in future posts as it even goes beyond my old post: Where is the MBOM. To be more detailed in the future
- analyzing ROI and predicting ROI for various PLM implementations. And this is the topic I want to share 2 experiences with you, and I am curious for feedback or other viewpoints
Where is my ROI, Mister Voskuil?
 Some years ago I supervised a PLM implementation and I only was involved after the company had already implemented their 3D CAD software (SolidWorks) after years of 2D AutoCAD. The reason for my visit was that the technical manager was a good guy in monitoring the productivity of his engineering department.
Some years ago I supervised a PLM implementation and I only was involved after the company had already implemented their 3D CAD software (SolidWorks) after years of 2D AutoCAD. The reason for my visit was that the technical manager was a good guy in monitoring the productivity of his engineering department.
And then he showed me some statistics. Working with AutoCAD 2D was defined as the baseline. Implementing SolidWorks brought initially a drop in their drawing output (pay attention to the wording) but after 6 – 9 month the started to be more efficient with SolidWorks and at that time the output was rated at 120 % (or sometimes even more due to more and enhanced product modeling)
Then came the SmarTeam implementation and again the output of the engineering department dropped and going down to 70 % and after a year effort of the SmarTeam implementing VAR, they were still not happy as output was below 100 % still.
![]()
Conclusion from their side: There is no ROI on implementing PLM
In the following discussion, we discovered that the working methods of the engineers had changed. Less freedom in adding data, incomplete information as the integration with SolidWorks enforced a more strict methodology to the CAD users (who of course complained). The effect of the changed working procedures was however that downstream tasks should have been eliminated. In production preparation 4 people were in the past completing, checking the engineering BOM coming from the design department. They fixed the mistakes and then typed them all in another order into their ERP system for production.
 It appeared that those 4 people had a much easier job – first of all, they did not complain. Data was immediately on release of the design sent to the ERP system – no manual interaction – and there they could pick-up the EBOM and adapt it for production. There was less search work to do – as the designer already provided validated input plus there were no typos anymore. Amazingly these 4 people never complained to their management that they could do more, they kept on having their ‘busy’ days.
It appeared that those 4 people had a much easier job – first of all, they did not complain. Data was immediately on release of the design sent to the ERP system – no manual interaction – and there they could pick-up the EBOM and adapt it for production. There was less search work to do – as the designer already provided validated input plus there were no typos anymore. Amazingly these 4 people never complained to their management that they could do more, they kept on having their ‘busy’ days.
Morale 1: Measuring ROI in a single department (often a mid-market characteristic) does not give you a good understanding of PLM benefits. PLM once implemented correct, affects the whole organization
We know there is ROI, but where is it ?
 As you noticed, a less confronting customer, as we all feel being involved in a successful PLM implementation going in the right direction. Yes, perhaps a little to slow, but the advantage is that people start to see the benefits of a ‘single version of the truth’ – we haven’t reached the advanced scenarios yet as I mentioned in the top.
As you noticed, a less confronting customer, as we all feel being involved in a successful PLM implementation going in the right direction. Yes, perhaps a little to slow, but the advantage is that people start to see the benefits of a ‘single version of the truth’ – we haven’t reached the advanced scenarios yet as I mentioned in the top.
But now we tried to measure, as I also wrote in previous posts, if you had your organization under control before PLM, in that case, you would be able to measure the impact – after 6 months / after 12 months / after 2 years?
It is like climate change, statistics demonstrate there is a trend and I believe we have an impact on this planet. Still, skeptics (luckily less and less) explain to us that it is just a normal climate variation, and after 10 – 50 years we will have a new ice age. Not sure if these people are optimists or …….. it just does not fit in their lives
But PLM is somehow the same, we see it has an impact, we measure and try to explain, especially in the mid-market companies, skeptics is a natural survival mechanism as you cannot risk to be too optimistic. (This is how startup’
 So in our situation, we started to fill in spreadsheets which brought huge benefits. Imagine searching goes much faster – let’s say instead of 1 hour per day we need only 10 minutes per day per employee. We have 120 people per day searching for data, does it mean we can do it with 20 people instead? Or what would these people do in the remaining 50 minutes per hour?
