
You are currently browsing the tag archive for the ‘Change Management’ tag.
 In the last two weeks, I have had mixed discussions related to PLM, where I realized the two different ways people can look at PLM. Are implementing PLM capabilities driven by a cost-benefit analysis and a business case? Or is implementing PLM capabilities driven by strategy providing business value for a company?
In the last two weeks, I have had mixed discussions related to PLM, where I realized the two different ways people can look at PLM. Are implementing PLM capabilities driven by a cost-benefit analysis and a business case? Or is implementing PLM capabilities driven by strategy providing business value for a company?
Most companies I am working with focus on the first option – there needs to be a business case.
 This observation is a pleasant passageway into a broader discussion started by Rob Ferrone recently with his article Money for nothing and PLM for free. He explains the PDM cost of doing business, which goes beyond the software’s cost. Often, companies consider the other expenses inescapable.
This observation is a pleasant passageway into a broader discussion started by Rob Ferrone recently with his article Money for nothing and PLM for free. He explains the PDM cost of doing business, which goes beyond the software’s cost. Often, companies consider the other expenses inescapable.
 At the same time, Benedict Smith wrote some visionary posts about the potential power of an AI-driven PLM strategy, the most recent article being PLM augmentation – Panning for Gold.
At the same time, Benedict Smith wrote some visionary posts about the potential power of an AI-driven PLM strategy, the most recent article being PLM augmentation – Panning for Gold.
It is a visionary article about what is possible in the PLM space (if there was no legacy ☹), based on Robust Reasoning and how you could even start with LLM Augmentation for PLM “Micro-Tasks.
Interestingly, the articles from both Rob and Benedict were supported by AI-generated images – I believe this is the future: Creating an AI image of the message you have in mind.
![]() When you have digested their articles, it is time to dive deeper into the different perspectives of value and costs for PLM.
When you have digested their articles, it is time to dive deeper into the different perspectives of value and costs for PLM.
From a system to a strategy
 The biggest obstacle I have discovered is that people relate PLM to a system or, even worse, to an engineering tool. This 20-year-old misunderstanding probably comes from the fact that in the past, implementing PLM was more an IT activity – providing the best support for engineers and their data – than a business-driven set of capabilities needed to support the product lifecycle.
The biggest obstacle I have discovered is that people relate PLM to a system or, even worse, to an engineering tool. This 20-year-old misunderstanding probably comes from the fact that in the past, implementing PLM was more an IT activity – providing the best support for engineers and their data – than a business-driven set of capabilities needed to support the product lifecycle.
The System approach
Traditional organizations are siloed, and initially, PLM always had the challenge of supporting product information shared throughout the whole lifecycle, where there was no conventional focus per discipline to invest in sharing – every discipline has its P&L – and sharing comes with a cost.
 At the management level, the financial data coming from the ERP system drives the business. ERP systems are transactional and can provide real-time data about the company’s performance. C-level management wants to be sure they can see what is happening, so there is a massive focus on implementing the best ERP system.
At the management level, the financial data coming from the ERP system drives the business. ERP systems are transactional and can provide real-time data about the company’s performance. C-level management wants to be sure they can see what is happening, so there is a massive focus on implementing the best ERP system.
In some cases, I noticed that the investment in ERP was twenty times more than the PLM investment.
 Why would you invest in PLM? Although the ERP engine will slow down without proper PLM, the complexity of PLM compared to ERP is a reason for management to look at the costs, as the PLM benefits are hard to grasp and depend on so much more than just execution.
Why would you invest in PLM? Although the ERP engine will slow down without proper PLM, the complexity of PLM compared to ERP is a reason for management to look at the costs, as the PLM benefits are hard to grasp and depend on so much more than just execution.
See also my old 2015 article: How do you measure collaboration?
As I mentioned, the Cost of Non-Quality, too many iterations, time lost by searching, material scrap, manufacturing delays or customer complaints – often are considered inescapable parts of doing business (like everyone else) – it happens all the time..
The strategy approach
 It is clear that when we accept the modern definition of PLM, we should be considering product lifecycle management as the management of the product lifecycle (as Patrick Hillberg says eloquently in our Share PLM podcast – see the image at the bottom of this post, too).
It is clear that when we accept the modern definition of PLM, we should be considering product lifecycle management as the management of the product lifecycle (as Patrick Hillberg says eloquently in our Share PLM podcast – see the image at the bottom of this post, too).
When you implement a strategy, it is evident that there should be a long(er) term vision behind it, which can be challenging for companies. Also, please read my previous article: The importance of a (PLM) vision.
 I cannot believe that, although perhaps not fully understood, the importance of a data-driven approach will be discussed at many strategic board meetings. A data-driven approach is needed to implement a digital thread as the foundation for enhanced business models based on digital twins and to ensure data quality and governance supporting AI initiatives.
I cannot believe that, although perhaps not fully understood, the importance of a data-driven approach will be discussed at many strategic board meetings. A data-driven approach is needed to implement a digital thread as the foundation for enhanced business models based on digital twins and to ensure data quality and governance supporting AI initiatives.
It is a process I have been preaching: From Coordinated to Coordinated and Connected.
We can be sure that at the board level, strategy discussions should be about value creation, not about reducing costs or avoiding risks as the future strategy.
Understanding the (PLM) value
The biggest challenge for companies is to understand how to modernize their PLM infrastructure to bring value.
* Step 1 is obvious. Stop considering PLM as a system with capabilities, but investigate how you transform your infrastructure from a collection of systems and (document) interfaces towards a federated infrastructure of connected tools.
![]() Note: the paradigm shift from a Single Source of Truth (in my system) towards a Nearest Source of Truth and a Single Source of Change.
Note: the paradigm shift from a Single Source of Truth (in my system) towards a Nearest Source of Truth and a Single Source of Change.
* Step 2 is education. A data-driven approach creates new opportunities and impacts how companies should run their business. Different skills are needed, and other organizational structures are required, from disciplines working in siloes to hybrid organizations where people can work in domain-driven environments (the Systems of Record) and product-centric teams (the System of Engagement). AI tools and capabilities will likely create an effortless flow of information within the enterprise.
* Step 3 is building a compelling story to implement the vision. Implementing new ways of working based on new technical capabilities requires also organizational change. If your organization keeps working similarly, you might gain some percentage of efficiency improvements.
 The real benefits come from doing things differently, and technology allows you to do it differently. However, this requires people to work differently, too, and this is the most common mistake in transformational projects.
The real benefits come from doing things differently, and technology allows you to do it differently. However, this requires people to work differently, too, and this is the most common mistake in transformational projects.
Companies understand the WHY and WHAT but leave the HOW to the middle management.
 People are squeezed into an ideal performance without taking them on the journey. For that reason, it is essential to build a compelling story that motivates individuals to join the transformation. Assisting companies in building compelling story lines is one of the areas where I specialize.
People are squeezed into an ideal performance without taking them on the journey. For that reason, it is essential to build a compelling story that motivates individuals to join the transformation. Assisting companies in building compelling story lines is one of the areas where I specialize.
Feel free to contact me to explore the opportunity for your business.
It is not the technology!
With the upcoming availability of AI tools, implementing a PLM strategy will no longer depend on how IT understands the technology, the systems and the interfaces needed.

As Yousef Hooshmand‘s above image describes, a federated infrastructure of connected (SaaS) solutions will enable companies to focus on accurate data (priority #1) and people creating and using accurate data (priority #1). As you can see, people and data in modern PLM are the highest priority.
Therefore, I look forward to participating in the upcoming Share PLM Summit on 27-28 May in Jerez.

It will be a breakthrough – where traditional PLM conferences focus on technology and best practices. This conference will focus on how we can involve and motivate people. Regardless of which industry you are active in, it is a universal topic for any company that wants to transform.
Conclusion
Returning to this article’s introduction, modern PLM is an opportunity to transform the business and make it future-proof. It needs to be done for sure now or in the near future. Therefore PLM initiatives should be considered from the value point first instead of focusing on the costs. How well are you connected to your management’s vision to make PLM a value discussion?

