
 This time it is again about learning. Last week, I read John Stark’s book: Products2019: A project to map and blueprint the flow and management of products across the product lifecycle: Ideation; Definition; Realisation; Support of Use; Retirement and Recycling. John, a well-known PLM consultant and writer of academic books related to PLM, wrote this book during his lockdown due to the COVID-19 virus. The challenge with PLM (books) is that it is, in a way boring from the outside. Remember my post: How come PLM and CM are boring? (reprise) ?
This time it is again about learning. Last week, I read John Stark’s book: Products2019: A project to map and blueprint the flow and management of products across the product lifecycle: Ideation; Definition; Realisation; Support of Use; Retirement and Recycling. John, a well-known PLM consultant and writer of academic books related to PLM, wrote this book during his lockdown due to the COVID-19 virus. The challenge with PLM (books) is that it is, in a way boring from the outside. Remember my post: How come PLM and CM are boring? (reprise) ?
This time John wrapped the “boring” part into a story related to Jane from Somerset, who, as part of her MBA studies, is performing a research project for Josef Mayer Maschinenfabrik. The project is to describe for the newly appointed CEO what happens with the company’s products all along the lifecycle.

A story with a cliffhanger:
What happened to Newt from Cleveland?
Seven years in seven weeks
 Poor Jane, in seven weeks, she is interviewing people on three sites. Two sites in Germany and one in France, and she is doing over a hundred interviews on her own. I realized that thanks to relation to SmarTeam at that time, it took me probably seven years to get in front of all these stakeholders in a company.
Poor Jane, in seven weeks, she is interviewing people on three sites. Two sites in Germany and one in France, and she is doing over a hundred interviews on her own. I realized that thanks to relation to SmarTeam at that time, it took me probably seven years to get in front of all these stakeholders in a company.
I had much more fun most of the time as you can see below. My engagements were teamwork, where you had some additional social relief after work. Jane works even at the weekends.
![]() However, there are also many similarities. Her daily rhythm during working days. Gasthaus Adler reflects many of the typical guesthouses that I have visited. People staying there with a laptop were signs of the new world. Like Jane, I enjoyed the weissbier and noticed that sometimes overhearing other guests is not good for their company’s reputation. A lot of personal and human experiences are wrapped into the storyline.
However, there are also many similarities. Her daily rhythm during working days. Gasthaus Adler reflects many of the typical guesthouses that I have visited. People staying there with a laptop were signs of the new world. Like Jane, I enjoyed the weissbier and noticed that sometimes overhearing other guests is not good for their company’s reputation. A lot of personal and human experiences are wrapped into the storyline.
Spoiler: Tarzan meets Jane!
Cultural differences
 The book also illustrates the cultural difference between countries (Germany/France/US) nicely and even between regions (North & South). Just check the breakfast at your location to see it.
The book also illustrates the cultural difference between countries (Germany/France/US) nicely and even between regions (North & South). Just check the breakfast at your location to see it.
Although most of the people interviewed by Jane contributed to her research, she also meets that either for personal or political reasons, do not cooperate.
Having worked worldwide, including in Asian countries, I learned that understanding people and culture is crucial for successful PLM engagements.
 John did an excellent job of merging cultural and human behavior in the book. I am sure we share many similar experiences, as both this book and my blog posts, do not mention particular tools. It is about the people and the processes.
John did an excellent job of merging cultural and human behavior in the book. I am sure we share many similar experiences, as both this book and my blog posts, do not mention particular tools. It is about the people and the processes.
Topics to learn
![]() You will learn that 3D CAD is not the most important topic, as perhaps many traditional vendor-related PDM consultants might think.
You will learn that 3D CAD is not the most important topic, as perhaps many traditional vendor-related PDM consultants might think.
Portfolio Management is a topic well addressed. In my opinion, to be addressed in every PLM roadmap, as here, the business goals get connected to the products.
New Product Introduction, a stage-gate governance process, and the importance of Modularity are also topics that pop up in several cases.
The need for innovation, Industry 4.0 and AI (Artificial Intelligene) buzz, the world of software development and the “War for Talent” can all be found in the book.
 And I was happy that even product Master Data Management was addressed. In my opinion, not enough companies realize that a data-driven future requires data quality and data governance. I wrote about this topic last year: PLM and PIM – the complementary value in a digital enterprise.
And I was happy that even product Master Data Management was addressed. In my opinion, not enough companies realize that a data-driven future requires data quality and data governance. I wrote about this topic last year: PLM and PIM – the complementary value in a digital enterprise.
There are fantastic technology terms, like APIs, microservices, Low Code platforms. They all rely on reliable and sharable data.
What’s next
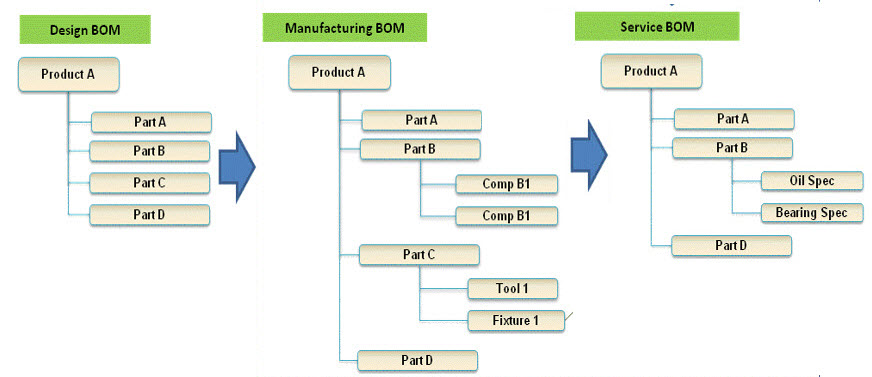
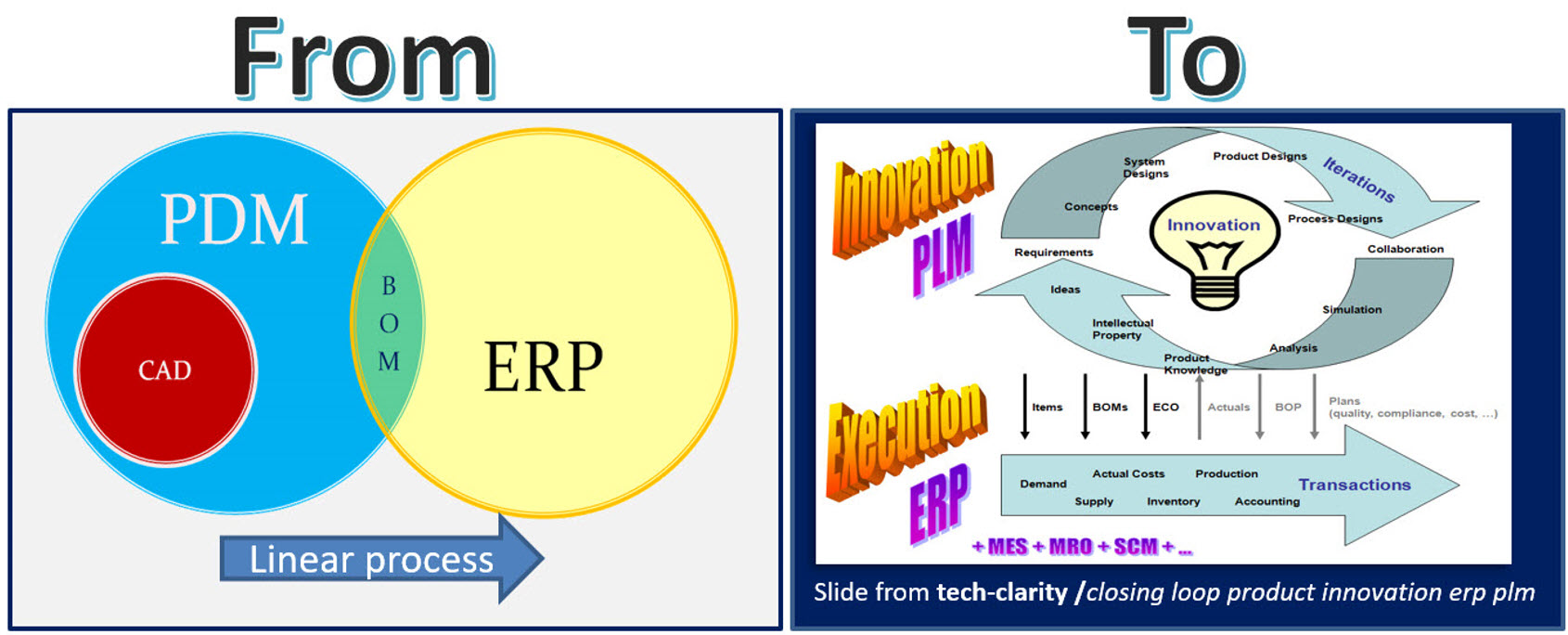
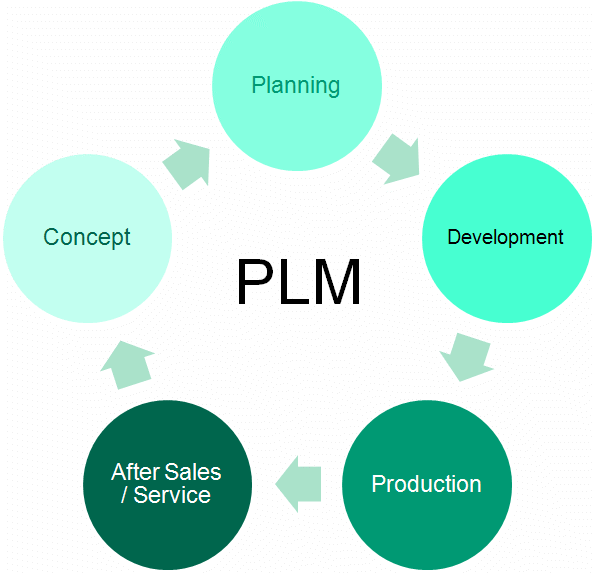
Products2019 is written as the starting point for a sequel. In this book, you quickly learn all the aspects of a linear product lifecycle, as the image below shows

