
You are currently browsing the category archive for the ‘Data centric’ category.
 In nearly twenty years of coaching PLM implementations, I’ve noticed something striking: these projects often mirror politics—not just in complexity, but in the blame game that follows when things go wrong.
In nearly twenty years of coaching PLM implementations, I’ve noticed something striking: these projects often mirror politics—not just in complexity, but in the blame game that follows when things go wrong.
When something goes wrong, people rarely see it as an opportunity to solve the issue together. They look for someone to blame instead.
That happens in politics and in Product Lifecycle Management. I wrote about it in 2019, The PLM Blame Game—and most of those observations still hold—although the emphasis has shifted.
But what if the real issue isn’t the system or the technology? What if it’s the human connections—or lack thereof—that determine success?
Political systems/ PLM approaches
In democracies, everyone debates priorities, but progress is slow. Stakeholders defend their own interests, consultants favor preferred solutions, and vendors promise the moon. Long-term plans such as digital transformation often stall.
![]() The result is familiar: each leadership change resets ambitions, leaving users with mixed messages and less commitment – sounds familiar in PLM?.
The result is familiar: each leadership change resets ambitions, leaving users with mixed messages and less commitment – sounds familiar in PLM?.
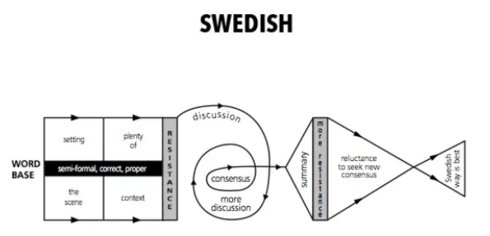
From: Communication charts around the world
Then there are the autocracies, where a single dominant view determines the path. Usually, that view comes not from the CEO but from the CFO or CIO. These leaders often have a limited understanding of product lifecycle management and instead rely on trusted networks.
That is why some companies choose SAP because “all enterprises run on SAP” or Teamcenter because “everyone in automotive uses Teamcenter.” Strategic consultants reinforce the same pattern with their own preferred solutions.
![]() The result: Surface-level alignment, but resistance beneath the surface—another familiar PLM scenario.
The result: Surface-level alignment, but resistance beneath the surface—another familiar PLM scenario.
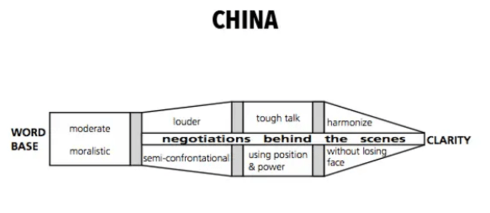
From: Communication charts around the world – 2014 China
In smaller companies, a populist version often appears. Without a strong strategic layer, the loudest voices from vendors and implementers shape the company’s view. That is the riskiest setup because vision and strategy are effectively outsourced. Early in my career, I often heard:
“You know solution XYZ, so tell us what to do.”
![]() The result is predictable: no one in the company feels a true sense of ownership of the business outcome – the type of situations I have been mediating the most.
The result is predictable: no one in the company feels a true sense of ownership of the business outcome – the type of situations I have been mediating the most.
Of course, the analogy is imperfect. Countries usually lack competition, so citizens cannot simply switch. Still, it is a useful way to frame what happens in PLM.
They – not us – are the problem!
 In the past, debates focused on who was to blame for project problems, often blaming the stakeholder who was not at the table.
In the past, debates focused on who was to blame for project problems, often blaming the stakeholder who was not at the table.
Vendors and implementers blamed customers, vendors and customers blamed implementers, and implementers blamed vendors. My role in PLM mediations was to get everyone into the same room.
 But one issue always remained:
But one issue always remained:
Blaming the customer is difficult when the customer is assumed to be right – They are paying the bill and not always with pleasure.
Why 70 % of PLM implementations fail – or not?
 For decades, we have heard horror stories about failed PLM implementations, each supposedly explained by one simple cause.
For decades, we have heard horror stories about failed PLM implementations, each supposedly explained by one simple cause.
Depending on who tells the story, the culprit is the software, the company culture, poor user involvement, or unrealistic ambitions without a budget or understanding.
![]() But the truth is more nuanced: many of these implementations did not actually fail completely.
But the truth is more nuanced: many of these implementations did not actually fail completely.
People react strongly to the word failure because no one wants to be associated with it.

Yet, in software, ‘failing fast’ is often celebrated—it’s a way to adapt early. PLM is slowly catching on, with the rise of Minimum Viable Product (MVP) approaches. Instead of waiting for a ‘perfect’ big-bang rollout, companies now start with a working foundation and iterate as needs emerge.”
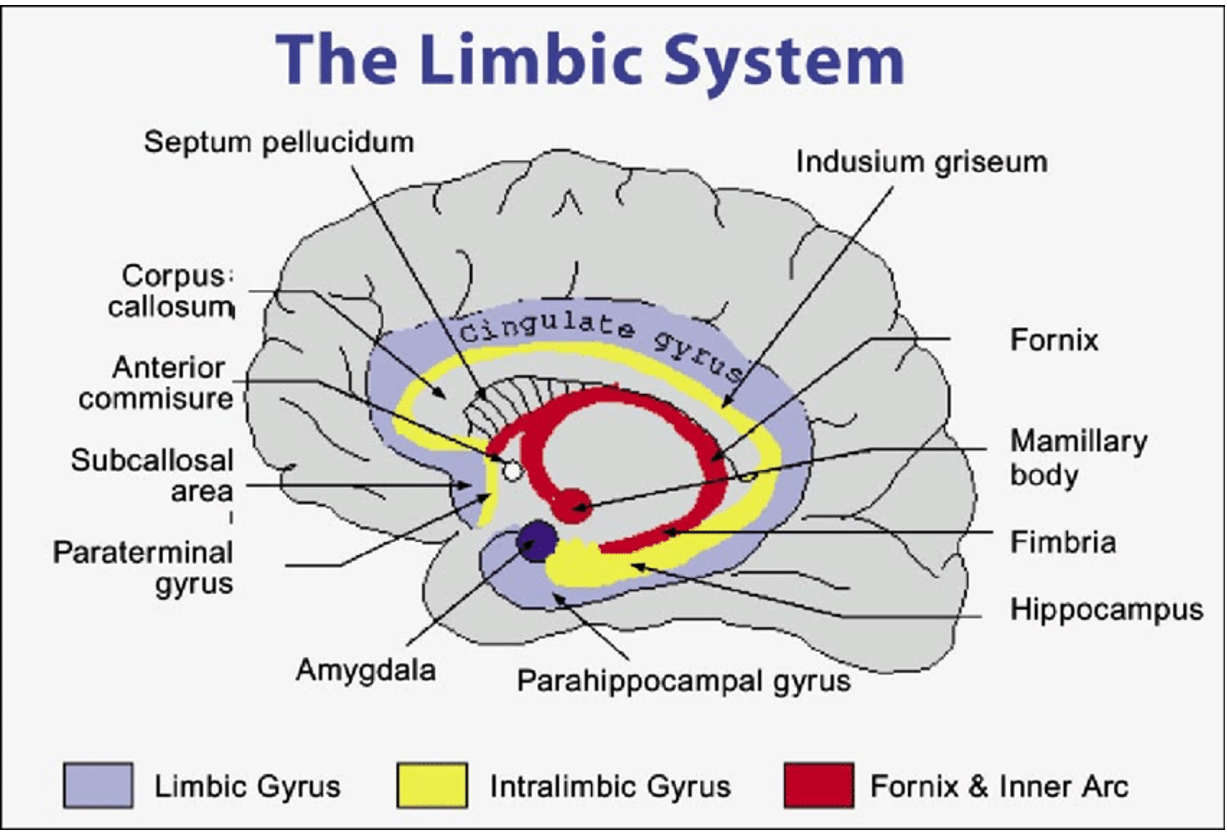
 That only works if the company owns its vision and strategy. An MVP approach also demands end-to-end stakeholder involvement, because everyone contributes to the solution. At the same time, our limbic brain works against us: it pushes us to protect what we know and react strongly to change.
That only works if the company owns its vision and strategy. An MVP approach also demands end-to-end stakeholder involvement, because everyone contributes to the solution. At the same time, our limbic brain works against us: it pushes us to protect what we know and react strongly to change.
That reaction shows up in PLM projects too. The loudest critics get the most attention, which makes it easy to conclude a program failed—even when it is working for most people who have adapted to the change.
And now, a new trend has emerged:
PLM systems are failing!
Now, a new claim is gaining traction: PLM systems themselves are failing. With the rise of AI, traditional vendors are being blamed for failing to provide the right infrastructure or opportunities for AI-enabled capabilities.

After years of success built on legacy platforms, vendors now face growing pressure from opinion leaders calling for change.
 Martin Eigner has made this point in several posts:
Martin Eigner has made this point in several posts:
- Why We’re “Optimizing” Problems We Created Ourselves
- 50 % failure rate is not an accident
- My vision for the next 5 years
 Oleg Shilovitsky has made similar arguments:
Oleg Shilovitsky has made similar arguments:
- Did We Solve PLM, or Just Learn How to Describe It?
- Who can replace the big three PLM and why that may be the wrong question in the Age of AI?
- Is Product Memory Just a New Name for PLM?
 Prof. Dr. Jörg W. Fischer wrote:
Prof. Dr. Jörg W. Fischer wrote:
- Will we ever solve PLM? We did, but AI has taken over.
- Digitalization has failed to deliver on its central promise! Why?
 Doug Macdonald wrote about the shortcomings of Legacy PLM, which most companies imagine/practice:
Doug Macdonald wrote about the shortcomings of Legacy PLM, which most companies imagine/practice:
- The shortcomings of Legacy PLM
- Could you manage the development of a toothbrush in a Legacy PLM system
I agree with much of this critique, for sure, if you still consider PLM a system rather than a product lifecycle management strategy implemented through a federated infrastructure of systems.
 The posts I referred to highlight real problems from the past and suggest that new insights and AI might help us build better businesses. The question is whether that promise will be fulfilled.
The posts I referred to highlight real problems from the past and suggest that new insights and AI might help us build better businesses. The question is whether that promise will be fulfilled.
Creating the human thread
 AI could help businesses break through organizational silos by pulling together information across functions.
AI could help businesses break through organizational silos by pulling together information across functions.
That would make concepts such as the digital thread and digital twin easier to implement without relying on dedicated interfaces.
This shift creates both opportunity and risk.
If AI reduces the need for siloed optimization, traditional middle-management roles will change. The key question is whether companies are willing to rethink their structures or stay constrained by Conway’s Law.
It could also make many methodology debates less important.
Today, we as consultants often promote methodologies shaped by our own experience or vendor narratives. The long-running eBOM–mBOM debate is a good example. Across industries and platforms, the answer is often more straightforward than the discussion suggests.
As AI absorbs more collective knowledge, the role of PLM experts and consultants will shift. At the Share PLM Summit in Jerez, we discussed what should come next: a stronger focus on human connection.
 That is why I use the term human thread: the network of relationships that connects people across the business. Michael Finochario (Fino) touches on the same shift in his post on the changing balance between humans and technology, in his review of my session in Jerez.
That is why I use the term human thread: the network of relationships that connects people across the business. Michael Finochario (Fino) touches on the same shift in his post on the changing balance between humans and technology, in his review of my session in Jerez.
Others are moving in the same direction. This week, Helene Älander shared a post that makes a similar point.
Helene’s post and the related discussion suggest a growing belief that transformation depends less on technology alone and more on human connection and motivation inside the company.
A quote from Helene’s post, and I recommend reading the full post and thread.
One lesson has stayed with me ever since:
Transformation rarely fails because of technology. It slows down when the distance between executive ambition and middle-management reality becomes too large.
For now, I call this the need for the human thread. A successful transformation starts with an end-to-end human connection across the business, with people treating that connection as a shared priority.
Because people are intrinsically motivated by a human connection.
![]() The human thread requires a new approach, new forms of workshops and learning sessions where leaders, managers, and employees work together on the desired business flow.
The human thread requires a new approach, new forms of workshops and learning sessions where leaders, managers, and employees work together on the desired business flow.
Helene Älander points in this direction, and Share PLM supports it through initiatives such as Share The Nest.
Also this year at the Share PLM Summit in Jerez, Andreas Wank described how Pepperl+Fuchs made a breakthrough by bringing people together. As Fino in his review post quoted:
No one on the team wanted to make a decision because every decision affected someone else. So they put 30 people in one room for a week and forced them to make decisions. Not perfect decisions. Working hypotheses. That was a critical insight: In PLM, waiting for perfect certainty kills momentum.
The year before, at the 2025 Share PLM Summit, Andrea Järvrén already shared a similar lesson, describing how Tetra Pak used design sprints to advance its PLM work by prioritizing human interaction.
It is an unstoppable trend – the human thread popping up in more and more conversations.
Conclusion
The time for blaming systems, technology, and methodology should fade into the background. Companies need to focus on building business flow through the human thread—the human connections that drive commitment, motivation, and change.
So, here is the question: Are we ready to stop blaming systems and start building the human thread? Or will we keep repeating the same patterns, just with fancier technology?

![]() Erik Rieger and Matthew Sullivian have been active last year, organizing a workgroup related to Design for Sustainability, as you might recall from earlier posts: Towards a shared definition of Design for Sustainability.
Erik Rieger and Matthew Sullivian have been active last year, organizing a workgroup related to Design for Sustainability, as you might recall from earlier posts: Towards a shared definition of Design for Sustainability.
As part of this exploration, Erik Rieger and Jos Voskuil had a conversation with Adrian Segens, an experienced professional at Cambridge Design Partnership and a thought leader in packaging, recycling, and sustainability, contributing to industry discussions, reports, and LinkedIn posts.
For that reason, we were happy to record an interview with Adrian, discussing his background in sustainability, the connection to businesses and the concept of Product As A Service – a must for a circular economy.
Enjoy the 36-minute interview below:
The images presented during this recording can be found HERE.
What we learned
- Sustainability is an Economic Imperative: the effort to sustain a “working and livable economy and society” for a global population of eight billion people. The transition to a circular economy is an economic necessity because current resource use and climate emissions are tied directly to how we make and consume products.
- The shift to ‘Product as a Service’ (PaaS) is essential: Manufacturers must retain ownership of material flows—a cornerstone of circularity and a sustainable economic model. This approach replaces the unpredictability of one-time sales with steady, predictable revenue, long-term customer value, and a reduced reliance on virgin resources.
- Recycling is a Low Priority on the “Ladder of 10”: A major misconception is that the circular economy is primarily about recycling. In reality, recycling is ranked eighth in a ten-stage hierarchy of circularity. Higher-value strategies include rethinking the business model (the second step), reusing products (the most preferred method), and refurbishing equipment.
- Digitalization is essential for Scaling: The circular economy cannot scale without digitalization, as we need full traceability of materials and outcomes. Technologies like Digital Product Passports (DPP) and Product Lifecycle Management (PLM) are necessary to provide the end-to-end visibility required to track every product in the field, manage complex return logistics, and collect metadata to improve future designs.
Want to learn more?
Adrian recommends that we dive deeper following these links:
- Learn more about Cambridge Design Partnership and its activities.
- Follow and connect with Adrian Segens on LinkedIn, and reach out with your questions.
- Learn more about WEF’s Circular Car Initiative as a great vision of what a circular future looks like.
- Watch this documentary about Adrien’s hero: Dieter Rams.
Conclusion
We all agree that the transition to a circular economy is an economic necessity, requiring a fundamental shift toward product-as-a-service models. Understanding that product design is the most effective lever for reducing environmental impact, prioritizing high-value actions like reuse and refurbishment over recycling.
For us as a PLM community, the circular economy cannot function at scale without digitalization. Success relies on end-to-end visibility, enabled by modern, data-driven PLM infrastructures, to manage material flows and leverage data for continuous improvement.
We have work to do

![]() It has been quiet at the beginning of this year, with presentations and interviews from the PLM Green Global Alliance, mainly due to several activities from the core PGGA team in the background.
It has been quiet at the beginning of this year, with presentations and interviews from the PLM Green Global Alliance, mainly due to several activities from the core PGGA team in the background.
Rich McFall stepped back, and with him, the management of the PGGA website.
Sabine and Klaus Brettschneider have meanwhile migrated the website to a new environment with a more modern look and feel, complemented by a redesign of our logo by our partner CIMPA PLM Services. Sabine’s expertise in e-commerce and digital user experience played a key role in shaping the new platform, while Klaus contributed his experience in sustainability and PLM.
As a group of volunteers, we are proud of the result and continue to work to improve it where needed, while encouraging our members to make active contributions.
![]() Have a look at the website plmgreenalliance.com and give us your feedback (and support).
Have a look at the website plmgreenalliance.com and give us your feedback (and support).
Back to the interviews
 Despite political headwinds, businesses have been implementing more sustainability initiatives, and we were curious to hear from PLM vendors and implementers about what they are currently observing and offering to the field.
Despite political headwinds, businesses have been implementing more sustainability initiatives, and we were curious to hear from PLM vendors and implementers about what they are currently observing and offering to the field.
You can always read about these interviews on our PLM Green Global Alliance website or subscribe to our YouTube channel, @PLM_Global_Green_Alliance, where we share interview recordings.
This time, Klaus Brettschneider, our LCA moderator, and Jos Voskuil spoke with Eduardo Salva from Siemens Digital Industries Software, who was recommended to us as the expert on the global Teamcenter product portfolio, particularly the Sustainability Lifecycle Assessment environment.
Siemens Digital Industries
![]() We don’t think Siemens Digital Industries needs an introduction in the world of PLM; with its broad portfolio, you might miss some of its sustainability initiatives and offerings.
We don’t think Siemens Digital Industries needs an introduction in the world of PLM; with its broad portfolio, you might miss some of its sustainability initiatives and offerings.
Therefore, we were happy to speak to Eduardo Silva about his personal passion and his professional activities within Siemens Digital Industries related to Sustainability.
Enjoy the 36-minute discussion here:
What we have learned
- Siemens enterprise-wide commitment to Sustainability under the “DEGREE” framework, a holistic sustainability program with measurable KPIs across ethics, governance, and environmental impact, targeting full implementation by 2030. Siemens Impact 2025
- Sustainability at the engineer’s desktop: AI-Driven Sustainability solution within Teamcenter, through a partnership with Makersite, supporting “one-click” LCA calculations. The result: Automated ISO-compliant LCAs/PEFs/EPDs built by engineers to assess eco-design decisions early in the design phase (“shifting left”).
- Sustainability is no longer optional: it is regulation-driven. Under ESPR, the Digital Product Passport (DPP) will require manufacturers to provide verified, lifecycle-based product data (including carbon footprint), forcing OEMs—especially in automotive and batteries—to pass these reporting requirements down to their suppliers
- Sustainable engineering is shifting from document-based reporting to structured product data. Regulations today require standardized lifecycle data, creating the foundation for advanced analytics, digital twins, and AI-driven optimization. Platforms like Catena-X are emerging to enable secure data exchange across the value chain
Want to learn more?
- Product Announcement: Siemens’ AI-powered Lifecycle Assessment software | Siemens
- Product Page: Teamcenter – develop sustainable products | Siemens
- Blog: Transform your competitive edge with Teamcenter Sustainability Lifecycle Assessment – Teamcenter
Conclusion
The conversation with Siemens Digital Industries shows that sustainability in PLM is moving from ambition to execution, if you recall our earlier interviews. Now LCA must become part of everyday engineering work, supported by structured product data, automation, and collaboration across the value chain.
With regulations such as ESPR and the Digital Product Passport accelerating the need for reliable lifecycle information, companies that embed sustainability early in design will be better prepared for compliance while also creating opportunities for innovation, transparency, and competitive advantage.
![]() Those who follow my blog know that whenever I visit an event, I push myself to write a review the weekend after to share the experience. However, this time after the conference, I have been exploring further the Andalusian culture, making me realize that this is exactly what makes the conference different and stand out.
Those who follow my blog know that whenever I visit an event, I push myself to write a review the weekend after to share the experience. However, this time after the conference, I have been exploring further the Andalusian culture, making me realize that this is exactly what makes the conference different and stand out.
Where traditional conferences are often in cold high-tech places, efficiently to reach, making it for attendees an event in their comfort zone, the Share PLM Summit is held in a grand bodega in the unhurried scenery of Jerez de la Frontera.

![]() An experience best described by Helena Alander in her recent post: “I have never taken the time to invest in myself.” – Read the post, she shares a great reflection.
An experience best described by Helena Alander in her recent post: “I have never taken the time to invest in myself.” – Read the post, she shares a great reflection.
As the focus of Share PLM is to focus on human-centric transformations, there is much more focus on the human experiences of people implementing transformations in their companies.
The human focus translates into a diverse audience and one big common theme for all, instead of a traditional industry or technology focus.
With more than a hundred attendees, the conference felt like a big family gathering where you can easily connect and learn from everyone. I believe this type of conference will be the future in the age of AI.

The many sponsors that joined the conference were also a part of the success. Without their support and human-centric messages, it would be hard to make this event sustainable 😉
![]() If you want to read an impression of each session, Michael Finocchareo made a great effort to share the highlights of each session – you can find all his excellent reviews here: Share PLM Summit – Fino Summary Post Index.
If you want to read an impression of each session, Michael Finocchareo made a great effort to share the highlights of each session – you can find all his excellent reviews here: Share PLM Summit – Fino Summary Post Index.
And now some of my personal highlights from the conference!
The Role of People in Transformation Programs: Experience LEAN
 An interesting learning experience was the session from Javier Sánchez, who is a plant manager at Kerry in Spain, about the implementation of LEAN at several plants in Spain.
An interesting learning experience was the session from Javier Sánchez, who is a plant manager at Kerry in Spain, about the implementation of LEAN at several plants in Spain.
Where initially we might think that PLM and plant operations are two different worlds, Javier was able to take us on the journey of implementing a LEAN program for the Spanish plants. There was so much communality to PLM implementations when dealing with behavioural change and the uncertainty of people.
![]() Change can only happen when people in the organisation understand and trust what is going to happen and that they are part of a change for their benefit.
Change can only happen when people in the organisation understand and trust what is going to happen and that they are part of a change for their benefit.
TRUST is the word that I noted down, and to build trust, you can see how Javier shared the org chart of the Kerry Sevilla plant – upside down – people at the top and the manager at the bottom to support everyone.