Enjoy the podcast – several topics discuss relate to this post.
 In the past two weeks, I had several discussions with peers in the PLM domain about their experiences.
In the past two weeks, I had several discussions with peers in the PLM domain about their experiences.
Some of them I met after a long time again face-to-face at the LiveWorx 2023 event. See my review of the event here: The Weekend after LiveWorx 2023.
And there were several interactions on LinkedIn, leading to a more extended discussion thread (an example of a digital thread ?) or a Zoom discussion (a so-called 2D conversation).
 To complete the story, I also participated in two PLM podcasts from Share PLM, where we interviewed Johan Mikkelä (currently working at FLSmidth) and, in the second episode Issam Darraj (presently working at ABB) about their PLM experiences. Less a discussion, more a dialogue, trying to grasp the non-documented aspects of PLM. We are looking for your feedback on these podcasts too.
To complete the story, I also participated in two PLM podcasts from Share PLM, where we interviewed Johan Mikkelä (currently working at FLSmidth) and, in the second episode Issam Darraj (presently working at ABB) about their PLM experiences. Less a discussion, more a dialogue, trying to grasp the non-documented aspects of PLM. We are looking for your feedback on these podcasts too.
All these discussions led to a reconfirmation that if you are a PLM practitioner, you need a broad skillset to address the business needs, translate them into people and process activities relevant to the industry and ultimately implement the proper collection of tools.
![]() As a sneaky preview for the podcast sessions, we asked both Johan and Issam about the importance of the tools. I will not disclose their answers here; you have to listen.
As a sneaky preview for the podcast sessions, we asked both Johan and Issam about the importance of the tools. I will not disclose their answers here; you have to listen.
Let’s look at some of the discussions.
 NOTE: Just before pushing the Publish button, Oleg Shilovitsky published this blog article PLM Project Failures and Unstoppable PLM Playbook. I will comment on his points at the end of this post. It is all part of the extensive discussion.
NOTE: Just before pushing the Publish button, Oleg Shilovitsky published this blog article PLM Project Failures and Unstoppable PLM Playbook. I will comment on his points at the end of this post. It is all part of the extensive discussion.
PLM, LinkedIn and complexity
 The most popular discussions on LinkedIn are often related to the various types of Bills of Materials (eBOM, mBOM, sBOM), Part numbering schemes (intelligent or not), version and revision management and the famous FFF discussions.
The most popular discussions on LinkedIn are often related to the various types of Bills of Materials (eBOM, mBOM, sBOM), Part numbering schemes (intelligent or not), version and revision management and the famous FFF discussions.
This post: PLM and Configuration Management Best Practices: Working with Revisions, from Andreas Lindenthal, was a recent example that triggered others to react.
I had some offline discussions on this topic last week, and I noticed Frédéric Zeller wrote his post with the title PLM, LinkedIn and complexity, starting his post with (quote):
I am stunned by the average level of posts on the PLM on LinkedIn.
I’m sorry, but in 2023 :
- Part Number management (significant, non-significant) should no longer be a problem.
- Revision management should no longer be a question.
- Configuration management theory should no longer be a question.
- Notions of EBOMs, MBOMs … should no longer be a question.
So why are there still problems on these topics?
You can see from the at least 40+ comments that this statement created a lot of reactions, including mine. Apparently, these topics are touching many people worldwide, and there is no simple, single answer to each of these topics. And there are so many other topics relevant to PLM.
 Talking later with Frederic for one hour in a Zoom session, we discussed the importance of the right PLM data model.
Talking later with Frederic for one hour in a Zoom session, we discussed the importance of the right PLM data model.
I also wrote a series about the (traditional) PLM data model: The importance of a (PLM) data model.
Frederic is more of a PLM architect; we even discussed the wording related to the EBOM and the MBOM. A topic that I feel comfortable discussing after many years of experience seeing the attempts that failed and the dreams people had. And this was only one aspect of PLM.
 You also find the discussion related to a PLM certification in the same thread. How would you certify a person as a PLM expert?
You also find the discussion related to a PLM certification in the same thread. How would you certify a person as a PLM expert?
There are so many dimensions to PLM. Even more important, the PLM from 10-15 years ago (more of a system discussion) is no longer the PLM nowadays (a strategy and an infrastructure) –
This is a crucial difference. Learning to use a PLM tool and implement it is not the same as building a PLM strategy for your company. It is Tools, Process, People versus Process, People, Tools and Data.
Time for Methodology workshops?
I recently discussed with several peers what we could do to assist people looking for best practices discussion and lessons learned. There is a need, but how to organize them as we cannot expect this to be voluntary work.
 In the past, I suggested MarketKey, the organizer of the PI DX events, extend its theme workshops. For example, instead of a 45-min Focus group with a short introduction to a theme (e.g., eBOM-mBOM, PLM-ERP interfaces), make these sessions last at least half a day and be independent of the PLM vendors.
In the past, I suggested MarketKey, the organizer of the PI DX events, extend its theme workshops. For example, instead of a 45-min Focus group with a short introduction to a theme (e.g., eBOM-mBOM, PLM-ERP interfaces), make these sessions last at least half a day and be independent of the PLM vendors.
Apparently, it did not fit in the PI DX programming; half a day would potentially stretch the duration of the conference and more and more, we see two days of meetings as the maximum. Longer becomes difficult to justify even if the content might have high value for the participants.
 I observed a similar situation last year in combination with the PLM roadmap/PDT Europe conference in Gothenburg. Here we had a half-day workshop before the conference led by Erik Herzog(SAAB Aeronautics)/ Judith Crockford (Europstep) to discuss concepts related to federated PLM – read more in this post: The week after PLM Roadmap/PDT Europe 2022.
I observed a similar situation last year in combination with the PLM roadmap/PDT Europe conference in Gothenburg. Here we had a half-day workshop before the conference led by Erik Herzog(SAAB Aeronautics)/ Judith Crockford (Europstep) to discuss concepts related to federated PLM – read more in this post: The week after PLM Roadmap/PDT Europe 2022.
It reminded me of an MDM workshop before the 2015 Event, led by Marc Halpern from Gartner. Unfortunately, the federated PLM discussion remained a pretty Swedish initiative, and the follow-up did not reach a wider audience.
 And then there are the Aerospace and Defense PLM action groups that discuss moderated by CIMdata. It is great that they published their findings (look here), although the best lessons learned are during the workshops.
And then there are the Aerospace and Defense PLM action groups that discuss moderated by CIMdata. It is great that they published their findings (look here), although the best lessons learned are during the workshops.
However, I also believe the A&D industry cannot be compared to a mid-market machinery manufacturing company. Therefore, it is helpful for a smaller audience only.
And here, I inserted a paragraph dedicated to Oleg’s recent post, PLM Project Failures and Unstoppable PLM Playbook – starting with a quote:
How to learn to implement PLM? I wrote about it in my earlier article – PLM playbook: how to learn about PLM? While I’m still happy to share my knowledge and experience, I think there is a bigger need in helping manufacturing companies and, especially PLM professionals, with the methodology of how to achieve the right goal when implementing PLM. Which made me think about the Unstoppable PLM playbook ©.
I found a similar passion for helping companies to adopt PLM while talking to Helena Gutierrez. Over many conversations during the last few months, we talked about how to help manufacturing companies with PLM adoption. The unstoppable PLM playbook is still a work in progress, but we want to start talking about it to get your feedback and start the conversation.
It is an excellent confirmation of the fact that there is a need for education and that the education related to PLM on the Internet is not good enough.
 As a former teacher in Physics, I do not believe in the Unstoppable PLM Playbook, even if it is a branded name. Many books are written by specific authors, giving their perspectives based on their (academic) knowledge.
As a former teacher in Physics, I do not believe in the Unstoppable PLM Playbook, even if it is a branded name. Many books are written by specific authors, giving their perspectives based on their (academic) knowledge.
Are they useful? I believe only in the context of a classroom discussion where the applicability can be discussed,
 Therefore my questions to vendor-neutral global players, like CIMdata, Eurostep, Prostep, SharePLM, TCS and others, are you willing to pick up this request? Or are there other entities that I missed? Please leave your thoughts in the comments. I will be happy to assist in organizing them.
Therefore my questions to vendor-neutral global players, like CIMdata, Eurostep, Prostep, SharePLM, TCS and others, are you willing to pick up this request? Or are there other entities that I missed? Please leave your thoughts in the comments. I will be happy to assist in organizing them.
There are many more future topics to discuss and document too.
- What about the potential split of a PLM infrastructure between Systems of Record & Systems of Engagement?
- What about the Digital Thread, a more and more accepted theme in discussions, but what is the standard definition?
- Is it traceability as some vendors promote it, or is it the continuity of data, direct usable in various contexts – the DevOps approach?
Who likes to discuss methodology?
 When asking myself this question, I see the analogy with standards. So let’s look at the various players in the PLM domain – sorry for the immense generalization.
When asking myself this question, I see the analogy with standards. So let’s look at the various players in the PLM domain – sorry for the immense generalization.
Strategic consultants: standards are essential, but spare me the details.
Vendors: standards are limiting the unique capabilities of my products
Implementers: two types – Those who understand and use standards as they see the long-term benefits. Those who avoid standards as it introduces complexity.
Companies: they love standards if they can be implemented seamlessly.
Universities: they love to explore standards and help to set the standards even if they are not scalable
Just replace standards with methodology, and you see the analogy.
We like to discuss the methodology.
 As I mentioned in the introduction, I started to work with Share PLM on a series of podcasts where we interview PLM experts in the field that have experience with the people, the process, the tools and the data side. Through these interviews, you will realize PLM is complex and has become even more complicated when you consider PLM a strategy instead of a tool.
As I mentioned in the introduction, I started to work with Share PLM on a series of podcasts where we interview PLM experts in the field that have experience with the people, the process, the tools and the data side. Through these interviews, you will realize PLM is complex and has become even more complicated when you consider PLM a strategy instead of a tool.
We hope these podcasts might be a starting point for further discussion – either through direct interactions or through contributions to the podcast. If you have PLM experts in your network that can explain the complexity of PLM from various angles and have the experience. Please let us know – it is time to share.
Conclusion
By switching gears, I noticed that PLM has become complex. Too complex for a single person to master. With an aging traditional PLM workforce (like me), it is time to consolidate the best practices of the past and discuss the best practices for the future. There are no simple answers, as every industry is different. Help us to energize the PLM community – your thoughts/contributions?
Announcing PLM Road Map & PDT EMEA 2023
 In the previous seven posts, learning from the past to understand the future, we have seen the evolution from manual 2D drawing handling. Next, the emerge of ERP and CAD followed by data management systems (PDM/PLM) and methodology (EBOM/MBOM) to create an infrastructure for product data from concept towards manufacturing.
In the previous seven posts, learning from the past to understand the future, we have seen the evolution from manual 2D drawing handling. Next, the emerge of ERP and CAD followed by data management systems (PDM/PLM) and methodology (EBOM/MBOM) to create an infrastructure for product data from concept towards manufacturing.
Before discussing the extension to the SBOM-concept, I first want to discuss Engineering Change Management and Configuration Management.
ECM and CM – are they the same?
Often when you talk with people in my PLM bubble, the terms Change Management and Configuration Management are mixed or not well understood.
![]() When talking about Change Management, we should clearly distinguish between OCM (Organizational Change Management) and ECM (Engineering Change Management). In this post, I will focus on Engineering Change Management (ECM).
When talking about Change Management, we should clearly distinguish between OCM (Organizational Change Management) and ECM (Engineering Change Management). In this post, I will focus on Engineering Change Management (ECM).
When talking about Configuration Management also here we find two interpretations of it.
![]() The first one is a methodology describing technically how, in your PLM/CAD-environment, you can build the most efficient way connected data structures, representing all product variations. This technology varies per PLM/CAD-vendor, and therefore I will not discuss it here. The other interpretation of Configuration Management is described on Wiki as follows:
The first one is a methodology describing technically how, in your PLM/CAD-environment, you can build the most efficient way connected data structures, representing all product variations. This technology varies per PLM/CAD-vendor, and therefore I will not discuss it here. The other interpretation of Configuration Management is described on Wiki as follows:
Configuration management (CM) is a systems engineering process for establishing and maintaining consistency of a product’s performance, functional, and physical attributes with its requirements, design, and operational information throughout its life.
This is also the area where I will focus on this time.
And as-if great minds think alike and are synchronized, I was happy to see Martijn Dullaart’s recent blog post, referring to a poll and follow-up article on CM.

