
You are currently browsing the tag archive for the ‘ALM’ tag.
I believe we are almost at the end of learning from the past. We have seen how, from an initial serial CAD-driven approach with PDM, we evolved to PLM-managed structures, the EBOM and the MBOM. Or to illustrate this statement, look at the image below, where I use a Tech-Clarity image from Jim Brown.
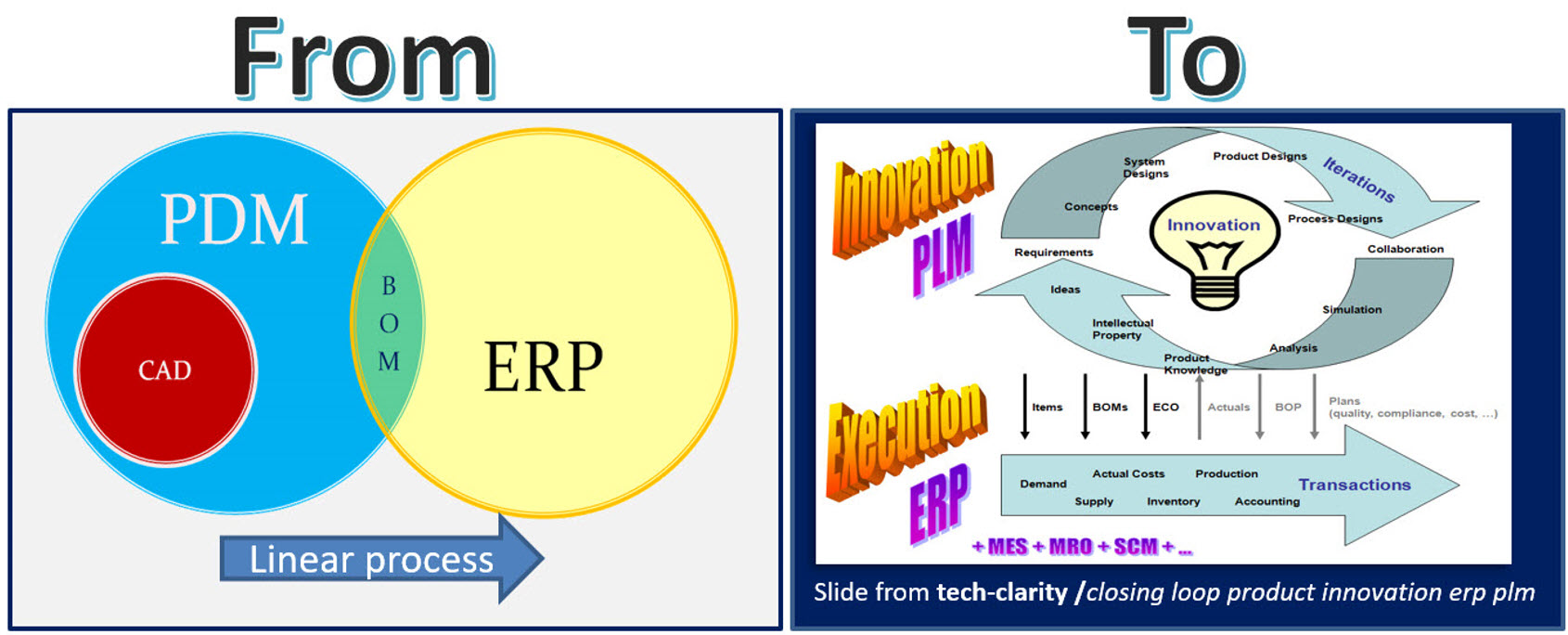
The image on the right describes perfectly the complementary roles of PLM and ERP. The image on the left shows the typical PDM-approach. PDM feeding ERP in a linear process. The image on the right, I believe it is from 2004, shows the best practice before digital transformation. PLM is supporting product innovation in an iterative approach, pushing released information to ERP for execution.
 As I think in images, I like the concept of a circle for PLM and an arrow for ERP. I am always using those two images in discussions with my customers when we want to understand if a particular activity should be in the PLM or ERP-domain.
As I think in images, I like the concept of a circle for PLM and an arrow for ERP. I am always using those two images in discussions with my customers when we want to understand if a particular activity should be in the PLM or ERP-domain.
Ten years ago, the PLM-domain was conceptually further extended by introducing support for products in operations and service. Similar to the EBOM (engineering) and the MBOM (manufacturing), the SBOM (service) was introduced to support product information for products in operation. In theory a full connected cicle.
Asset Lifecycle Management
At the same time, I was promoting PLM-practices for owners/operators to enhance Asset Lifecycle Management. My first post from June 2010 was called: PLM for Asset Lifecycle Management and Asset Development introduces this approach.
 Conceptually the SBOM and Asset Lifecycle Management have a lot in common. There is a design product, in this case, an asset (plant, machine) running in the field, and we need to make sure operators have the latest information about the asset. And in case of asset changes, which can be a maintenance operation, a repair or complete overall, we need to be sure the changes are based on the correct information from the as-built environment. This requires full configuration management.
Conceptually the SBOM and Asset Lifecycle Management have a lot in common. There is a design product, in this case, an asset (plant, machine) running in the field, and we need to make sure operators have the latest information about the asset. And in case of asset changes, which can be a maintenance operation, a repair or complete overall, we need to be sure the changes are based on the correct information from the as-built environment. This requires full configuration management.
Asset changes can be based on extensive projects that need to be treated like new product development projects, with a staged approach that can take weeks, months, sometimes years. These activities are typical activities performed in PLM-systems, not in MRO-systems that are designed to manage the actual operation. Again here we see the complementary roles of PLM (iterative) and MRO (execution).
Since 2008, I have worked a lot in this environment, mainly in the nuclear and process industry. If you want to learn more about this aspect of PLM, I recommend looking at the PLMpartner website, where Bjørn Fidjeland, in cooperation with SharePLM, published a course on Plant Information Management. We worked together in several projects and Bjørn has done a great effort to describe the logical model to be used instead of a function-feature story.
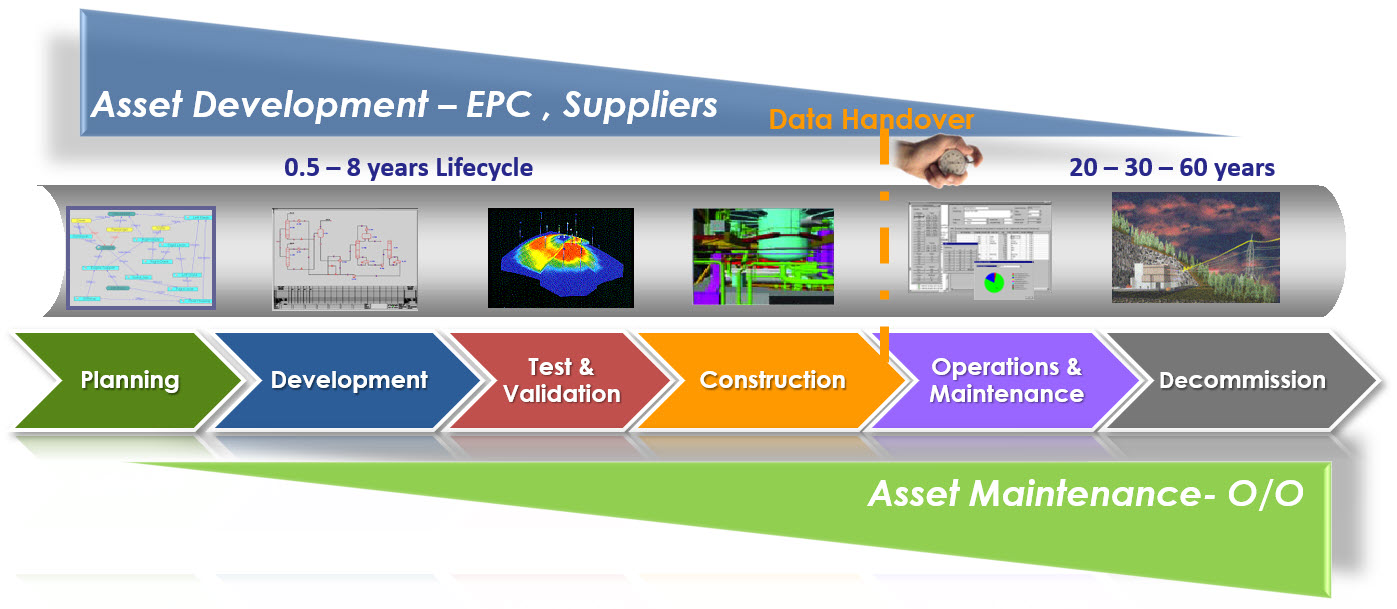
Ten years ago, we were not calling this concept the “Digital Twin,” as the aim was to provide end-to-end support of asset information from engineering, procurement, and construction towards operation in a coordinated manner. The breaking point in the relation between the EPCs and Owner/Operators is the data-handover – how much of your IP can/do you expose and what is needed. Nowadays, we would call striving for end-to-end data continuity the Digital Thread.
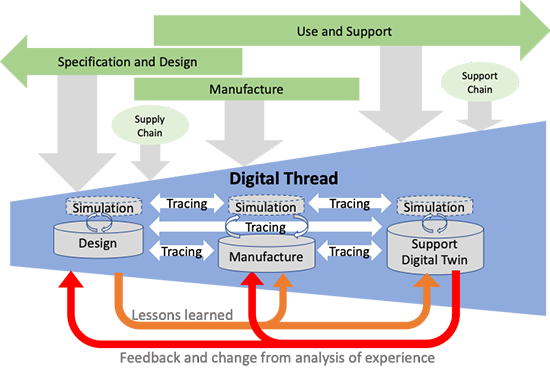
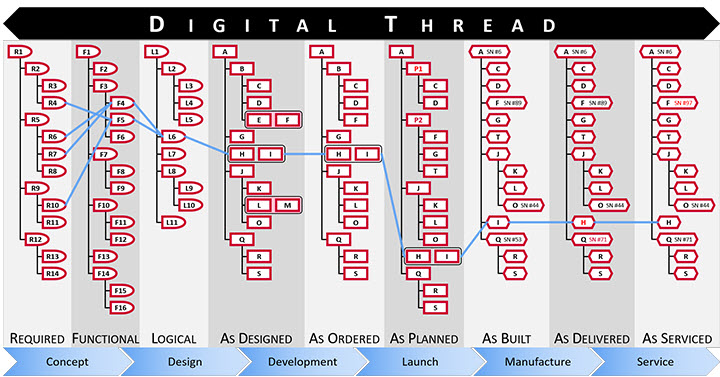
Hot from the press in this context, CIMdata just published a commentary Managing the Digital Thread in Global Value Chains describing Eurostep’s ShareAspace capabilities and experiences in managing an end-to-end information flow (Digital Thread) in a heterogeneous environment based on exchange standards like ISO 10303-239 PLCS. Their solution is based on what I consider a more modern approach for managing digital continuity compared to the traditional approach I described before. Compare the two images in this paragraph. The first image represents the old/current way with a disconnected handover, the second represents ShareAspace connected approach based on a real digital thread.
The Service BOM
As discussed with Asset Lifecycle Management, there is a disconnect between the engineering disciplines and operations in the field, looking from the point of view of an Asset owner/operator.
Now when we look from the perspective of a manufacturing company that produces assets to be serviced, we can identify a different dataflow and a new structure, the Service BOM (SBOM).
 The SBOM provides information on how a product needs to be serviced. What are the parts that require service, and what are the service kits that are possible for that product? For that reason, service engineering should be done in parallel to product engineering. When designing a product, the engineer needs to identify which the wearing parts (always require service in time) and which parts might be serviceable.
The SBOM provides information on how a product needs to be serviced. What are the parts that require service, and what are the service kits that are possible for that product? For that reason, service engineering should be done in parallel to product engineering. When designing a product, the engineer needs to identify which the wearing parts (always require service in time) and which parts might be serviceable.
There are different ways to look at the SBOM. Conceptually, the SBOM could be created in close relation with the EBOM. At the moment you define your product, you also should specify how the product will be serviced. See the image below