I see an opportunity for Products2020 (or later). What is the roadmap for a company in the future?
 How to deal with more data-driven, more agile in their go-to-market strategy, as software, will be more and more defining the product’s capabilities?
How to deal with more data-driven, more agile in their go-to-market strategy, as software, will be more and more defining the product’s capabilities?
How to come from a linear siloed approach towards a horizontal flow of information, market-driven and agile?
Perhaps we will learn what happened with Newt from Cleveland?
Meanwhile, we have to keep on learning to build the future.
 My learning continues this week with PI DX USA 2020. Usually, a conference I would not attend as traveling to the USA would have too much impact on my budget and time. Now I can hopefully learn and get inspired – you can do the same! Feel free to apply for a free registration if you are a qualified end-user – check here.
My learning continues this week with PI DX USA 2020. Usually, a conference I would not attend as traveling to the USA would have too much impact on my budget and time. Now I can hopefully learn and get inspired – you can do the same! Feel free to apply for a free registration if you are a qualified end-user – check here.
And there is more to learn, already mentioned in my previous post:
- November 4th, the DigitalTwin Conference in the Netherlands – a one day conference in the Central European Timezone – mainly virtual, there will be a small local audience
- November 17-18-19, the CIMdata PLM Road Map & PDT Fall 2020 conference – entirely virtual with short Q&A sessions, targeting both the European as American timezone.
Conclusion
John Stark wrote a great book to understand what is currently in most people’s heads in mid-size manufacturing companies. If you are relatively new to PLM, or if you have only been active in PDM, read it – it is affordable! With my series Learning from the past, I also shared twenty years of experience, more a quick walkthrough, and a more specialized view on some of the aspects of PLM. Keep on learning!
 That is the “game”. Coming back to the future of PLM. We do not need a discussion about definitions; I leave this to the academics and vendors. We will see the same applies to the concept of a Digital Twin.
That is the “game”. Coming back to the future of PLM. We do not need a discussion about definitions; I leave this to the academics and vendors. We will see the same applies to the concept of a Digital Twin.

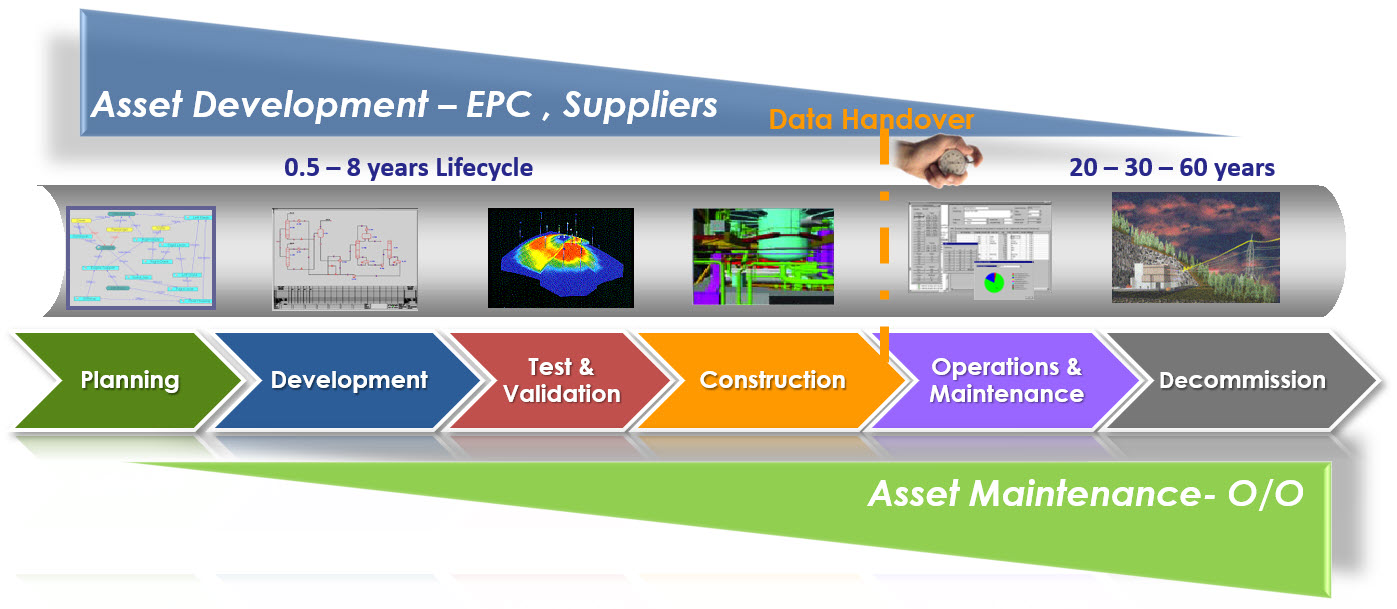
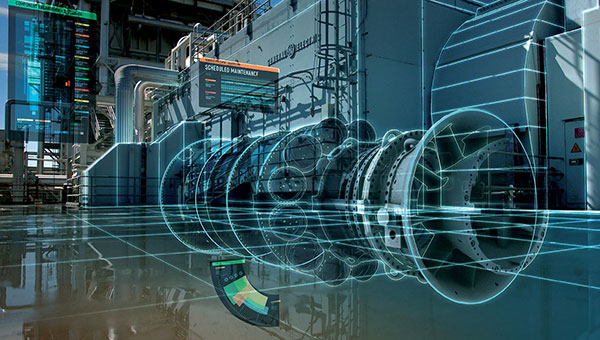
 Many connected devices in the world use the same principle. An airplane engine, an industrial robot, a wind turbine, a medical device, and a train carriage; all track the performance based on this connection between physical and virtual, based on some sort of digital connectivity.
Many connected devices in the world use the same principle. An airplane engine, an industrial robot, a wind turbine, a medical device, and a train carriage; all track the performance based on this connection between physical and virtual, based on some sort of digital connectivity. This is the domain of Asset Lifecycle Management, a practice that has existed for decades. Based on financial and performance models, the optimal balance between maintaining and overhauling has to be found. Repairs are disruptive and can be extremely costly. A manufacturing site that cannot produce can cost millions per day. Connecting data between the physical and the virtual model allows us to have real-time insights and be proactive. It becomes a digital twin.
This is the domain of Asset Lifecycle Management, a practice that has existed for decades. Based on financial and performance models, the optimal balance between maintaining and overhauling has to be found. Repairs are disruptive and can be extremely costly. A manufacturing site that cannot produce can cost millions per day. Connecting data between the physical and the virtual model allows us to have real-time insights and be proactive. It becomes a digital twin.


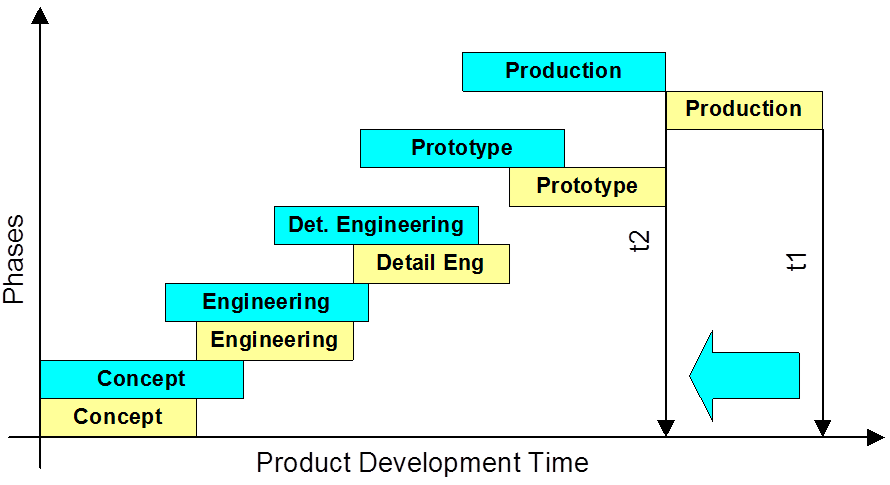
 Saving money as there is no costly prototype phase to optimize production. In a virtual world, you can perform many trade-off studies without extra costs. That was the past (and, for many companies, still the current situation).
Saving money as there is no costly prototype phase to optimize production. In a virtual world, you can perform many trade-off studies without extra costs. That was the past (and, for many companies, still the current situation).
 The business case for this type of digital twin, of course, is to be able to customer-specific products with extremely competitive speed and reduced cost compared to standard. It could be your company’s survival strategy. As it is hard to predict the future, as we see from COVID-19, it is still crucial to anticipate the future instead of waiting.
The business case for this type of digital twin, of course, is to be able to customer-specific products with extremely competitive speed and reduced cost compared to standard. It could be your company’s survival strategy. As it is hard to predict the future, as we see from COVID-19, it is still crucial to anticipate the future instead of waiting.

 The business case for the digital development twin is easy to make. Shorter time to market, improved and validated quality, and reduced engineering hours and costs compared to traditional ways of working. To achieve these results, for sure, you need to change your ways of working and the tools you are using. So it won’t be that easy!
The business case for the digital development twin is easy to make. Shorter time to market, improved and validated quality, and reduced engineering hours and costs compared to traditional ways of working. To achieve these results, for sure, you need to change your ways of working and the tools you are using. So it won’t be that easy!