Here Martijn precisely touches the topic I address in this post. I recommend you to read his post: Configuration Management done right = Product-Centric first and then follow with the rest of this article.
Engineering Change Management
 Initially, engineering change management was a departmental activity performed by engineering to manage the changes in a product’s definition. Other stakeholders are often consulted when preparing a change, which can be minor (affecting, for example, only engineering) or major (affecting engineering and manufacturing).
Initially, engineering change management was a departmental activity performed by engineering to manage the changes in a product’s definition. Other stakeholders are often consulted when preparing a change, which can be minor (affecting, for example, only engineering) or major (affecting engineering and manufacturing).
The way engineering change management has been implemented varies a lot. Over time companies all around the world have defined their change methodology, and there is a lot of commonality between these approaches. However, terminology as revision, version, major change, minor change all might vary.

I described the generic approach for engineering change processes in my blog post: ECR / ECO for Dummies from 2010.
The fact that companies have defined their own engineering change processes is not an issue when it works and is done manually. The real challenge came with PDM/PLM-systems that need to provide support for engineering change management.
Do you leave the methodology 100 % open, or do you provide business logic?
 I have seen implementations where an engineer with a right-click could release an assembly without any constraints. Related drawings might not exist, parts in the assembly are not released, and more. To obtain a reliable engineering change management process, the company had to customize the PLM-system to its desired behavior.
I have seen implementations where an engineer with a right-click could release an assembly without any constraints. Related drawings might not exist, parts in the assembly are not released, and more. To obtain a reliable engineering change management process, the company had to customize the PLM-system to its desired behavior.
An exercise excellent for a system integrator as there was always a discussion with end-users that do not want to be restricted in case of an emergency (“we will complete the definition later” / “too many clicks” / “do I have to approve 100 parts ?”). In many cases, the system integrator kept on customizing the system to adapt to all wishes. Often the engineering change methodology on paper was not complete or contained contradictions when trying to digitize the processes.
 For that reason, the PLM-vendors that aim to provide Out-Of-The-Box solutions have been trying to predefine certain behaviors in their system. For example, you cannot release a part, when its specifications (drawings/documents) are not released. Or, you cannot update a released assembly without creating a new revision.
For that reason, the PLM-vendors that aim to provide Out-Of-The-Box solutions have been trying to predefine certain behaviors in their system. For example, you cannot release a part, when its specifications (drawings/documents) are not released. Or, you cannot update a released assembly without creating a new revision.
These rules speed-up the implementation; however, they require more OCM (Organizational Change Management) as probably naming and methodology has to change within the company. This is the continuous battle in PLM-implementations. In particular where the company has a strong legacy or lack of business understanding, when implementing PLM.

There is an excellent webcast in this context on Minerva PLM TV – How to Increase IT Project Success with Organizational Change Management.
Click on the image or link to watch this recording.
Configuration Management
When we talk about configuration management, we have to think about managing the consistency of product data along the whole product lifecycle, as we have seen from the Wiki-definition before.

Wiki – the configuration Activity Model
Configuration management existed long before we had IT-systems. Therefore, configuration management is more a collection of activities (see diagram above) to ensure the consistency of information is correct for any given product. Consistent during design, where requirements match product capabilities. Consistent with manufacturing, where the manufacturing process is based on the correct engineering specifications. And consistent with operations, meaning that we have the full definition of product in the field, the As-Built, in correct relation to its engineering and manufacturing definition.

Source: Configuration management in aerospace industry
This consistency is crucial for products where the cost of an error can have a massive impact on the manufacturer. The first industries that invested heavily in configuration management were the Aerospace and Defense industries. Configuration management is needed in these industries as the products are usually complex, and failure can have a fatal impact on the company. Combined with many regulatory constraints, managing the configuration of a product and the impact of changes is a discipline on its own.