From this example, it is clear that part standardization and modularization have a considerable benefit for services downstream. What if you have only one serviceable part that applies to many products? The number of parts to have in stock will be strongly reduced instead of having many similar parts that only fit in a single product?
 Depending on the type of product, the SBOM can be generic, serving many products in the field. In that case, the company has to deal with catalogs, to be defined in PLM. Or the SBOM can be aligned with the As-Built of a capital product in the field. In that case, the concepts of Asset Lifecycle Management apply. Click on the image to see a clear picture.
Depending on the type of product, the SBOM can be generic, serving many products in the field. In that case, the company has to deal with catalogs, to be defined in PLM. Or the SBOM can be aligned with the As-Built of a capital product in the field. In that case, the concepts of Asset Lifecycle Management apply. Click on the image to see a clear picture.
![]() The SBOM on its own, in such an environment, will have links to specific documents, service instructions, operating manuals.
The SBOM on its own, in such an environment, will have links to specific documents, service instructions, operating manuals.
If your PLM-system allows it, extending the EBOM and MBOM with an SBOM is not a complex effort. What is crucial to understand is that the SBOM has its own lifecycle, which can even last longer than the active product sold. So sometimes, manufacturing specifications, related to service parts need to be maintained too, creating a link between the SBOM and potential MBOM(s).
ECM = Enterprise Change Management
When I discussed ECM in my previous post in the context of Engineering Change Management, I got the feedback that nowadays, everyone talks about Enterprise Change Management. Engineering Change Management is old school.