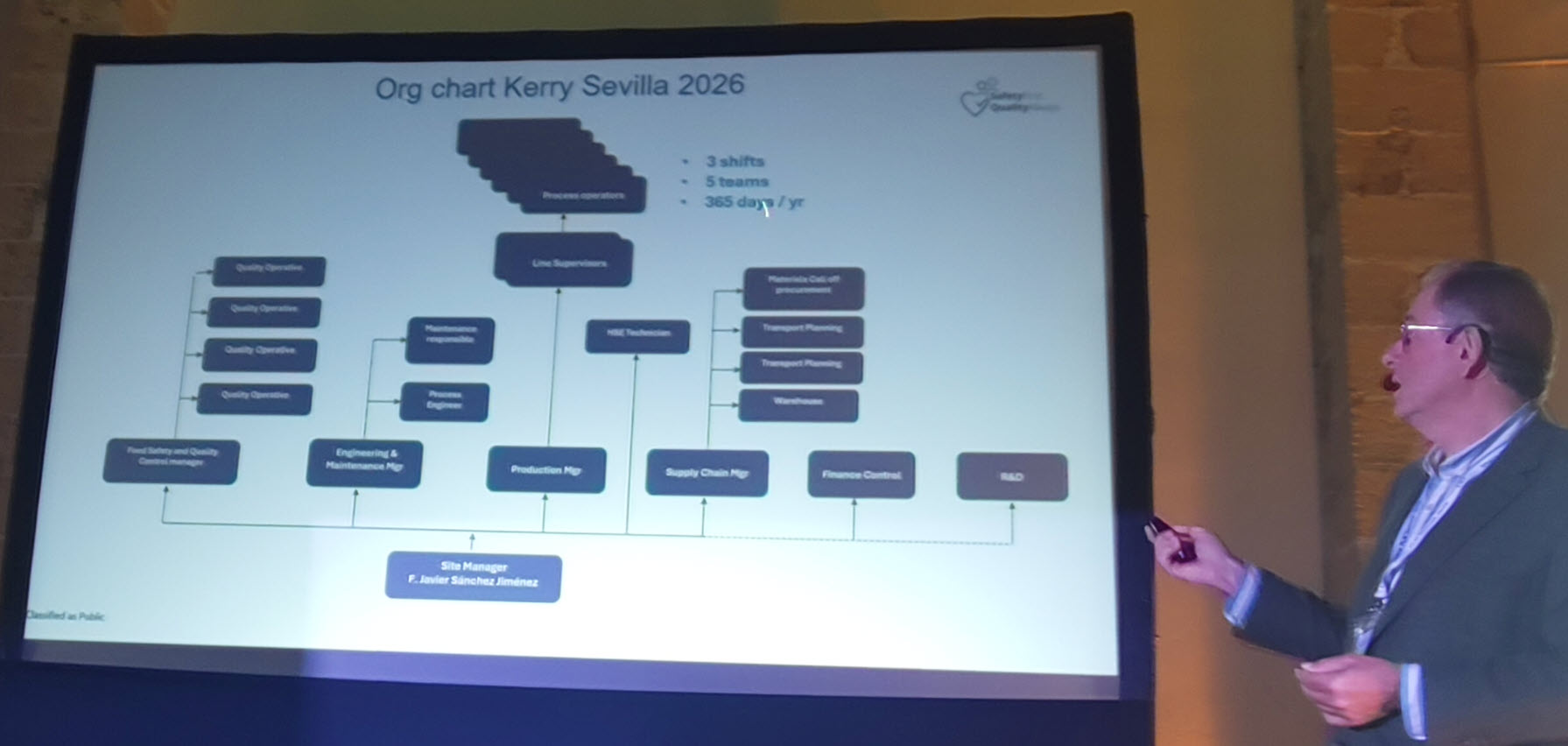
This image above really illustrates that you have a people-first approach.
Javier further elaborated on the difference of such an approach and how an organization can be fully engaged, as the picture below illustrates.
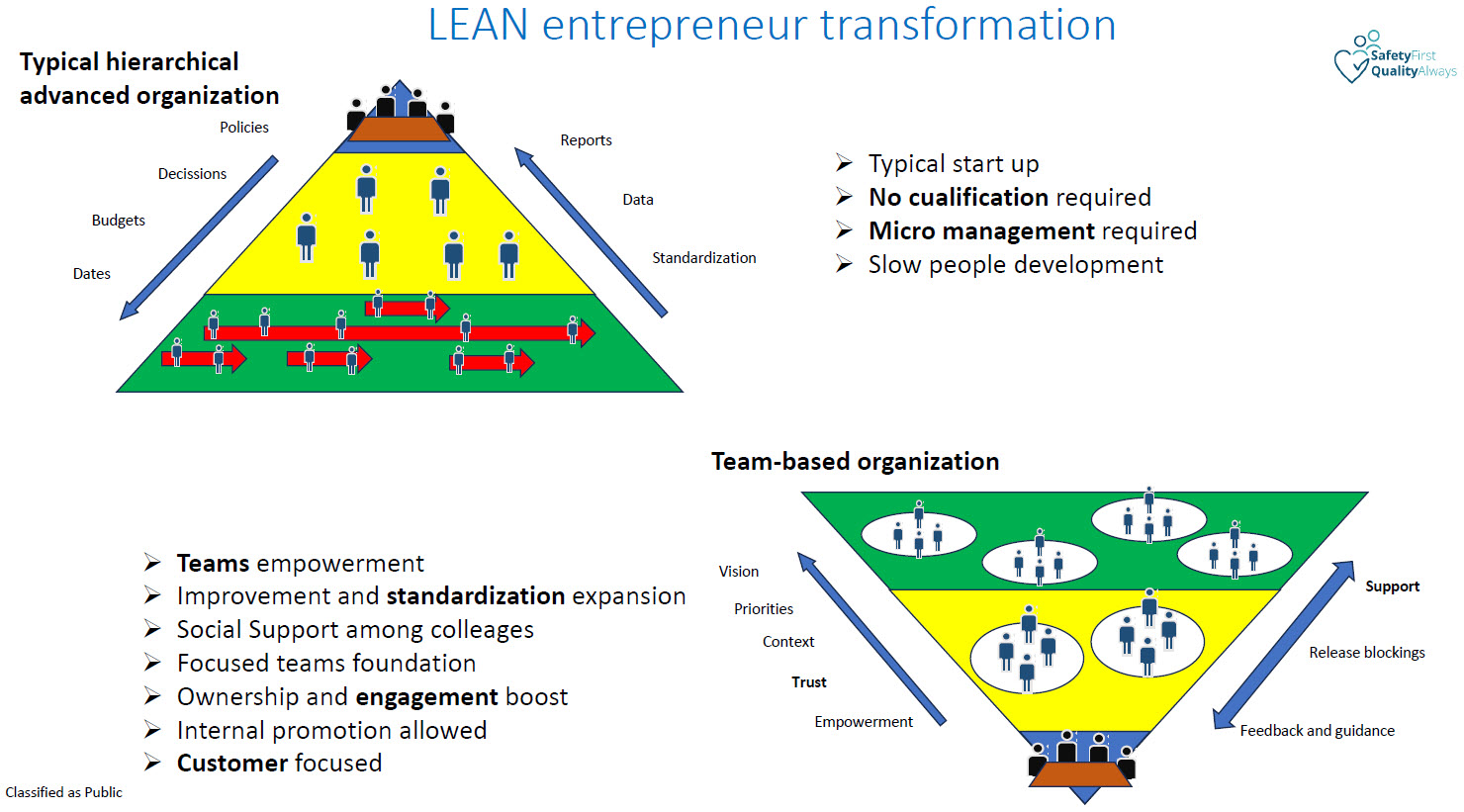
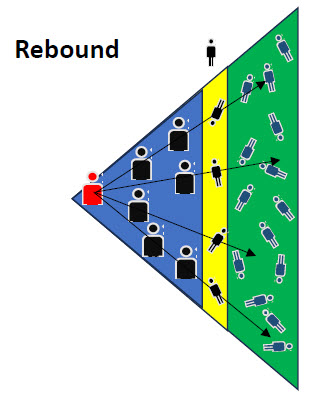 And after a successful implementation, Javier also warned about the rebound effect.
And after a successful implementation, Javier also warned about the rebound effect.
Where initially the excitement and energy come from the new situation, companies might slowly fall back into the traditional, as over time people have and bring their habits, the pyramid falls over as the image to the left illustrates and Javier shared several potential causes for such a rebound.
Important to see C-level change as #1 point, a point I have seen popping up in many PLM implementations too. After starting with a great vision, new people at the C-level come in questioning the vision (and strategy).
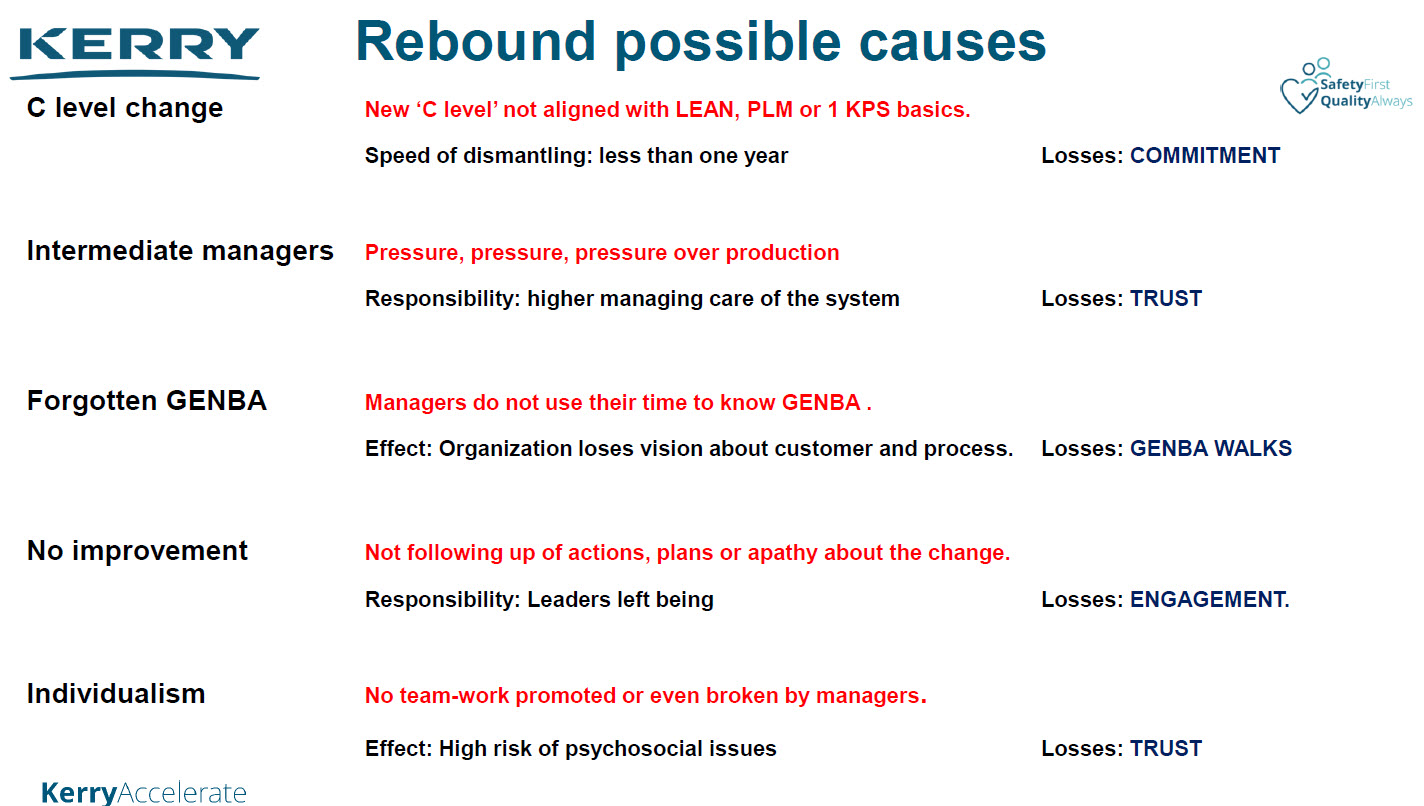
Note: GENBA is a term coming from LEAN, and is also relevant to PLM. It refers to the location where value is created—such as a factory floor, construction site, sales floor, or any workplace where the core work happens.
The concept emphasizes the importance of direct observation and engagement at the source of the action, rather than relying on reports or second-hand information.
It is a key principle in lean manufacturing and continuous improvement methodologies, encouraging leaders to “go to the GENBA” to understand problems and opportunities firsthand.
Combined with his great storytelling skills, Javier took us on an interesting story, very relevant for a human-centric approach and showing that we can learn from other disciplines.
Adapting PLM implementation strategy in evolving organizational realities
 Susanna Mäentausta, also a guest in our Share PLM season 2 podcast with that time the title The ROI of Digitalization: A Deep Dive into Business Value gave an interesting lecture about her experiences with the PLM implementation at her current company, Novartis.
Susanna Mäentausta, also a guest in our Share PLM season 2 podcast with that time the title The ROI of Digitalization: A Deep Dive into Business Value gave an interesting lecture about her experiences with the PLM implementation at her current company, Novartis.
She excels in keeping her focus on both PLM business value and strategies to achieve this.
I knew Susanna from her earlier presentation at the Product Innovation 2019 conference in London. Here she stood out because of her strategic and tactical approach to implementing PLM – at that time at Kemira – where she was able to get PLM business benefits to be discussed at the C-level – it was more than a technical story.
![]() You can read my observations from that time here: The weekend after PI PLMx London 2019
You can read my observations from that time here: The weekend after PI PLMx London 2019
In her session this time, she explained all the challenges that she had to address at her current employer. It was not such a nice, linear step-by-step approach as presented by Andreas Wank earlier that day, talking about his implementation challenges at Pepperl & Fuchs.
Susanna’s tactics were all about securing the progress of the PLM project – design for change and awareness in the organisation. Javier Sanchez mentioned that the change at the C-level had a serious impact on the roadmap, as did both Susanna and Andreas. It remains a continuous point of attention when you want to guarantee a long-term outcome.
The image below says it all:
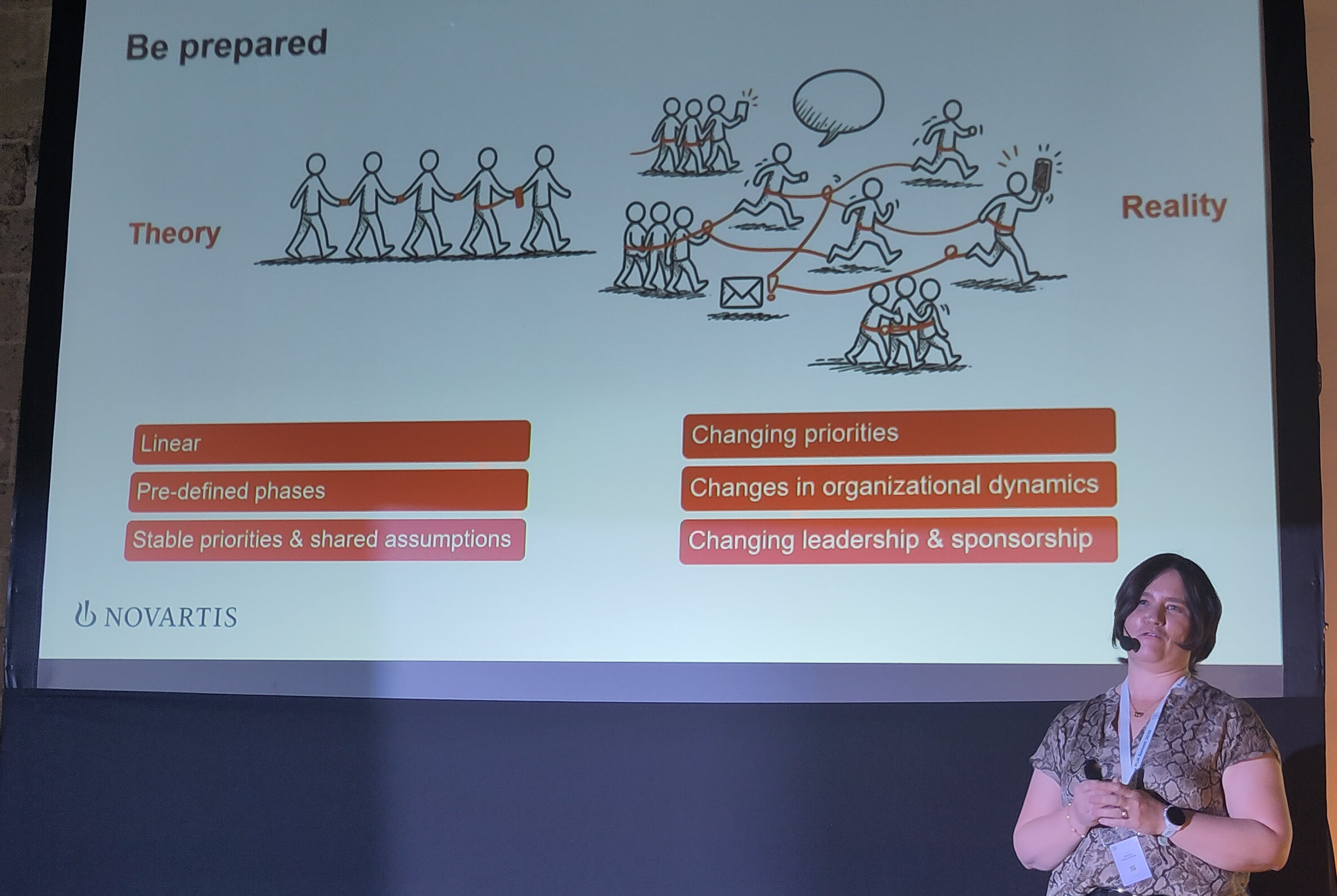
Susanne ended with some tactics:
- Design for non-removable anchor points that keep the PLM vision connected even when priorities shift.
- Define the non-negotiable cornerstone for the future: process & design frameworks and necessary authorities.
Her final recommendation was also interesting – the core team should have a clear long-term understanding of the future and work in an entrepreneurial mindset, meanwhile shielding execution from organizational politics.
![]() Don’t get involved in politics – a recommendation that I also often shared, as politics is so much about emotions and subjective arguments, it’s better to work around it in silence.
Don’t get involved in politics – a recommendation that I also often shared, as politics is so much about emotions and subjective arguments, it’s better to work around it in silence.
The Human Advantage: Working and Leading in the Age of AI
Helena Gutierrez, well known as one of the founders of Share PLM and her AI-related newsletter, shared her positive view on how AI, in one way, destroyed Share PLM’s actual business practices, as a lot of material development now could be done with the help of AI in hours, compared to days of actual design work.
Companies won’t pay anymore for weeks of development of specific materials, she also pointed to the need for human skills in the future.
I think we agree on the fact that with AI, we will need people who can bridge and work with agentic AI to achieve unmet benefits for organisations. These people will have a special role; they are there for their human skills, combining emotion and logic, potentially a highly rewarding job, however, in smaller quantities than current knowledge workers in companies.
In my session Are Humans Still Resources?, I shared a pessimistic viewpoint and an optimistic end.
The pessimistic part is based on the fact that we humans run on our old biological hardware, the limbic brain, which urges us to save energy (think fast) and may lead to cognitive surrender. This situation might push companies to invest even more in AI and consider humans as a difficult resource to handle – are we back in the early days of the industrial revolution?
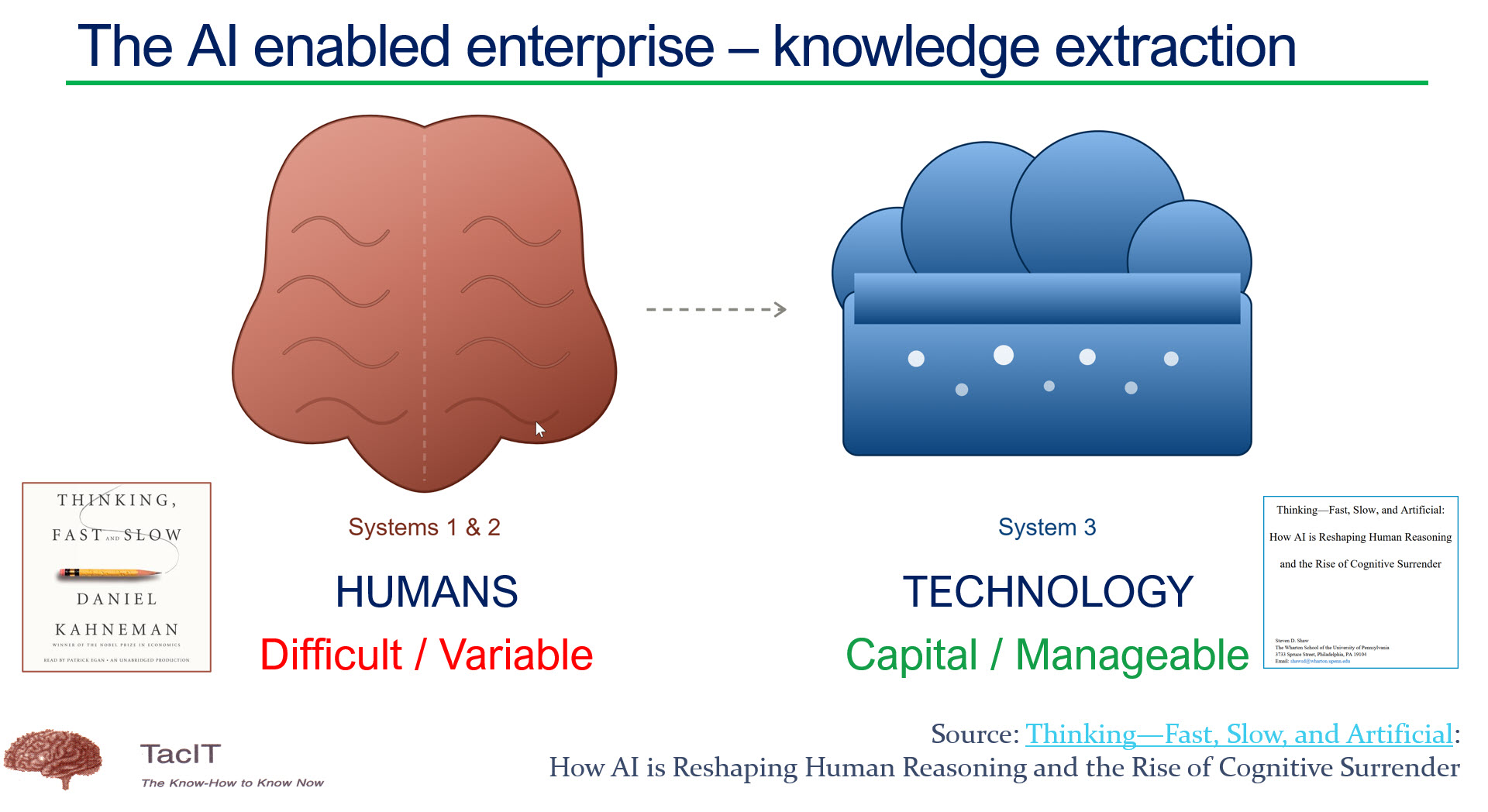
The optimistic side, which was also mentioned by others, and we see it happen, is that thanks to AI, the entrepreneur has a much easier life. A lot of the supporting activities for an entrepreneur can now be done using AI agents – the image below from this post by Dr.Sam Zolfagharian says it all:
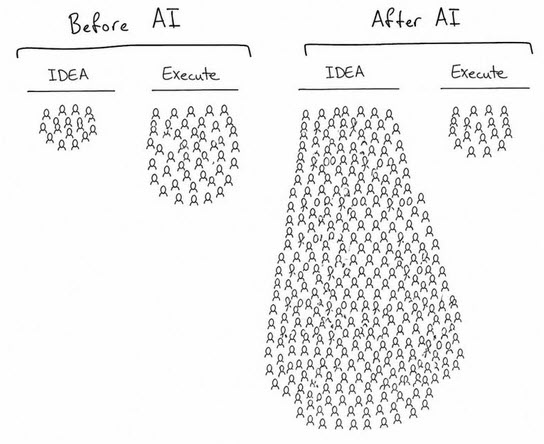
![]() For sure, the discussion will go on between the optimists and the realists (pessimists in disguise)
For sure, the discussion will go on between the optimists and the realists (pessimists in disguise)
Scaling human capabilities
 I am closing this impression with a train of thought that I can’t get out of my head. We can scale tools and resources with AI, leaving only a space for people with a combination of specific human skills – not only deep thinking, but also emotional and empathic roles, like healthcare providers, coaches and entertainers.