Other industries have also introduced configuration management nowadays. The nuclear power industry and the pharmaceutical industry use configuration management as part of their regulatory compliance. The automotive industry requires configuration management partly for compliance, mainly driven by quality targets. An accident or a recall can be costly for a car manufacturer. Other manufacturing companies all have their own configuration management strategies, mainly depending on their own risk assessment. Configuration management is a pro-active discipline – it costs money – time, people and potential tools to implement it. In my experience, many of these companies try to do “some” configuration management, always hoping that a real disaster will not happen (or can happen). Proper configuration management allows you to perform reliable impact analysis for any change (image above)
What happens in the field?
 When introducing PLM in mid-market companies, often, the dream was that with the new PLM-system configuration, management would be there too.
When introducing PLM in mid-market companies, often, the dream was that with the new PLM-system configuration, management would be there too.
Management believes the tools will fix the issue.
Partly because configuration management deals with a structured approach on how to manage changes, there was always confusion with engineering change management. Modern PLM-systems all have an impact analysis capability. However, most of the time, this impact analysis only reaches the content that is in the PLM-system. Configuration Management goes further.
If you think that configuration management is crucial for your company, start educating yourselves first before implementing anything in a tool. There are several places where you can learn all about configuration management.
![]()
- Probably the best-known organization is IpX (Institute for Process Excellence), teaching the CM2 methodology. Have a look here: CM2 certification and courses
- Closely related to IpX, Martijn Dullaart shares his thoughts coming from the field as Lead Architect for Enterprise Configuration Management at ASML (one of the Dutch crown jewels) in his blog: MDUX
- CMstat, a configuration and data management solution provider, provides educational posts from their perspective. Have a look at their posts, for example, PLM or PDM or CM
- If you want to have a quick overview of Configuration Management in general, targeted for the mid-market, have a look at this (outdated) course: Training for Small and Medium Enterprises on CONFIGURATION MANAGEMENT. Good for self-study to get an understanding of the domain.
To summarize
 In regulated industries, Configuration Management and PLM are a must to ensure compliance and quality. Configuration management and (engineering) change management are, first of all, required methodologies that guarantee the quality of your products. The more complex your products are, the higher the need for change and configuration management.
In regulated industries, Configuration Management and PLM are a must to ensure compliance and quality. Configuration management and (engineering) change management are, first of all, required methodologies that guarantee the quality of your products. The more complex your products are, the higher the need for change and configuration management.
PLM-systems require embedded engineering change management – part of the PDM domain. Performing Engineering Change Management in a system is something many users do not like, as it feels like overhead. Too much administration or too many mouse clicks.
So far, there is no golden egg that performs engineering change management automatically. Perhaps in a data-driven environment, algorithms can speed-up change management processes. Still, there is a need for human decisions.
 Similar to configuration management. If you have a PLM-system that connects all the data from concept, design, and manufacturing in a single environment, it does not mean you are performing configuration management. You need to have processes in place, and depending on your product and industry, the importance will vary.
Similar to configuration management. If you have a PLM-system that connects all the data from concept, design, and manufacturing in a single environment, it does not mean you are performing configuration management. You need to have processes in place, and depending on your product and industry, the importance will vary.
Conclusion
In the first seven posts, we discussed the design and engineering practices, from CAD to EBOM, ending with the MBOM. Engineering Change Management and, in particular, Configuration Management are methodologies to ensure the consistency of data along the product lifecycle. These methodologies are connected and need to be fit for the future – more on this when we move to modern model-based approaches.
Closing note:
 While finishing this blog post today I read Jan Bosch’s post: Why you should not align. Jan touches the same topic that I try to describe in my series Learning from the Past ….., as my intention is to make us aware that by holding on to practices from the past we are blocking our future. Highly recommended to read his post – a quote:
While finishing this blog post today I read Jan Bosch’s post: Why you should not align. Jan touches the same topic that I try to describe in my series Learning from the Past ….., as my intention is to make us aware that by holding on to practices from the past we are blocking our future. Highly recommended to read his post – a quote:
The problem is, of course, that every time you resist change, you get a bit behind. You accumulate some business, process and technical debt. You become a little less “fitting” to the environment in which you’re operating
 In the series learning from the past to understand the future, we have almost reached the current state of PLM before digitization became visible. In the last post, I introduced the value of having the MBOM preparation inside a PLM-system, so manufacturing engineering can benefit from early visibility and richer product context when preparing the manufacturing process.
In the series learning from the past to understand the future, we have almost reached the current state of PLM before digitization became visible. In the last post, I introduced the value of having the MBOM preparation inside a PLM-system, so manufacturing engineering can benefit from early visibility and richer product context when preparing the manufacturing process.
Does everyone need an MBOM?
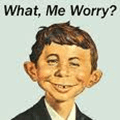
 It is essential to realize that you do not need an EBOM and a separate MBOM in case of an Engineering To Order primary process. The target of ETO is to deliver a unique customer product with no time to lose. Therefore, engineering can design with a manufacturing process in mind.
It is essential to realize that you do not need an EBOM and a separate MBOM in case of an Engineering To Order primary process. The target of ETO is to deliver a unique customer product with no time to lose. Therefore, engineering can design with a manufacturing process in mind.
The need for an MBOM comes when:
- You are selling a specific product over a more extended period of time. The engineering definition, in that case, needs to be as little as possible dependent on supplier-specific parts.
- You are delivering your portfolio based on modules. Modules need to be as long as possible stable, therefore independent of where they are manufactured and supplier-specific parts. The better you can define your modules, the more customers you can reach over time.
- You are having multiple manufacturing locations around the world, allowing you to source locally and manufacture based on local plant-specific resources. I described these options in the previous post
 The challenge for all companies that want to move from ETO to BTO/CTO is the fact that they need to change their methodology – building for the future while supporting the past. This is typically something to be analyzed per company on how to deal with the existing legacy and installed base.
The challenge for all companies that want to move from ETO to BTO/CTO is the fact that they need to change their methodology – building for the future while supporting the past. This is typically something to be analyzed per company on how to deal with the existing legacy and installed base.
Configurable EBOM and MBOM
In some previous posts, I mentioned that it is efficient to have a configurable EBOM. This means that various options and variants are managed in the same EBOM-structure that can be filtered based on configuration parameters (date effectivity/version identifier/time baseline). A configurable EBOM is often called a 150 % EBOM