 I discovered I am getting tired as I am missing face-to-face interaction with people. Working from home, having video calls, is probably a very sustainable way of working. However, non-planned social interaction, meeting each other at the coffee machine, or during the breaks at a conference or workshop, is also crucial for informal interaction.
I discovered I am getting tired as I am missing face-to-face interaction with people. Working from home, having video calls, is probably a very sustainable way of working. However, non-planned social interaction, meeting each other at the coffee machine, or during the breaks at a conference or workshop, is also crucial for informal interaction.







 The real problem in such situations was to come to a logical flow of events. Many times the company insisted that every change should start from the ERP-system as we like to standardize. This means that even an engineering change had to be registered first in the ERP-system
The real problem in such situations was to come to a logical flow of events. Many times the company insisted that every change should start from the ERP-system as we like to standardize. This means that even an engineering change had to be registered first in the ERP-system
 In the previous seven posts,
In the previous seven posts, 
 Initially, engineering change management was a departmental activity performed by engineering to manage the changes in a product’s definition. Other stakeholders are often consulted when preparing a change, which can be minor (affecting, for example, only engineering) or major (affecting engineering and manufacturing).
Initially, engineering change management was a departmental activity performed by engineering to manage the changes in a product’s definition. Other stakeholders are often consulted when preparing a change, which can be minor (affecting, for example, only engineering) or major (affecting engineering and manufacturing).
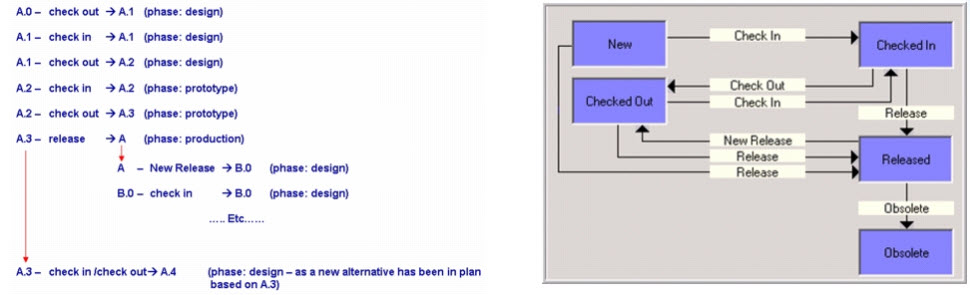
 I have seen implementations where an engineer with a right-click could release an assembly without any constraints. Related drawings might not exist, parts in the assembly are not released, and more. To obtain a reliable engineering change management process, the company had to customize the PLM-system to its desired behavior.
I have seen implementations where an engineer with a right-click could release an assembly without any constraints. Related drawings might not exist, parts in the assembly are not released, and more. To obtain a reliable engineering change management process, the company had to customize the PLM-system to its desired behavior.




 When introducing PLM in mid-market companies, often, the dream was that with the new PLM-system configuration, management would be there too.
When introducing PLM in mid-market companies, often, the dream was that with the new PLM-system configuration, management would be there too. In regulated industries, Configuration Management and PLM are a must to ensure compliance and quality. Configuration management and (engineering) change management are, first of all, required methodologies that guarantee the quality of your products. The more complex your products are, the higher the need for change and configuration management.
In regulated industries, Configuration Management and PLM are a must to ensure compliance and quality. Configuration management and (engineering) change management are, first of all, required methodologies that guarantee the quality of your products. The more complex your products are, the higher the need for change and configuration management.
 In the series
In the series 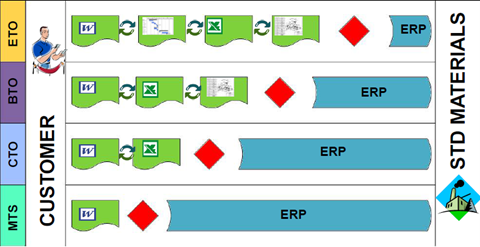
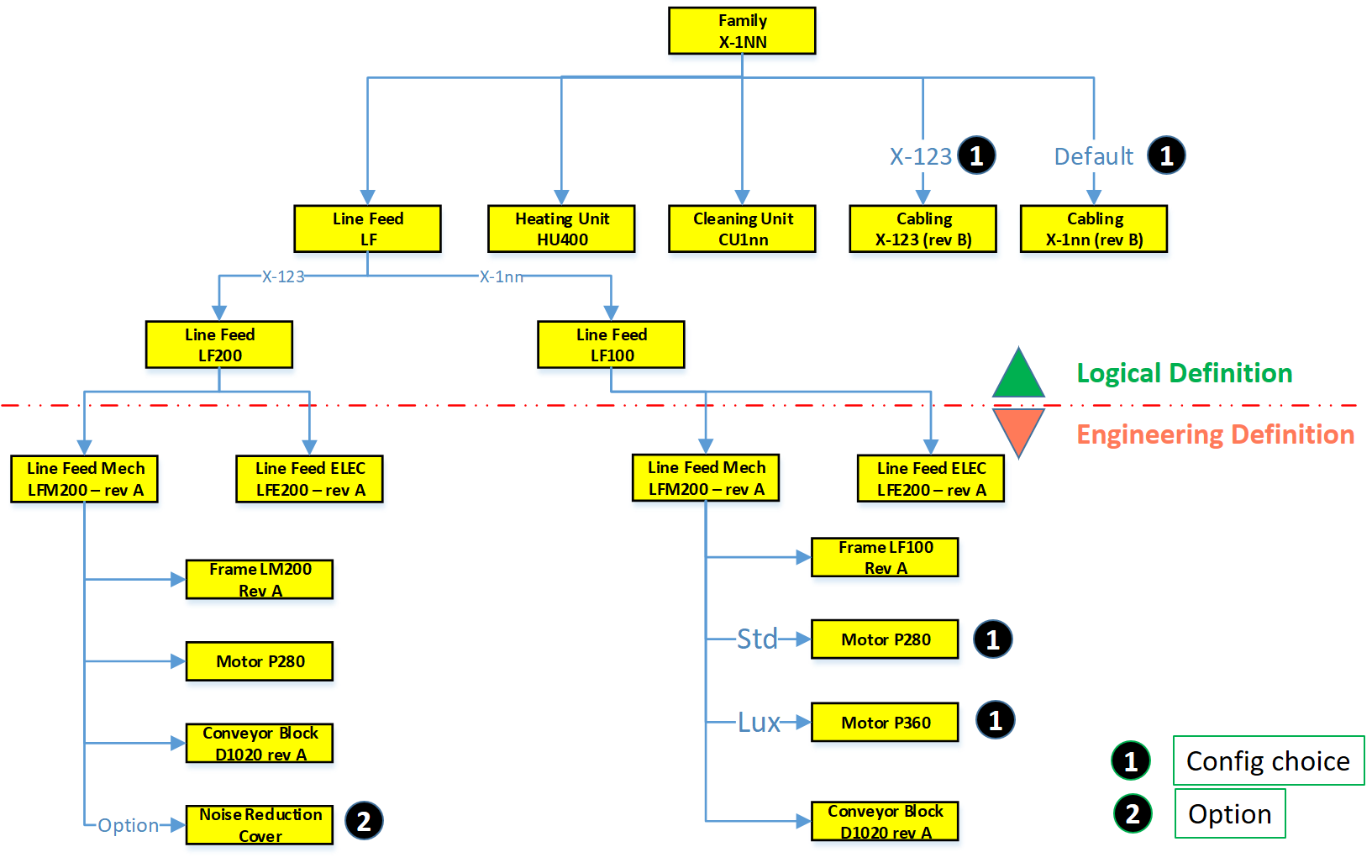
 The challenge for all companies that want to move from ETO to BTO/CTO is the fact that they need to change their methodology – building for the future while supporting the past. This is typically something to be analyzed per company on how to deal with the existing legacy and installed base.
The challenge for all companies that want to move from ETO to BTO/CTO is the fact that they need to change their methodology – building for the future while supporting the past. This is typically something to be analyzed per company on how to deal with the existing legacy and installed base. The MBOM can also be configurable as a manufacturing plant might have almost common manufacturing steps for different product variants. By using the same process and filtered MBOM, you will manufacture the specific product version. In that case, we can talk about a 120 % MBOM
The MBOM can also be configurable as a manufacturing plant might have almost common manufacturing steps for different product variants. By using the same process and filtered MBOM, you will manufacture the specific product version. In that case, we can talk about a 120 % MBOM
 The responsibility for PLM needs to be at a level higher in the organization to ensure well-balanced choices. A higher level in the organization automatically means more attention for business benefits and less attention for functions and features.
The responsibility for PLM needs to be at a level higher in the organization to ensure well-balanced choices. A higher level in the organization automatically means more attention for business benefits and less attention for functions and features. In an earlier
In an earlier 
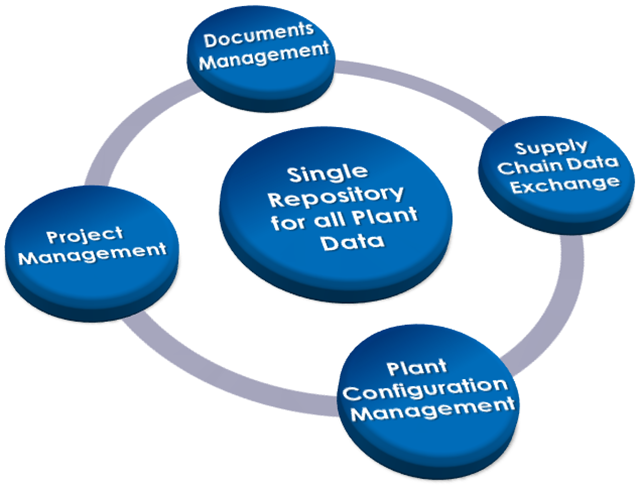
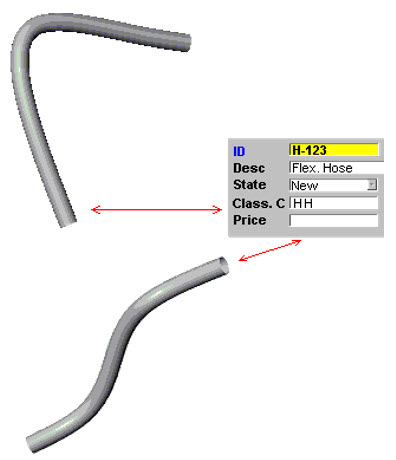
 It is not about owning data and where to store it in a single system. It is about federated data sets that exist in different systems and that are complementary but connected, requiring data governance and master data management.
It is not about owning data and where to store it in a single system. It is about federated data sets that exist in different systems and that are complementary but connected, requiring data governance and master data management.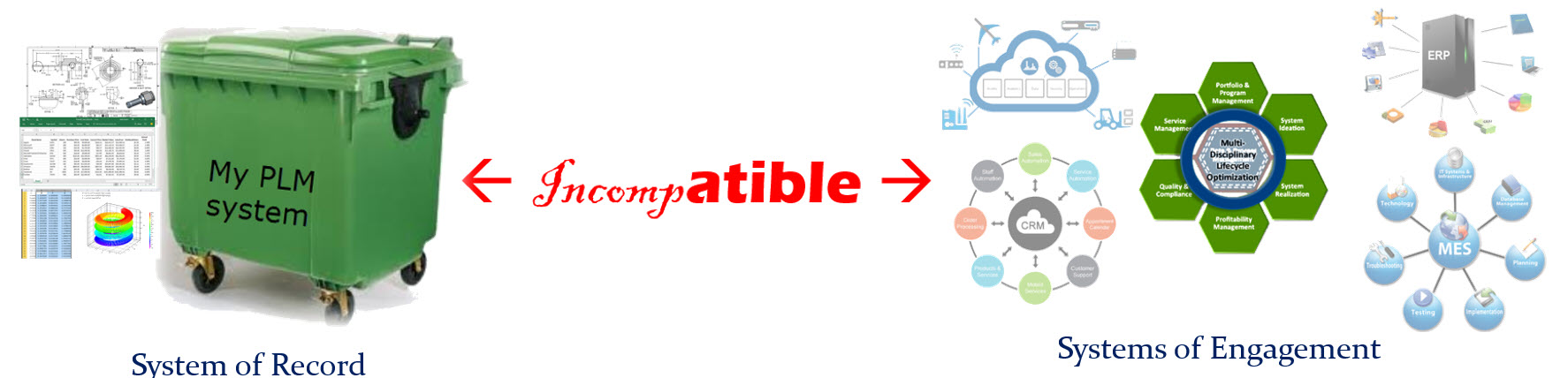