So in our situation, we started to fill in spreadsheets which brought huge benefits. Imagine searching goes much faster – let’s say instead of 1 hour per day we need only 10 minutes per day per employee. We have 120 people per day searching for data, does it mean we can do it with 20 people instead? Or what would these people do in the remaining 50 minutes per hour?
Right, they will find other work to do – less stress, more time to chat with colleagues, have a coffee and above all, they won’t complain. People are flexible in filling their day and if the company is lucky some of the ambitious people might fill their day with innovation or other relevant improvements.
Morale 2: Even if there is an indisputable ROI on a PLM implementation, the management should analyze what should be the impact on the organization. Invest more in creativity/engineering instead of quality assurance? In the mid-market, this might be perceived as a bad sign – as the quality is key. But how much money would we make on a high-quality product that no-body buys anymore?
Conclusion: With these two anecdotes I tried to share my ROI struggle which is still following PLM. I am looking forward to more anecdotes or inputs on the soft side of ROI. Be welcomed to join the discussion
 This week was again a week with several customer visits and discussions around PLM implementations. As analysts like CIMdata, AMR Research, the Aberdeen group are all claiming that PLM will be the next thing for small and medium manufacturing companies, the discussion around PLM is ongoing. Of course, PLM vendors are adapting their messaging and sometimes their products towards the SMB.
This week was again a week with several customer visits and discussions around PLM implementations. As analysts like CIMdata, AMR Research, the Aberdeen group are all claiming that PLM will be the next thing for small and medium manufacturing companies, the discussion around PLM is ongoing. Of course, PLM vendors are adapting their messaging and sometimes their products towards the SMB.
Some vendors like PTC and UGS try to downscale their existing products mainly by changing the packaging of the product (but it remains a PLM system originally designed for enterprises) others like Dassault Systemes have a special SMB offering with full PLM capabilities, ENOVIA SmarTeam.
But let’s assume we have the ideal PLM solution for an SMB company. This was the start point, I had during my meetings this week. How would you motivate a company to implement PLM, knowing all the constraints of SMB companies? Miki Lumnitz wrote about it in his blog –PLM for SMB who are those companies?
I noticed one of the main issues for discussion is the handling of the MBOM (Manufacturing BOM). So let’s look at the different viewpoints in a company.
EBOM (Engineering Bill Of Materials)
 “The EBOM reflects the way a product was functionally designed”
“The EBOM reflects the way a product was functionally designed”
When engineers define a product, they design (or reuse) assemblies (modules) and add new parts and assemblies to the design. When working with a 3D CAD system, saving the product results in a document structure that resembles a lot the engineering BOM. Traditionally companies got the impression that by changing this EBOM structure a little, they would have a structure ready for manufacturing, called the MBOM.
MBOM (Manufacturing Bill of Materials)
“The MBOM reflects the way a product will be manufactured”
The MBOM is a structure derived from the EBOM. The main changes from EBOM to MBOM are: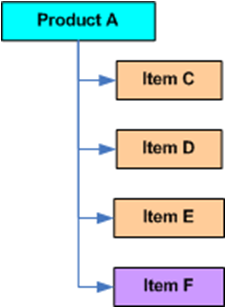
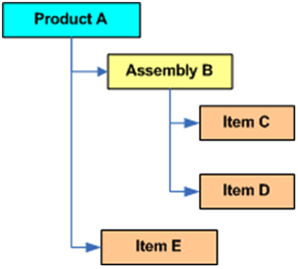
- removal of subassemblies that do not exist in the physical world. For example a grouping of two parts that are logically grouped by the designer, but as a group does not make sense for manufacturing (Assembly B).