In the past, and even in a 2014 benchmark, a customer had two change management systems. One in PLM and one in ERP, and companies were looking into connecting these two processes. Like the BOM-interaction between PLM and ERP, this is technology-wise, never a real problem.
 The real problem in such situations was to come to a logical flow of events. Many times the company insisted that every change should start from the ERP-system as we like to standardize. This means that even an engineering change had to be registered first in the ERP-system
The real problem in such situations was to come to a logical flow of events. Many times the company insisted that every change should start from the ERP-system as we like to standardize. This means that even an engineering change had to be registered first in the ERP-system
Luckily the reach of PLM has grown. PLM is no longer the engineering tool (IT-system thinking). PLM has become the information backbone for product information all along the product lifecycle. Having the MBOM and SBOM available through a PLM-infrastructure allows organizations to streamline their processes.
Aras – digital thread through connected structures
And in this modern environment, enterprise change management might take place mostly in a PLM-infrastructure. The PLM-infrastructure providing a digital thread, as the Aras picture above illustrates, provides the full traceability to support configuration management.
 However, we still have to remember that configuration management and engineering change management, first of all, are based on methodology and processes. Next, the combination of tools to be used will vary.
However, we still have to remember that configuration management and engineering change management, first of all, are based on methodology and processes. Next, the combination of tools to be used will vary.
I like to conclude this topic with a quote from Lee Perrin’s comment on my previous blog post
I would add that aerospace companies implemented CM, to avoid fatal consequences to their companies, but also to their flying customers.
PLM provides the framework within which to carry out Configuration Management. CM can indeed be carried out without PLM, as was done in the old paper-based days. As you have stated, PLM makes the whole CM process much more efficient. I think more transparent too.
Conclusion
After nine posts around the theme Learning from the past to understand the future, I walked through the history of CAD, PDM and PLM in a fast mode, pointing to practices and friction points. In the blogging space, it is hard to find this information as most blog posts are coming from software vendors explaining why their tool is needed. Hopefully, these series have helped many of you to understand a broader context. Now I want to focus on the future again in my upcoming blog posts.
Still, feel free to contact me and discuss methodology topics.
This is almost my last planned post related to the concepts of model-based. After having discussed Model-Based Systems Engineering (needed to develop complex products/systems including hardware and software) and Model-Based Definition (creating an efficient connection between Engineering and Manufacturing), my last post will be related to the most over-hyped topic: The Digital Twin
 There are several reasons why the Digital Twin is overhyped. One of the reasons is that the Digital Twin is not necessarily considered as a PLM-related topic. Other vendors like SAP (the network of digital twins), Oracle (Digital Twins for IoT applications) and GE with their Predix platform also contributed to the hype related to the digital twin. The other reason is that the concept of Digital Twin is an excellent idea for marketers to shine above the clouds. Monica Schnitger’s recent comment says it all in her post 5 quick takeaways from Siemens Automation summit. Monica’s takeaway related to Digital Twin:
There are several reasons why the Digital Twin is overhyped. One of the reasons is that the Digital Twin is not necessarily considered as a PLM-related topic. Other vendors like SAP (the network of digital twins), Oracle (Digital Twins for IoT applications) and GE with their Predix platform also contributed to the hype related to the digital twin. The other reason is that the concept of Digital Twin is an excellent idea for marketers to shine above the clouds. Monica Schnitger’s recent comment says it all in her post 5 quick takeaways from Siemens Automation summit. Monica’s takeaway related to Digital Twin:
The whole digital twin concept is just starting to gain traction with automation users. In many cases, they don’t have a digital representation of the equipment on their lines; they may have some data from the equipment OEM or their automation contractors but it’s inconsistent and probably incomplete. The consensus seemed to be that this is a great idea but out of many attendees’ immediate reach. [But it is important to start down this path: model something critical, gather all the data you can, prove benefit then move on to a bigger project.]
Monica is aiming to the same point I have been mentioning several times. There is no digital representation and the existing data is inconsistent. Don’t wait: The importance of accurate data – act now !
What is a digital twin?
I think there are various definitions of the digital twin, and I do not want to go into a definition debate like we had before with the acronyms MBD/MBE (Model Based Definition/Enterprise – the confusion) or even the acronym PLM (classical PLM or digital PLM ?). Let’s agree on the following high-level statements:
- A digital twin is a virtual representation of a physical product
- The virtual part of the digital twin is defined by what you want to analyze, simulate, and predict related to the physical product
- One physical product can have multiple digital twins, but in the ideal world, there is potentially a unique digital twin for every physical product in the world
- When a product interacts with the environment, based on inputs and outputs, we normally call it a system. When I use Product, it will most of the time be a System, in particular in the context of a digital twin
Given the above statements, I will give some examples of digital twin concepts:
 As a cyclist, I am active on platforms like Garmin and Strava, using a tracking device, heart monitor and a power meter. During every ride, my device plus the sensors measure my performance, and all the data is uploaded to the platform, providing me with a report where I drove, how fast, my heartbeat, cadence and power during the ride. On Strava, I can see the Flybys (other digital twins that crossed my path and their performances), and I can see per segment how I performed compared to others, and I can filter by age, by level, etc.)
As a cyclist, I am active on platforms like Garmin and Strava, using a tracking device, heart monitor and a power meter. During every ride, my device plus the sensors measure my performance, and all the data is uploaded to the platform, providing me with a report where I drove, how fast, my heartbeat, cadence and power during the ride. On Strava, I can see the Flybys (other digital twins that crossed my path and their performances), and I can see per segment how I performed compared to others, and I can filter by age, by level, etc.)
This is the easiest part of a digital twin. Every individual can monitor and analyze their personal behavior and discover trends. Additionally, the platform owner has all the intelligence about all cyclists worldwide, how they perform and what would be the best performance per location. And based on their Premium offering (where you pay), they can advise you on how to improve. The Strava business model brings value to the individual while learning from the behavior of thousands. Note that in this scenario, there is no 3D involved.
 Another known digital twin story is related to plants in operation. In the past 10 years, I have advocated for Plant Lifecycle Management (PLM for Owner/Operators), describing the value of a virtual plant model using PLM capabilities combined with Maintenance, Repair and Overhaul (MRO) to reduce downtime. In a nuclear environment, the usage of 3D verification, simulation and even control software in a virtual environment can bring great benefit due to the fact that the physical twin is not always accessible, and downtime can be up to several million per week.
Another known digital twin story is related to plants in operation. In the past 10 years, I have advocated for Plant Lifecycle Management (PLM for Owner/Operators), describing the value of a virtual plant model using PLM capabilities combined with Maintenance, Repair and Overhaul (MRO) to reduce downtime. In a nuclear environment, the usage of 3D verification, simulation and even control software in a virtual environment can bring great benefit due to the fact that the physical twin is not always accessible, and downtime can be up to several million per week.
The above examples provide two types of digital twins. I will discuss some characteristics in the following paragraphs.
Digital Twin – performance focus
 Companies like GE and SAP focus a lot on the digital twin in relation to asset performance. Measuring the performance of assets, comparing their performance with other similar assets and based on performance characteristics the collector of the data can sell predictive maintenance analysis, performance optimization guidance and potentially other value offerings to their customers.
Companies like GE and SAP focus a lot on the digital twin in relation to asset performance. Measuring the performance of assets, comparing their performance with other similar assets and based on performance characteristics the collector of the data can sell predictive maintenance analysis, performance optimization guidance and potentially other value offerings to their customers.
Small improvements in the range of a few percent can significantly impact the overall net results. The digital twin is crucial in this business model to build-up knowledge, analyze and collect it and sell the knowledge again. This type of scenario is the easiest one. You need products with sensors, you need an infrastructure to collect the data and extract and process information in a manner that it can be linked to a behavior model with parameters that influence the model.
This is the model-based part of the digital twin. For a single product, different models can be related to the parameters driving your business. E.g., performance parameters for output, parameters for optimal up-time (preventive maintenance – usage optimization) or parameters related to environmental impact, etc..) Building and selling the results of such a model is an add-on business, creating more value for your customer, combined with creating more loyalty. Using the digital twin in the context of performance focus does not require a company to change the way they are working totally. Yes, you need new skills, data collection and analysis, and more sensor technology, but many product development activities can remain the same (for the moment).
As a conclusion for this type of digital twin, I would state that yes, there is some PLM involved, but the main focus is on business execution.
 Due to the fact that I already reach more than 1000 words, I will focus in my next post on the most relevant digital twin for PLM. Here, all disciplines come together. The 3D Mechanical model, the behavior models, the embedded and control software, (manufacturing simulation and more. This is to create an almost perfect virtual copy of a real product or system in the physical world. There, we will see that this is not as easy as concepts depend on accurate data and reliable models, which is not the case currently in most companies in their engineering environment.
Due to the fact that I already reach more than 1000 words, I will focus in my next post on the most relevant digital twin for PLM. Here, all disciplines come together. The 3D Mechanical model, the behavior models, the embedded and control software, (manufacturing simulation and more. This is to create an almost perfect virtual copy of a real product or system in the physical world. There, we will see that this is not as easy as concepts depend on accurate data and reliable models, which is not the case currently in most companies in their engineering environment.
Conclusion
Digital twins are marketing hype. However, when you focus on only performance monitoring and tuning, they become a reality as they do not require a company to align digitally across the whole lifecycle. However, this is just the beginning of a real digital twin.
Where are you in your company with the digital twin journey?
PLM holiday thoughts
 July and August are the months that privileged people go on holiday. Depending on where you live and work it can be a long weekend or a long month. I plan to give my PLM twisted brain a break for two weeks. I am not sure if it will happen as Greek beaches always have inspired for philosophers. What do you think about “PLM on the beach”?
July and August are the months that privileged people go on holiday. Depending on where you live and work it can be a long weekend or a long month. I plan to give my PLM twisted brain a break for two weeks. I am not sure if it will happen as Greek beaches always have inspired for philosophers. What do you think about “PLM on the beach”?
There are two topics that keep me intrigued at this moment, and I hope to experience more about them the rest of the year.
Moving to Model-Based processes
![]() I believe we all get immune for the term “Digital Transformation” (11.400.000 hits on Google today). I have talked about digital transformation in the context many times too. Change is happening. The classic ways of working were based on documents, a container of information, captured on paper (very classical) or captured in a file (still current).
I believe we all get immune for the term “Digital Transformation” (11.400.000 hits on Google today). I have talked about digital transformation in the context many times too. Change is happening. The classic ways of working were based on documents, a container of information, captured on paper (very classical) or captured in a file (still current).
As every stakeholder in a company (marketing, engineering, manufacturing, supplier, services, customers, and management) required a different set of information, many pieces of information all referring to the same product, have been parsed and modified into other documents. It is costly and expensive to get a complete view of what is happening in the business. Meanwhile, all these information transformations (with Excel as the king) are creating an overhead for information management, both on IT-level and even more for non-value added resources who are manipulating information for the next silo/discipline.
 What we have learned from innovative companies is that a data-driven approach, where more granular information is stored uniquely as data objects instead of document containers bring huge benefits. Information objects can be shared where relevant along the product lifecycle and without the overhead of people creating and converting documents, the stakeholders become empowered as they can retrieve all information objects they desire (if allowed). We call this the digital thread.
What we have learned from innovative companies is that a data-driven approach, where more granular information is stored uniquely as data objects instead of document containers bring huge benefits. Information objects can be shared where relevant along the product lifecycle and without the overhead of people creating and converting documents, the stakeholders become empowered as they can retrieve all information objects they desire (if allowed). We call this the digital thread.
The way to provide a digital thread for manufacturing companies is to change the way they organize the product development and delivery processes. A model-based approach is required. I wrote about in a post: Digital PLM requires a Model-Based Enterprise a year ago. The term “Model-Based” also has many variations (67.800.00 hits on Google today). Some might consider the 3D MCAD Model at the center of information both for engineering and manufacturing.A good overview in the video below
Others might think about a behavior/simulation model of the product for simulating and delivering a digital twin often referred in the context of model-based design (MBD).
And ultimately a model-based approach integrated with systems engineering into Model-Based Systems Engineering (MBSE) allowing all stakeholders to collaborate in a data-driven manner around complex ![]() products based.
products based.
You can learn a lot about that during the upcoming PDT Europe conference on 18-19th October in Gothenburg. Concepts and experiences will be shared, and my contribution to the conference will be all about the challenges and lessons learned from the transformation process companies are embarking on becoming model-based.
PLM and ALM
A second topic that becomes more and more relevant for companies is how to combine the domains of product development and application software empowering these products. The challenge here is that we have no mature concepts yet for both domains. It reminds me of the early PDM implementations where companies implemented their PDM system for MCAD software and documents. All the electrical stuff was done disconnected in separate systems and somewhere in the product lifecycle information from MCAD and ECAD was merged in the bill of materials and documents. Mainly manually with a decent overhead for people consolidating the data. Modern PLM systems have found best practices to manage a combination of mechanical and electronic components through an EBOM even connecting embedded software as an item in the BOM.
 Now more and more the behavior and experience of products are driven by software. Sensors and connectivity of data are driving new capabilities and business models to the market. Customers are getting better connected, however also the companies delivering these solutions can act much faster now based on trends or issues experienced from the field.
Now more and more the behavior and experience of products are driven by software. Sensors and connectivity of data are driving new capabilities and business models to the market. Customers are getting better connected, however also the companies delivering these solutions can act much faster now based on trends or issues experienced from the field.
The challenge, however, is that the data coming from the systems and the software defining the behavior of the products most of the time is managed in a separate environment, the ALM environment. In the ALM environment delivery of new solutions can be extremely fast and agile, creating a disconnect between the traditional product delivery processes and the software delivery processes.
 Companies are learning now how to manage the dependencies between these two domains, as consistency of requirements and features of the products is required. Due to the fast pace of software changes, it is almost impossible to connect everything to the PLM product definition. PLM Vendors are working on concepts to connect PLM and ALM through different approaches. Other companies might believe that their software process is crucial and that the mechanical product becomes a commodity. Could you build a product innovation platform starting from the software platform which some of the old industry giants believe?
Companies are learning now how to manage the dependencies between these two domains, as consistency of requirements and features of the products is required. Due to the fast pace of software changes, it is almost impossible to connect everything to the PLM product definition. PLM Vendors are working on concepts to connect PLM and ALM through different approaches. Other companies might believe that their software process is crucial and that the mechanical product becomes a commodity. Could you build a product innovation platform starting from the software platform which some of the old industry giants believe?
PLM combined with ALM concepts are the ones to follow, and I am looking forward to meeting the first company that has implemented a consistent flow between the world of hardware and software. So far there are many slide solutions, the reality and legacy at this moment are still inhibitors for the next step.
Conclusion
There is still a lot to discover and execute in the domain of PLM. Moving to a data-driven enterprise with all stakeholders connected is the challenging journey. Can we build robust concepts taking accuracy, security, and speed into account? I believe so, in particular when dreaming at the beach.