 The MBOM can also be configurable as a manufacturing plant might have almost common manufacturing steps for different product variants. By using the same process and filtered MBOM, you will manufacture the specific product version. In that case, we can talk about a 120 % MBOM
The MBOM can also be configurable as a manufacturing plant might have almost common manufacturing steps for different product variants. By using the same process and filtered MBOM, you will manufacture the specific product version. In that case, we can talk about a 120 % MBOM
Note: the freedom of configuration in the EBOM is generally higher than the options in the configurable MBOM.
The real business change for EBOM/MBOM
So far, we have discussed the EBOM/MBOM methodology. It is essential to realize this methodology only brings value when the organization will be adapted to benefit from the new possibilities. 
One of the recurring errors in PLM implementations is that users of the system get an extended job scope, without giving them the extra time to perform these activities. Meanwhile, other persons downstream might benefit from these activities. However, they will not complain. I realized that already in 2009, I mentioned such a case: Where is my PLM ROI, Mr. Voskuil?
Now let us look at the recommended business changes when implementing an EBOM/MBOM-strategy
- Working in a single, shared environment for engineering and manufacturing preparation is the first step to take.
Working in a PLM-system is not a problem for engineers who are used to the complexity of a PDM-system. For manufacturing engineers, a PLM-environment will be completely new. Manufacturing engineers might prepare their bill of process first in Excel and ultimately enter the complete details in their ERP-system. ERP-systems are not known for their user-friendliness. However, their interfaces are often so rigid that it is not difficult to master the process. Excel, on the other side, is extremely flexible but not connected to anything else.
 And now, this new PLM-system requires people to work in a more user-friendly environment with limited freedom. This is a significant shift in working methodology. This means manufacturing engineers need to be trained and supported over several months. Changing habits and keep people motivated takes energy and time. In reality, where is the budget for these activities? See my 2016 post: PLM and Cultural Change Management – too expensive?
And now, this new PLM-system requires people to work in a more user-friendly environment with limited freedom. This is a significant shift in working methodology. This means manufacturing engineers need to be trained and supported over several months. Changing habits and keep people motivated takes energy and time. In reality, where is the budget for these activities? See my 2016 post: PLM and Cultural Change Management – too expensive?
- From sequential to concurrent
Once your manufacturing engineers are able to work in a PLM-environment, they are able to start the manufacturing definition before the engineering definition is released. Manufacturing engineers can participate in design reviews having the information in their environment available. They can validate critical manufacturing steps and discuss with engineers potential changes that will reduce the complexity or cost for manufacturing. As these changes will be done before the product is released, the cost of change is much lower. After all, having engineering and manufacturing working partially in parallel will reduce time to market.
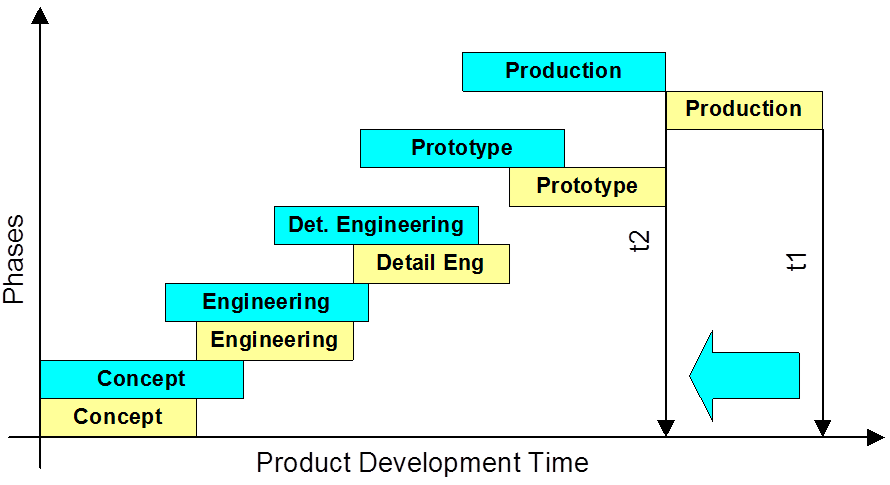
Reducing time to market by concurrent engineering
One of the leading business drivers for many companies is introducing products or enhancements to the market. Bringing engineering and manufacturing preparation together also means that the PLM-system can no longer be an engineering tool under the responsibility of the engineering department.
 The responsibility for PLM needs to be at a level higher in the organization to ensure well-balanced choices. A higher level in the organization automatically means more attention for business benefits and less attention for functions and features.
The responsibility for PLM needs to be at a level higher in the organization to ensure well-balanced choices. A higher level in the organization automatically means more attention for business benefits and less attention for functions and features.
From technology to methodology – interface issues?
The whole EBOM/MBOM-discussion often has become a discussion related to a PLM-system and an ERP-system. Next, the discussion diverted to how these two systems could work together, changing the mindset to the complexity of interfaces instead of focusing on the logical flow of information.
 In an earlier PI Event in München 2016, I lead a focus group related to the PLM and ERP interaction. The discussion was not about technology, all about focusing on what is the logical flow of information. From initial creation towards formal usage in a product definition (EBOM/MBOM).
In an earlier PI Event in München 2016, I lead a focus group related to the PLM and ERP interaction. The discussion was not about technology, all about focusing on what is the logical flow of information. From initial creation towards formal usage in a product definition (EBOM/MBOM).
What became clear from this workshop and other customer engagements is that people are often locked in their siloed way of thinking. Proposed information flows are based on system capabilities, not on the ideal flow of information. This is often the reason why a PLM/ERP-interface becomes complicated and expensive. System integrators do not want to push for organizational change, they prefer to develop an interface that adheres to the current customer expectations.
SAP has always been promoting that they do not need an interface between engineering and manufacturing as their data management starts from the EBOM. They forgot to mention that they have a difficult time (and almost no intention) to manage the early ideation and design phase. As a Dutch SAP country manager once told me: “Engineers are resources that do not want to be managed.” This remark says all about the mindset of ERP.
After overlooking successful PLM-implementations, I can tell the PLM-ERP interface has never been a technical issue once the methodology is transparent. A company needs to agree on logical data flow from ideation through engineering towards design is the foundation.
 It is not about owning data and where to store it in a single system. It is about federated data sets that exist in different systems and that are complementary but connected, requiring data governance and master data management.
It is not about owning data and where to store it in a single system. It is about federated data sets that exist in different systems and that are complementary but connected, requiring data governance and master data management.
The SAP-Siemens partnership
In the context of the previous paragraph, the messaging around the recently announced partnership between SAP and Siemens made me curious. Almost everyone has shared an opinion about the partnership. There is a lot of speculation, and many questions were imaginarily answered by as many blog posts in the field. Last week Stan Przybylinski shared CIMdata’s interpretations in a webinar Putting the SAP-Siemens Partnership In Context, which was, in my opinion, the most in-depth analysis I have seen.
For what it is worth, my analysis:
- First of all, the partnership is a merger of slide decks at this moment, aiming to show to a potential customer that in the SAP/Siemens-combination, you find everything you need. A merger of slides does not mean everything works together.
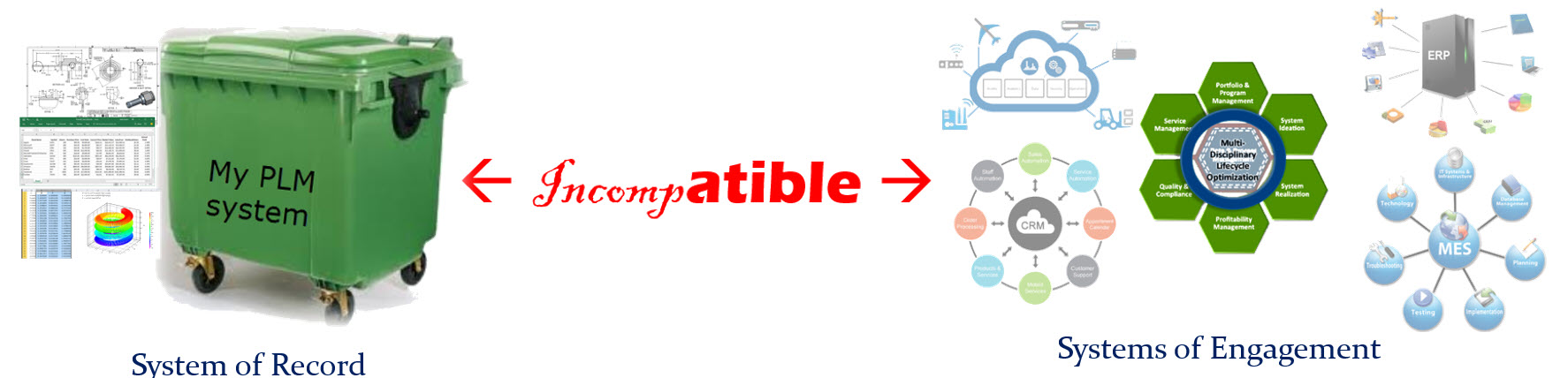
- It is a merger of two different worlds. You can call SAP a real data platform with connected data, where Siemens offering is based on the Teamcenter backbone providing a foundation for a coordinated approach. In the coordinated approach, the data flexibility is lower. For that reason, Mendix is crucial to make Siemens portfolio behave like a connected platform too.
You can read my doubts about having a coordinated and connected system working together (see image above). It was my #1 identified challenge for this decade: PLM 2020 – PLM the next decade (before COVID-19 became a pandemic and illustrated we need to work connected) - The fact that SAP will sell TC PLM and Siemens will sell SAP PPM seems like loser’s statement, meaning our SAP PLM is probably not good enough, or our TC PPM capabilities are not good enough. In reality, I believe they both should remain, and the partnership should work on logical data flows with data residing in two locations – the federated approach. This is how platforms reside next to each other instead of the single black hole.