- And in addition to non-design items which are needed for manufacturing the product. For example paint or grease. (Item F)
Traditionally – and also in the companies I was visiting – the EBOM is the domain for the engineering department and with additional modifications, they provide a BOM (is it EBOM or MBOM ?) to the ERP system. Some companies add non-engineering items to their design – they draw a can of paint in their design to make sure the paint is part of the BOM. Some work with phantom production order to address the usage of subassemblies by engineering.
Both EBOM and MBOM definitions are preparations before production can start. The EBOM and MBOM contain the product knowledge, how to build and how to manufacture a product. For that reason, they should be handled in the PLM system. The main reasons for that are:
- during process engineering, there is a need to use, analyze and sometimes adapt engineering data. This can be done in the most efficient way within one system where all product data is available
- PLM systems, like ENOVIA SmarTeam, contain tools to create quickly based on certain rules an MBOM derived from the EBOM and when changes occur even compare both structures again, to adapt to these changes
- Having a single environment for product definition and manufacturing improves the total product understanding
So where is the MBOM?
Ask yourself as a company ” where do I handle the MBOM ?” Some of you might say, we do not have an MBOM as our EBOM with some modifications is already good enough for manufacturing. Many companies might say, we manage the MBOM in the ERP system as this is (was) the only system we had where we could define such structures. These companies are candidates for improving their Concept to Manufacturing process, as for sure either users or working methods are compromised to work with the MBOM in the ERP system.
Some might says: Do we still need ERP systems?
Yes, as ERP systems are built to schedule and execute the production of well-defined products in the most efficient way. ERP systems are needed for the execution, often the core activity for manufacturing systems.
PLM systems are the reason that ERP systems can execute, they bring the product definition and information to produce a product. And in case the company designs and manufactures excellent and innovative products the future is bright.
But we should not consider engineering activities in the same way as production activities.
Einstein once said (and he is not an expert anyway):
Innovation is not the product of logical thought, even though the final product is tied to a logical structure
I am curious to learn where you manage your MBOM

Last week I visited the ECC in Munich, a conference where around 1000 people attended. It was an excellent event for networking and being in touch with customers, implementers of the ENOVIA brand. The V6 announcement and demonstrations were the major key-note sessions and they showed the focus on real global collaboration for big enterprises.
In the industrial tracks I followed the Aerospace / Defense track (approx 80 attendees), where European companies like Airbus, Aermacchi and Messier-Dowty gave their status and vision on their core development processes, supported by sessions from IBM and Dassault Systems.
 Interesting to learn from this session was that all agree that the classical hierarchical structure in the supply chain will disappear and that it will be more and more a network of suppliers working together, with much more responsibility and risk sharing for the supply chain partners. This higher responsibility and risk requires supplier to work with a PDM system too, and Airbus stated that for future contracts with suppliers this is a must – either integrated or interfaced.
Interesting to learn from this session was that all agree that the classical hierarchical structure in the supply chain will disappear and that it will be more and more a network of suppliers working together, with much more responsibility and risk sharing for the supply chain partners. This higher responsibility and risk requires supplier to work with a PDM system too, and Airbus stated that for future contracts with suppliers this is a must – either integrated or interfaced.
Suppliers who do not meet these quality standards by having PLM implemented will not get new contracts anymore and in the next three years we will see a change in the supplier network and collaboration technology, based on solutions upcoming from Dassault and other software suppliers.
On the second day I attended the ENOVIA SmarTeam track (approx 100 people) where beside the current roadmap an interesting scenario was explained how the smaller and medium enterprises could work on V5 but thanks to the coexistence capabilities of V6 could collaborate with V6 companies or even inside their company could work on both levels in the future. It will be interesting to follow this approach.
Finally on June 9th the European soccer championship started. The Dutch team did not perform well during the qualification rounds and we were all afraid for the real tournament.
But miracles still happen – enjoy

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…