Bye for now
 Potential digital transformation is everywhere. This time I want to share a personal story based on my IoT cycling device from Garmin. Several years ago I became an enthusiastic cyclist, mainly because it clears your mind and cycling keeps you in good shape after enjoying customer visits with great dinners and excellent breakfasts. As the Dutch lack real mountains, we challenge ourselves with through open fields with strong winds to suffer a little too.
Potential digital transformation is everywhere. This time I want to share a personal story based on my IoT cycling device from Garmin. Several years ago I became an enthusiastic cyclist, mainly because it clears your mind and cycling keeps you in good shape after enjoying customer visits with great dinners and excellent breakfasts. As the Dutch lack real mountains, we challenge ourselves with through open fields with strong winds to suffer a little too.

Four years ago, started tracking my cycling performance, with a Garmin Edge 810. The story of my Garmin is a real IoT story. GPS trackers, in the beginning, did not communicate with the outside world. Now, this device connects to sensors registering my speed, my location, my heart rate, pedal cadence and produced power at any time, finally uploading it to the Garmin Connect platform.
The IoT platform
The Garmin Connect platform gives me insights on my performance, activities, and segments. The segment demonstrates the social part of the platform. Here you can see how you rank with others who have cycled the same track segment over time. And you can register your own preferred segment too, where you challenge yourself and others in your area. So the number of segments is growing continuously. Imagine all these cyclists around the world virtually sharing and taking the same track. I am curious to learn from Garmin how many people are connected to the platform.
I could not find these numbers. You?

The fun of segments
Digital Twin
Through the platform, Garmin collects huge amounts of data of connected users. Each data set of the connected user could be considered a simple digital twin. The Connect platform provides me insights about my overall performance through the years through various reports. Garmin could offer as a (paid) service to deliver insights of my performance compared to other users and propose predictive enhancements similar to the GE Predix platform. The difference of course that 1 % performance improvement for me in cycling does not bring the same value as 1 % performance improvement of a GE product (turbine, jet engine, train, …). However, the concept is the same and GE is promoting themselves as the next Digital Industrial Company, leading in digital transformation. Read more here.