I am closing this impression with a train of thought that I can’t get out of my head. We can scale tools and resources with AI, leaving only a space for people with a combination of specific human skills – not only deep thinking, but also emotional and empathic roles, like healthcare providers, coaches and entertainers.
These roles are hard to scale – you become a coach by learning from experiences, and AI will not have an “experience transfer function.” How will business scale in the future, as we also see that junior roles in an organisation disappear due to AI?

The topic was also discussed in the interesting AI panel discussion – image above – with a mix of participants. It was a balanced discussion between tech, vision and reality and one of the highlights was the response from Susanna to a question from the audience:
“I don’t know.”
Have you ever seen someone honestly say this in a panel discussion? And what would AI respond? Great to see the human presence.
Where will humans build their experience and skills to think? I wrote about this already in March and have not yet answered: PLM, AI, and the Risk of Cognitive Surrender: A Call to Stay Sharp!
How to stay sharp in an AI-dominated world?
Conclusion
The Share PLM summit demonstrated again that a human-centric approach related to product lifecycle management has many benefits, as these shared experiences and outcomes from the discussions are directly applicable. Big kudos to the Share PLM team that dared to invest in such an event last year and exceeded expectations this year.
For those who want to learn more, join us at the upcoming event, Putting People in PLM: A Share PLM Summit Recap! and get excited.
For those who are interested in a lifetime, full-time job, watch this excellent short movie below:
The last month, it seems like in my ecosystem, people are incredibly focused on “THE BOM” combined with AI agents working around the clock. One of the reasons I have this impression, of course, is my irregular participation in the Future of PLM panel discussions, moderated and organized by Michael Finocharrio.
Yesterday, the continuously growing Future of PLM team held another interesting discussion: “A BOMversation”. You can watch the replay and the comments during the debate here: To BOM or Not to BOM: A BOMversation
 On the other hand, there is Prof. Jorg Fischer with his provocative post: 📌 2026 – The year we have to unlearn BOMs! –
On the other hand, there is Prof. Jorg Fischer with his provocative post: 📌 2026 – The year we have to unlearn BOMs! –
Sounds like a dramatic opening, but when you read his post and my post below, you will learn that there is a lot of (conceptual) alignment.
Then there are PLM vendors who announce “next-generation BOM management,” startup companies that promise AI-powered configuration engines, and consultants who explain how the BOM has become the foundation of digital transformation. (I do not think so)
And as Anup Karumanchi states, BOMs can be the reason if production keeps breaking.
 I must confess that I also have a strong opinion about the various BOMs and their application in multiple industries.
I must confess that I also have a strong opinion about the various BOMs and their application in multiple industries.
My 2019 blog post: The importance of EBOM and MBOM is in the top 3 of most-read posts. BOM discussions, single BOM, multiview BOM, etc., always attract an audience.
I continuously observe a big challenge at the companies I am working with – the difference between theory and reality.
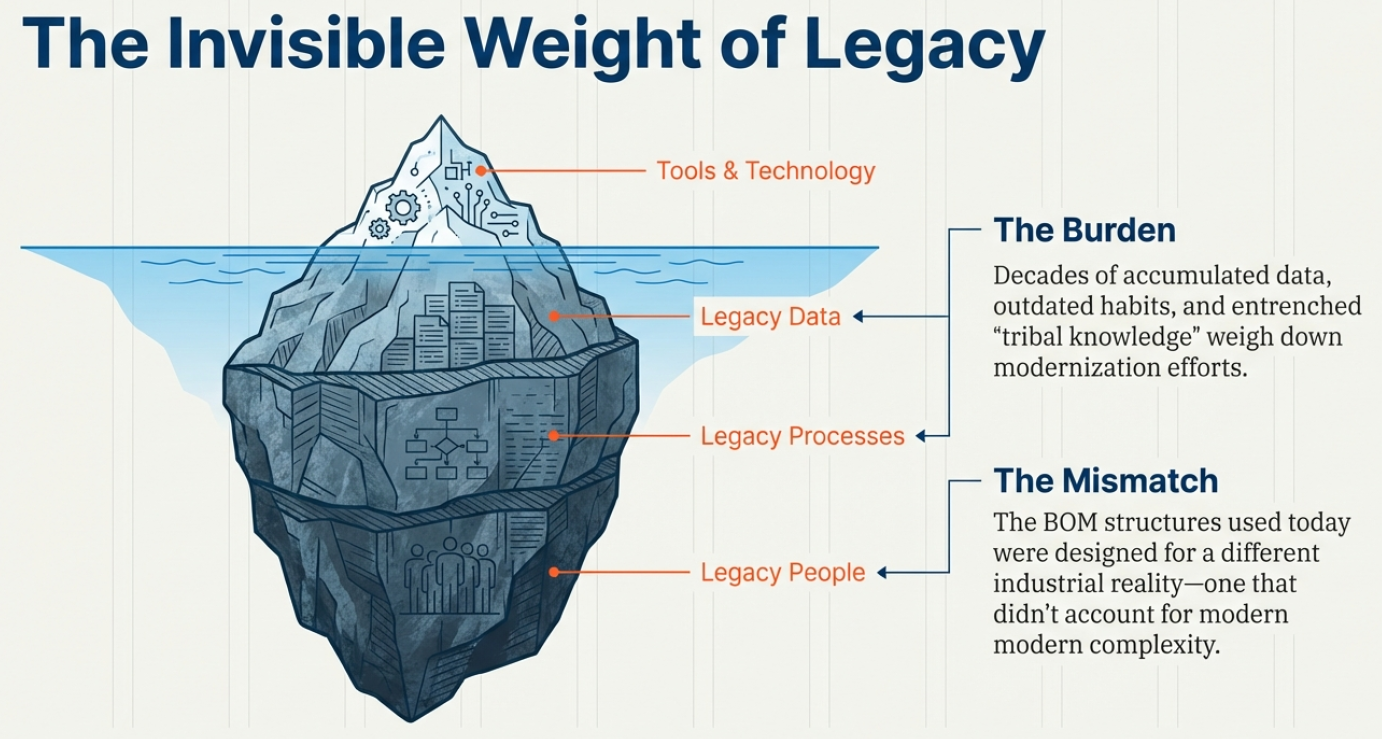
![]() If the BOM is so important, why do so many organizations still struggle to make it work across engineering, manufacturing, supply chain, and service?
If the BOM is so important, why do so many organizations still struggle to make it work across engineering, manufacturing, supply chain, and service?
The answer is two-fold: LEGACY DATA, PROCESSES and PEOPLE, and the understanding that the BOM we are using today was designed for a different industrial reality.
Let me share my experiences, which take longer to digest than an entertaining webinar.
Some BOM history and theory
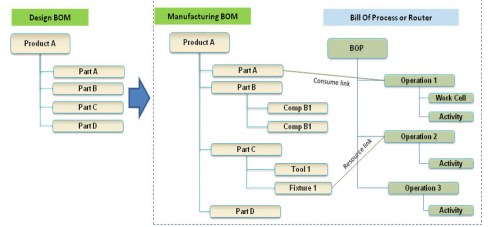
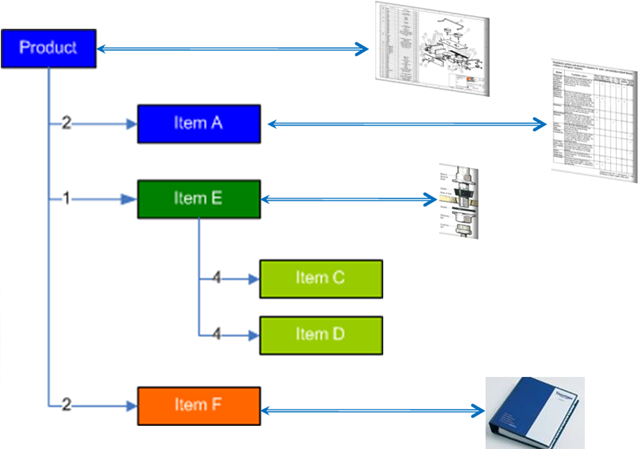 Historically, the BOM was a production artifact. It described what was needed to build something and in what quantities. When PLM systems emerged, the 3D CAD model structure became the authoritative structure representing product definition, driven mainly by the PLM vendors with dominant 3D CAD tools in their portfolio.
Historically, the BOM was a production artifact. It described what was needed to build something and in what quantities. When PLM systems emerged, the 3D CAD model structure became the authoritative structure representing product definition, driven mainly by the PLM vendors with dominant 3D CAD tools in their portfolio.
As the various disciplines in the company were not integrated at all, the BOM structure derived from the 3D CAD model was often a simplified way to prepare a BOM for ERP. The transfer to ERP was done manually (retype the structure in ERP), advanced (using Excel export and import with some manipulation) or advanced through an “intelligent” interface.
![]() There are still a lot of companies working this way, probably because, due to the siloed organization, there is no one owning or driving a smooth flow of information in the company.
There are still a lot of companies working this way, probably because, due to the siloed organization, there is no one owning or driving a smooth flow of information in the company.
The need for an eBOM and mBOM
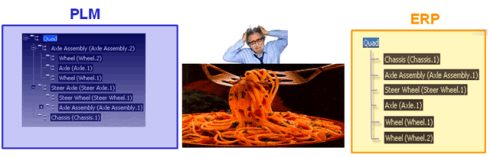
When companies become more mature and start to implement a PLM system, they will discover, depending on their core business processes, that it makes sense to split the BOM concept into a specification structure, the eBOM and a manufacturing structure for ERP, the mBOM.
The advantage of this split is that the engineering specification can remain stable over time, as it provides a functional view of the product with its functional assemblies and part definitions.
 This definition needs to be resolved and adapted for a specific plant with its local suppliers and resources. PLM systems often support the transformation from the eBOM to a proposed mBOM, and if done more completely with a Bill of Process.
This definition needs to be resolved and adapted for a specific plant with its local suppliers and resources. PLM systems often support the transformation from the eBOM to a proposed mBOM, and if done more completely with a Bill of Process.
The advantages of a split in an eBOM and an mBOM are:
- Reduced the number of engineering changes when supplier parts change
- Centralized control of all product IP related to its specifications (eBOM/3DCAD)
- Efficient support for modularity, as each module has its own lifecycle and can be used in multiple products.
Implementing an eBOM/mBOM concept
The theory, the methodology and implementation are clear, and you can ask ChatGPT and others to support you in this step.
However where ChatGPT or service providers often fail is to motivate a company to move to this next steps, as either their legacy data and tools are incompatible (WHY CHANGE?), the future is not understood and feels risky (I DON’T LIKE IT) or for political career reasons a change is blocked (I DON’T LIKE YOU or the HIPPO says differently)
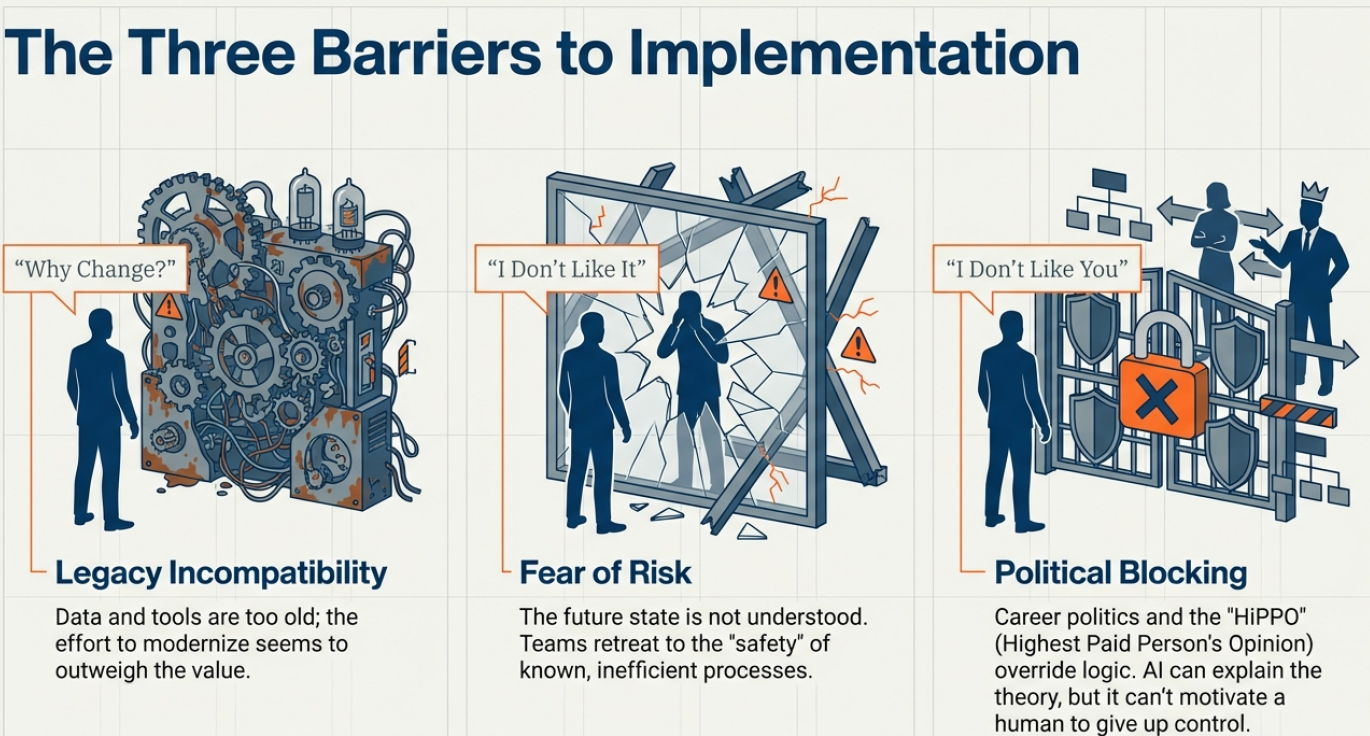
Image inspired by Share PLM and Peter Vind’s messaging
Extending to the sBOM
When you sell products in large volumes, like cars or consumer products, companies have discovered and organized a well-established service business, as the margins are high here.
Companies that sell almost unique solutions for customers, batch-size 1 or small series, are also discovering or asked by their customers to come up with service plans and related pricing.
 The challenge for these companies is that there is a lot of guesswork to be done, as the service business was not planned in their legacy business. A quick and dirty solution was to use the mBOM in ERP as the source of information. However, the ERP system usually does not provide any context information, such as where the part is located and what potential other parts need to be replaced—a challenging job for service engineers.
The challenge for these companies is that there is a lot of guesswork to be done, as the service business was not planned in their legacy business. A quick and dirty solution was to use the mBOM in ERP as the source of information. However, the ERP system usually does not provide any context information, such as where the part is located and what potential other parts need to be replaced—a challenging job for service engineers.
A less quick and still a little dirty solution was create a new structure in the PLM system, which provided the service kits and service parts for the defined product, preferably done based on the eBOM, if an eBOM exists.
![]() The ideal solution would be that service engineers are working in parallel and in the same environment as the other engineers, but this requires an organisational change.
The ideal solution would be that service engineers are working in parallel and in the same environment as the other engineers, but this requires an organisational change.
The organization often becomes the blocker.
As long as the PLM system is considered a tool for engineering, advanced extensions to other disciplines will be hard to achieve.
A linear organization aligned with a traditional release process will have difficulties changing to work with a common PLM backbone that satisfies engineering, manufacturing engineering and service engineering at the same time.
Now, the term PLM becomes Product Lifecycle MANAGEMENT and this brings us to the core issue: the BOM is too often reduced to a parts list without understanding the broader context of the product, needed for service or operation support where artifacts can be hardware and software in a system.
What is really needed is an extended data model with at least a logical product structure that can represent multiple views of the same product: engineering intent, manufacturing reality, service configuration, software composition, and operational context. These views should not be separate silos connected by fragile integrations. They should be derived from a shared, consistent digital infrastructure – this is what I extract from Prof. Jorg Fischer’s post, be it that he comes with a strong SAP background and focus on CTO+
 Most companies are still organized around linear processes with a focus on mechanical products: engineering hands over to manufacturing, manufacturing hands over to service, and feedback loops are weak or nonexistent.
Most companies are still organized around linear processes with a focus on mechanical products: engineering hands over to manufacturing, manufacturing hands over to service, and feedback loops are weak or nonexistent.
Changing the BOM without changing the organization is like repainting a house with structural cracks. It may look better, but the underlying issues remain.
Listen to this snippet from the BOMversation where Patrick Hilberg touches this point too.
With this approach, the digital thread becomes more than a buzzword. A digital thread must provide digital continuity, which means that changes propagate across domains, that data is contextualized, and that lifecycle feedback flows back into product development. Without this continuity, digital twins concepts remain isolated models rather than living representations of real products.
![]() However, the most significant barrier is not technical. It is organizational. There is an interesting parallel with how we address climate change and are willing to take action against it.
However, the most significant barrier is not technical. It is organizational. There is an interesting parallel with how we address climate change and are willing to take action against it.
For decades, we have known what needs to change. The science is precise. The solutions exist. Yet progress is slow because transformation requires breaking established habits, business models, and power structures.
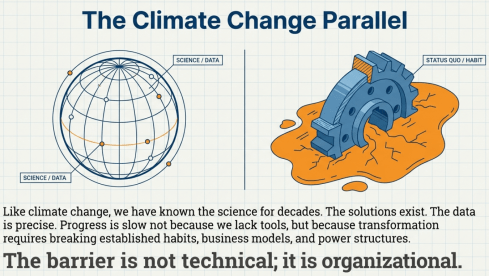
Digital transformation in product lifecycle management follows a similar pattern. Everyone agrees that data silos are a problem. Everyone wants “end-to-end visibility.” Yet few organizations are willing to rethink ownership of product data and processes fundamentally.
So what does the future BOM look like?
It is not a single hierarchical tree. It is part of a maze; some will say it is a graph. It is a connected network of product-related information: physical components, software artifacts, service elements, configurations, requirements, and operational data. It supports multiple synchronized views without duplicating information. It evolves as products change when operated in the field.
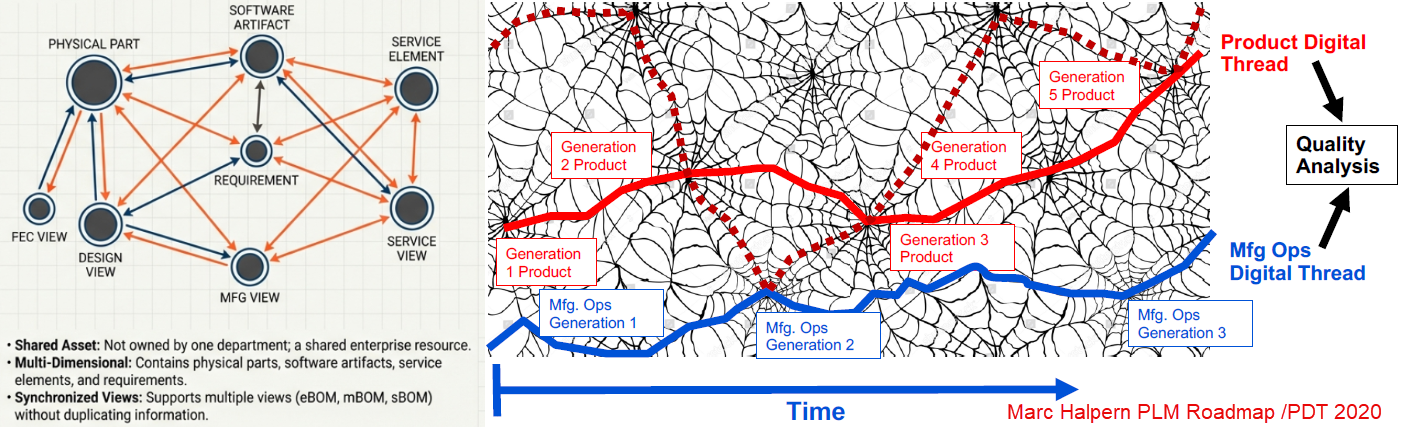
The evolving understanding of the BOM and its context
Most importantly, it is not owned by one department. It becomes a shared enterprise asset – with shared accountability for various datasets. But we should not abandon the BOM concept. On the contrary, the BOM remains essential and managing BOMs consistently is already a challenge.