 Already
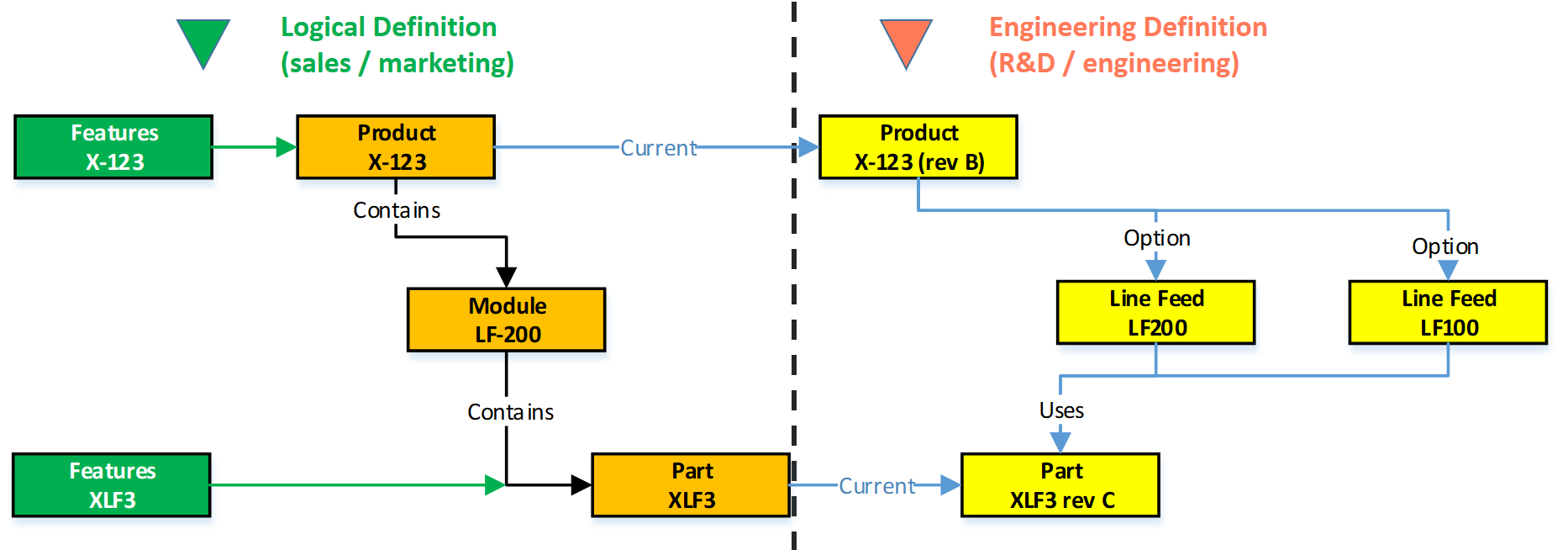
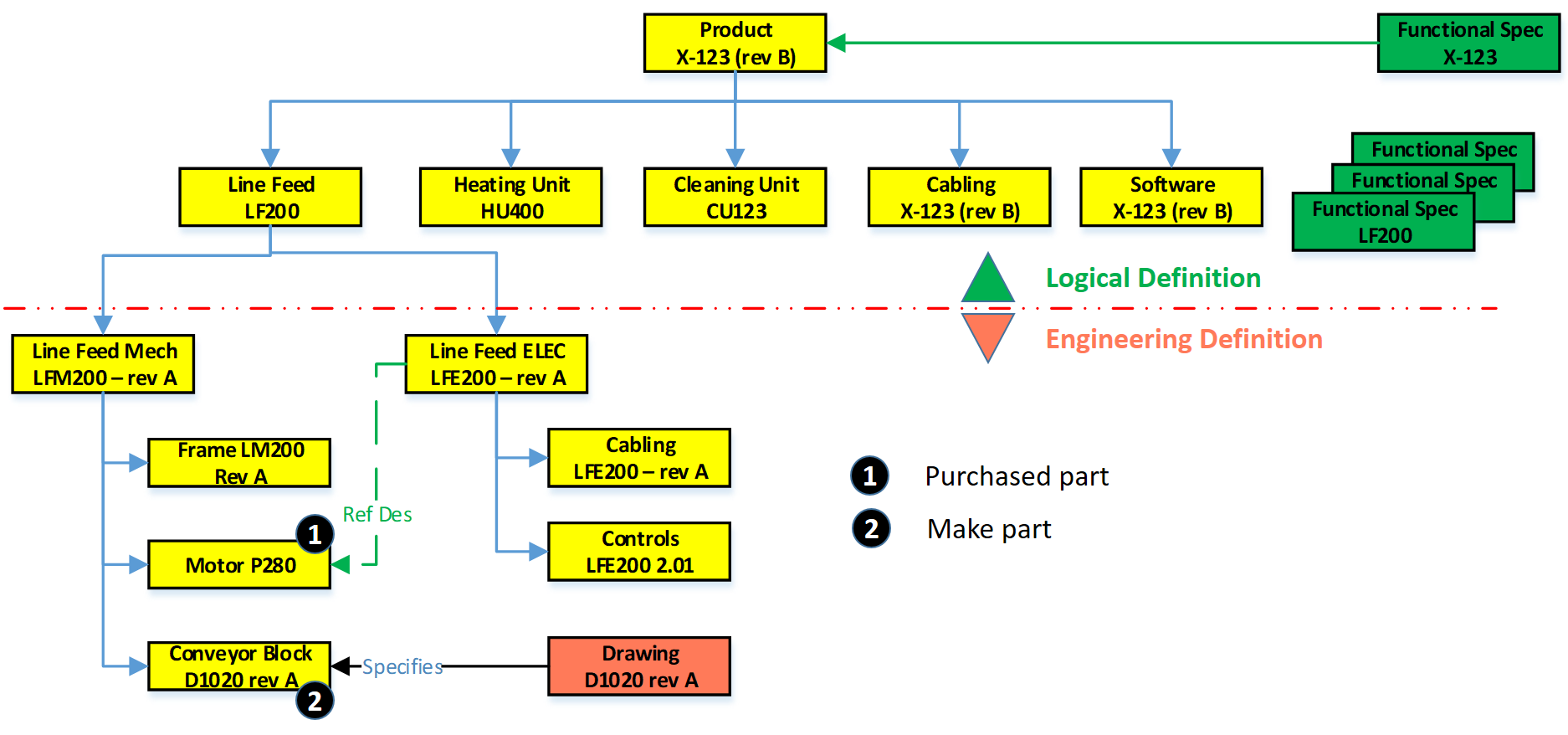
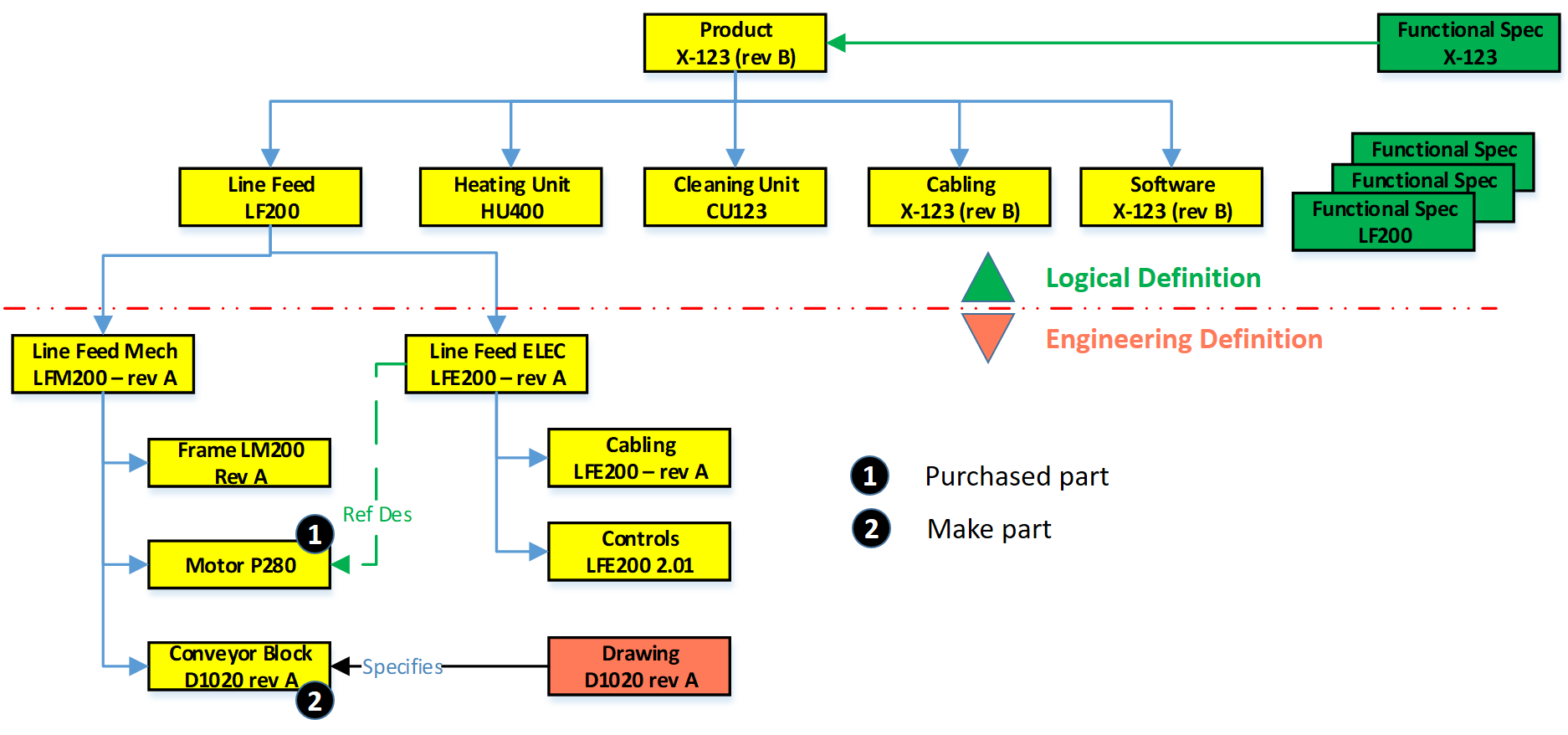
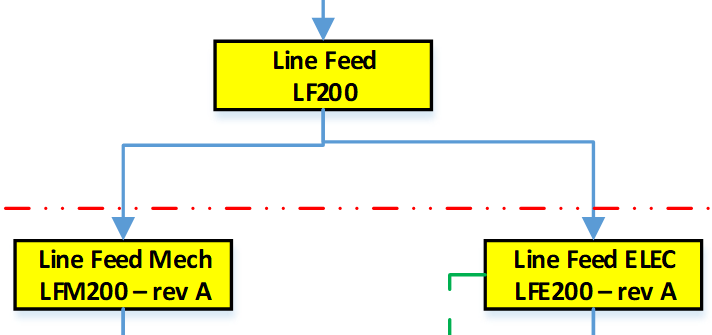
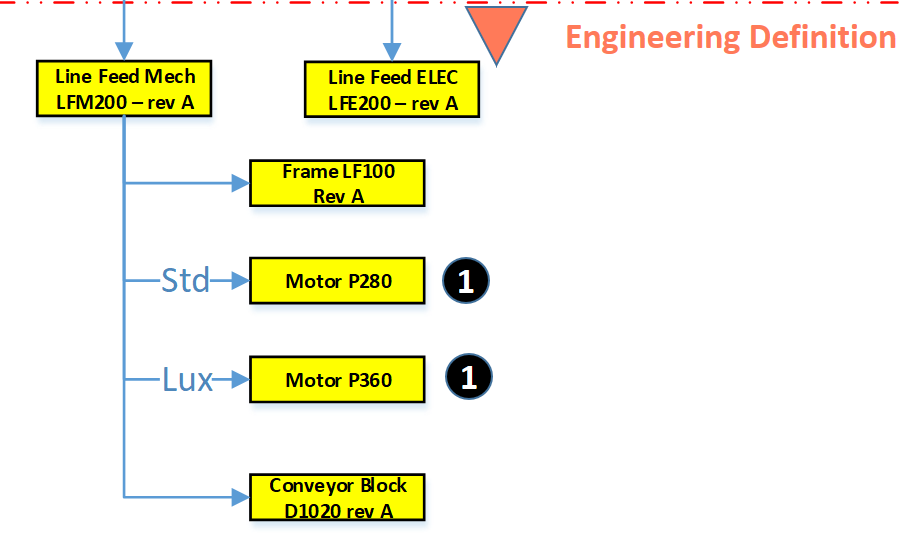
Already  In part five, I introduced the need to have a split between a logical product definition and a technical EBOM definition. The logical product definition is more the system or modular structure to be used when configuring solutions for a customer. The technical EBOM definition is, most of the time, a stable engineering specification independent of how and where the product is manufactured. The manufacturing BOM (the MBOM) should represent how the product will be manufactured, which can vary per location and vary over time. Let us look in some of the essential elements of this data model
In part five, I introduced the need to have a split between a logical product definition and a technical EBOM definition. The logical product definition is more the system or modular structure to be used when configuring solutions for a customer. The technical EBOM definition is, most of the time, a stable engineering specification independent of how and where the product is manufactured. The manufacturing BOM (the MBOM) should represent how the product will be manufactured, which can vary per location and vary over time. Let us look in some of the essential elements of this data model
 Note: not all systems will support such a data model, and often the marketing sides in managed disconnected from the engineering side. Either in Excel or in a specialized
Note: not all systems will support such a data model, and often the marketing sides in managed disconnected from the engineering side. Either in Excel or in a specialized 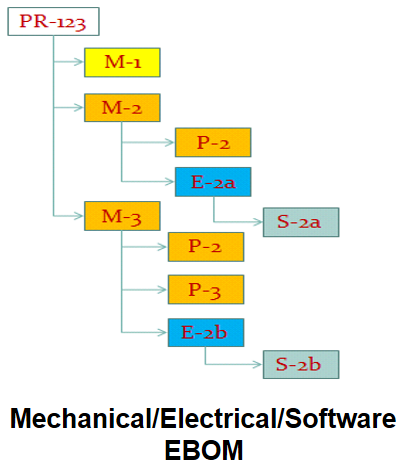
 Note: An EBOM is the place where multidisciplinary collaboration comes together. This post mainly deals with the mechanical part (as we are looking at the past)
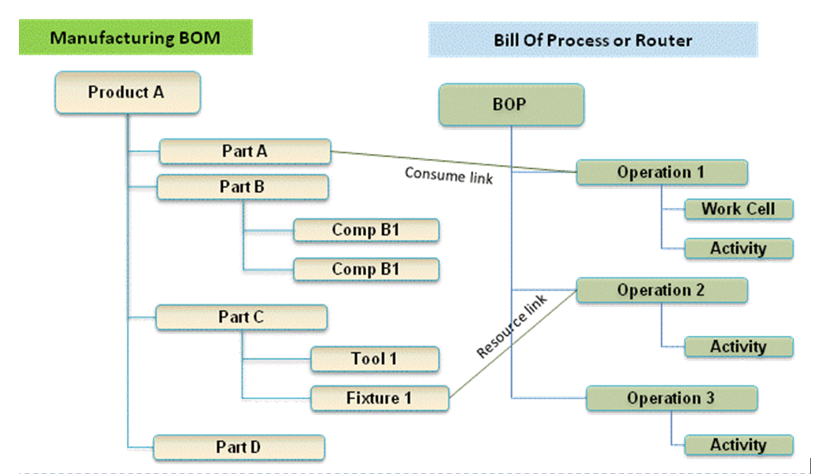
Note: An EBOM is the place where multidisciplinary collaboration comes together. This post mainly deals with the mechanical part (as we are looking at the past) The MBOM represents the way the unique product is going to be manufactured. This means the MBOM-structure will represent the manufacturing steps. For each EBOM-purchase-part, the approved manufacturer for that plant needs to be selected. For each make-part in the EBOM, if made in this plant per customer order, the EBOM parts need to be resolved by one or more manufacturing steps combined with purchased materials.
The MBOM represents the way the unique product is going to be manufactured. This means the MBOM-structure will represent the manufacturing steps. For each EBOM-purchase-part, the approved manufacturer for that plant needs to be selected. For each make-part in the EBOM, if made in this plant per customer order, the EBOM parts need to be resolved by one or more manufacturing steps combined with purchased materials.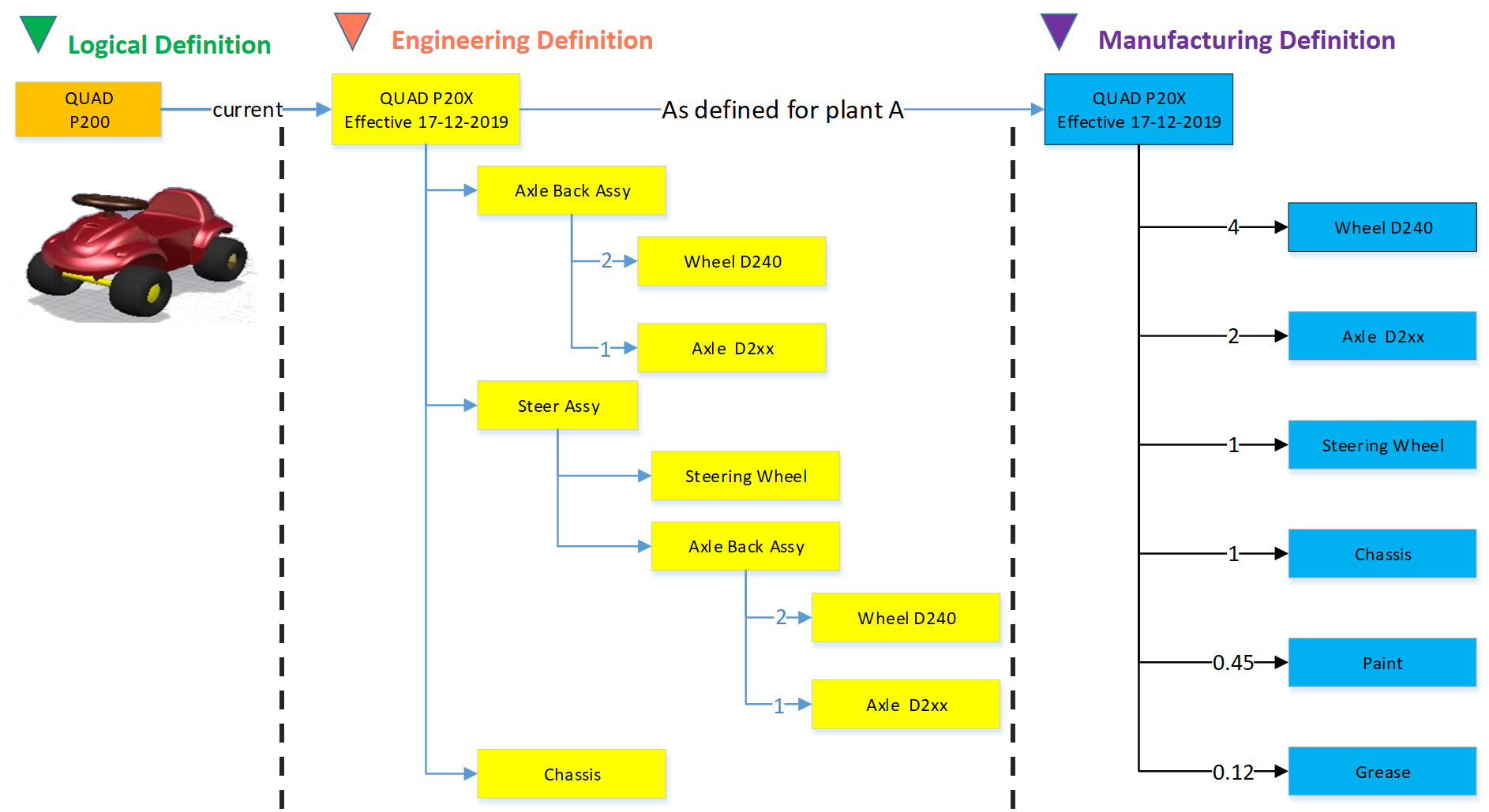