- The fact that standard interfaces will be developed between the two systems is a subtle sales argument with relatively low value. As I wrote in the “from technology to methodology”-paragraph, the challenges are in the organizational change within companies. Technology is not the issue, although system integrators also need to make a living.
- What I believe makes sense is that both SAP and Siemens, have to realize their Industry 4.0 end-to-end capabilities. It is a German vision now for several years and it is an excellent vision to strive for. Now it is time to build the two platforms working together. This will be a significant technical challenge mainly for Siemens as its foundation is based on a coordinated backbone.
- The biggest challenge, not only for this partnership, is the organizational change within companies that want to build an end-to-end connected solution. In particular, in companies with a vast legacy, the targeted industries by the partnership, the chasm between coordinated legacy data and intended connected data is enormous. Technology will not fix it, perhaps smoothen the pain a little.


Conclusion
With this post, we have reached the foundation of the item-centric approach for PLM, where the EBOM and MBOM are managed in a real-time context. Organizational change is the biggest inhibitor to move forward. The SAP-Siemens partnership is a sales/marketing approach to create a simplified view for the future at C-level discussions.
Let us watch carefully what happens in reality.
Next time potentially the dimension of change management and configuration management in an item-centric approach.
Or perhaps Martijn Dullaart will show us the way before, following up on his tricky poll question
One week ago, Yoann Maingon wrote an innocent post with the question: Has FFF killed? The question was raised related to a 2014 problem at GM, where a changed part was causing fatal accidents.
 The discussion started by Yoann and here my short extract. Assuming this problem was a configuration management issue and Yoann somehow indicated that the problem might be related to the fact that ERP-systems do not carry a revision on the part number – leading to an unnoticed change. Therefore, he assumes there is a disconnect between the PLM-side (where we have parts with multiple lifecycle states and revisions) and ERP (where we have an industrial lifecycle – prototype/production).
The discussion started by Yoann and here my short extract. Assuming this problem was a configuration management issue and Yoann somehow indicated that the problem might be related to the fact that ERP-systems do not carry a revision on the part number – leading to an unnoticed change. Therefore, he assumes there is a disconnect between the PLM-side (where we have parts with multiple lifecycle states and revisions) and ERP (where we have an industrial lifecycle – prototype/production).
He posted his thoughts, and then LinkedIn exploded (currently 116 comments), which means it is a topic that is of significant concern in our community. Next, if you read the comments, there are different viewpoints:
- What does FFF really imply?
- What about revisions of parts?
- What are the best practices?
Let’s investigate these viewpoints with some comments
What does FFF really imply?
When we talk about FFF in engineering, we mean Form, Fit and Function – the three primary characteristics to describe a part (source Wikipedia)
- Form refers to such characteristics as external dimensions, weight, size, and visual appearance of a part or assembly. This is the element of FFF that is most affected by an engineer’s aesthetic choices, including enclosure, chassis, and control panel, that become the outward “face” of the product.
- Fit refers to the ability of the part or feature to connect to, mate with, or join to another feature or part within an assembly. The “fit” allows the part to meet the required assembly tolerances to be useful.
- Function is a criterion that is met when the part performs its stated purpose effectively and reliably. In an electronics product, for example, a function can depend on the solid-state components used, the software or firmware, and quite often on the features of the electronics enclosure selected.
 One of the comments in Yoann’s post referred to Safe/Unsafe as a potential functional characteristic. I think this addition is not needed. Safety should be a requirement for the part, not a characteristic.
One of the comments in Yoann’s post referred to Safe/Unsafe as a potential functional characteristic. I think this addition is not needed. Safety should be a requirement for the part, not a characteristic.
FFF was and still is an approach for engineers to decide if a new, improved version of the part would get a revision or needs a new part number.
I think before we dive deeper into the other viewpoints, it is crucial to define the part number a little more.
In a correct PLM data model, there are two types of part numbers. First, the internal part number that your company uses inside its engineering Bill of Materials to identify a part. This part number can be a meaningless part only to provide uniqueness inside the company.
In 2015 I wrote several posts related to best practices and data modeling for PLM. The most relevant posts to this discussion are here:
The part number can specify a part that needs to be manufactured according to specification, or it can be a part that needs to be purchased from an available supplier/manufacturer. The manufacturer part number is, most of the time, a meaningful number (6 – 7 characters) as these parts need to be ordered by your company. The manufacturer part number is the SKU for the manufacturer. As you can imagine in the manufacturer’s catalog, there isn’t a revision mentioned. In graphics, see the image below:

Your company might sell Product MP-323121 (note: the ID is meaningful to help the customer to order the product).
Internally there is a related EBOM that specifies the product. The EBOM top part is O122 (note: here, we can use a meaningless identifier as all is digitally connected).
For the manufacturing of O122, we need to resolve the EBOM according to its specifications. Therefore, for Part O124, the company needs to decide to purchase from their approved manufacturers either part ABC-21231 or XYZ-88818 (note: again, a meaningful ID as these companies are not digitally connected).
Now coming back to the FFF-discussion. For the orange parts, with a meaningful ID, no revision exists. However, if Assembly O122 is 100% FFF compatible, the Product ID MP-323121 will not change. It allows your company to optimize the EBOM and/or MBOM, meanwhile keeping 100% compatibility to the outside world. (note: the same principle applies to the two manufacturers for Part O124.)
In case Top Assembly O122 has new or changed parts – what should happen there?
 At that moment, the definition has changed. The definitions, most of the time described in documents/drawings/models, are related information to the BOM. Therefore the Top Assembly O122 should get a new identifier. There is no need to name it a revision, it is a new data set in the PLM-system, again with a meaningless identifier as we are connected digitally,
At that moment, the definition has changed. The definitions, most of the time described in documents/drawings/models, are related information to the BOM. Therefore the Top Assembly O122 should get a new identifier. There is no need to name it a revision, it is a new data set in the PLM-system, again with a meaningless identifier as we are connected digitally,
What about revisions of parts?
Of course, the management of changes existed long before PLM-systems were introduced.
 The specifications of a part were defined in drawings. The drawing contained all the information, not only the geometry definitions, but also specifications on how to manufacture the part.
The specifications of a part were defined in drawings. The drawing contained all the information, not only the geometry definitions, but also specifications on how to manufacture the part.
For complex products, a considerable set of consistently related drawings would be released to manufacturing. A release process with physical signatures on it.
At the same time, there was no discussion: the drawing represents the part. And as there was no digital connection, part numbers/drawing numbers were meaningful, often with the format of the drawing as part of the identifier.
![]()
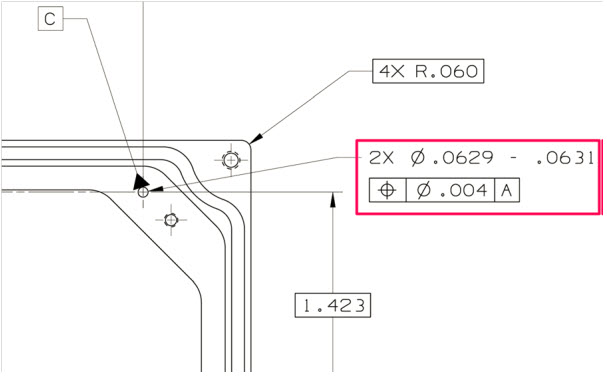 In case changes were needed, for example, fixing a dimension or tolerance as discovered during manufacturing, the drawing had to be revised to remain consistent. First, in the original drawing, the issue or change was marked in red (redlining). Then engineering had to create a new version of the drawing.
In case changes were needed, for example, fixing a dimension or tolerance as discovered during manufacturing, the drawing had to be revised to remain consistent. First, in the original drawing, the issue or change was marked in red (redlining). Then engineering had to create a new version of the drawing.
Depending on the impact of change (here comes also the FFF-principle), people decided if a new part number was needed (FFF-change) or that the change only required an update of the drawing(s), meaning a revision. If the difference was small (for example, adding a missing annotation), it could be called a minor change, all to be reflected in the drawing number, which equals the part number in this approach. So, when we talk about revisions of parts, we are talking about a document change.
A lousy practice from that approach is also that often manufacturing just redlines a drawing and keeps the redlined drawing as their source. It is too time-consuming or difficult to update the source drawing(s) through a change process. Engineering is not aware of this change, and when a later change comes through from engineering, these “fixes” might be missed as there is no traceability.
Generic example of a PLM data model and its relationsWhen PLM-systems were introduced, of course, companies did not want to disrupt their existing ways of working. Therefore, they were asking the PLM-editors to enable revisions on parts and so the PLM-editors did (or do).