But its role must shift from being a collection of static structures to becoming part of the digital product definition infrastructure, extended by a logical product structure and beyond – the MBSE question.
![]() The BOM is not dead. But the traditional BOM mindset is no longer sufficient. The question is not whether the BOM will change. It already is. The real question is whether organizations are ready to change with it.
The BOM is not dead. But the traditional BOM mindset is no longer sufficient. The question is not whether the BOM will change. It already is. The real question is whether organizations are ready to change with it.
Conclusion
Inspired by various BOMversations and AI graphical support, I tried to reflect the business reality, observed for over 10++ years. Technology and the Academic truth do not create breakthroughs in organisations due to the big legacy and fear of failure. Will AI fix this gap, as many software vendors believe, or do we need a new generation with no legacy PLM experience, as some others suggest? Your thoughts?
p.s. My trick to join the BOMversation without being thrown from the balcony 🙃

 December is the last month when daylight is getting shorter in the Netherlands, and with the end of the year approaching, this is the time to reflect on 2025.
December is the last month when daylight is getting shorter in the Netherlands, and with the end of the year approaching, this is the time to reflect on 2025.
For me, it has been an interesting year, and I hope it has been similar for you. I started 2025 with this post: My 2025 focus, sharing the topics that would drive my primary intentions—a quick walk through some of these topics and what to reflect on what I have learned.
Fewer blog posts
 It was already clear that AI-generated content was going to drown the blogging space. The result: Original content became less and less visible, and a self-reinforcing amount of general messages reduced further excitement.
It was already clear that AI-generated content was going to drown the blogging space. The result: Original content became less and less visible, and a self-reinforcing amount of general messages reduced further excitement.
As I have no commercial drive to be visible, I will continue to write posts only when relevant to personal situations or ideas, with the intention of being shared and discussed with the readers of my posts – approximate 26 / year.
 Therefore, if you are still interested in content that has not been generated with AI, I recommend subscribing to my blog and interacting directly with me through the comments, either on LinkedIn or via a direct message.
Therefore, if you are still interested in content that has not been generated with AI, I recommend subscribing to my blog and interacting directly with me through the comments, either on LinkedIn or via a direct message.
More podcast recordings
 Together with the Share PLM podcast team, Beatriz Gonzales and Maria Morris, we enjoyed talking with a large variety of people active in PLM, all having their personal stories related to PLM to share—each episode ending with an experience to share and a desired takeaway for the listeners. We did it with great pleasure and learned from each episode.
Together with the Share PLM podcast team, Beatriz Gonzales and Maria Morris, we enjoyed talking with a large variety of people active in PLM, all having their personal stories related to PLM to share—each episode ending with an experience to share and a desired takeaway for the listeners. We did it with great pleasure and learned from each episode.
You can find all the recordings from 2025 (Season 3) here.
![]() In Season 4, we want to add the C-level perspective to our PLM and People podcast discussions.
In Season 4, we want to add the C-level perspective to our PLM and People podcast discussions.
#DataCentric or #PeopleCentric ?
 It was PeopleCentric first at the beginning of the year, with the Share PLM Summit in Jerez and DataCentric in the second half of the year, with activities connected to the PLM Roadmap/PDT Europe conference in Paris.
It was PeopleCentric first at the beginning of the year, with the Share PLM Summit in Jerez and DataCentric in the second half of the year, with activities connected to the PLM Roadmap/PDT Europe conference in Paris.
In case you missed the excitement and lessons learned, here they are:
- The weekend after the Share PLM Summit 2025
- A week after Shaping the Future of PLM – No time to lose!
- A very long week after PLM Roadmap / PDT Europe 2025
Both topics will become even more critical due to the impact of AI tools on our day-to-day work.
Sustainability?
 Already an uncomfortable term for some of us at the beginning of 2025, it has become one of the best-kept secrets of 2025. Where traditional countries and companies revert to their short-term bad habits – optimize shareholders value, there are also forward-looking enterprises that are actively rephrasing their sustainable strategies as risk mitigation strategies with the awareness that adaptation is inevitable. Better start early than too late – not a typical human strategy.
Already an uncomfortable term for some of us at the beginning of 2025, it has become one of the best-kept secrets of 2025. Where traditional countries and companies revert to their short-term bad habits – optimize shareholders value, there are also forward-looking enterprises that are actively rephrasing their sustainable strategies as risk mitigation strategies with the awareness that adaptation is inevitable. Better start early than too late – not a typical human strategy.

In case you are interested, I recommend you read and listen to:
And now it is time to discuss AI.
 With all the investments and marketing related to AI, it is unavoidable to neglect it. For sure, it is a hype, but I believe that we are into something revolutionary for society, like the impact of the industrial revolution on our society 150 years ago.
With all the investments and marketing related to AI, it is unavoidable to neglect it. For sure, it is a hype, but I believe that we are into something revolutionary for society, like the impact of the industrial revolution on our society 150 years ago.
However, there are also the same symptoms of the .com-hype 25 years ago.
 Who are going to be the winners? Currently, the hardware, datacenter and energy providers, not the AI-solution providers. But this can change.
Who are going to be the winners? Currently, the hardware, datacenter and energy providers, not the AI-solution providers. But this can change.
Let’s look into some of the potential benefits.
Individual efficiency?
 Many of the current AI tools allow individuals to perform better at first sight. Suddenly, someone who could not write understandable (email) messages, draw images or create structured presentations now has a better connection with others—the question to ask is whether these improved efficiencies will also result in business benefits for an organization.
Many of the current AI tools allow individuals to perform better at first sight. Suddenly, someone who could not write understandable (email) messages, draw images or create structured presentations now has a better connection with others—the question to ask is whether these improved efficiencies will also result in business benefits for an organization.
 Looking back at the introduction of email with Lotus Notes, for example, email repositories became information siloes and did not really improve the intellectual behavior of people.
Looking back at the introduction of email with Lotus Notes, for example, email repositories became information siloes and did not really improve the intellectual behavior of people.
Later, Microsoft took over the dominant role as the office software provider with enhanced search and storage capabilities, but still, most of the individual knowledge remained hidden or inaccurate as it missed the proper context.
 As a result of this, some companies tried to reduce the usage of individual emails and work more and more in communities with a specific context. Also, due to COVID and improved connectivity, this led to the success of Teams. And now with Copilot embedded in the Microsoft suite, I am curious to learn what companies perceive as measurable business benefits.
As a result of this, some companies tried to reduce the usage of individual emails and work more and more in communities with a specific context. Also, due to COVID and improved connectivity, this led to the success of Teams. And now with Copilot embedded in the Microsoft suite, I am curious to learn what companies perceive as measurable business benefits.
The chatbot?
 For many companies, the chatbot is a way to reduce the number of people active in customer relations, either sales or services. I believe that, combined with the usage of LLMs, an improvement in customer service can be achieved. Or at least the perception, as so far I do not recall any interaction with a chatbot to be specific enough to solve my problem.
For many companies, the chatbot is a way to reduce the number of people active in customer relations, either sales or services. I believe that, combined with the usage of LLMs, an improvement in customer service can be achieved. Or at least the perception, as so far I do not recall any interaction with a chatbot to be specific enough to solve my problem.
The risks with AI?
 Now I may sound like a boomer who started focusing on knowledge management 25 years ago – exploring tacit knowledge.
Now I may sound like a boomer who started focusing on knowledge management 25 years ago – exploring tacit knowledge.
Tacit knowledge is the knowledge a real expert has by combining different areas of expertise and understanding what makes sense.
Could tacit knowledge be replaced by an external model that gives you all the (correct?) answers?
In verifiable situations, we know when the model is hallucinating – but what if the scope is beyond our understanding? Would we still rely on AI, and could AI be manipulated in ways that we lose touch with the real facts?
Already, the first research papers are coming out warning of reduced human cognitive performance, e.g., this paper: Beware of Metacognitive Laziness: Effects of Generative Artificial Intelligence on Learning, Motivation, Processes, and Performance.
Combined with laziness (a typical human behavior – system 1), these results made me think of a statement made by Sean Illing:
“People love the truth, but they hate facts.”
A statement highly relevant to what we see happening now with social media – we do not think or research deep enough anymore, we select the facts that we like and consider them our truth.
What happens in our PLM domain?
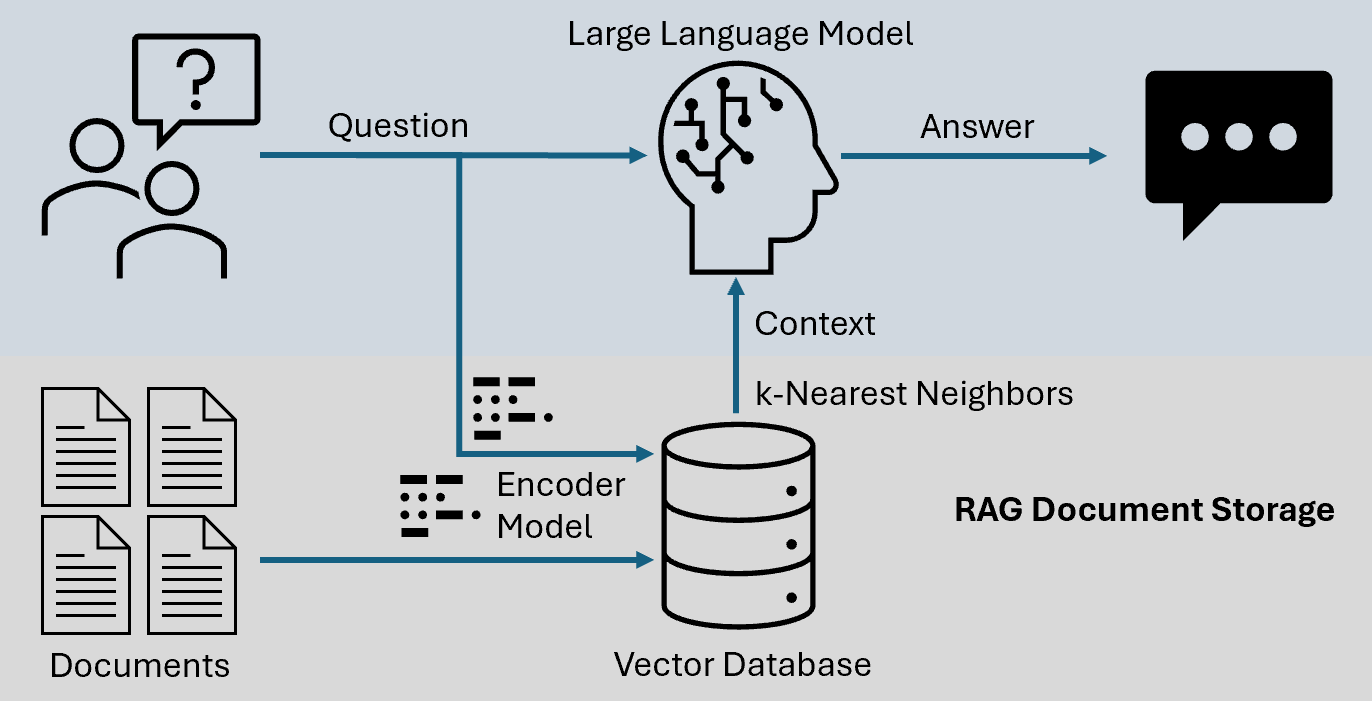 In the PLM domain, companies are indeed reluctant to use LLMs directly, where some of them use RAG (Retrieval-Augmented Generation) to feed the LLM with a relevant context.
In the PLM domain, companies are indeed reluctant to use LLMs directly, where some of them use RAG (Retrieval-Augmented Generation) to feed the LLM with a relevant context.
Still, the answers require human interpretation, as you cannot avoid hallucinations in your product lifecycle management processes.
As long as the results are based on inconsistent data sources that lack the relevant context, the answers are of low quality.
Meanwhile, every vendor in the PLM space is now offering AI-agents, most of the time within their own portfolio space. The ultimate dream is polygot agents (who are buying them / who are developing them) that can work together and create a new type of agility beyond traditional workflows. An interesting article in this context comes from Oleg Shilovitsky: Why Does PLM Need Task Re-Engineering Before It Can Have AI?
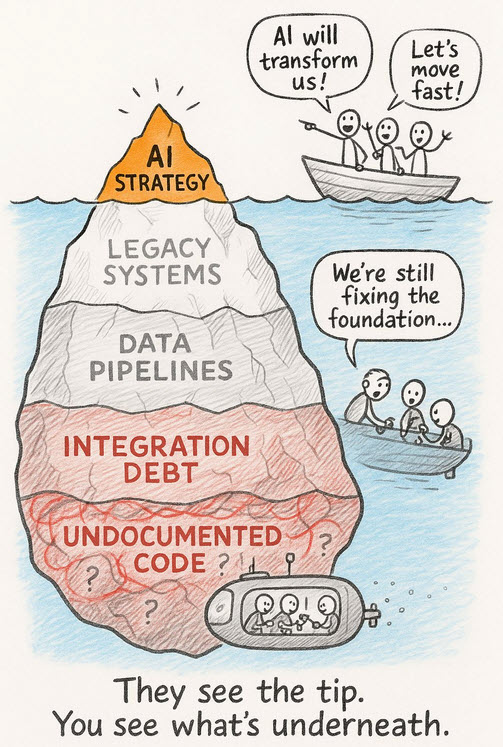
Still, these potential “quick” fixes create a risk for companies in the long term. Buying AI tools does not fix the foundation that is based on legacy.
In particular, related to the Shape the Future of PLM – Together workshop in Paris on Nov 4th, the consensus was that companies need to invest in understanding and implementing domain-specific ontologies and semantic models to provide a data-driven infrastructure that allows AI to make accurate decisions or valid recommendations.
You can read the summary of the event and recommendations here: Accelerating the Future of PLM & ALM on the ArrowHead’s website.
You can also read this post from Ole Olesen-Bagneux: Why will 2026 be the year of the ontologist?
 Although the topics in the workshop might look “too advanced” for your company, they are crucial to transform into a long-term, sustainable, data-driven, model-based, and AI-supported enterprise.
Although the topics in the workshop might look “too advanced” for your company, they are crucial to transform into a long-term, sustainable, data-driven, model-based, and AI-supported enterprise.
Somewhere, you have to cross the chasm from documents to data in context.
Being busy is not an excuse, as you can also read in Thomas Nys’s LinkedIn post: Your Engineers spend 40 % of their time maintaining yesterday’s shortcuts. And you’re wondering why your AI initiative isn’t moving faster. I loved the image.
Human Resources?
The AI revolution will have an impact on society, and it is up to us individuals how well we adapt.
 Remember, the first 50 – 100 years of the Industrial Revolution made only a few people extremely rich. James Watt, the Rothschild family, Andrew Carnegie, John D. Rockefeller, Cornelius Vanderbilt, J.P. Morgan, Alfred Krupp and the Schneider family became so rich due to ownership of factories and machinery, the control of raw materials (coal, iron, oil), the use of new technology (steam power, mechanization) combined with access to cheap labor and weak labor laws and limited competition early on.
Remember, the first 50 – 100 years of the Industrial Revolution made only a few people extremely rich. James Watt, the Rothschild family, Andrew Carnegie, John D. Rockefeller, Cornelius Vanderbilt, J.P. Morgan, Alfred Krupp and the Schneider family became so rich due to ownership of factories and machinery, the control of raw materials (coal, iron, oil), the use of new technology (steam power, mechanization) combined with access to cheap labor and weak labor laws and limited competition early on.
Most humans moved into urbanized areas to become nothing but cheap resources, even children. And remember, many of us are still human resources!
A new conspiracy?
 In 2016, Ida Auken’s lecture at the WEF created traction during COVID among people who believed in conspiracies. Her story focused on a more circular economy with respect for the Earth’s resources. The story was framed into the message:
In 2016, Ida Auken’s lecture at the WEF created traction during COVID among people who believed in conspiracies. Her story focused on a more circular economy with respect for the Earth’s resources. The story was framed into the message:
“In the future, you will own nothing and be happy.”
The conspiracy theorist believed all their possessions would be taken away by the elite in the long term.
I want to conclude with a new message for these conspiracy theorists active on X or other discussion fora:
“In the future, you will know nothing, and you won’t be aware enough to care.”
Conclusion
2026 is going to be an interesting year, where we cannot allow ourselves to sit still and watch what is happening. Active participation is more challenging but also more rewarding than being a consumer. In May 2026, I hope to meet some of you at the Share PLM Summit in Jerez and share the human side, followed by the PDM Roadmap/PDT Europe conference in Q4 in Gothenburg, where we will catch up on the technical and data side.
I am wishing you all a wise and happy/healthy 2026

 Last week, I wrote about the first day of the crowded PLM Roadmap/PDT Europe conference.
Last week, I wrote about the first day of the crowded PLM Roadmap/PDT Europe conference.
You can still read my post here in case you missed it: A very long week after PLM Roadmap / PDT Europe 2025
 My conclusion from that post was that day 1 was a challenging day if you are a newbie in the domain of PLM and data-driven practices. We discussed and learned about relevant standards that support a digital enterprise, as well as the need for ontologies and semantic models to give data meaning and serve as a foundation for potential AI tools and use cases.
My conclusion from that post was that day 1 was a challenging day if you are a newbie in the domain of PLM and data-driven practices. We discussed and learned about relevant standards that support a digital enterprise, as well as the need for ontologies and semantic models to give data meaning and serve as a foundation for potential AI tools and use cases.
This post will focus on the other aspects of product lifecycle management – the evolving methodologies and the human side.
Note: I try to avoid the abbreviation PLM, as many of us in the field associate PLM with a system, where, for me, the system is more of an IT solution, where the strategy and practices are best named as product lifecycle management.
And as a reminder, I used the image above in other conversations. Every company does product lifecycle management; only the number of people, their processes, or their tools might differ. As Peter Billelo mentioned in his opening speech, the products are why the company exists.
Unlocking Efficiency with Model-Based Definition
![]() Day 2 started energetically with Dennys Gomes‘ keynote, which introduced model-based definition (MBD) at Vestas, a world-leading OEM for wind turbines.
Day 2 started energetically with Dennys Gomes‘ keynote, which introduced model-based definition (MBD) at Vestas, a world-leading OEM for wind turbines.
Personally, I consider MBD as one of the stepping stones to learning and mastering a model-based enterprise, although do not be confused by the term “model”. In MBD, we use the 3D CAD model as the source to manage and support a data-driven connection among engineering, manufacturing, and suppliers. The business benefits are clear, as reported by companies that follow this approach.
However, it also involves changes in technology, methodology, skills, and even contractual relations.
Dennys started sharing the analysis they conducted on the amount of information in current manufacturing drawings. The image below shows that only the green marker information was used, so the time and effort spent creating the drawings were wasted.
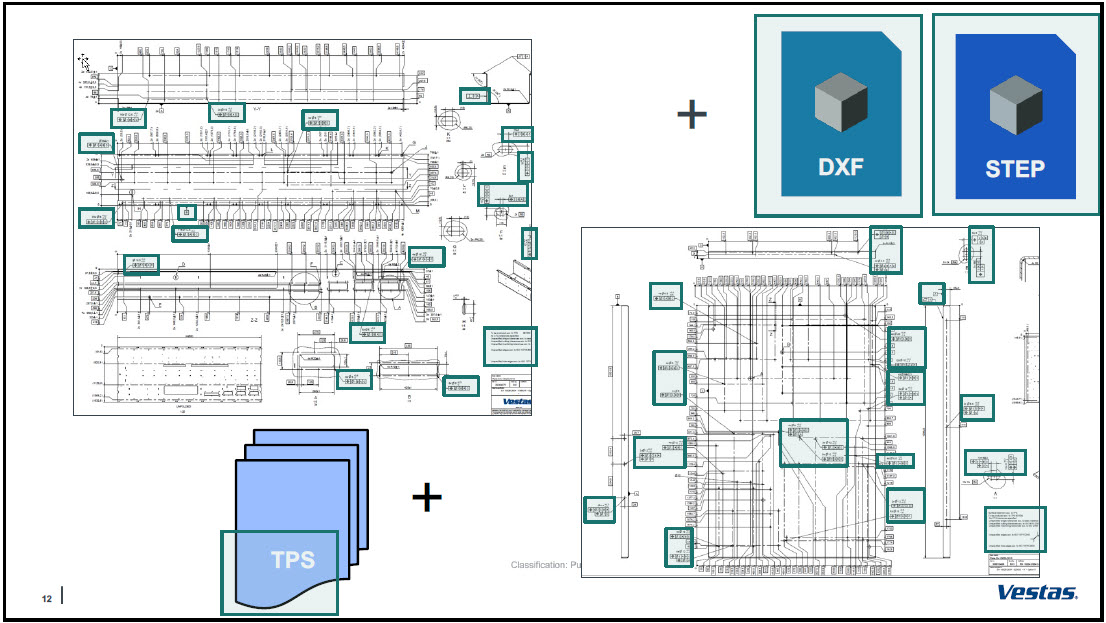
It was an opportunity to explore model-based definition, and the team ran several pilots to learn how to handle MBD, improve their skills, methodologies, and tool usage. As mentioned before, it is a profound change to move from coordinated to connected ways of working; it does not happen by simply installing a new tool.