 In the previous example, all components for the Squad were manufactured by the same company with the option to produce in Plant A or in Plant B. Now imagine the company also has a plant C in a location where they cannot produce the wheels and axle assembly. Therefore plant C has to “purchase” the Wheel-Axle assembly, and lucky for them plant B is selling the Wheel+Axle assembly to the market as a product.
In the previous example, all components for the Squad were manufactured by the same company with the option to produce in Plant A or in Plant B. Now imagine the company also has a plant C in a location where they cannot produce the wheels and axle assembly. Therefore plant C has to “purchase” the Wheel-Axle assembly, and lucky for them plant B is selling the Wheel+Axle assembly to the market as a product.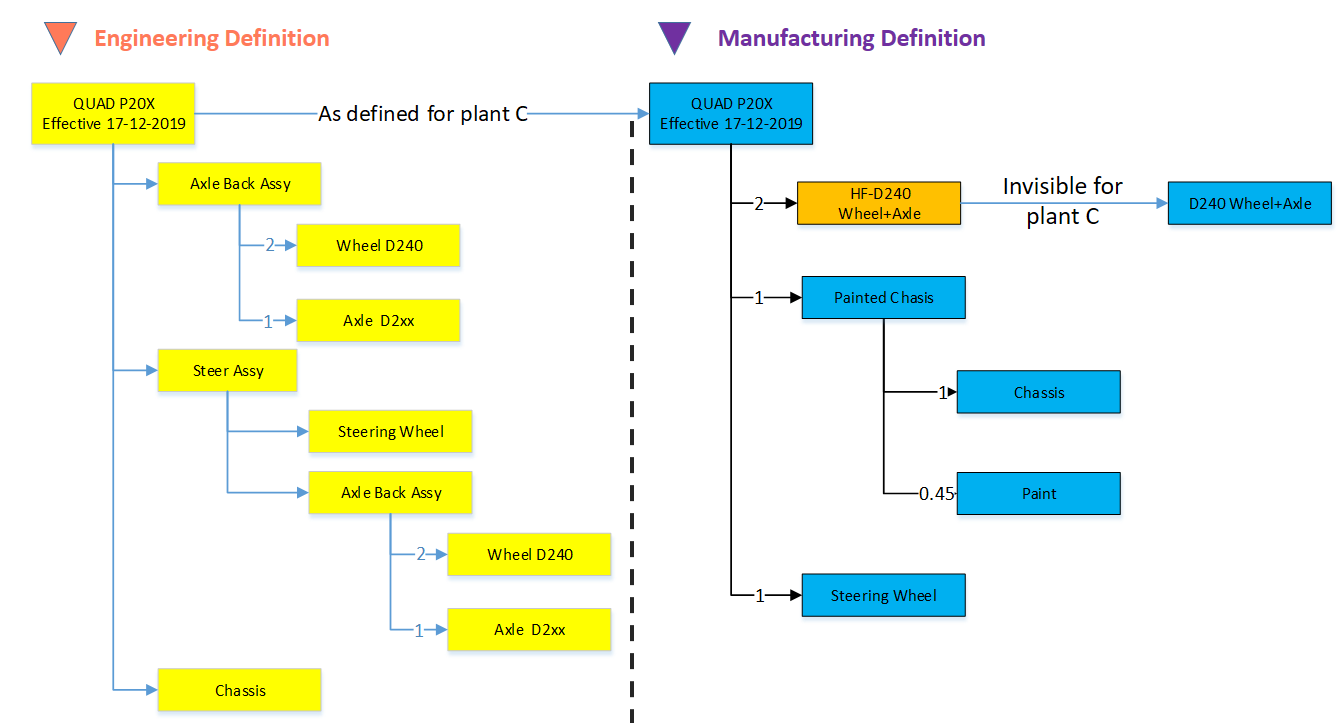
 For those always that have been active in the engineering domain, a better understanding of the information flow downstream to manufacturing is crucial. Historically this flow of information has been linear – and in many companies, it is still the fact. The main reason for that lies in the fact that engineering had their own system (PDM or PLM), and manufacturing has their own system (ERP).
For those always that have been active in the engineering domain, a better understanding of the information flow downstream to manufacturing is crucial. Historically this flow of information has been linear – and in many companies, it is still the fact. The main reason for that lies in the fact that engineering had their own system (PDM or PLM), and manufacturing has their own system (ERP). Next, manufacturing engineering uses the engineering specifications to define the manufacturing BOM in the ERP system. Based on the drawings and parts list, they create a preferred manufacturing process (MBOM and BOP) – most of the time, a manual process. Despite the effort done by engineering, there might be a need to change the product. A different shape or dimension make manufacturing more efficient or done with existing tooling. This means an iteration, which causes delays and higher engineering costs.
Next, manufacturing engineering uses the engineering specifications to define the manufacturing BOM in the ERP system. Based on the drawings and parts list, they create a preferred manufacturing process (MBOM and BOP) – most of the time, a manual process. Despite the effort done by engineering, there might be a need to change the product. A different shape or dimension make manufacturing more efficient or done with existing tooling. This means an iteration, which causes delays and higher engineering costs.
 The result, however, was that the interface was never covering all situations and became the most expensive part of the implementation.
The result, however, was that the interface was never covering all situations and became the most expensive part of the implementation.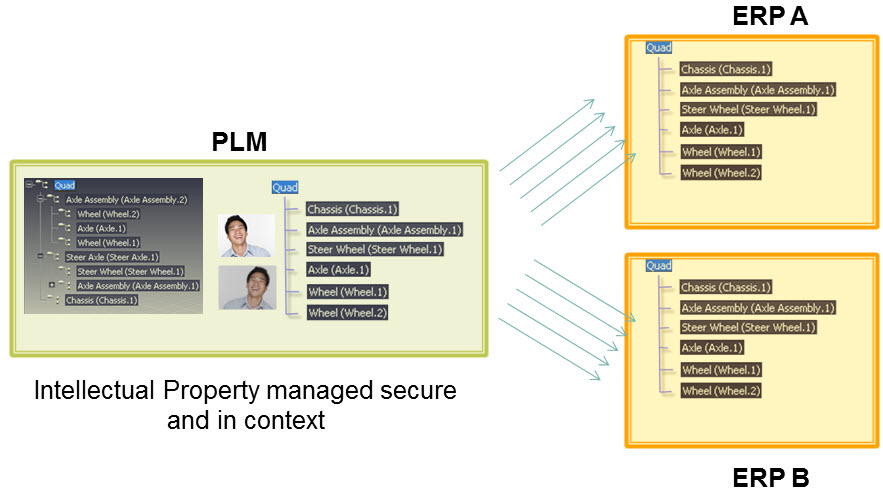