Digital Twin performance
Connecting to the customer
 Tthe change from moving from a document-driven approach towards a data-driven approach to collect and store information is not the main concept behind a digital transformation. The data-driven approach is an enabler to connect directly to the customer and change the current business model from delivering products into a business model delivering services or even more advanced delivering experiences. Services and experiences create a closer relation to the customer, more loyalty, but also the challenge that you need to connect to the customer in such a way that the customer sees value. Otherwise, the customer will switch to another service or experience. The Apple, Nespresso, Uber experiences are all known for their new ways of connecting to the customer, differentiating from traditional product sales. Garmin could also be on that list. However, I discovered they are not there yet, despite an IoT-platform and connected devices. What is missing?
Tthe change from moving from a document-driven approach towards a data-driven approach to collect and store information is not the main concept behind a digital transformation. The data-driven approach is an enabler to connect directly to the customer and change the current business model from delivering products into a business model delivering services or even more advanced delivering experiences. Services and experiences create a closer relation to the customer, more loyalty, but also the challenge that you need to connect to the customer in such a way that the customer sees value. Otherwise, the customer will switch to another service or experience. The Apple, Nespresso, Uber experiences are all known for their new ways of connecting to the customer, differentiating from traditional product sales. Garmin could also be on that list. However, I discovered they are not there yet, despite an IoT-platform and connected devices. What is missing?
Why Garmin is not a digital enterprise.
Two years ago my Garmin Edge started crashing in the middle of a ride. The system rebooted after some minutes, and the recordings were lost or at least unreadable. When I contacted Garmin support their standard response was: “Please reset the device and update to the latest software.” Two years ago the software had still bug fixes. After two years you would expect a stable experience.
 However, a year ago the problems started to become more frequent. I started to send log files illustrating where the error occurred. Still, the Garmin response was the same: “Please reset the device and update to the latest software.”
However, a year ago the problems started to become more frequent. I started to send log files illustrating where the error occurred. Still, the Garmin response was the same: “Please reset the device and update to the latest software.”
However as there were no new software updates, there must be another reason why the device failed more and more.
After pushing for a resolution, the service department concluded I needed a new device. There might be an issue with the hardware. A little bit skeptical I agreed on a hardware switch again, and as expected this did not solve the crashes. My guess is that due to the increasing amount of segments at some places, the software gets confused where the rider is exactly located and in which direction the rider is going. These are the moments when the crash happens, and this is probably a software issue.
Still, the Garmin help desk believes there is a hardware problem (preferably swap the device) where I kept on providing evidence data of crashes to support Garmin in their error-discovery. Till now there is no resolution. The good news is that Garmin support mentioned investigating further.
 For me, the interaction with Garmin illustrates that the company internally is not yet digital transformed. The service desk probably has KPIs (Key Performance Indicators) related to their response time and problem resolution time. Although I can debate the response time, it is clear that the problem resolution approach: Update to the latest software and if this does not work swap to a new device is not increasing the knowledge from Garmin as a company what their customers are experiencing.
For me, the interaction with Garmin illustrates that the company internally is not yet digital transformed. The service desk probably has KPIs (Key Performance Indicators) related to their response time and problem resolution time. Although I can debate the response time, it is clear that the problem resolution approach: Update to the latest software and if this does not work swap to a new device is not increasing the knowledge from Garmin as a company what their customers are experiencing.
Apparently, their software management is disconnected from the service department and customers. Only clear bugs during the first launch are fixed. Next, it is a disconnected world again.
 A must for a digital enterprise is to dive into customer issues and to connect them back to R&D, both for the hardware part and software part. Something a modern product manager would do. If a company is not able to understand the multidisciplinary dependencies and solve issues from the field (with some effort), they will keep on making the same mistakes again with new product launches and lose customers who are looking for a better experience.
A must for a digital enterprise is to dive into customer issues and to connect them back to R&D, both for the hardware part and software part. Something a modern product manager would do. If a company is not able to understand the multidisciplinary dependencies and solve issues from the field (with some effort), they will keep on making the same mistakes again with new product launches and lose customers who are looking for a better experience.
My conclusion
PLM should be part of the digital enterprise too as this is the only way to deliver consistent customer value and positive experience. It requires companies to break down silos and create multidisciplinary teams that are capable of supporting the full customer journey. A digital device and a digital customer platform are just facades to the outside world – the inside needs to change too.
What do you think?
Does your company understand the challenges to transform across all disciplines?
Are you managing PLM, ALM, and IoT in context of the product and across the whole lifecycle?
I am curious !
Last week I got the following question:
Many companies face the challenges relevant to the cooperation and joint ventures and need to integrate in a smart way the portfolio’s to offer integrated solutions. In the world of sharing and collaboration, this may be a good argument to dig into. Is PLM software ready for this challenge with best practice solutions or this is a matter that is under specific development case by case? Any guidelines?
Some history
When PLM solutions were developed their core focus was on bringing hardware products to the market in a traditional manner as shown in the figure below. 
Products were pushed to the market based on marketing research and closed innovation. Closed innovation meant companies were dependent on their internal R&D to provide innovative products. And this is the way most PLM systems are implemented: supporting internal development. Thanks to global connectivity, the internal development teams can collaborate together connected to a single PLM backbone/infrastructure.
 Third Party Products (TPP) at that time were sometimes embedded in the EBOM, and during the development phase, there would be an exchange of information between the OEM and the TPP provider. Third Party Products were treated in a similar manner as purchase items. And as the manufacturing of the product was often defined in the ERP system, there the contractual and financial interactions with the TTP provider were handled, creating a discontinuity between what has been defined for the product and what has been shipped. The disconnect between the engineering intent and actual delivery to the customer often managed in Excel spreadsheets or proprietary databases developed to soften the pain
Third Party Products (TPP) at that time were sometimes embedded in the EBOM, and during the development phase, there would be an exchange of information between the OEM and the TPP provider. Third Party Products were treated in a similar manner as purchase items. And as the manufacturing of the product was often defined in the ERP system, there the contractual and financial interactions with the TTP provider were handled, creating a discontinuity between what has been defined for the product and what has been shipped. The disconnect between the engineering intent and actual delivery to the customer often managed in Excel spreadsheets or proprietary databases developed to soften the pain
What is happening now?
In the past 10 – 15 years there is the growing importance of first electronic components and their embedded software now followed by new go-to-market approaches, where the customer proposition changes from just a product, towards a combined offering of hardware, software, and services. Let´s have a look how this could be done in a PLM environment.
From Products to Solutions
The first step is to manage the customer proposition in a logical manner instead of managing all in a BOM definition. In traditional businesses, most companies still work around multiple Bill of Materials. For example, read this LinkedIn post: The BOM is King. This approach works when your company only delivers hardware.
Not every PLM system supports Out-Of-The-Box a logical structure. I have seen implementations where this logical structure was stored in an external database (not preferred) or as a customized structure in the PLM system. Even in SmarTeam, this methodology was used to support Asset Lifecycle Management. I wrote about this concept early 2014 in the context of Service Lifecycle Management(SLM) two posts: PLM and/or SLM ? and PLM and/or SLM (continued). It is no coincidence that concepts used for connecting SLM to PLM are similar to defining customer propositions.
 In the figure to the left, you can see the basic structure to manage a customer proposition and how it would connect to the aspects of hardware, software, and services. In an advanced manner, the same structure could be used with configuration rules to define and create a portfolio of propositions. More about this topic potential in a future blog post.
In the figure to the left, you can see the basic structure to manage a customer proposition and how it would connect to the aspects of hardware, software, and services. In an advanced manner, the same structure could be used with configuration rules to define and create a portfolio of propositions. More about this topic potential in a future blog post.
For hardware, most PLM systems have their best practices based on the BOM as discussed before. When combining the hardware with embedded software, we enter the world of systems. The proposition is no longer a product it becomes a system or even an experience.
For managing systems, I see two main additions to the classical PLM approach:
- The need for connected systems engineering. As the behavior of the system is much more complicated than just a hardware product, companies discover the need to spend more time on understanding all the requirements for the system and its potential use cases in operation – the only way to define the full experience. Systems Engineering practices coming from Automotive & Aerospace are now coming into the world of high-tech, industrial equipment, and even consumer goods.
- The need to connect software deliverables. Software introduces a new challenge for companies, no matter if the software is developed internally or embedded through TTP. In both situations, there is the need to manage change in a fast and iterative manner. Classical ECR /ECO processes do not work here anymore. Working agile and managing a backlog becomes the mode. Application Lifecycle Management connected to PLM becomes a need.
In both domains, systems engineering, and ALM, PLM vendors have their offerings, and on the marketing side, they might all look the same to you. However, there is a fundamental need that is not always visible on the marketing slides, the need for complete openness.
Openness
 To manage a portfolio based on systems a company can no longer afford to manually check in multiple management systems all the dependencies between the product and its components combined with the software deliverables and TTPs. Automation, traceability on changes and notifications are needed in a modern, digital environment, which you might call a product innovation platform. My high-speed blog buddy Oleg Shilovitsky just dedicated a post to “The Best PLM for Product Innovation Platform” sharing several quotes from CIMdata´s talk about characteristics of a Product Innovation Platform and stressing the need for openness.
To manage a portfolio based on systems a company can no longer afford to manually check in multiple management systems all the dependencies between the product and its components combined with the software deliverables and TTPs. Automation, traceability on changes and notifications are needed in a modern, digital environment, which you might call a product innovation platform. My high-speed blog buddy Oleg Shilovitsky just dedicated a post to “The Best PLM for Product Innovation Platform” sharing several quotes from CIMdata´s talk about characteristics of a Product Innovation Platform and stressing the need for openness.
It is true if you can only manage your hardware (mechanics & electronics) and software in dedicated systems, your infrastructure will be limited and rigid as the outside world is in constant and fast changes. No ultimate solution or product does it all and will do it all in the future. Therefore openness is crucial.
Services
In several companies, original in the Engineering, Procurement & Construction industry, I have seen the need to manage services in the context of the customer delivery too. Highly customized systems and/or disconnected systems were used here. I believe the domain of managing a proposition, a combination of hardware, software, AND services in a connected environment is still in its early days. Therefore the question marks in the diagram.
Conclusion
How Third Party Products management are supported by PLM depends very much on the openness of the PLM system. How it connects to ALM and how the PLM system is able to manage a proposition. If your PLM system has been implemented as a supporting infrastructure for Engineering only, you are probably not ready for the modern digital enterprise.
Other thoughts ???
The problem with a TLA is that there is a limited number of combinations that make sense. And even once you have found the right meaning for a TLA, like PLM you discover so many different interpretations.
 For PLM I wrote about this in my post PLM misconceptions –: PLM = PLM ?
For PLM I wrote about this in my post PLM misconceptions –: PLM = PLM ?
I can imagine an (un)certain person, who wants to learn about PLM, might get confused (and should be – if you take it too serious).
At the end your company’s goal should be how to drive innovation, increase profitability and competiveness and not about how it is labeled.
As a frequent reader of my blog, you might have noticed I wrote sometimes about ALM and here a similar confusion might exist as there are three ALMs that might be considered in the context I am blogging.
Therefore this post to clarify which ALM I am dedicated to.
So first I start with the other ALMs:
ALM = Application Lifecycle Management
 This is an upcoming discipline in the scope of PLM due to the fact that more and more in the product development world embedded software becomes a part of the product. And like in PLM where we want to manage the product data through its lifecycle, ALM should become a logical part of a modern PLM implementation. Currently most of the ALM applications in this context are isolated systems dealing only with the software lifecycle, see this Wiki Page
This is an upcoming discipline in the scope of PLM due to the fact that more and more in the product development world embedded software becomes a part of the product. And like in PLM where we want to manage the product data through its lifecycle, ALM should become a logical part of a modern PLM implementation. Currently most of the ALM applications in this context are isolated systems dealing only with the software lifecycle, see this Wiki Page
ALM = Asset Lifecycle Management (operational)
In 2009 I started to focus on (my type of) ALM, called Asset Lifecycle Management, and I discovered the same confusion as when you talk about a BOM. What BOM really means is only clear when you understand the context. Engineers will usually think of an Engineering BOM, representing product as specified by engineering (managed by PDM). Usually the rest of the organization will imagine the Manufacturing BOM, representing the product the way it will be produced (managed mostly in ERP).
 The same is valid for ALM. The majority of people in a production facility, plant or managed infrastructure will consider ALM as the way to optimize the lifecycle of assets. This means optimizing the execution of the plant, when to service or replace an asset ? What types of MRO activities to perform. Sounds a lot like ERP and as it has direct measurable impact on finance, it is the area that gets most of the attention by the management.
The same is valid for ALM. The majority of people in a production facility, plant or managed infrastructure will consider ALM as the way to optimize the lifecycle of assets. This means optimizing the execution of the plant, when to service or replace an asset ? What types of MRO activities to perform. Sounds a lot like ERP and as it has direct measurable impact on finance, it is the area that gets most of the attention by the management.
ALM = Asset Lifecycle Management (information management)
 Here we talk about the information management of assets. When you maintain your assets only in a MRO system, it is similar like in a manufacturing company when only using an ERP system. You have the data for operations, but you do not have the process in place to manage the change and quality of data. In the manufacturing world this is done in PDM and PLM system and I believe owners/operators of plant can learn from that.
Here we talk about the information management of assets. When you maintain your assets only in a MRO system, it is similar like in a manufacturing company when only using an ERP system. You have the data for operations, but you do not have the process in place to manage the change and quality of data. In the manufacturing world this is done in PDM and PLM system and I believe owners/operators of plant can learn from that.
I wrote a few posts about this topic, see Asset Lifecycle Management using a PLM system, PLM CM and ALM – not sexy or using a PLM system for Asset Lifecycle Management requires a vision and I am not going to rewrite them in this post. So get familiar with my thoughts if you read the first time about ALM in my blog.
What I wanted to share is that thanks to modern PLM systems, IT infrastructure/technologies and SBA it becomes achievable for owner/operators to implement an Asset Lifecycle Management vision for their asset information and I am happy to confirm that in my prospect and customer base, I see companies investing and building this ALM vision.
And why do they do this:
 Reduce maintenance time (incidental and planned) by days or weeks due to the fact that people have been working with the right and complete data. Depending on the type of operations, one week less maintenance can bring millions (power generation, high demand/high cost chemicals and more)
Reduce maintenance time (incidental and planned) by days or weeks due to the fact that people have been working with the right and complete data. Depending on the type of operations, one week less maintenance can bring millions (power generation, high demand/high cost chemicals and more)

.
 Reduce the failure costs dramatically. As maintenance is often a multi-disciplinary activity errors due to miscommunication are considered as normal in this industry (10 % up and even more). It is exactly this multi-disciplinary coordination that PLM systems can bring to this world. And the more you can do in a virtual world the more you can assure you do the right thing during real maintenance activities. Here industries similar as for the previous bullet, but also industries where high-costly materials and resources are used, the impact on reducing failure costs is high.
Reduce the failure costs dramatically. As maintenance is often a multi-disciplinary activity errors due to miscommunication are considered as normal in this industry (10 % up and even more). It is exactly this multi-disciplinary coordination that PLM systems can bring to this world. And the more you can do in a virtual world the more you can assure you do the right thing during real maintenance activities. Here industries similar as for the previous bullet, but also industries where high-costly materials and resources are used, the impact on reducing failure costs is high.