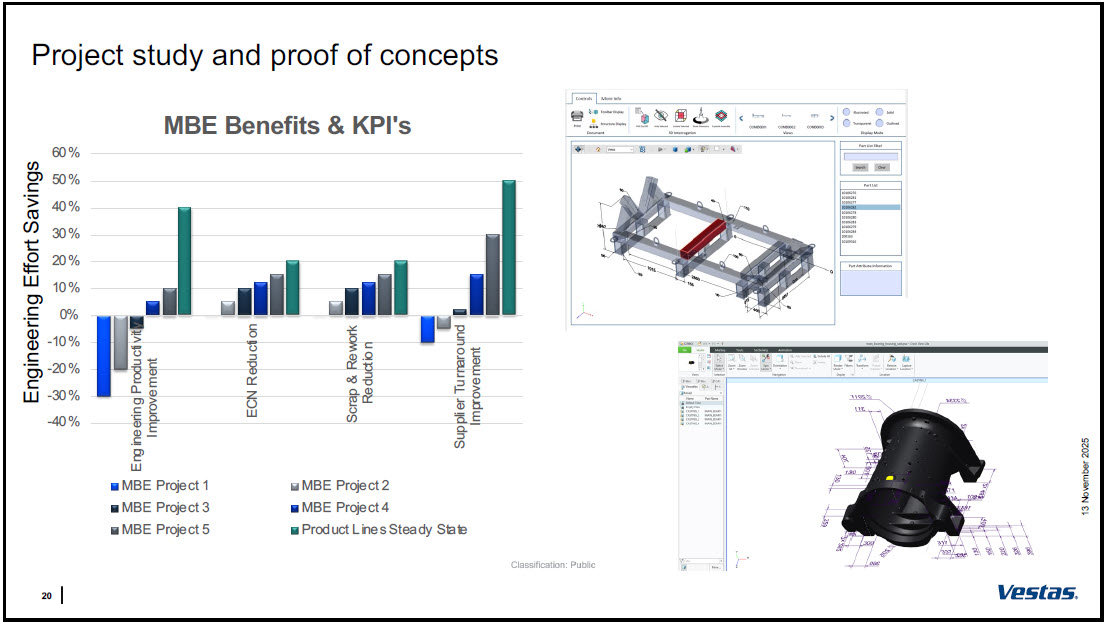
The image above shows the learning phases and the ultimate benefits accomplished. Besides moving to a model-based definition of the information, Dennys mentioned they used the opportunity to simplify and automate the generation of the information.
Vestas is on a clear path, and it is interesting to see their ambition in the MBD roadmap below.
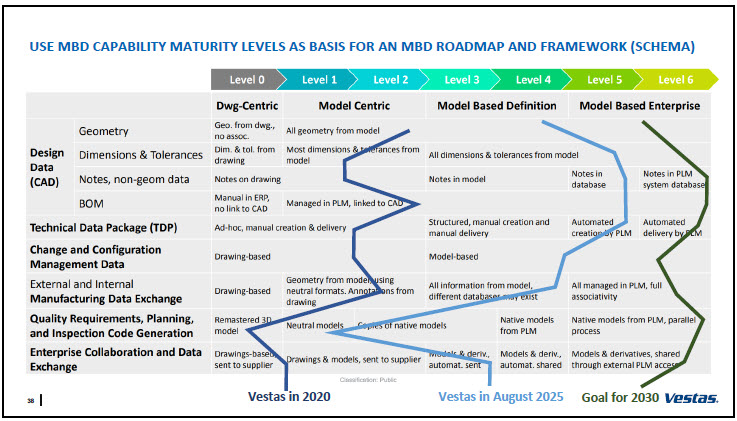
An inspirational story, hopefully motivating other companies to make this first step to a model-based enterprise. Perhaps difficult at the beginning from the people’s perspective, but as a business, it is a profitable and required direction.
Bridging The Gap Between IT and Business
 It was a great pleasure to listen again to Peter Vind from Siemens Energy, who first explained to the audience how to position the role of an enterprise architect in a company compared to society. He mentioned he has to deal with the unicorns at the C-level, who, like politicians in a city, sometimes have the most “innovative” ideas – can they be realized?
It was a great pleasure to listen again to Peter Vind from Siemens Energy, who first explained to the audience how to position the role of an enterprise architect in a company compared to society. He mentioned he has to deal with the unicorns at the C-level, who, like politicians in a city, sometimes have the most “innovative” ideas – can they be realized?
To answer these questions, Peter is referring to the Business Capability Model (BCM) he uses as an Enterprise Architect.
Business Capabilities define ‘what’ a company needs to do to execute its strategy, are structured into logical clusters, and should be the foundation for the enterprise, on which both IT and business can come to a common approach.
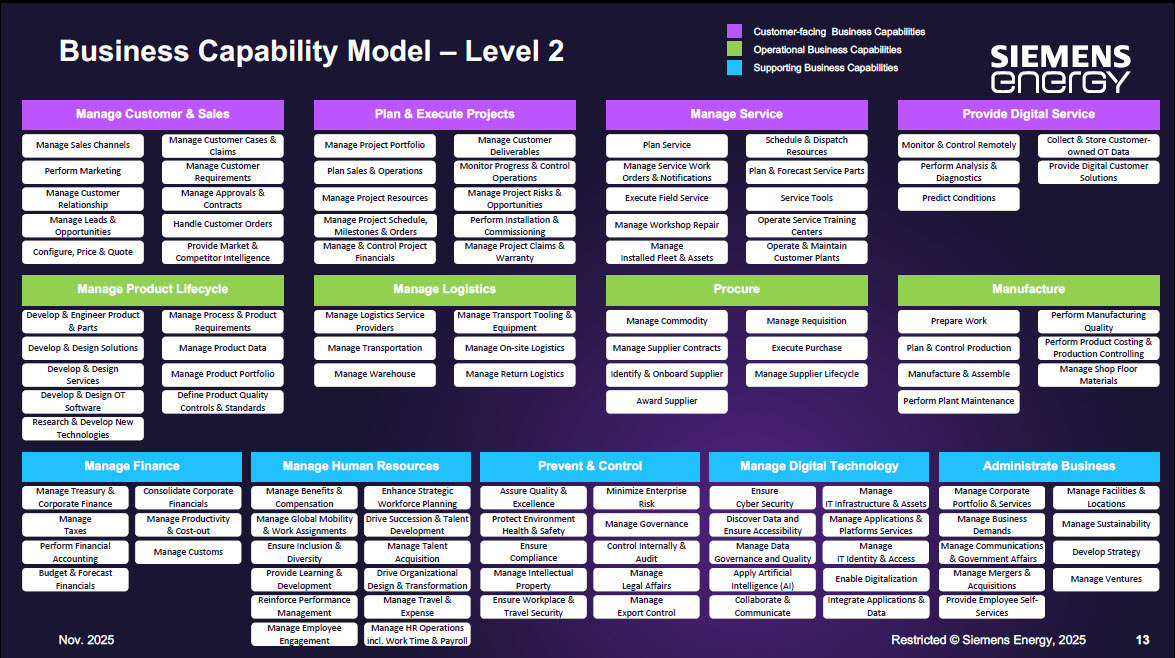
The detailed image above is worth studying if you are interested in the levels and the mappings of the capabilities. The BCM approach was beneficial when the company became disconnected from Siemens AG, enabling it to rationalize its application portfolio.
Next, Peter zoomed in on some of the examples of how a BCM and structured application portfolio management can help to rationalize the AI hype/demand – where is it applicable, where does AI have impact – and as he illustrated, it is not that simple. With the BCM, you have a base for further analysis.
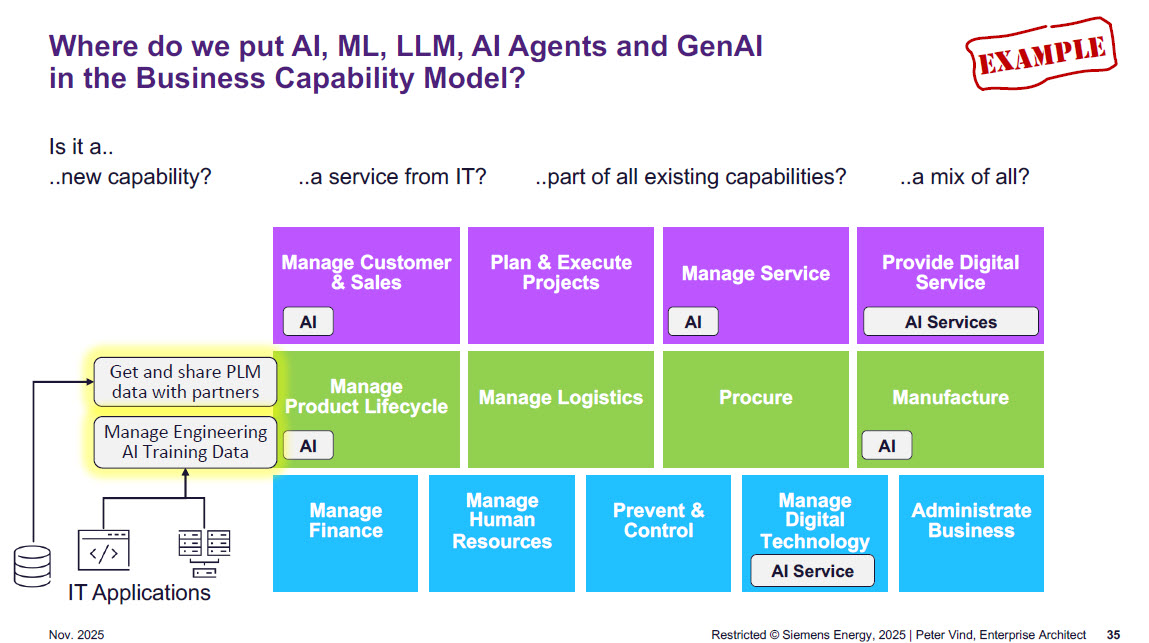
Other future-relevant topics he shared included how to address the introduction of the digital product passport and how the BCM methodology supports the shift in business models toward a modern “Power-as-a-Service” model.
He concludes that having a Business Capability Model gives you a stable foundation for managing your enterprise architecture now and into the future. The BCM complements other methodologies that connect business strategy to (IT) execution. See also my 2024 post: Don’t use the P** word! – 5 lessons learned.
Holistic PLM in Action.
 or companies struggling with their digital transformation in the PLM domain, Andreas Wank, Head of Smart Innovation at Pepperl+Fuchs SE, shared his journey so far. All the essential aspects of such a transformation were mentioned. Pepperl+Fuchs has a portfolio of approximately 15,000 products that combine hardware and software.
or companies struggling with their digital transformation in the PLM domain, Andreas Wank, Head of Smart Innovation at Pepperl+Fuchs SE, shared his journey so far. All the essential aspects of such a transformation were mentioned. Pepperl+Fuchs has a portfolio of approximately 15,000 products that combine hardware and software.
It started with the WHY. With such a massive portfolio, business innovation is under pressure without a PLM infrastructure. Too many changes, fragmented data, no single source of truth, and siloed ways of working lead to much rework, errors, and iterations that keep the company busy while missing the global value drivers.
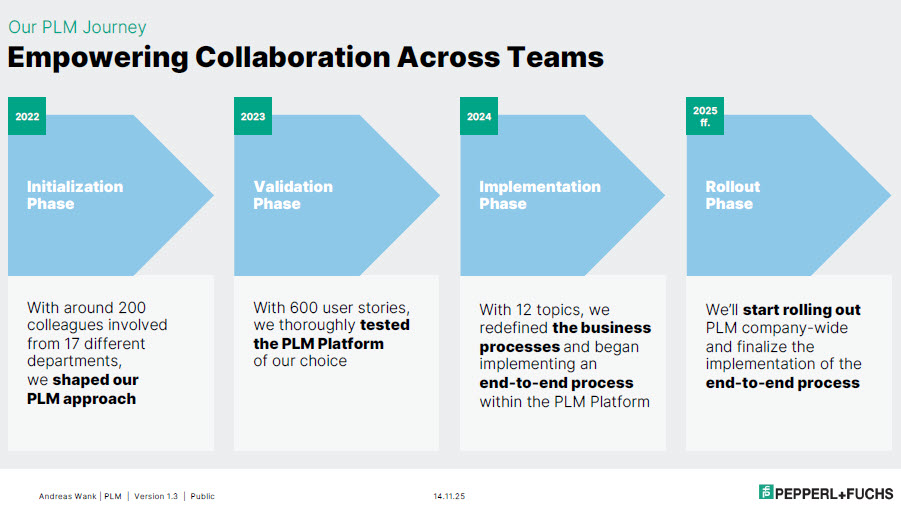
Next, the journey!
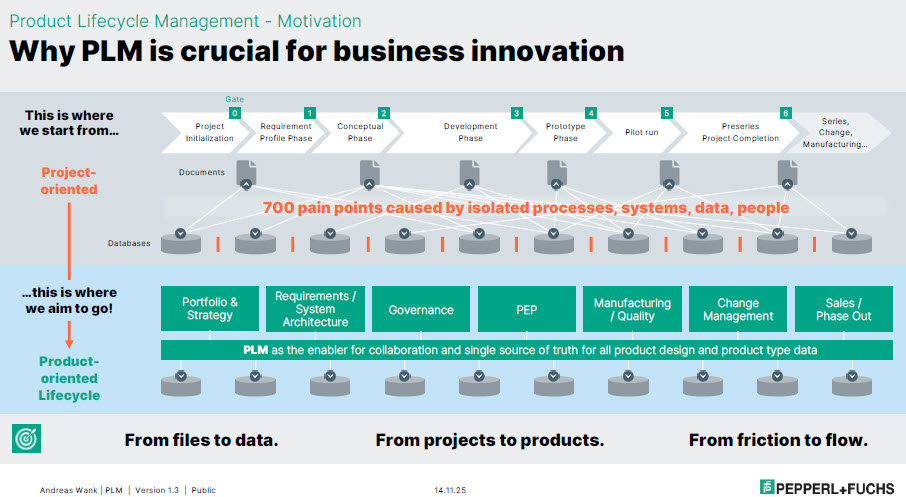
The above image is an excellent way to communicate the why, what, and how to a broader audience. All the main messages are in the image, which helps people align with them.
The first phase of the project, creating digital continuity, is also an excellent example of digital transformation in traditional document-driven enterprises. From files to data align with the From Coordinated To Connected theme.
Next, the focus was to describe these new ways of working with all stakeholders involved before starting the selection and implementation of PLM tools. This approach is so crucial, as one of my big lessons learned from the past is: “Never start a PLM implementation in R&D.”
If you start in R&D, the priority shifts away from the easy flow of data between all stakeholders; it becomes an R&D System that others will have to live with.
You never get a second, first impression!
Pepperl+Fuchs spends a long time validating its PLM selection – something you might only see in privately owned companies that are not driven by shareholder demands, but take the time to prepare and understand their next move.
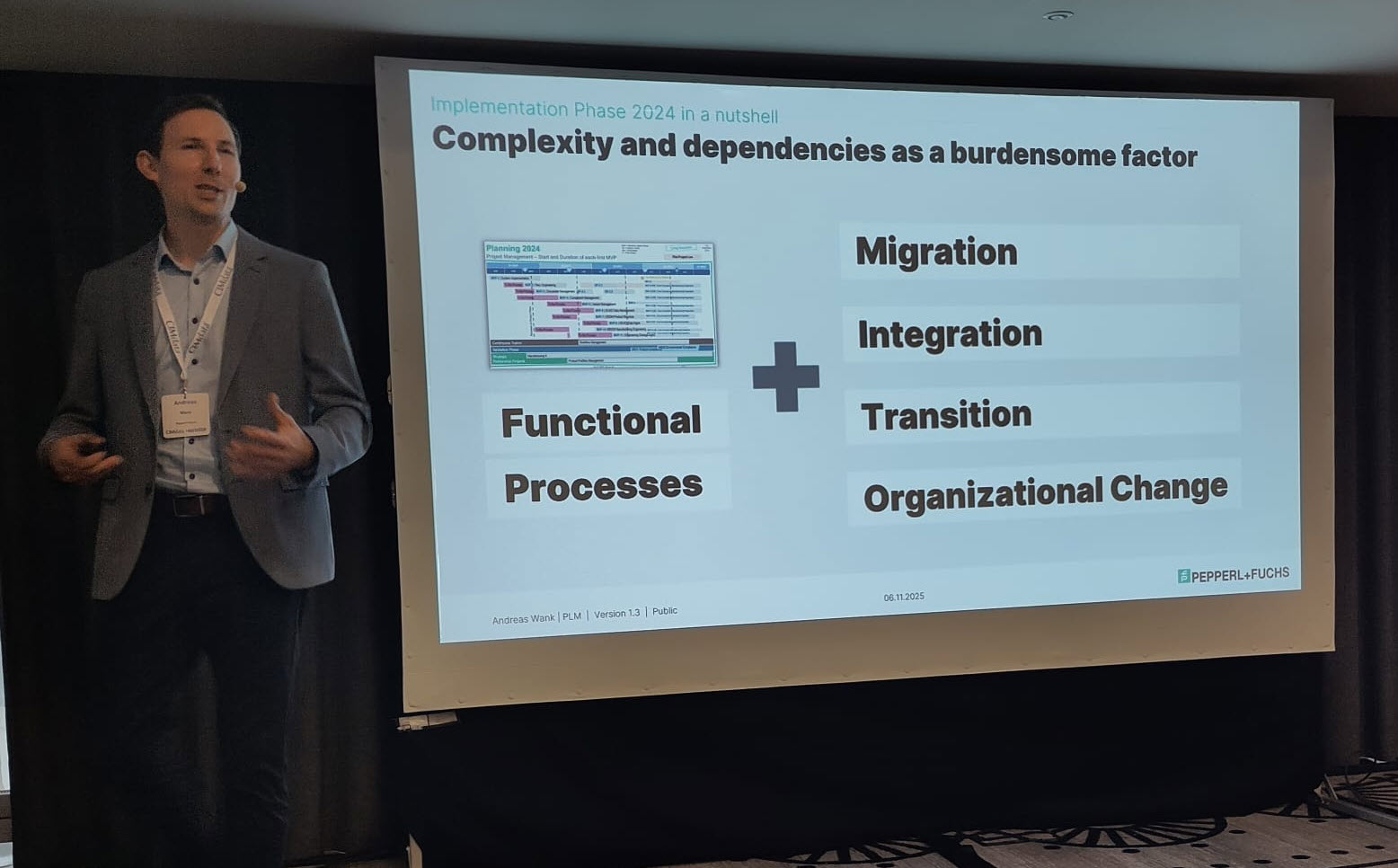
As Andreas also explained, it is not only about the functional processes. As the image shows, migration (often the elephant in the room) and integration with the other enterprise systems also need to be considered. And all of this is combined with managing the transition and the necessary organizational change.
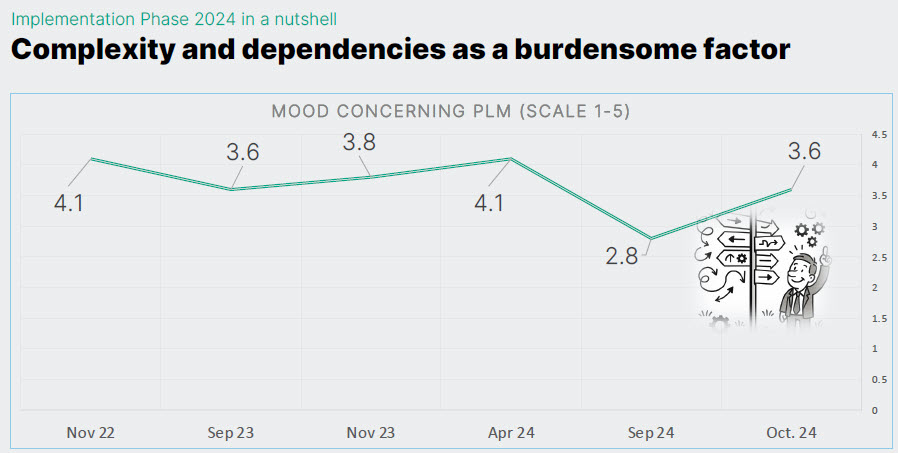
Andreas shared some best practices illustrating the focus on the transition and human aspects. They have implemented a regular survey to measure the PLM mood in the company. And when the mood went radical down on Sept 24, from 4.1 to 2.8 on a scale of 1 to 5, it was time to act.
They used one week at a separate location, where 30 of his colleagues worked on the reported issues in one room, leading to 70 decisions that week. And the result was measurable, as shown in the image below.
Andreas’s story was such a perfect fit for the discussions we have in the Share PLM podcast series that we asked him to tell it in more detail, also for those who have missed it. Subscribe and stay tuned for the podcast, coming soon.
Trust, Small Changes, and Transformation.
 Ashwath Sooriyanarayanan and Sofia Lindgren, both active at the corporate level in the PLM domain at Assa Abloy, came with an interesting story about their PLM lessons learned.
Ashwath Sooriyanarayanan and Sofia Lindgren, both active at the corporate level in the PLM domain at Assa Abloy, came with an interesting story about their PLM lessons learned.
To understand their story, it is essential to comprehend Assa Abloy as a special company, as the image below explains. With over 1000 sites, 200 production facilities, and, last year, on average every two weeks, a new acquisition, it is hard to standardize the company, driven by a corporate organization.

However, this was precisely what Assa Abloy has been trying to do over the past few years. Working towards a single PLM system, with generic processes for all, spending a lot of time integrating and migrating data from the different entities became a mission impossible.
To increase user acceptance, they fell into the trap of customizing the system ever more to meet many user demands. A dead end, as many other companies have probably experienced similarly.
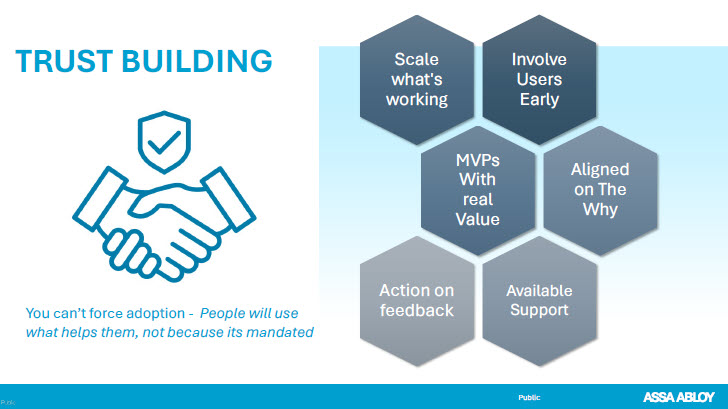
And then they came with a strategic shift. Instead of holding on to the past and the money invested in technology, they shifted to the human side.