 You can only benefit from this approach if, from the beginning of your designs, there are no supplier-specific parts in your EBOM. For Engineering, to Order companies that want to become more Build to Order, this is a challenging but critical point to consider.
You can only benefit from this approach if, from the beginning of your designs, there are no supplier-specific parts in your EBOM. For Engineering, to Order companies that want to become more Build to Order, this is a challenging but critical point to consider.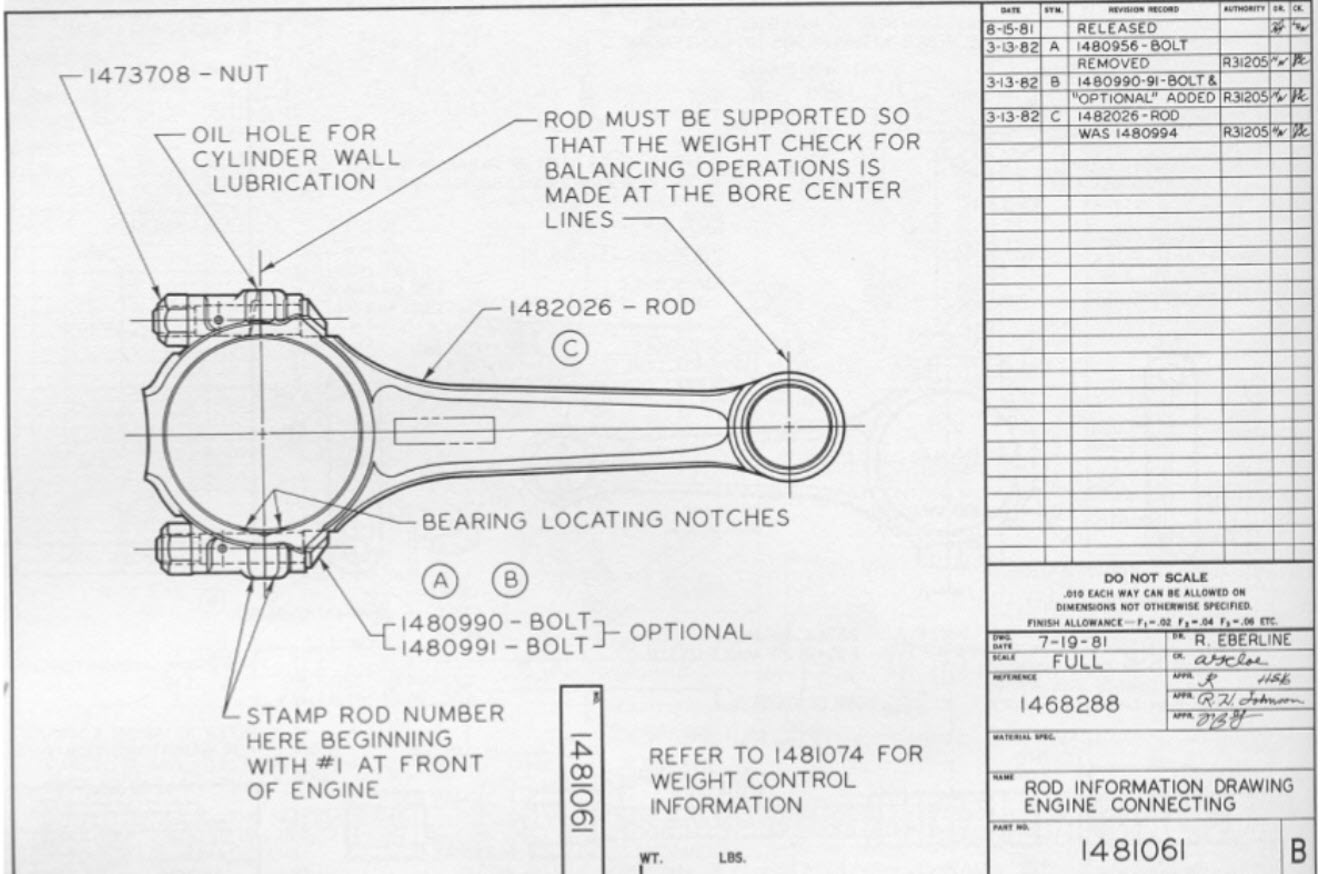