Decoupling of parts and documents in a PLM data model
However, if you want to use the PLM-system in the best manner, you need to “decouple” the concept: part number equals drawing number, combined with the possibility to start using meaningless identifiers, as relations between parts and drawings are managed in the PLM-system through relational links.
Relevant post related to the PLM data model are:
- EBOM and (CAD) Documents
- Intelligent Part or Product numbers
- The impact of Non-Intelligent Part numbers
What are the best practices?
As some people mentioned in their comments to Yoann’s post, why do we have to answer this question as all is already well understood and described in best practices? I agree with that statement: Best Practices exist – so how to obtain them?
 First, there is the whole framework of Configuration Management, which existed long before PLM-systems were introduced. If you follow their methodology, you can be (almost) guaranteed your information is consistent and correct. Configuration Management is crucial in areas where the impact of an error is enormous, like the GM-example Yoann referred to. Also, companies in the Aerospace and Defense industry are the ones that have strict configuration management in place.
First, there is the whole framework of Configuration Management, which existed long before PLM-systems were introduced. If you follow their methodology, you can be (almost) guaranteed your information is consistent and correct. Configuration Management is crucial in areas where the impact of an error is enormous, like the GM-example Yoann referred to. Also, companies in the Aerospace and Defense industry are the ones that have strict configuration management in place.
Configuration management does not come for free. It requires an investment in skills, potentially a change in ways of working, and requires an overhead. Manufacturing companies that are creating less “risky” products often focus more on optimizing (= reducing) the cost of their internal processes instead of investing in proper methodologies to manage consistency.
If you want to learn more about CM, investigate the Institute of Process Excellence (IPX), the founders of the CM2 framework for Enterprise Configuration Management, and much more. Note: Their knowledge does not come for free, which I can understand. However, it also creates a barrier for the company’s further investment in CM as this kind of strategic investments are hard to sell at the management level by individuals in a company.
 In the context of CM, I advise you to follow Martijn Dullaart, who is quite active in our social community. His latest blog post related to this thread is: It’s about Interchangeability and Traceability
In the context of CM, I advise you to follow Martijn Dullaart, who is quite active in our social community. His latest blog post related to this thread is: It’s about Interchangeability and Traceability
With the introduction of PLM-system, these companies and the PLM-editors created the opportunity to implement configuration management in their system.
 The data inside the system would be the “single version of the truth.” Unfortunately, this was most of the time, just a sales strategy, falsely giving the impression that information is under control now. Last year I wrote several posts related to the relation between PLM and CM, starting from PLM and Configuration Management – a happy marriage?
The data inside the system would be the “single version of the truth.” Unfortunately, this was most of the time, just a sales strategy, falsely giving the impression that information is under control now. Last year I wrote several posts related to the relation between PLM and CM, starting from PLM and Configuration Management – a happy marriage?
If you are interested in another resource for information related to these topics, have a look at the website from Jörg Eisenträger who also collected his best practices for PLM and CM for sharing (thanks Paul van der Ree for the link)
Don’t expect best practices from your PLM-vendors as their role is to sell software. It is the continuous discussion between:
- A PLM-system that forces companies to work according to embedded methodology (hard to sell/implement but idealistically correct)
And
- A flexible PLM-system that allows you to build and configure anything (easy to sell/challenging to implement correctly, depending on “wise” decisions)
The Future
 Even though most companies are working drawing-centric, with or without a linked PLM-backbone for BOM-management, the next upcoming challenge is to evolve to model-based practices. The current CM-practices still talk about documents, although documents are already electronic datasets in that context. The future, however, in a model-based enterprise evolves related to connected models, 3D Models, but also simulation and software models, with different lifecycles and pace of change. For the model-based enterprise, we need to develop digital best practices that guarantee the same level of quality, however, executed and/or supported by (AI) Artificial Intelligence. AI is needed as human beings cannot physically analyze and understand all the impact of a change in such an environment.
Even though most companies are working drawing-centric, with or without a linked PLM-backbone for BOM-management, the next upcoming challenge is to evolve to model-based practices. The current CM-practices still talk about documents, although documents are already electronic datasets in that context. The future, however, in a model-based enterprise evolves related to connected models, 3D Models, but also simulation and software models, with different lifecycles and pace of change. For the model-based enterprise, we need to develop digital best practices that guarantee the same level of quality, however, executed and/or supported by (AI) Artificial Intelligence. AI is needed as human beings cannot physically analyze and understand all the impact of a change in such an environment.
Conclusion
The FFF-discussion illustrates that building a consistent framework within PLM is not an easy goal to achieve. My blog buddy Oleg Shilovitsky would claim that we consultants create the complexity. PLM-editors will never solve this complexity, it is up to your company’s mission to invest in knowledge to understand why and how to reduce the complexity. With this post and the related links and discussions, I hope more clarity will help you to make “wise” decisions.
 Last week I shared my thoughts related to my observation that the ROI of PLM is not directly visible or measurable, and I explained why. Also, I explained that the alignment of an organization requires a myth to make it happen. A majority of readers agreed with these observations. Some others either misinterpreted the headlines or twisted the story in favor of their opinion.
Last week I shared my thoughts related to my observation that the ROI of PLM is not directly visible or measurable, and I explained why. Also, I explained that the alignment of an organization requires a myth to make it happen. A majority of readers agreed with these observations. Some others either misinterpreted the headlines or twisted the story in favor of their opinion.
A few came from Oleg Shilovitsky and as Oleg is quite open in his discussions, it allows me to follow-up on his statements. Other people might share similar thoughts but they haven’t had the time or opportunity to be vocal. Feel free to share your thoughts/experiences too.
Some misinterpretations from Oleg’s post: PLM circa 2020 – How to stop selling Myths
- The title “How to stop selling Myths” is the first misinterpretation.
We are not selling myths – more below. - “Jos Voskuil’s recommendation is to create a myth. In his PLM ROI Myths article, he suggests that you should not work on a business case, value, or even technology” is the second misinterpretation, you still need a business case, you need value and you need technology.
And I got some feedback from Lionel Grealou, who’s post was a catalyst for me to write the PLM ROI Myth post. I agree I took some shortcuts based on his blog post. You can read his comments here. The misinterpretation is:
- “Good luck getting your CFO approve the business change or PLM investment based on some “myth” propaganda :-)” as it is the opposite, make your plan, support your plan with a business case and then use the myth to align
I am glad about these statements as they allow me to be more precise, avoiding misperceptions/myth-perceptions.
A Myth is bad
 Some people might think that a myth is bad, as the myth is most of the time abstract. I think these people do not realize that there a lot of myths that they are following; it is a typical social human behavior to respond to myths. Some myths:
Some people might think that a myth is bad, as the myth is most of the time abstract. I think these people do not realize that there a lot of myths that they are following; it is a typical social human behavior to respond to myths. Some myths:
- How can you be religious without believing in myths?
- In this country/world, you can become anything if you want?
- In the past, life was better
- I make this country great again
The reason human beings need myths is that without them, it is impossible to align people around abstract themes. Try for each of the myths above to create an end-to-end logical story based on factual and concrete information. Impossible!