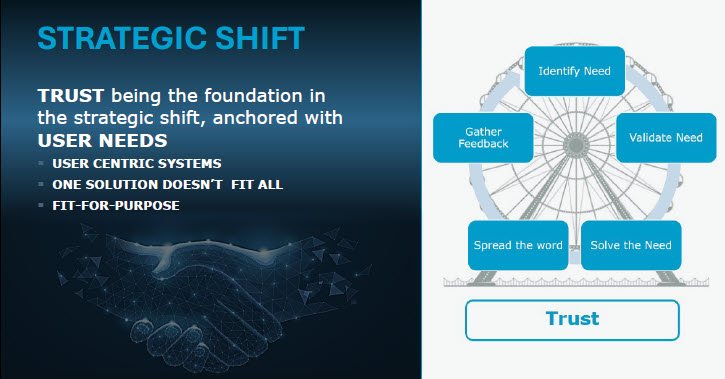
The PLM group became a trusted organisation supporting the individual entities. Instead of telling them what to do (Top-Down), they talked with the local business and provided standardized PLM knowledge and capabilities where needed (Bottom-Up).
This “modular” approach made the PLM group the trusted partner of the individual business. A unique approach, making us realize that the human aspect remains part of implementing PLM
Humans cannot be transformed
 Given the length of this blog post, I will not spend too much text on my closing presentation at the conference. After a technical start on DAY 1, we gradually moved to broader, human-related topics in the latter part.
Given the length of this blog post, I will not spend too much text on my closing presentation at the conference. After a technical start on DAY 1, we gradually moved to broader, human-related topics in the latter part.
You can find my presentation here on SlideShare as usual, and perhaps the best summary from my session was given in this post from Paul Comis. Enjoy his conclusion.
Conclusion
Two and a half intensive days in Paris again at the PLM Roadmap / PDT Europe conference, where some of the crucial aspects of PLM were shared in detail. The value of the conference lies in the stories and discussions with the participants. Only slides do not provide enough education. You need to be curious and active to discover the best perspective.

For those celebrating: Wishing you a wonderful Thanksgiving!
For those of you following my blog over the years, there is, every time after the PLM Roadmap PDT Europe conference, one or two blog posts, where the first starts with “The weekend after ….”
 This time, November has been a hectic week for me, with first this engaging workshop “Shape the future of PLM – together” – you can read about it in my blog post or the latest post from Arrowhead fPVN, the sponsor of the workshop.
This time, November has been a hectic week for me, with first this engaging workshop “Shape the future of PLM – together” – you can read about it in my blog post or the latest post from Arrowhead fPVN, the sponsor of the workshop.
 Last week, I celebrated with the core team from the PLM Green Global Alliance our 5th anniversary, during which we discussed sustainability in action. The term sustainability is currently under the radar, but if you want to learn what is happening, read this post with a link to the webinar recording.
Last week, I celebrated with the core team from the PLM Green Global Alliance our 5th anniversary, during which we discussed sustainability in action. The term sustainability is currently under the radar, but if you want to learn what is happening, read this post with a link to the webinar recording.
 Last week, I was also active at the PTC/User Benelux conference, where I had many interesting discussions about PTC’s strategy and portfolio. A big and well-organized event in the town where I grew up in the world of teaching and data management.
Last week, I was also active at the PTC/User Benelux conference, where I had many interesting discussions about PTC’s strategy and portfolio. A big and well-organized event in the town where I grew up in the world of teaching and data management.
And now it is time for the PLM roadmap / PDT conference review
The conference
The conference is my favorite technical conference 😉 for learning what is happening in the field. Over the years, we have seen reports from the Aerospace & Defense PLM Action Groups, which systematically work on various themes related to a digital enterprise. The usage of standards, MBSE, Supplier Collaboration, Digital Thread & Digital Twin are all topics discussed.
This time, the conference was sold out with 150+ attendees, just fitting in the conference space, and the two-day program started with a challenging day 1 of advanced topics, and on day 2 we saw more company experiences.
 Combined with the traditional dinner in the middle, it was again a great networking event to charge the brain. We still need the brain besides AI. Some of the highlights of day 1 in this post.
Combined with the traditional dinner in the middle, it was again a great networking event to charge the brain. We still need the brain besides AI. Some of the highlights of day 1 in this post.
PLM’s Integral Role in Digital Transformation
 As usual, Peter Bilello, CIMdata’s President & CEO, kicked off the conference, and his message has not changed over the years. PLM should be understood as a strategic, enterprise-wide approach that manages intellectual assets and connects the entire product lifecycle.
As usual, Peter Bilello, CIMdata’s President & CEO, kicked off the conference, and his message has not changed over the years. PLM should be understood as a strategic, enterprise-wide approach that manages intellectual assets and connects the entire product lifecycle.
I like the image below explaining the WHY behind product lifecycle management.
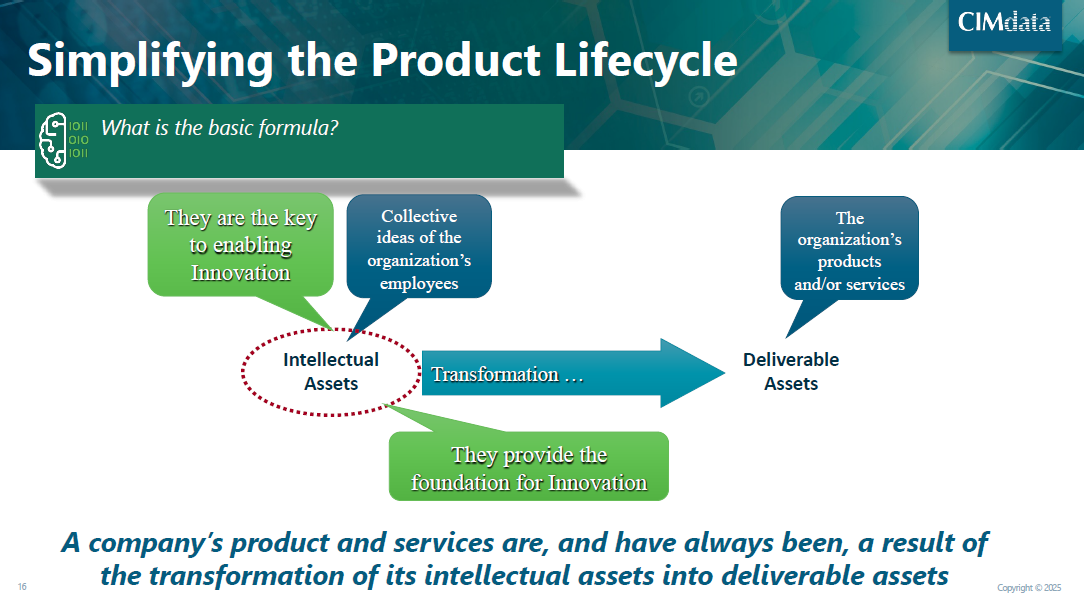
It enables end-to-end digitalization, supports digital threads and twins, and provides the backbone for data governance, analytics, AI, and skills transformation.
Peter walked us briefly through CIMdata’s Critical Dozen (a YouTube recording is available here), all of which are relevant to the scope of digital transformation. Without strong PLM foundations and governance, digital transformation efforts will fail.
The Digital Thread as the Foundation of the Omniverse
 Prof. Dr.-Ing. Martin Eigner, well known for his lifetime passion and vision in product lifecycle management (PDM and PLM tools & methodology), shared insights from his 40-year journey, highlighting the growing complexity and ever-increasing fragmentation of customer solution landscapes.
Prof. Dr.-Ing. Martin Eigner, well known for his lifetime passion and vision in product lifecycle management (PDM and PLM tools & methodology), shared insights from his 40-year journey, highlighting the growing complexity and ever-increasing fragmentation of customer solution landscapes.
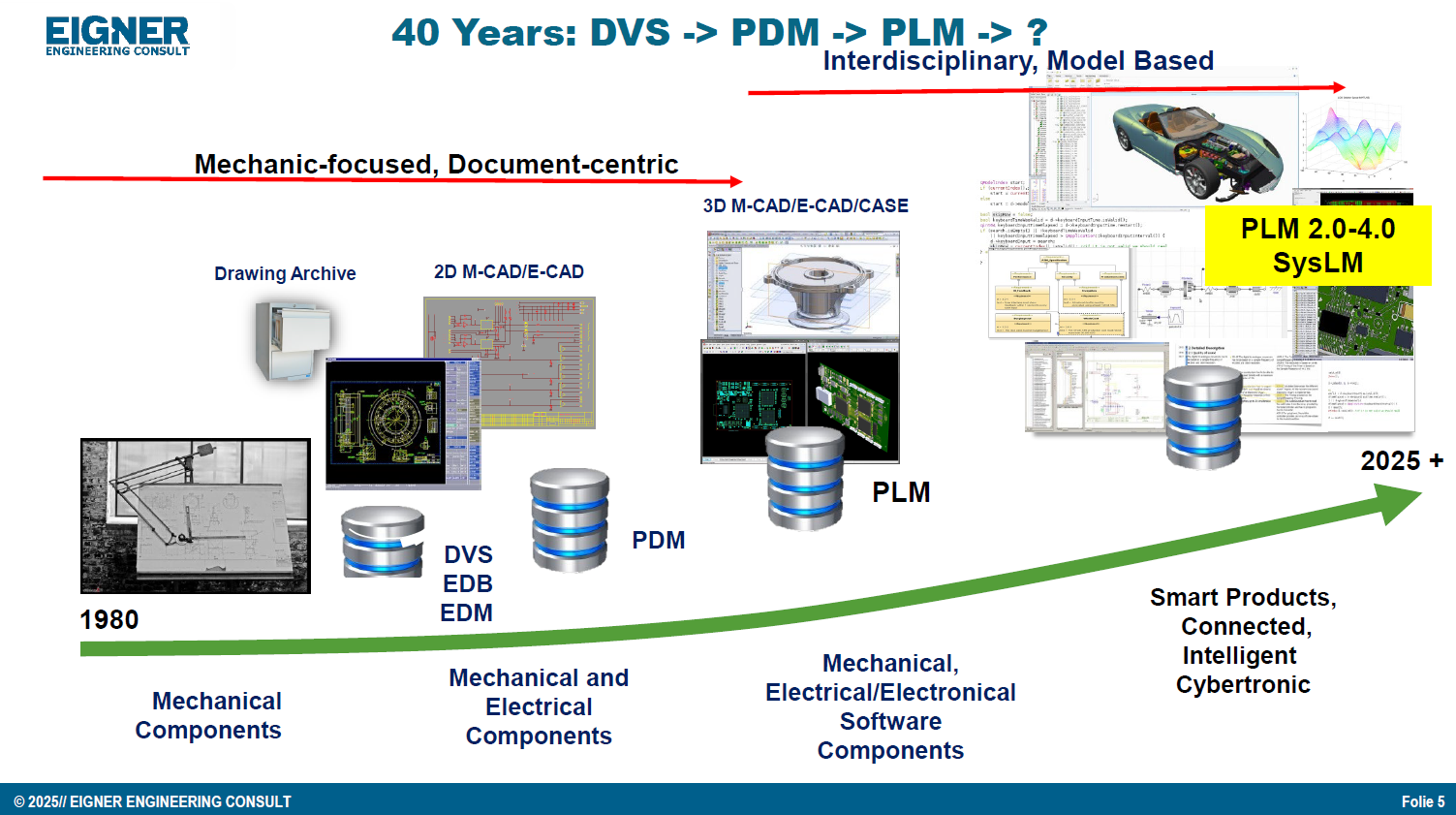
In his current eco-system, ERP (read SAP) is playing a significant role as an execution platform, complemented by PDM or ECTR capabilities. Few of his customers go for the broad PLM systems, and therefore, he stresses the importance of the so-called Extended Digital Thread.
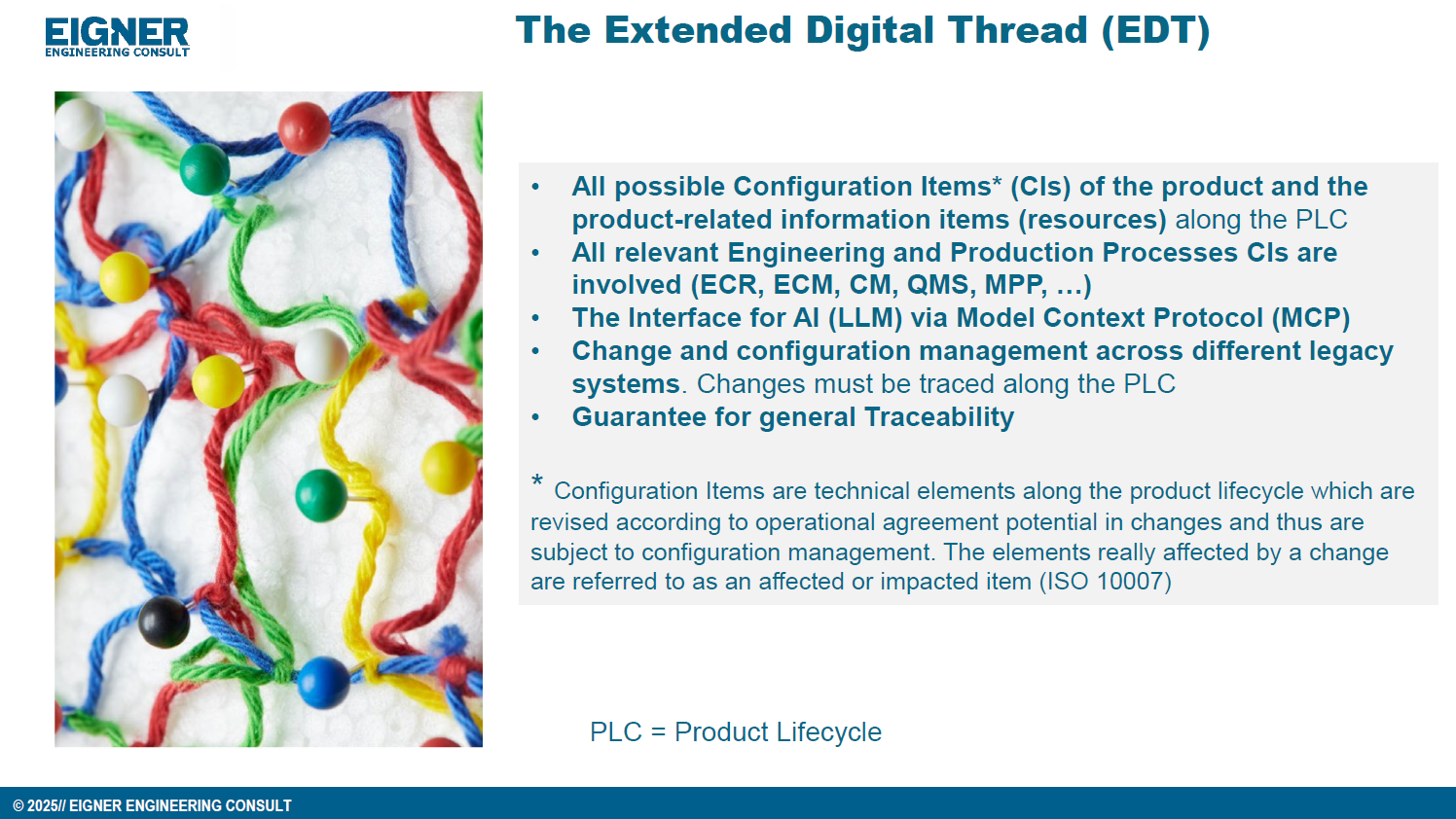
Prof Eigner describes the EDT more precisely as an overlaying infrastructure implemented by a graph database that serves as a performant knowledge graph of the enterprise.
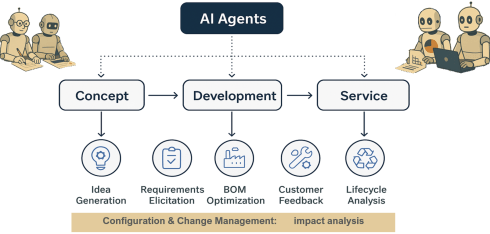
The EDT serves as the foundation for AI-driven applications, supporting impact analysis, change management, and natural-language interaction with product data. The presentation also provides a detailed view of Digital Twin concepts, ranging from component to system and process twins, and demonstrates how twins enhance predictive maintenance, sustainability, and process optimization.
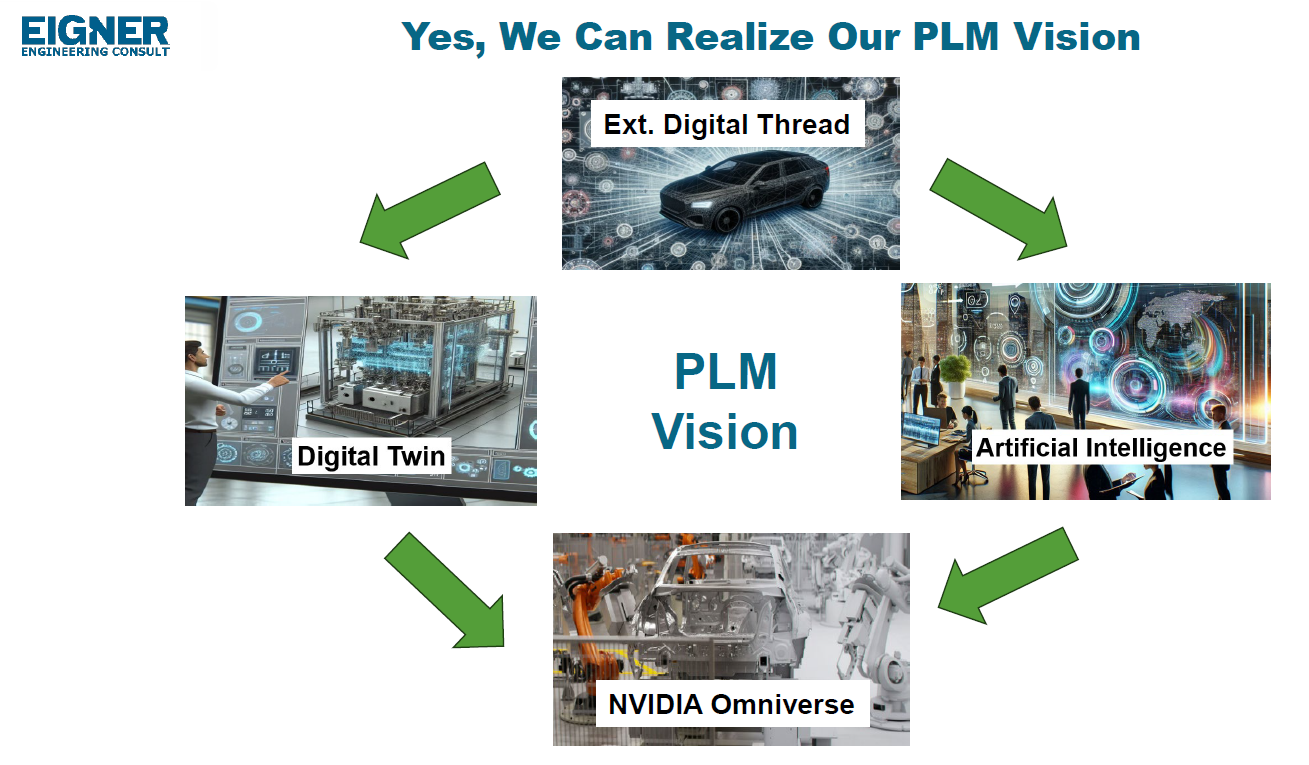
Combined with the NVIDIA Omniverse as the next step toward immersive, real-time collaboration and simulation, enabling virtual factories and physics-accurate visualization. The outlook emphasizes that combining EDT, Digital Twin, AI, and Omniverse moves the industry closer to the original PLM vision: a unified, consistent Single Source of Truth 😮that boosts innovation, efficiency, and ROI.
![]() For me, hearing and reading the term Single Source of Truth still creates discomfort with reality and humanity, so we still have something to discuss.
For me, hearing and reading the term Single Source of Truth still creates discomfort with reality and humanity, so we still have something to discuss.
Semantic Digital Thread for Enhanced Systems Engineering in a Federated PLM Landscape
 Dr. Yousef Hooshmand‘s presentation was a great continuation of the Extended Digital Thread theme discussed by Dr. Martin Eigner. Where the core of Martin’s EDT is based on traceability between artifacts and processes throughout the lifecycle, Yousef introduced a (for me) totally new concept: starting with managing and structuring the data to manage the knowledge, rather than starting from the models and tools to understand the knowledge.
Dr. Yousef Hooshmand‘s presentation was a great continuation of the Extended Digital Thread theme discussed by Dr. Martin Eigner. Where the core of Martin’s EDT is based on traceability between artifacts and processes throughout the lifecycle, Yousef introduced a (for me) totally new concept: starting with managing and structuring the data to manage the knowledge, rather than starting from the models and tools to understand the knowledge.
It is a fundamentally different approach to addressing the same problem of complexity. During our pre-conference workshop “Shape the future of PLM – together,” I already got a bit familiar with this approach, and Yousef’s recently released paper provides all the details.
All the relevant information can be found in his recent LinkedIn post here.