 Last time in the series Learning from the past to understand the future,
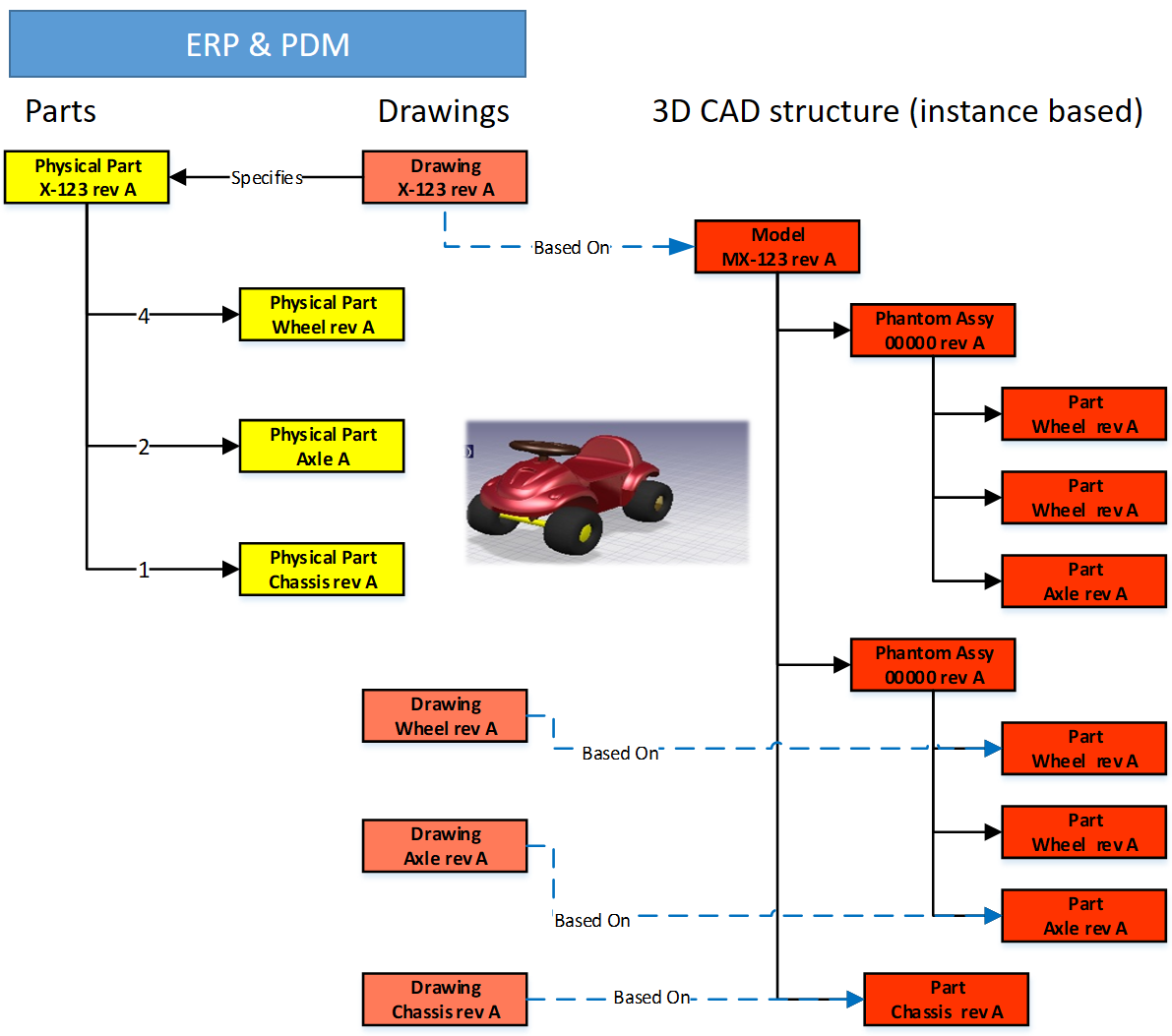
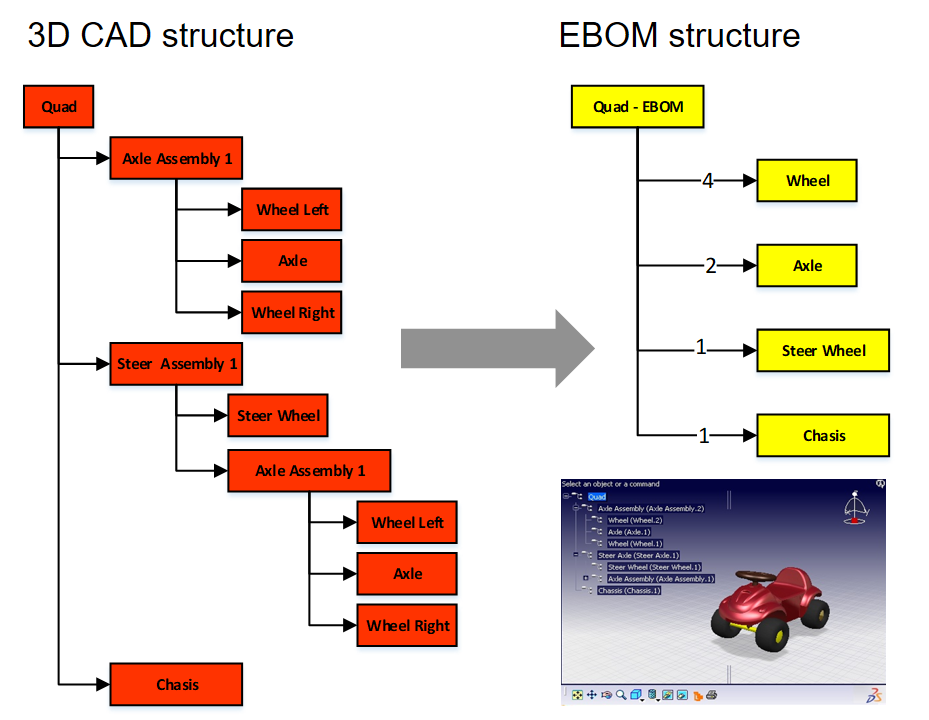
Last time in the series Learning from the past to understand the future,  I am still reluctant to call the Part-structure an EBOM as the design of the product has been mainly focusing on extracting manufacturing information, parts, and drawings.
I am still reluctant to call the Part-structure an EBOM as the design of the product has been mainly focusing on extracting manufacturing information, parts, and drawings.
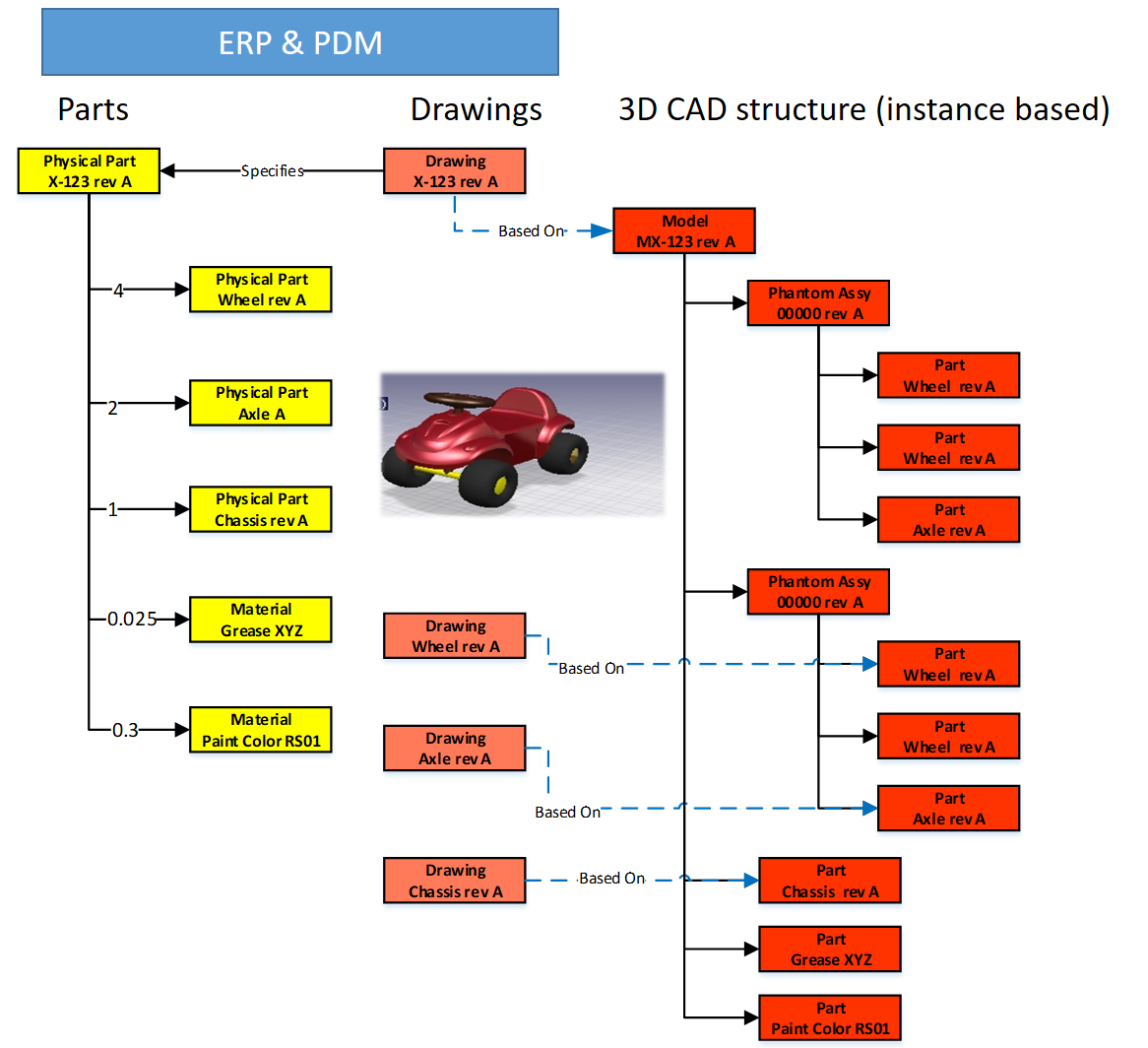
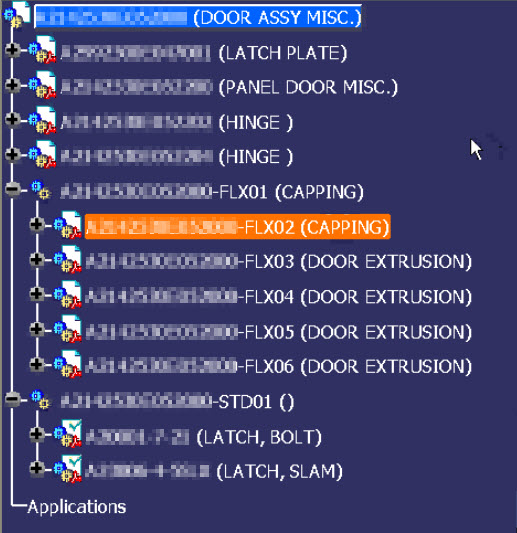
 At this stage, you cannot call the BOM on the left an EBOM. It is a kind of hybrid structure, combining engineering and manufacturing data. A type of BOM we discover a lot in companies that started with a type of ETO-product.
At this stage, you cannot call the BOM on the left an EBOM. It is a kind of hybrid structure, combining engineering and manufacturing data. A type of BOM we discover a lot in companies that started with a type of ETO-product.