.
 Improve the quality of data. Often the MRO system contains a lot of operational parameters that were entered there at a certain time by a certain person with certain skills – the fact that although I used the word certain three times, the result is uncertainty as there is no separate tracing and validation of the parameters per discipline and an uncertain person looking at the data might not discover there is an error, till it goes wrong. Here industries where a human error can be dramatic benefit the most from it (nuclear, complex chemical processes)
Improve the quality of data. Often the MRO system contains a lot of operational parameters that were entered there at a certain time by a certain person with certain skills – the fact that although I used the word certain three times, the result is uncertainty as there is no separate tracing and validation of the parameters per discipline and an uncertain person looking at the data might not discover there is an error, till it goes wrong. Here industries where a human error can be dramatic benefit the most from it (nuclear, complex chemical processes)

Conclusion: The PLM system based ALM implementations are more and more becoming reality next to the ALM operational world. After spending more then three years focused on this area, I believe we can see and learn from the first results.
Are you interested in more details or do you want to share your experience ? Please let me know and I will be happy to extend the discussion
Note: On purpose I used as much TLA’s to assure it looks like an specialist blog, but you can always follow the hyperlink to the wiki explanation, when the TLA occurs the first time.
 In the past months, I have talked and working with various companies about the topic of Asset Lifecycle Management (ALM) based on a PLM system. Conceptual it is a very strong concept and so far only a few companies have implemented this approach, as PLM systems have not been used so much outside the classical engineering world.
In the past months, I have talked and working with various companies about the topic of Asset Lifecycle Management (ALM) based on a PLM system. Conceptual it is a very strong concept and so far only a few companies have implemented this approach, as PLM systems have not been used so much outside the classical engineering world.
Why using a PLM system ?
To use a PLM system for managing all asset related information ( asset parameters, inventory, documents, locations, lifecycle status) in a single system assures the owner / operator that a ‘single version of the truth’ starts to exist. See also one of my older posts about ALM to understand the details.
 The beauty lies in the fact that this single version of the truth concept combines the world of as-built for operators and the world of as-defined / as-planned for preparing changes. Instead of individual silos the ALM system provides all information, of course filtered in such a way that a user only sees information related to the user’s role in the system.
The beauty lies in the fact that this single version of the truth concept combines the world of as-built for operators and the world of as-defined / as-planned for preparing changes. Instead of individual silos the ALM system provides all information, of course filtered in such a way that a user only sees information related to the user’s role in the system.
The challenge for PLM vendors is to keep the implementation simple as PLM initially in its core industries was managing the complexity. Now the target is to keep it extremely simple and easy to used for the various user roles, meanwhile trying to stay away from heavy customizations to deliver the best Return on Investment.
Having a single version of the truth provides the company with a lot of benefits to enhance operations. Imagine you find information and from its status you know immediately if it is the latest version and if other versions exists. In the current owner / operator world often information is stored and duplicated in many different systems, and finding the information in one system does not mean that this is the right information. I am sure the upcoming event from IDC Manufacturing Insights will also contribute to these findings
It is clear that historically this situation has been created due to the non-intelligent interaction with the EPC contractors building or changing the plant. The EPC contractors use intelligent engineering software, like AVEVA , Bentley, Autodesk and others, but still during hand-over we provide dumb documents, paper based, tiff, PDF or some vendor specific formats which will become unreadable in the upcoming years. For long-term data security often considered the only way, as neutral standards like ISO-15926 still require additional vision and knowledge from the owner/operator to implement it.
, Bentley, Autodesk and others, but still during hand-over we provide dumb documents, paper based, tiff, PDF or some vendor specific formats which will become unreadable in the upcoming years. For long-term data security often considered the only way, as neutral standards like ISO-15926 still require additional vision and knowledge from the owner/operator to implement it.
Now back to the discussions…
In many discussions with potential customers the discussion often went into the same direction:
“How to get the management exited and motivated to invest into this vision ? The concept is excellent but applying it to our organization would lead to extra work and costs without immediate visibility of the benefits !”
This is an argument I partly discussed in one of my previous posts: PLM, CM and ALM not sexy. And this seems to be the major issue in western Europe and the US. Business is monitored and measured for the short term, maximum with a plan for the next 4 – 5 years. Nobody is rewarded for a long-term vision and when something severe happens, the current person in power will be to blame or to excuse himself.
 As a Dutch inhabitant, I am still proud of what our former Dutch government decided and did in the after the flooding in 1953. The Dutch invested a lot of money and brain power into securing inhabitants behind the coast line in a project called the Delta Works. This was an example of vision instead of share holder value. After the project has been finished in the eighties there was no risk for a severe flooding anymore and the lessons learned from that time, brought the Dutch the knowledge to support other nations at risk for flooding. I am happy that in 1953 the government was not in the mood to optimize their bonus ( an unknown word at that time)
As a Dutch inhabitant, I am still proud of what our former Dutch government decided and did in the after the flooding in 1953. The Dutch invested a lot of money and brain power into securing inhabitants behind the coast line in a project called the Delta Works. This was an example of vision instead of share holder value. After the project has been finished in the eighties there was no risk for a severe flooding anymore and the lessons learned from that time, brought the Dutch the knowledge to support other nations at risk for flooding. I am happy that in 1953 the government was not in the mood to optimize their bonus ( an unknown word at that time)
Back to Asset Lifecycle Management ….
Using a PLM system for asset lifecycle management provides the economical benefits by less errors during execution (working on the right information), less human involvement in understanding the information ( lower labor costs) and lower total cost of ownership (less systems to maintain and connect by IT).
But these benefits are in no relation with risk containment. What happens if something goes really wrong ?
If you you are a nuclear plant owner, you are in global trouble. A chemical plant owner or oil company can be in regional trouble, but they also will suffer from the damage done to their brand name globally. Other types of plant owners might come away with less, depending on the damage they potential ‘embank’
The emerging visionaries
 For that reason, it is enlightening to see that some companies in Asia think different. There the management understands that they have the opportunity to build their future in a more clever way. Instead of copying the old way EPC contractors and plant owners work together, they start from a single version of the truth concept, pushing their contractors to work more integrated and clever with them. Instead of becoming boiling frogs, they are avoiding to fall into the same trap of many owners / operators in European and US based companies: “Why change the way we work, it does not seem to be so bad”
For that reason, it is enlightening to see that some companies in Asia think different. There the management understands that they have the opportunity to build their future in a more clever way. Instead of copying the old way EPC contractors and plant owners work together, they start from a single version of the truth concept, pushing their contractors to work more integrated and clever with them. Instead of becoming boiling frogs, they are avoiding to fall into the same trap of many owners / operators in European and US based companies: “Why change the way we work, it does not seem to be so bad”
It requires a vision for the long term, something that will lead to extra benefits in the long term future: more efficient management of their assets, including risk containment and therefore being more competitive. If European and US-based companies want to be dominating in this industry they will need to show their vision too ..
Tomorrow I am attending the European Chemical Manufacturing Masters conference in Berlin, where I hope to learn and discuss this vision with the participants. I will keep you updated if i found the vision …..