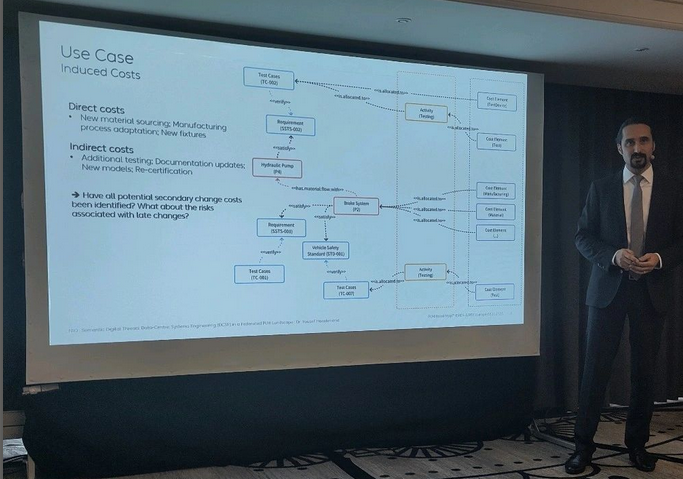
In his presentation during the conference, Yousef illustrated the value and applicability of the Semantic Digital Thread approach by presenting it in an automotive use case: Impact Analysis and Cost Estimation (image above)
To understand the Semantic Digital Thread, it is essential to understand the Semantic Data Model and its building blocks or layers, as illustrated in the image below:
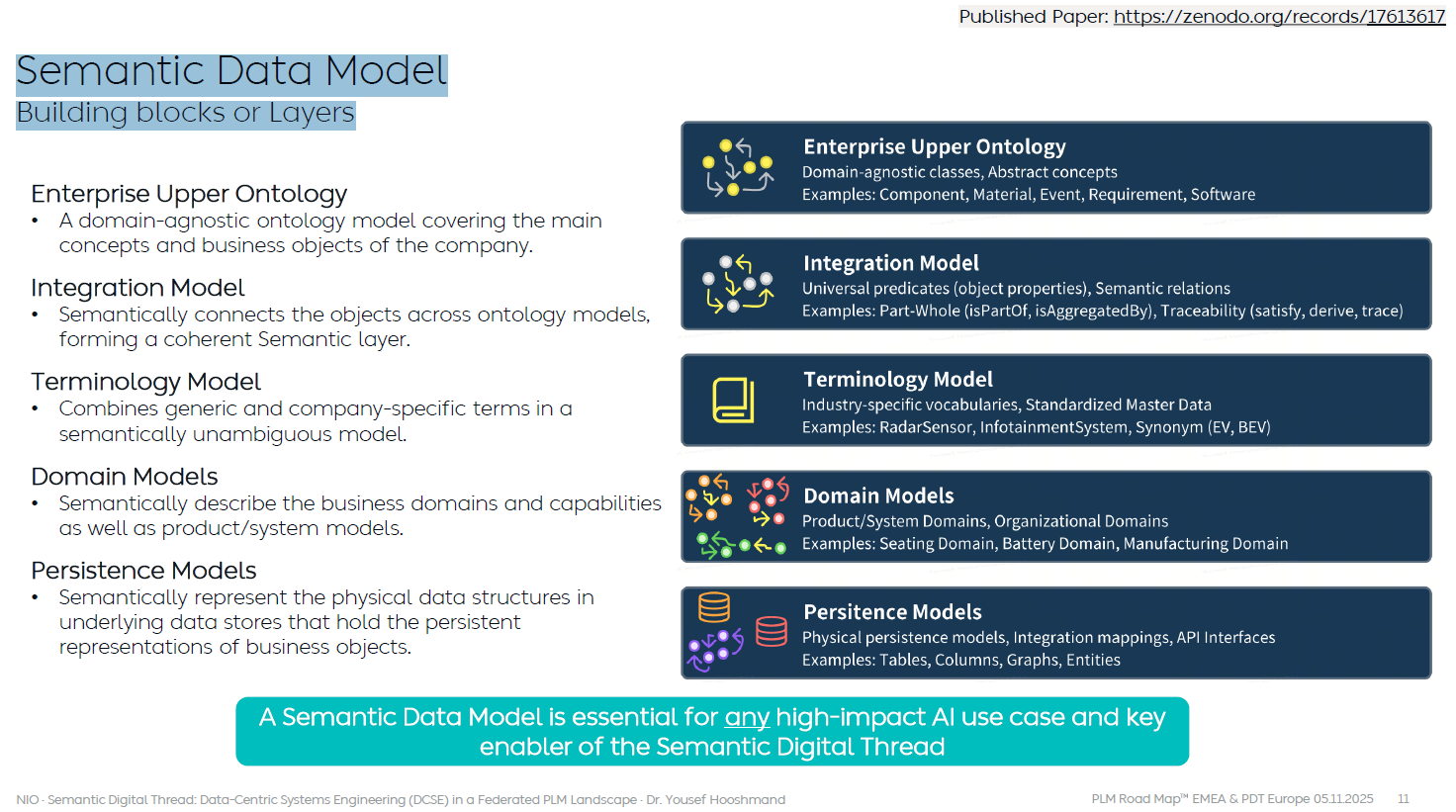
In addition, such an infrastructure is ideal for AI applications and avoids vendor- or tool lock-in, providing a significant long-term advantage.
I am sure it will take time for us to digest the content if you are entering the domain of a data-driven enterprise (the connected approach) instead of a document-driven enterprise (the coordinated approach).
 However, as many of the other presentations on day 1 also stated: “data without context is worthless – then they become just bits and bytes.” For advanced and future scenarios, you cannot avoid working with ontologies, semantic models and graph databases.
However, as many of the other presentations on day 1 also stated: “data without context is worthless – then they become just bits and bytes.” For advanced and future scenarios, you cannot avoid working with ontologies, semantic models and graph databases.
Where is your company on the path to becoming more data-driven?
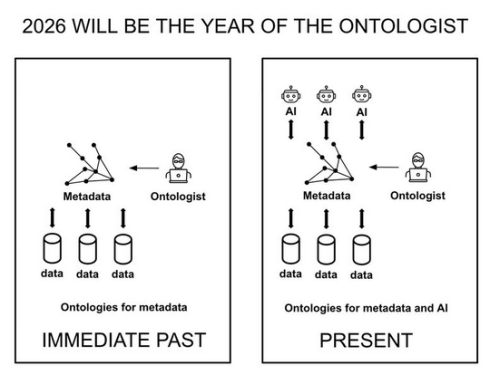
Note: I just saw this post and the image above, which emphasizes the importance of the relationship between ontologies and the application of AI agents.
Evaluation of SysML v2 for use in Collaborative MBSE between OEMs and Suppliers
 It was interesting to hear Chris Watkins’ speech, which presented the findings from the AD PLM Action Group MBSE Collaboration Working Group on digital collaboration based on SysML v2.
It was interesting to hear Chris Watkins’ speech, which presented the findings from the AD PLM Action Group MBSE Collaboration Working Group on digital collaboration based on SysML v2.
The topic they research is that currently there are no common methods and standards for exchanging digital model-based requirements and architecture deliverables for the design, procurement, and acceptance of aerospace systems equipment across the industry.
The action group explored the value of SysML v2 for data-driven collaboration between OEMs and suppliers, particularly in the early concept phases.
Chris started with a brief explanation of what SysXML v2 is – image below:
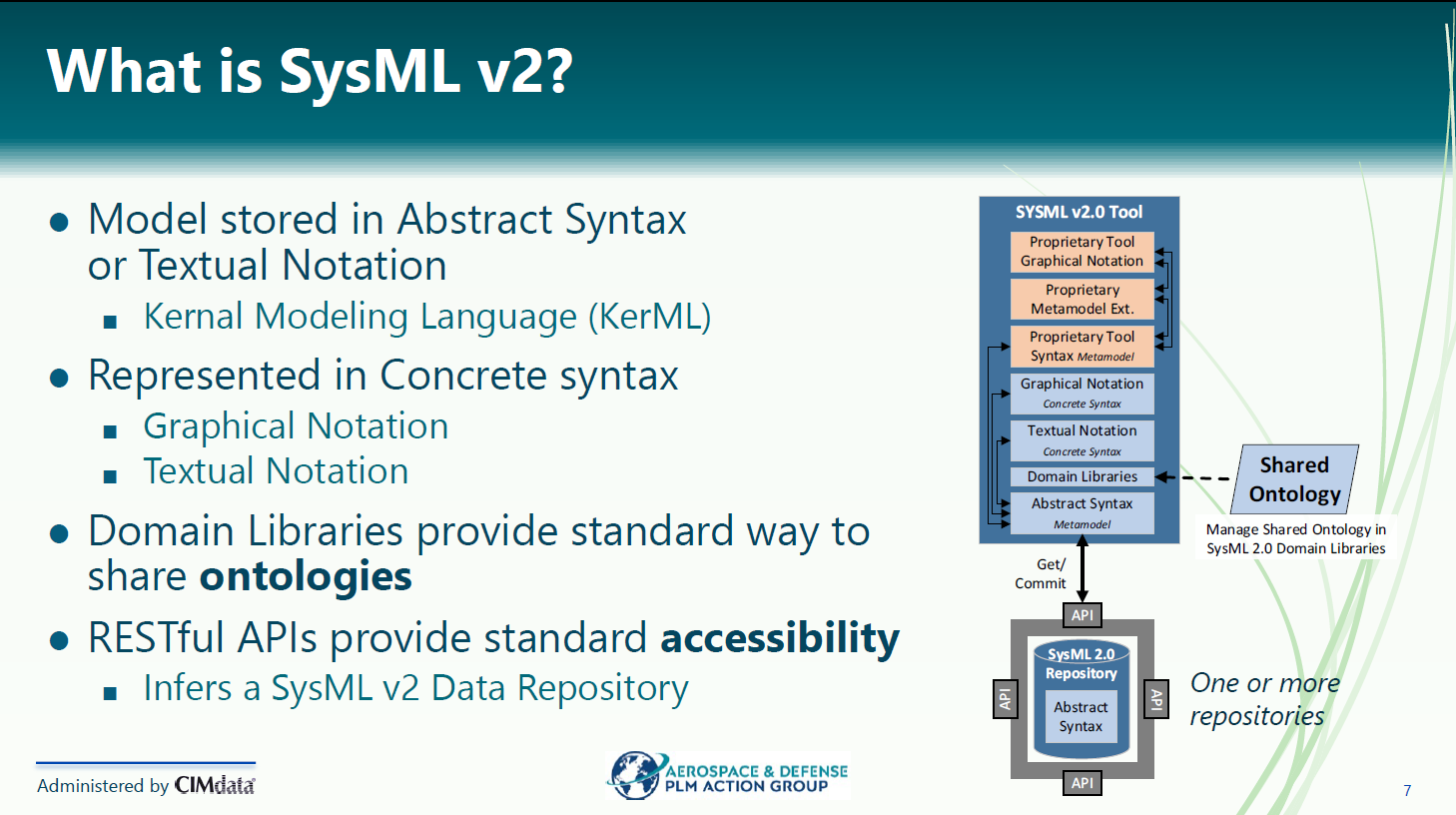
As the image illustrates, SysML v2-ready tools allow people to work in their proprietary interfaces while sharing results in common, defined structures and ontologies.
When analyzing various collaboration scenarios, one of the main challenges remained managing changes, the required ontologies, and working in a shared IT environment.
👉You can read the full report here: AD PAG reports: Model-Based Systems Engineering.
An interesting point of discussion here is that, in the report, participants note that, despite calling out significant gaps and concerns, a substantial majority of the industry indicated that their MBSE solution provider is a good partner. At the same time, only a small minority expressed a negative view.
Would Data-Centric Systems Engineering change the discussion? See table 1 below from Yousef’s paper:
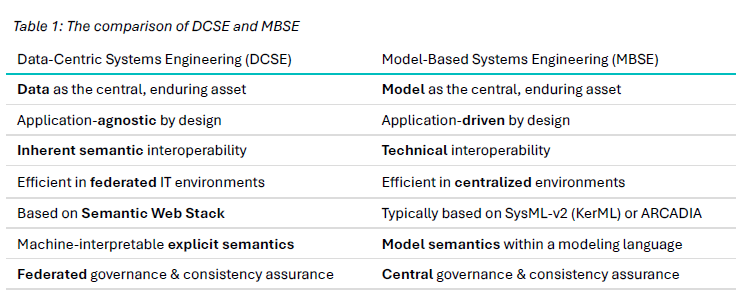
An illustration that there was enough food for discussion during the conference.
PLM Interoperability and the Untapped Value of 40 Years in Standardization
In the context of collaboration, two sessions fit together perfectly.
 First, Kenny Swope from Boeing. Kenny is a longtime Boeing engineering leader and global industrial-data standards expert who oversees enterprise interoperability efforts, chairs ISO/TC 184/SC 4, and mentors youth in technology through 4-H and FIRST programs.
First, Kenny Swope from Boeing. Kenny is a longtime Boeing engineering leader and global industrial-data standards expert who oversees enterprise interoperability efforts, chairs ISO/TC 184/SC 4, and mentors youth in technology through 4-H and FIRST programs.
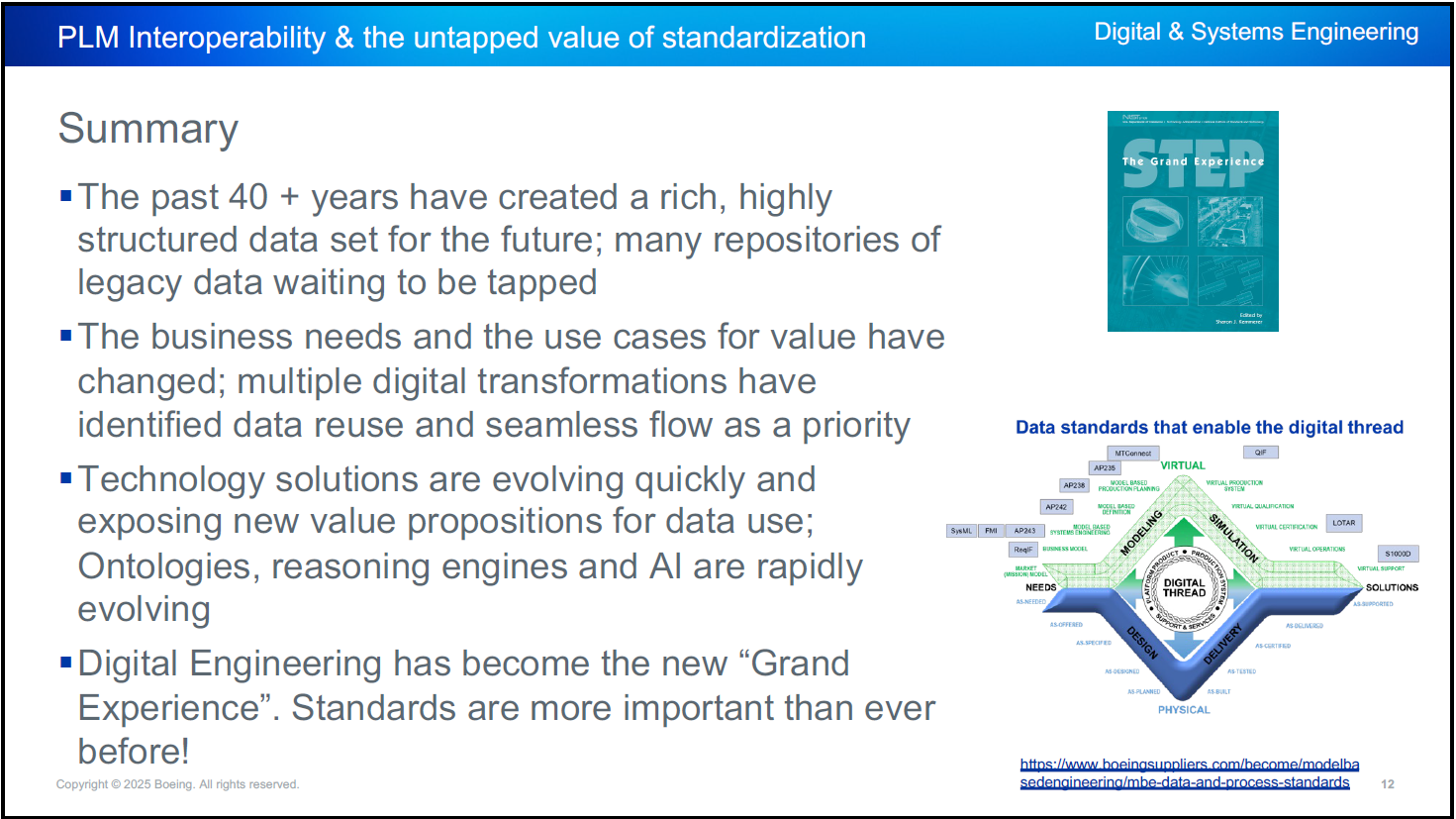
Kenny shared that over the past 40+ years, the understanding and value of this approach have become increasingly apparent, especially as organizations move toward a digital enterprise. In a digital enterprise, these standards are needed for efficient interoperability between various stakeholders. And the next session was an example of this.
Unlocking Enterprise Knowledge
 Fredrik Anthonisen, the CTO of the POSC Caesar Association (PCA), started his story about the potential value of efficient standard use.
Fredrik Anthonisen, the CTO of the POSC Caesar Association (PCA), started his story about the potential value of efficient standard use.
According to a Siemens report, “The true costs of downtime” a $1,4 trillion is lost to unplanned downtime.
The root cause is that, most of the time, the information needed to support the MRO activity is inaccessible or incomplete.
Making data available using standards can provide part of the answer, but static documents and slow consensus processes can’t keep up with the pace of change.
Therefore, PCA established the PCA enterprise reference data cloud, where all stakeholders in enterprise collaboration can relate their data to digital exposed standards, as the left side of the image shows.
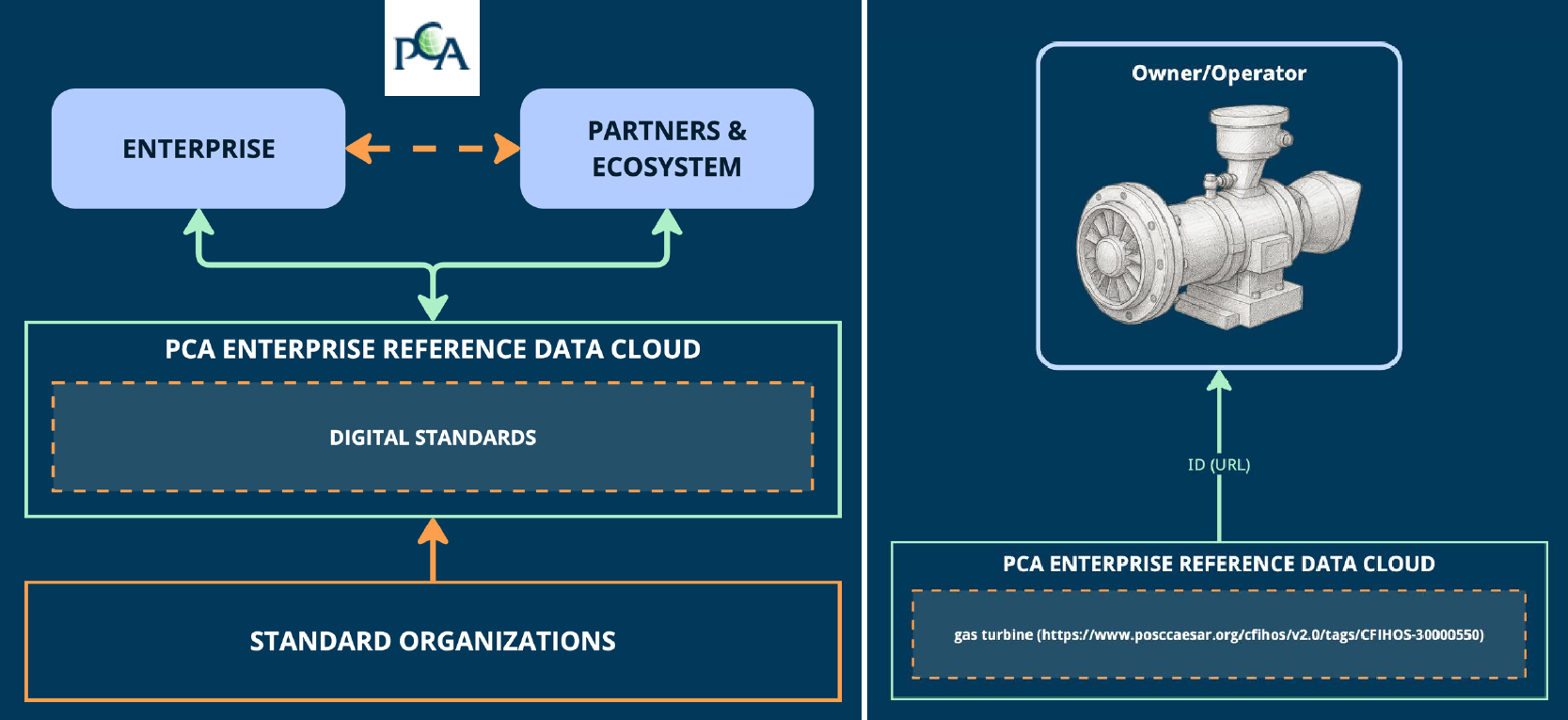
Fredrik shared a use case (on the right side of the image) as an example. Also, he mentioned that the process for defining and making the digital reference data available to participants is ongoing. The reference data needs to become the trusted resource for the participants to monetize the benefits.
Summary
Day 1 had many more interesting and advanced concepts related to standards and the potential usage of AI.
 Jean-Charles Leclerc, Head of Innovation & Standards at TotalEnergies, in his session, “Bringing Meaning Back To Data,” elaborated on the need to provide data in the context of the domain for which it is intended, rather than “indexed” LLM data.
Jean-Charles Leclerc, Head of Innovation & Standards at TotalEnergies, in his session, “Bringing Meaning Back To Data,” elaborated on the need to provide data in the context of the domain for which it is intended, rather than “indexed” LLM data.
Very much aligned with Yousef’s statement that there is a need to apply semantic technologies, and especially ontologies, to turn the data into knowledge.
More details can also be found in the “Shape the future of PLM – together” post, where Jean-Charles was one of the leading voices.
 The panel discussion at the end of day 1 was free of people jumping on the hype. Yes, benefits are envisioned across the product lifecycle management domain, but to be valuable, the foundation needs to be more structured than it has been in the past.
The panel discussion at the end of day 1 was free of people jumping on the hype. Yes, benefits are envisioned across the product lifecycle management domain, but to be valuable, the foundation needs to be more structured than it has been in the past.
“Reliable AI comes from a foundation that supports knowledge in its domain context.”
Conclusion
For the casual user, day 1 was tough – digital transformation in the product lifecycle domain requires skills that might not yet exist in smaller organizations. Understanding the need for ontologies (generic/domain-specific) and semantic models is essential to benefit from what AI can bring – a challenging and enjoyable journey to follow!
 Together with Håkan Kårdén, we had the pleasure of bringing together 32 passionate professionals on November 4th to explore the future of PLM (Product Lifecycle Management) and ALM (Asset Lifecycle Management), inspired by insights from four leading thinkers in the field. Please, click on the image for more details.
Together with Håkan Kårdén, we had the pleasure of bringing together 32 passionate professionals on November 4th to explore the future of PLM (Product Lifecycle Management) and ALM (Asset Lifecycle Management), inspired by insights from four leading thinkers in the field. Please, click on the image for more details.
The meeting had two primary purposes.
- Firstly, we aimed to create an environment where these concepts could be discussed and presented to a broader audience, comprising academics, industrial professionals, and software developers. The group’s feedback could serve as a benchmark for them.
- The second goal was to bring people together and create a networking opportunity, either during the PLM Roadmap/PDT Europe conference, the day after, or through meetings established after this workshop.