 And if the change was at level five of a 3D CAD-structure, many assembly files needed to be updated. The versioning problem illustrates the challenge of managing configurations inside a 3D CAD-file, meanwhile creating complexity for the PDM/PLM-system.
And if the change was at level five of a 3D CAD-structure, many assembly files needed to be updated. The versioning problem illustrates the challenge of managing configurations inside a 3D CAD-file, meanwhile creating complexity for the PDM/PLM-system.

 The second disadvantage is that if one supplier part in the structure becomes obsolete and needs to be revised, the company has to go through all the 3D CAD-structures to fix it.
The second disadvantage is that if one supplier part in the structure becomes obsolete and needs to be revised, the company has to go through all the 3D CAD-structures to fix it.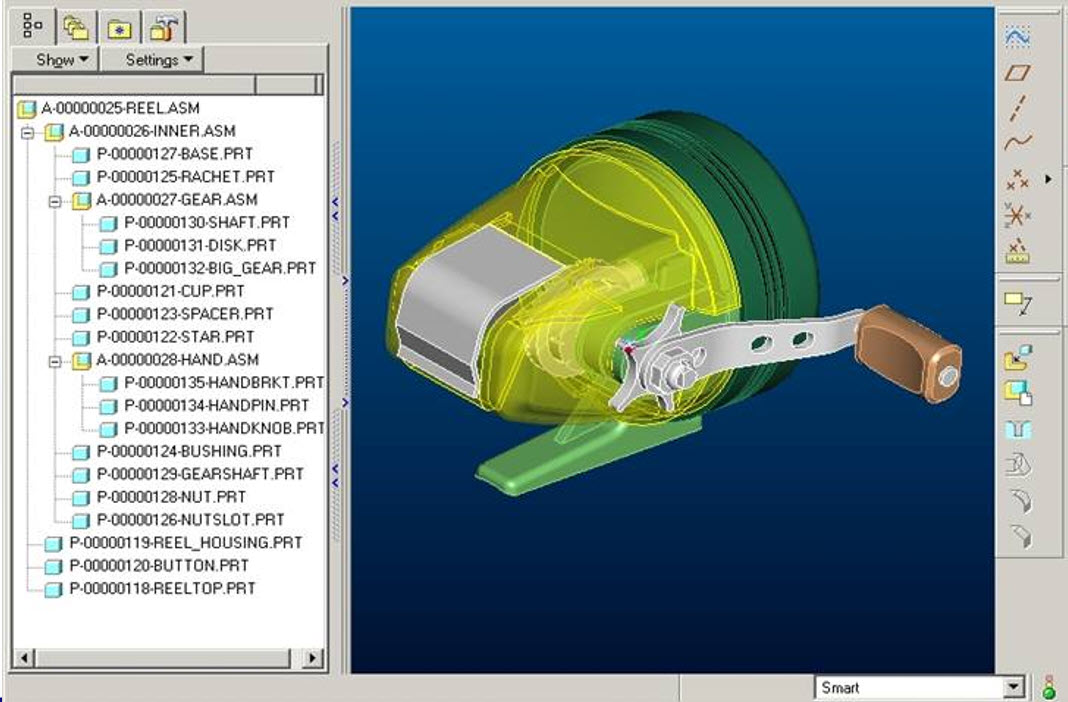




 There is a lot to read about this topic as it is related to the Form-Fit-Function-discussion we had earlier this year. A collection of information can be found in these two LinkedIn-post, where the comments are providing the insights:
There is a lot to read about this topic as it is related to the Form-Fit-Function-discussion we had earlier this year. A collection of information can be found in these two LinkedIn-post, where the comments are providing the insights:
Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…