As today it was again ‘Black Saturday”, the day that the French and German roads are filled with cars and traffic jams above100 km length, it was a moment for me to reflect in the middle of my summer holiday. I do not want to make other continents jealous, but the summer holiday is important (and long), still time for some thoughts.
PLM is dead, long live Social / User focused PLM ?
In one of my old 2008 posts, PLM in 2050, I predicted that PLM would no longer exist at that time, as companies would no longer focus on individual systems, but on full coverage of business processes, through integrated and federated data sources. I see this trend coming from two major PLM vendors (Dassault Systems / Siemens) with their 3DLive / HD PLM concepts. These concepts are trying to provide a unique user experience, where in an intuitive manner, a user in a specific role can obtain relevant data, analyze and simulate it in a virtual environment. Here the PLM vendors are really taking the lead to become the main platform for product development processes. Will the name PLM disappear at a certain stage ?
Additional you see startups and also some of the major PLM vendors experimenting with community concepts, social media. Moving towards a “Facebook’- like environment for product development and collaboration processes. The idea behind this direction is partly driven by the fact that the old generation of workforce slowly moves towards retirement where the new generation is not motivated to follow up the same working processes and procedures. The old generation moved from paper-based, manual processes to terminal-like screens, email and excel sheets.
If the new generation of employees will benefit from Facebook like environments is the question. Product development and collaboration requires a lot of boring data entry, even if we have a unique user experience. In addition, I was reading a preview of some research done with American and Dutch students, stating that study results from those students active on Facebook are significant lower as the result of student not active on Facebook, although they spend the same time on internet. I haven’t found the original source – here is a Dutch link. Curious to learn who will develop and bring better products to the market in the future with modern social PLM ?
ALM based on PLM is underestimated by owner /operators
 As I have been active the past two years in some Asset Lifecycle Management projects based on PLM, I also feel that many owner/operators do not have the understanding or guts to change the way they are working. Understandable from their point of view – as long as the errors and risks are acceptable, why change the way the whole industry is working ?
As I have been active the past two years in some Asset Lifecycle Management projects based on PLM, I also feel that many owner/operators do not have the understanding or guts to change the way they are working. Understandable from their point of view – as long as the errors and risks are acceptable, why change the way the whole industry is working ?
In the nuclear industry you see the awareness growing. People know the risks of a nuclear disaster (after Chernobyl) and as we need more energy resources, nuclear energy with enhanced containment of risks is a natural way to go.
Perhaps after the BP disaster in the Mexican gulf, where apparently to the various reports, people were taking the wrong decisions due to inaccurate data or due to lack of information (could not be found in time) ALM based on PLM could be considered. However, investing even a few millions and changing the company’s way of working will never be approved by the BP management, as it will never happen a second time. It is all about being proactive (which is not a natural behavior) or being reactive and trying to control the damage. Here I have no predictions for 2050, I only believe that the proactive companies have a higher chance of survival – no matter which industry
But now my holiday activities call me back – for those not blessed by a holiday, here an overview of some of the relevant posts from the past year/
PLM and Organization
How to get users excited for PLM ?
Some users do not like the single version of the truth
Implementing PLM requires a vision
What not to do in a bottom up PLM implementation ?
Culture change in a mid-sized company a management responsibility !
PLM selection
PLM for mid-market a mission impossible ?
Who decides for PLM in a mid-market company ?
More on who decides for PLM in a mid-market company
The academic conclusion on who decides for PLM in a mid-market company
Free PLM does not help companies
ALM
Asset Lifecycle Management based on PLM experiences
Asset Lifecycle Management using a PLM system
Tutorials
and if these links are not enough – look at my favorite blogs:
 This time it is hard to write my blog post. First of all, because tomorrow there will be the soccer final between Holland and Spain and as a Virtual Dutchman I still dream of a real cup for the Dutch team.
This time it is hard to write my blog post. First of all, because tomorrow there will be the soccer final between Holland and Spain and as a Virtual Dutchman I still dream of a real cup for the Dutch team.
Beside that I had several discussions around PLM (Product Lifecycle Management), CM (Configuration Management) and ALM (Asset Lifecycle Management), where all insiders agreed that it is hard to explain and sell the value and best practices, because it is boring, because it is not sexy, etc, etc.
So why am I still doing this job…..
Product Lifecycle Management (PLM)

If you look at trade shows and major events of PLM vendors, the eye-catching  stuff is 3D (CAD).
stuff is 3D (CAD).
Dassault Systemes introduced in 2006 3DLive as the 3D collaboration layer for all users with the capability to provide in a 3D manner (see what you mean) on-line role specific information, coming from different information sources. Recently Siemens introduced their HD PLM, which as far as I understood, brings decision making capabilities (and fun) to the user.
Both user interfaces are focusing on providing information in a user-friendly and natural way – this is sexy to demonstrate, but a question never asked: “Where does the information come from ? “
And this is the boring but required part of PLM. Without data stored or connected to the PLM system, there is no way these sexy dashboards can provide the right information. The challenge for PLM systems will be to extract this information from various applications and from users to have the discipline to enter the needed data.
Those software vendors, who find an invisible way to capture the required information hold the key to success. Will it be through a more social collaboration with a lot of fun, I am afraid not. The main issue is that the people who need to enter the data are not rewarded for doing it. It is downstream the organization, in the product lifecycle, that other people benefit from the complete information. And I even suspect in some organizations that there are people who do not want share data to assure being required in the organization – see also Some users do not like the single version of the truth.

So who can reward these users and make them feel important. I believe this is a management job and no sexy (3D) environment will help here
Configuration Management (CM)
 Although it is considered a part of PLM, I added configuration management to my post as a separate bullet. Two weeks ago, I attended the second day of the CMII Europe conference in Amsterdam. What I learned from this event was that the members of the CMII community are a group of enthusiastic people with somehow the same vision as PLM missionaries.
Although it is considered a part of PLM, I added configuration management to my post as a separate bullet. Two weeks ago, I attended the second day of the CMII Europe conference in Amsterdam. What I learned from this event was that the members of the CMII community are a group of enthusiastic people with somehow the same vision as PLM missionaries.
Quoting the organization: “CMII is about changing faster and documenting better. It is about accommodating change and keeping requirements clear, concise and valid.”
And it was interesting to listen to speeches of the members. Like with PLM, everyone is convinced configuration management brings a lot of value to a company, they are also fighting for acknowledgement. Not sexy is what I learned here and also here those people who are responsible for data accuracy are not necessary the ones that benefit (the most).
Like PLM, but even more in Configuration Management, the cultural change should not be neglected. Companies are used to have a certain level of “configuration management”, often based on manual processes, not always as efficient, clear and understood and satisfactory for the management, till something happens due to incorrect information.

Of course the impact of an error differentiates per industry, a problem occurring due to wrong information for an airplane is something different compared to a problem with a sound system.
So the investment in configuration management pays of for complex products with critical behaviors and in countries where labor costs are high. It was interesting to learn that a CM maturity assessment showed that most companies score below average when it comes to management support and that they score above average when talking about the tools they have in place.
This demonstrates for me that also for configuration management, companies believe tools will implement the change without a continuous management push. I remember that in several PLM selection processes, prospects were asking for all kind of complex configuration management capabilities, like complex filtering of a product structure. Perhaps pushed by a competitor, as at the end it was never implemented 😦
Asset Lifecycle Management (ALM)
 In some previous posts, I wrote about the benefits a PLM system can bring, when used as the core system for all asset related information. For nuclear plants, the IAEA (International Atomic Energy Agency) recommends to use configuration management best practices and I have met an owner/operator of a nuclear plant who recognized that a PLM system brings the right infrastructure, instead of SAP for example, which has more focus on operational data.
In some previous posts, I wrote about the benefits a PLM system can bring, when used as the core system for all asset related information. For nuclear plants, the IAEA (International Atomic Energy Agency) recommends to use configuration management best practices and I have met an owner/operator of a nuclear plant who recognized that a PLM system brings the right infrastructure, instead of SAP for example, which has more focus on operational data.
Also I had a meeting with another owner/operator, who was used to manage their asset data in a classical manner – documents in an as-built environment and changes of documents in various projects environments.
 When discussing the ALM best practices based on a PLM system, it was clear all the benefits it could bring, but also we realized that implementing these concepts would require a conceptual revolution. People would need to start thinking asset centric (with lifecycle behavior) instead of document centric with only revisions.
When discussing the ALM best practices based on a PLM system, it was clear all the benefits it could bring, but also we realized that implementing these concepts would require a conceptual revolution. People would need to start thinking asset centric (with lifecycle behavior) instead of document centric with only revisions.
This kind of change requires a management vision, clear explanation of the benefits and a lot of attention for the user. Only then when these changes have been implemented, and data is available in a single repository, only then the fun and sexy environments become available for use.
Conclusion
PLM, CM and ALM are not sexy especially for the users who need to provide the data. But they provide the base for sexy applications where users have instant access to complete information to make the right decisions. To get there a cultural change is required. The management needs to realize that the company changes into becoming proactive (avoiding errors) instead of being reactive (trying to contain errors); investing upfront and never be able to know what the losses would be in case an error occurred.
Not sexy, however the benefits this approach can bring allow employees and companies to continue to do their work for a secure future
And now … time to close as the final is near