Personally, it was a great pleasure to meet some people in person whose LinkedIn articles I had admired and read.
The meeting was sponsored by the Arrowhead fPVN project, a project I discussed in a previous blog post related to the PLM Roadmap/PDT Europe 2024 conference last year. Together with the speakers, we have begun working on a more in-depth paper that describes the similarities and the lessons learned that are relevant. This activity will take some time.
Therefore, this post only includes the abstracts from the speakers and links to their presentations. It concludes with a few observations from some attendees.
Reasoning Machines: Semantic Integration in Cyber-Physical Environments
![]() Torbjörn Holm / Jan van Deventer: The presentation discussed the transition from requirements to handover and operations, emphasizing the role of knowledge graphs in unifying standards and technologies for a flexible product value network
Torbjörn Holm / Jan van Deventer: The presentation discussed the transition from requirements to handover and operations, emphasizing the role of knowledge graphs in unifying standards and technologies for a flexible product value network
The presentation outlines the phases of the product and production lifecycle, including requirements, specification, design, build-up, handover, and operations. It raises a question about unifying these phases and their associated technologies and standards, emphasizing that the most extended phase, which involves operation, maintenance, failure, and evolution until retirement, should be the primary focus.
It also discusses seamless integration, outlining a partial list of standards and technologies categorized into three sections: “Modelling & Representation Standards,” “Communication & Integration Protocols,” and “Architectural & Security Standards.” Each section contains a table listing various technology standards, their purposes, and references. Additionally, the presentation includes a “Conceptual Layer Mapping” table that details the different layers (Knowledge, Service, Communication, Security, and Data), along with examples, functions, and references.
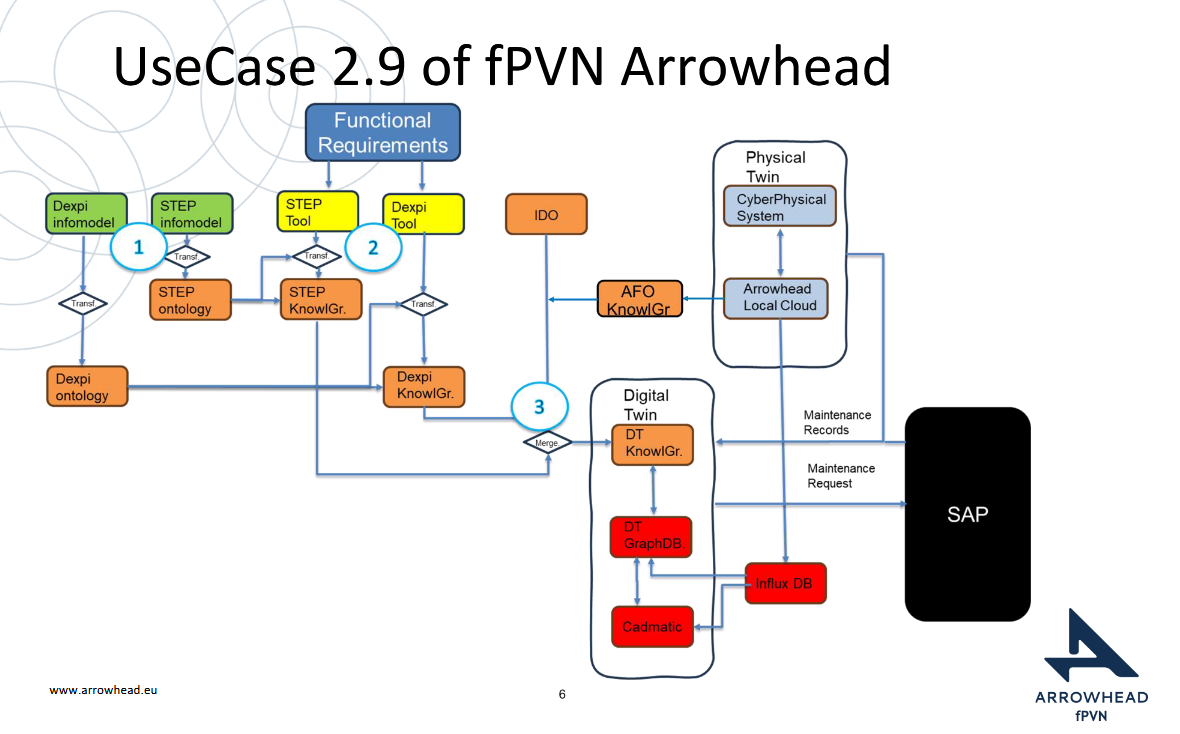
The presentation outlines an approach for utilizing semantic technologies to ensure interoperability across heterogeneous datasets throughout a product’s lifecycle. Key strategies include using OWL 2 DL for semantic consistency, aligning domain-specific knowledge graphs with ISO 23726-3, applying W3C Alignment techniques, and leveraging Arrowhead’s microservice-based architecture and Framework Ontology for scalable and interoperable system integration.
The utilized software architecture system, including three main sections: “Functional Requirements,” “Physical Twin,” and “Digital Twin,” each containing various interconnected components, will be presented. The Architecture includes today several Knowledge Graphs (KG): A DEXPI KG, A STEP (ISO 10303) KG, An Arrowhead Framework KG and under work the CFIHOS Semantics Ontology, all aligned.
👉The presentation: W3C Major standard interoperability_Paris
Beyond Handover: Building Lifecycle-Ready Semantic Interoperability
Jean-Charles Leclerc argued that Industrial data standards must evolve beyond the narrow scope of handover and static interoperability. To truly support digital transformation, they must embrace lifecycle semantics or, at the very least, be designed for future extensibility.
This shift enables technical objects and models to be reused, orchestrated, and enriched across internal and external processes, unlocking value for all stakeholders and managing the temporal evolution of properties throughout the lifecycle. A key enabler is the “pattern of change”, a dynamic framework that connects data, knowledge, and processes over time. It allows semantic models to reflect how things evolve, not just how they are delivered.
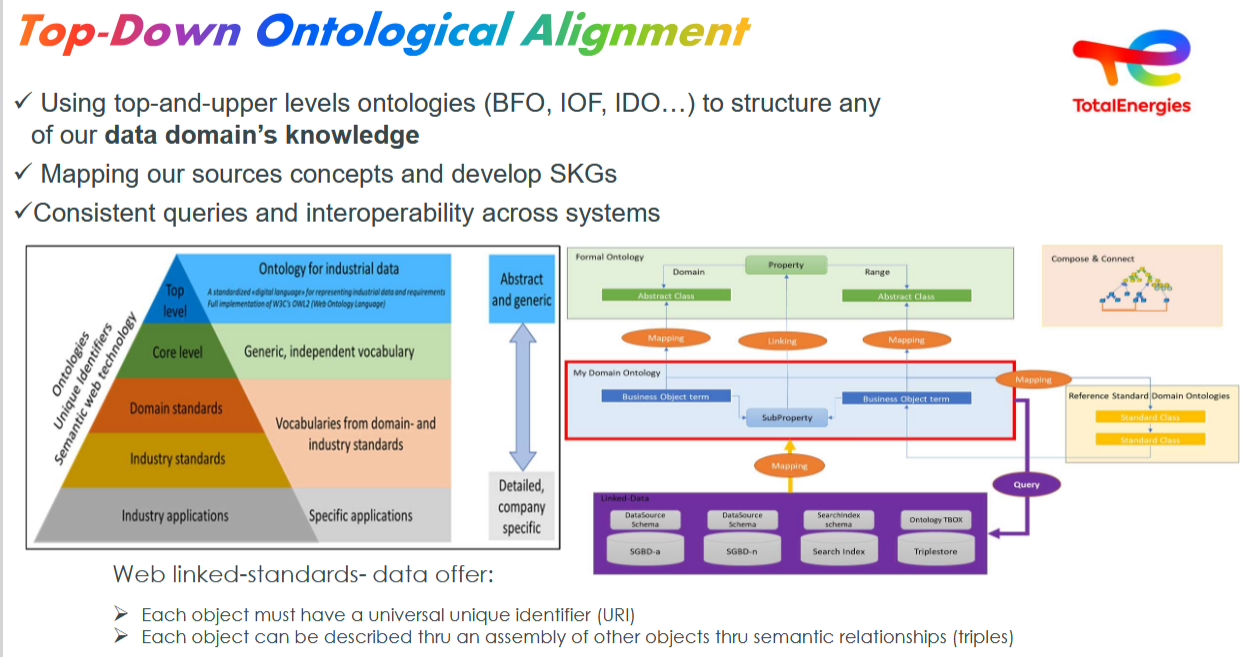
By grounding semantic knowledge graphs (SKGs) in such rigorous logic and aligning them with W3C standards, we ensure they are both robust and adaptable. This approach supports sustainable knowledge management across domains and disciplines, bridging engineering, operations, and applications.
Ultimately, it’s not just about technology; it’s about governance.
Being Sustainab’OWL (Web Ontology Language) by Design! means building semantic ecosystems that are reliable, scalable, and lifecycle-ready by nature.
Additional Insight: From Static Models to Living Knowledge
To transition from static information to living knowledge, organizations must reassess how they model and manage technical data. Lifecycle-ready interoperability means enabling continuous alignment between evolving assets, processes, and systems. This requires not only semantic precision but also a governance framework that supports change, traceability, and reuse, turning standards into operational levers rather than compliance checkboxes.
👉The presentation: Beyond Handover – Building Lifecycle Ready Semantic Interoperability
The first two presentations had a lot in common as they both come from the Asset Lifecycle Management domain and focus on an infrastructure to support assets over a long lifetime. This is particularly visible in the usage and references to standards such as DEXPI, STEP, and CFIHOS, which are typical for this domain.
How can we achieve our vision of PLM – the Single Source of Truth?
Martin Eigner stated that Product Lifecycle Management (PLM) has long promised to serve as the Single Source of Truth for organizations striving to manage product data, processes, and knowledge across their entire value chain. Yet, realizing this vision remains a complex challenge.
Achieving a unified PLM environment requires more than just implementing advanced software systems—it demands cultural alignment, organizational commitment, and seamless integration of diverse technologies. Central to this vision is data consistency: ensuring that stakeholders across engineering, manufacturing, supply chain, and service have access to accurate, up-to-date, and contextualized information along the Product Lifecycle. This involves breaking down silos, harmonizing data models, and establishing governance frameworks that enforce standards without limiting flexibility.
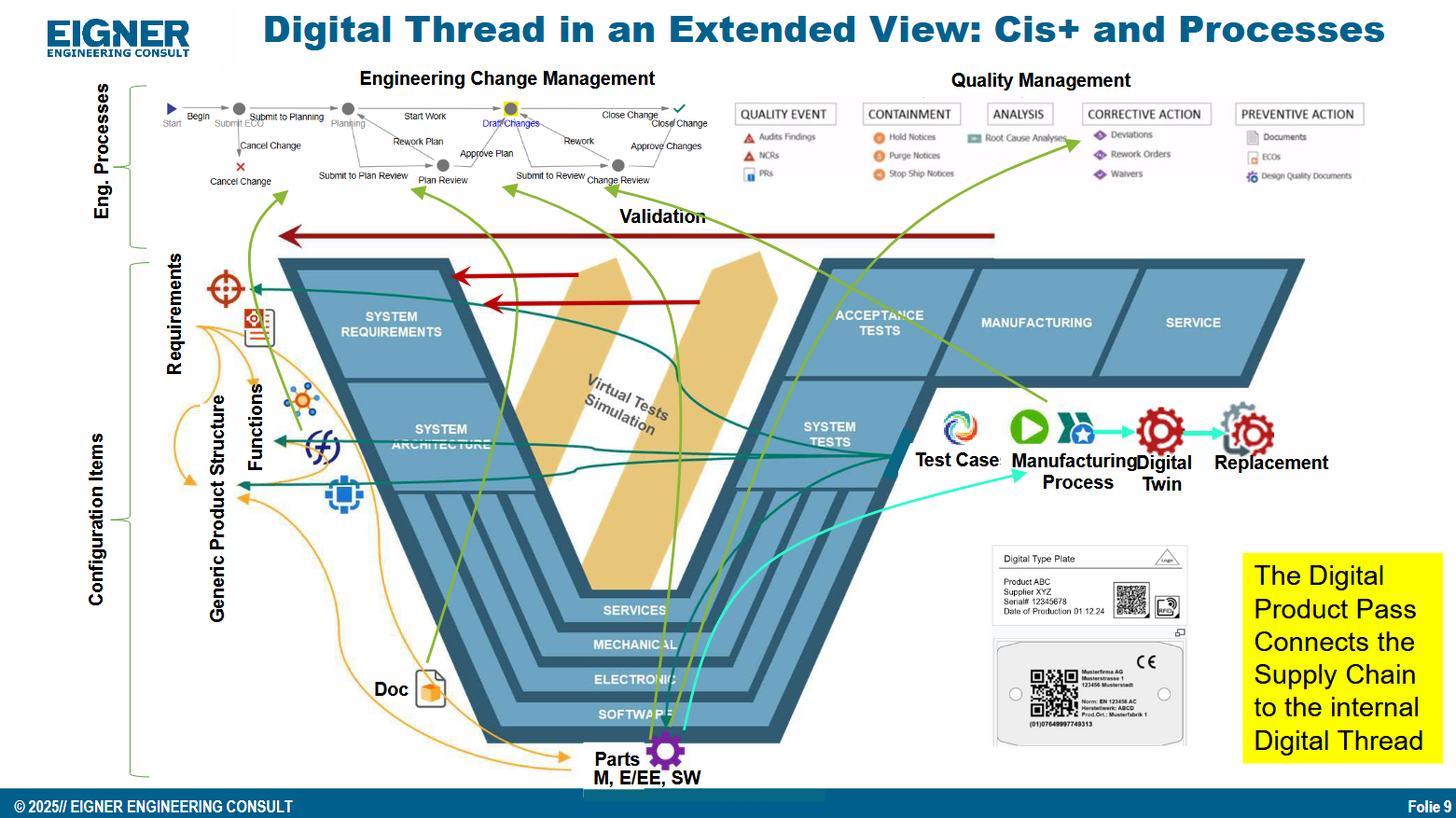
Emerging technologies and methodologies, such as Extended Digital Thread, Digital Twins, cloud-based platforms, and Artificial Intelligence, offer new opportunities to enhance collaboration and integrated data management.
However, their success depends on strong change management and a shared understanding of PLM as a strategic enabler rather than a purely technical solution. By fostering cross-functional collaboration, investing in interoperability, and adopting scalable architectures, organizations can move closer to a trustworthy single source of truth. Ultimately, realizing the vision of PLM requires striking a balance between innovation and discipline—ensuring trust in data while empowering agility in product development and lifecycle management.
👉The presentation: Martin – Workshop PLM Future 04_10_25
The Future is Data-Centric, Semantic, and Federated … Is your organization ready?
Yousef Hooshmand, who is currently working at NIO as PLM & R&D Toolchain Lead Architect, discussed the must-have relations between a data-centric approach, semantic models and a federated environment as the image below illustrates:
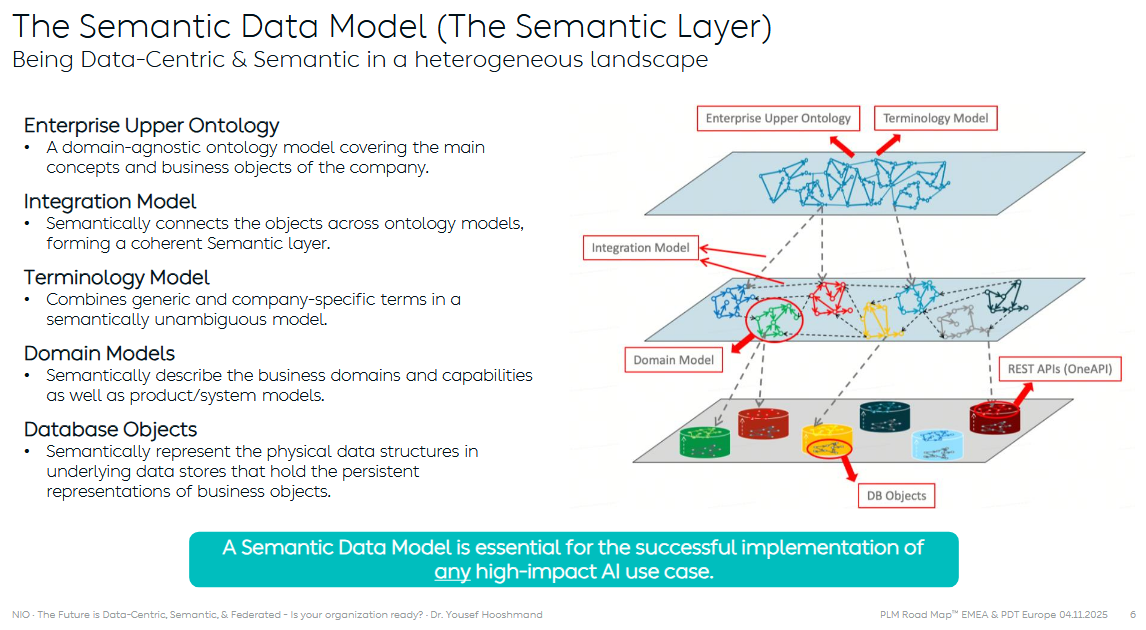
Why This Matters for the Future?
- Engineering is under unprecedented pressure: products are becoming increasingly complex, customers are demanding personalization, and development cycles must be accelerated to meet these demands. Traditional, siloed methods can no longer keep up.
- The way forward is a data-centric, semantic, and federated approach that transforms overwhelming complexity into actionable insights, reduces weeks of impact analysis to minutes, and connects fragmented silos to create a resilient ecosystem.
- This is not just an evolution, but a fundamental shift that will define the future of systems engineering. Is your organization ready to embrace it?
👉The presentation: The Future is Data-Centric, Semantic, and Federated.
Some of first impressions
👉 Bhanu Prakash Ila from Tata Consultancy Services– you can find his original comment in this LinkedIn post
Key points:
- Traditional PLM architectures struggle with the fundamental challenge of managing increasingly complex relationships between product data, process information, and enterprise systems.
- Ontology-Based Semantic Models – The Way Forward for PLM Digital Thread Integration: Ontology-based semantic models address this by providing explicit, machine-interpretable representations of domain knowledge that capture both concepts and their relationships. These lay the foundations for AI-related capabilities.

Today’s discussions provided valuable insights into how the PLM language is evolving in the AI era and how we can better bridge the gap between business and technology to achieve fundamental transformation.
It’s clear that as AI, semantic technologies, and data intelligence mature, the way we think and talk about PLM must evolve too – from system-centric to value-driven, from managing data to enabling knowledge and decisions.
It’s clear that as AI, semantic technologies, and data intelligence mature, the way we think and talk about PLM must evolve too – from system-centric to value-driven, from managing data to enabling knowledge and decisions.
A quick & temporary conclusion
Typically, I conclude my blog posts with a summary. However, this time the conclusion is not there yet. There is work to be done to align concepts and understand for which industry they are most applicable. Using standards or avoiding standards as they move too slowly for the business is a point of ongoing discussion. The takeaway for everyone in the workshop was that data without context has no value. Ontologies, semantic models and domain-specific methodologies are mandatory for modern data-driven enterprises. You cannot avoid this learning path by just installing a graph database.
These infrastructures are necessary to implement AI meaningfully, which extends beyond data retrieval to managing and exploring knowledge. Due to the limited time we had in this workshop, we were not able to explore other dimensions of this transformation
For the participants of the workshop – stay tuned and we will send you the final conclusions
 Recently, we initiated the Design for Sustainability workgroup, an initiative from two of our PGGA members, Erik Rieger and Matthew Sullivan. You can find a recording of the kick-off here on our YouTube channel.
Recently, we initiated the Design for Sustainability workgroup, an initiative from two of our PGGA members, Erik Rieger and Matthew Sullivan. You can find a recording of the kick-off here on our YouTube channel.
Thanks to the launch of the Design for Sustainability workgroup, we were introduced to Dr. Elvira Rakova, founder and CEO of the startup company Direktin.
Her mission is to build the Digital Ecosystem of engineering tools and simulation for Compressed Air Systems. As typical PLM professionals with a focus on product design, we were curious to learn about developments in the manufacturing space. And it was an interesting discussion, almost a lecture.
Compressed air and Direktin
 Dr. Elvira Rakova has been working with compressed air in manufacturing plants for several years, during which she has observed the inefficiency of how compressed air is utilized in these facilities. It is an available resource for all kinds of machines in the plant, often overdimensioned and a significant source of wasted energy.
Dr. Elvira Rakova has been working with compressed air in manufacturing plants for several years, during which she has observed the inefficiency of how compressed air is utilized in these facilities. It is an available resource for all kinds of machines in the plant, often overdimensioned and a significant source of wasted energy.
To address this waste of energy, linked to CO2 emissions, she started her company to help companies scale, dimension, and analyse their compressed air usage. A mix of software and consultancy to make manufacturing processes using compressed air responsible for less carbon emissions, and for the plant owners, saving significant money related to energy usage.
For us, it was an educational discussion, and we recommend that you watch or listen to the next 36 minutes
What I learned
- The use of compressed air and its energy/environmental impact were like dark matter to me.
I never noticed it when visiting customers as a significant source to become more sustainable. - Although the topic of compressed air seems easy to understand, its usage and impact are all tough to address quickly and easily, due to legacy in plants, lack of visibility on compressed air (energy usage) and needs and standardization among the providers of machinery.
- The need for data analysis is crucial in addressing the reporting challenges of Scope 3 emissions, and it is also increasingly important as part of the Digital Product Passport data to be provided. Companies must invest in the digitalization of their plants to better analyze and improve energy usage, such as in the case of compressed air.
- In the end, we concluded that for sustainability, it is all about digital partnerships connecting the design world and the manufacturing world and for that reason, Elvira is personally motivated to join and support the Design for Sustainability workgroup
Want to learn more?
- Another educational webinar: Design Review Culture and Sustainability
- Explore the Direktin website to learn more
Conclusions
The PLM Green Global Alliance is not only about designing products; we have also seen lifecycle assessments for manufacturing, as discussed with Makersite and aPriori. These companies focused more on traditional operations in a manufacturing plant. Through our lecture/discussion on the use of compressed air in manufacturing plants, we identified a new domain that requires attention.
Don’t forget to register for our sustainability in action event on November 11th

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…