 Although I am still active most of my time in ‘classical’ PLM, some of the projects I am involved with also deal with Asset Lifecycle Management. In general PLM focuses on a product development process, starting from a conceptual phase, going through planning, development and production. The PLM system serves as a collaboration and information backbone for all product IP (Intellectual Property). One of the main capabilities a PLM system provides is a ‘single version of the truth’.
Although I am still active most of my time in ‘classical’ PLM, some of the projects I am involved with also deal with Asset Lifecycle Management. In general PLM focuses on a product development process, starting from a conceptual phase, going through planning, development and production. The PLM system serves as a collaboration and information backbone for all product IP (Intellectual Property). One of the main capabilities a PLM system provides is a ‘single version of the truth’.
And it is this capability, which makes a PLM system an excellent choice for Asset Lifecycle Management
Who practices Asset Lifecycle Management ?
 Asset Lifecycle Management can be found at any location, where a company is maintaining a process – we call these companies Owners/ Operators. Best known industry for Asset Lifecycle Management is the Process & Power industry, where a company produces oil, energy or chemicals. However the same concept is also valid for water companies (water distribution process), food processing and infrastructure companies (railways, airports, roads)
Asset Lifecycle Management can be found at any location, where a company is maintaining a process – we call these companies Owners/ Operators. Best known industry for Asset Lifecycle Management is the Process & Power industry, where a company produces oil, energy or chemicals. However the same concept is also valid for water companies (water distribution process), food processing and infrastructure companies (railways, airports, roads)
All these companies have in common that they support a certain process and the challenge is, while being in operation, to optimize the process. During operation, maintenance and improvement activities should be as little as disruptive as possible.
A maintenance stop is very costly for Owner/Operators. Imagine a plant not producing fuel for two weeks (millions of liters) or a nuclear reactor not producing electricity for a month (millions of kilowatts) – no income. And no maintenance will lead to unexpected problems and in the worse case, disasters. So it is also about balancing these activities.
Let’s look at a definition of Asset Lifecycle Management
Asset Lifecycle Management is a balanced and active management of assets over the lifecycle, coupled with business objectives.
Simply said it translates into an approach, where based on business objectives (process stability, safety, margin) a company tries to optimize the usage of their assets (a reactor, a pump, a rail track, a road) through their individual lifecycles. This means perform preventive maintenance; renovate a part of the process and perform more parallel activities with a focus on improving the lifecycle of the process
So why not use a MRO system?
 An MRO (Maintenance, Repair & Overhaul) system can be compared with an ERP system for manufacturing companies. The MRO system manages and schedules activities and resources on the plant, keeping track of maintenance activities done on inventory. But can it serve as the system providing the single version of the truth for all plant information? No!
An MRO (Maintenance, Repair & Overhaul) system can be compared with an ERP system for manufacturing companies. The MRO system manages and schedules activities and resources on the plant, keeping track of maintenance activities done on inventory. But can it serve as the system providing the single version of the truth for all plant information? No!
So why not use an ERP system?
 An ERP system is mostly used by owner/operators to control all financial transactions (contracts, purchasing, suppliers, projects/resources accounting). Some ERP vendors provide MRO functionality in a single system; still can this system provide the single version of truth for all plant information? Again I am sure it is not the case.
An ERP system is mostly used by owner/operators to control all financial transactions (contracts, purchasing, suppliers, projects/resources accounting). Some ERP vendors provide MRO functionality in a single system; still can this system provide the single version of truth for all plant information? Again I am sure it is not the case.
So why not use a document management system?
 As most of the process information is stored in various types of documents, is seems to be appropriate to store all information in a document management system. And actually this is what owner/operators try to do, however they maintain inside their company different document management systems (paper archives, office documents in a specific system, engineering documents in another system, etc, etc). Each of the systems can provide a single version of the truth for specific content, however there is a consolidated single entry point for all asset data. Often the documents also do not reflect the status of an asset. Is the asset running in, is it active, is it demolished?
As most of the process information is stored in various types of documents, is seems to be appropriate to store all information in a document management system. And actually this is what owner/operators try to do, however they maintain inside their company different document management systems (paper archives, office documents in a specific system, engineering documents in another system, etc, etc). Each of the systems can provide a single version of the truth for specific content, however there is a consolidated single entry point for all asset data. Often the documents also do not reflect the status of an asset. Is the asset running in, is it active, is it demolished?
The tag number does not show it, and changing the status of an asset forces people to go through the various document systems to change the status there. An inefficient and costly procedure, not reliable and often not done.
So why not an integrated plant engineering system?
 Engineering plant software is designed to support the design collaboration and is mostly used by EPC contractors. These engineering companies are hired by the owner/operator to design and construct the plant or make major modifications of the plant. EPC contractors need to work as efficient as possible (to get the job), which means for them work as intelligent as possible in an integrated manner with tag numbers, P&IDs, 3D Equipment, Piping, ISOs. This intelligence leads to an application specific format and infrastructure.
Engineering plant software is designed to support the design collaboration and is mostly used by EPC contractors. These engineering companies are hired by the owner/operator to design and construct the plant or make major modifications of the plant. EPC contractors need to work as efficient as possible (to get the job), which means for them work as intelligent as possible in an integrated manner with tag numbers, P&IDs, 3D Equipment, Piping, ISOs. This intelligence leads to an application specific format and infrastructure.
During the hand-over of the plant or modification, this intelligence disappears as the owner/operator does not use the engineering plant software. They do not want to be dependent on a single software provider or version of the data. As data has to live for many years, sometimes 30 years or more, application specific data is hard to maintain. So as part of the hand-over data will be provided in neutral formats, worst case paper, but often in PDFs, TIFFs or other publishing format, losing all the intelligence.
![]() There is an intelligent, neutral format based on ISO 15926. This requires an investment from the EPC contractor and an investment from the owner/operator to manage all information in this format. For complex and long-lasting environments, like a nuclear plant, this approach surely pays off; however what you see is that on both sides (EPC and Owner/Operator) they try to minimize the costs on data handling/conversion. This leads in the long term to much more labor time internal at the owner/operator to manage and assure the data is accurate. But these costs somehow come later and are more hidden. And the question remains: can this system serve as the single version of truth for all plant information? No, plant engineering systems are too application specific
There is an intelligent, neutral format based on ISO 15926. This requires an investment from the EPC contractor and an investment from the owner/operator to manage all information in this format. For complex and long-lasting environments, like a nuclear plant, this approach surely pays off; however what you see is that on both sides (EPC and Owner/Operator) they try to minimize the costs on data handling/conversion. This leads in the long term to much more labor time internal at the owner/operator to manage and assure the data is accurate. But these costs somehow come later and are more hidden. And the question remains: can this system serve as the single version of truth for all plant information? No, plant engineering systems are too application specific
In addition, plant engineering software environments are not targeted to work integrated in an owner/operator environment, managing parallel projects and resources, quality processes and inventory statuses related to a certain asset and project.
So why not use a project management software system?
 As in a plant many projects can run in parallel, it happens that they run on the same assets or locations in the plant. For engineers and maintenance it is important to have visibility on which projects have impact on each other. Project management software is not targeted to make data visible related to a collection of assets or locations. No, project management software can not be the system to serve as the single version of truth for all plant information.
As in a plant many projects can run in parallel, it happens that they run on the same assets or locations in the plant. For engineers and maintenance it is important to have visibility on which projects have impact on each other. Project management software is not targeted to make data visible related to a collection of assets or locations. No, project management software can not be the system to serve as the single version of truth for all plant information.
So either we give up for looking a single version of the truth and pay the price for multiple software systems to maintain in the company and take the extra efforts for configuration management for granted, or we look at PLM ?
The PLM based solution
In the past 15 years I have done several projects with ENOVIA and projects where Asset Lifecycle Management was done with ENOVIA. For sure, other flexible PLM systems can do the same, as the solution lies in an adapted data model for ALM.
This picture shows what a PLM system can do:

It can provide all related information (documents, inventory, locations, and projects) to an asset with one click from within single system. In addition it can also give the actual status of the asset. Assets are often identified by tag numbers, and the lifecycle of an asset can be managed by default in a PLM system, combined with Asset Change processes.
Best Practices coming from the PLM world can be used here too. The major challenge for PLM vendors is to reduce the complexity for data handling, as ALM users will not be engineers experienced to complex CAD environments. They are information workers, who need with a short learning curve, direct access to the data they require (and they should be sure the data is reliable)
Note: the PLM system will need to interface with the MRO and ERP system. Like in the classical PLM concept, MRO and ERP are the transactional systems, controlling the day to day activities, where the PLM system provides the accurate plant information (IP) required for an activity.
Also the PLM system will manage the non-standard activities through projects, change processes and will rely on accurate information from ERP.
The major benefits reported from implementations based on a PLM system are: 
- Reduced down-time for the plant, due to better planning and accurate information when preparing a maintenance stop. Less surprises with unforeseen delays of production.
- More reliable and less effort to be complaint to safety, health, environment and governmental regulations as all information is available in a single, controlled and traceable environment
- Lower cost of ownership for ALM. Instead of maintaining various silos of information and provide access to certain users, a single system with a common interface is available for most of the users.
Conclusion: Owner/Operators should look into the benefits a PLM system can bring for them. Interesting the benefits are not based on the integration of product development, but on providing accurate information from different entry points for different roles
I am curious to learn who has seen a similar approach – feel free to comment

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…