Read Yuval Harari’s book Sapiens about the power of myths. Read Steven Pinker’s book Enlightenment Now to understand that statistics show a lot of current myths are false. However, this does not mean a myth is bad. Human beings are driven by social influences and myths – it is our brain.
Unless you have no social interaction, you might be immune to myths. With brings me to quoting Oleg once more time:
“A long time ago when I was too naive and too technical, I thought that the best product (or technology) always wins. Well… I was wrong. “
I went through the same experience, having studied physics and mathematics makes you think extremely logical. Something I enjoyed while developing software. Later, when I started my journey as the virtualdutchman mediating in PLM implementations, I discovered logical alone does not work in businesses. The majority of decisions are done based on “gut feelings” still presented as reasonable cases.

Unless you have an audience of Vulcans, like Mr. Spock, you need to deal with the human brain. Consider the myth as the envelope to pass the PLM-project to the management. C-level acts by myths as so far I haven’t seen C-level management spending serious time on understanding PLM. I will end with a quote from Paul Empringham:
I sometimes wish companies would spend 6 months+ to educate themselves on what it takes to deliver incremental PLM success BEFORE engaging with software providers
You don’t need a business case
 Lionel is also skeptical about some “Myth-propaganda” and I agree with him. The Myth is the envelope, inside needs to be something valuable, the strategy, the plan, and the business case. Here I want to stress one more time that most business cases for PLM are focusing on tool and collaboration efficiency. And from there projecting benefits. However, how well can we predict the future?
Lionel is also skeptical about some “Myth-propaganda” and I agree with him. The Myth is the envelope, inside needs to be something valuable, the strategy, the plan, and the business case. Here I want to stress one more time that most business cases for PLM are focusing on tool and collaboration efficiency. And from there projecting benefits. However, how well can we predict the future?
If you implement a process, let’s assume BOM-collaboration done with Excel by BOM-collaboration based on an Excel-on-the-cloud-like solution, you can measure the differences, assuming you can measure people’s efficiency. I guess this is what Oleg means when he explains OpenBOM has a real business case.
However, if you change the intent for people to work differently, for example, consult your supplier or manufacturing earlier in the design process, you touch human behavior. Why should I consult someone before I finish my job, I am measured on output not on collaboration or proactive response? Here is the real ROI challenge.
I have participated in dozens of business cases and at the end, they all look like the graph below:
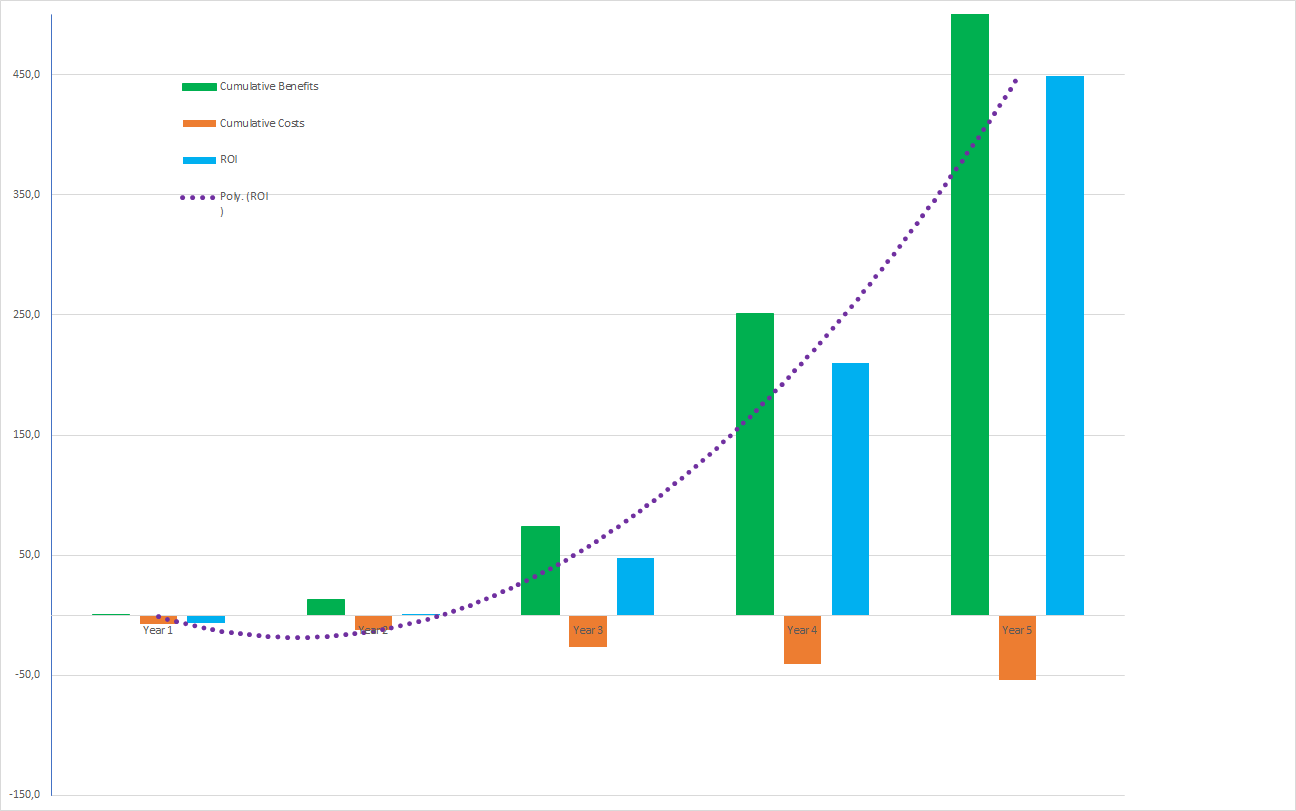
The ROI is fantastic – after a little more than 2 years, we have a positive ROI, and the ROI only gets bigger. So if you trust the numbers, you would be a fool not to approve this project. Right?
And here comes the C-level gut-feeling. If I have a positive feeling (I follow the myth), then I will approve. If I do not like it, I will say I do not trust the numbers.
 Needless to say that if there was a business case without ROI, we do not need to meet the C-level. Unless, and it happens incidental, at C-level, there was already a decision we need PLM from Vendor X because we played golf together, we are condemned together or we believe the same myths.
Needless to say that if there was a business case without ROI, we do not need to meet the C-level. Unless, and it happens incidental, at C-level, there was already a decision we need PLM from Vendor X because we played golf together, we are condemned together or we believe the same myths.
In reality, the old Gartner graph from realized benefits says it all. The impact of culture, processes, and people can make or break a plan.

You do not need an abstract story for PLM
Some people believe PLM on its own is a myth. You just need the right technology and people will start using it, spreading it out and see how we have improved business. Sometimes email is used as an example. Email is popular because you can with limited effort, collaborate with people, no matter where they are. Now twenty years later, companies are complaining about the lack of traceability, the lack of knowledge and understanding related to their products and processes.
PLM will always have the complexity of supporting traceability combined with real-time collaboration. If you focus only on traceability, people will complain that they are not a counter clerk. If you focus solely on collaboration, you miss the knowledge build-up and traceability.
 That’s why PLM is a mix of governance, optimized processes to guarantee quality and collaboration, combined with a methodology to tune the existing processes implemented in tools that allow people to be confident and efficient. You cannot translate a business strategy into a function-feature list for a tool.
That’s why PLM is a mix of governance, optimized processes to guarantee quality and collaboration, combined with a methodology to tune the existing processes implemented in tools that allow people to be confident and efficient. You cannot translate a business strategy into a function-feature list for a tool.
Conclusion
Myths are part of the human social alignment of large groups of people. If a Myth is true or false, I will not judge. You can use the Myth as an envelope to package your business case. The business case should always be a combination of new ways of working (organizational change), optimized processes and finally, the best tools. A PLM tool-only business case is to my opinion far from realistic
Now preparing for PI PLMx London on 3-4 February – discussing Myths, Single BOMs and the PLM Green Alliance
 This time a post that has been on the table already for a long time – the importance of having established processes, in particular with implementing PLM. By nature, most people hate processes as it might give the idea that their personal creativity is limited, where large organizations love processes as for them this is the way to guarantee a confident performance. So let’s have a more in-depth look.
This time a post that has been on the table already for a long time – the importance of having established processes, in particular with implementing PLM. By nature, most people hate processes as it might give the idea that their personal creativity is limited, where large organizations love processes as for them this is the way to guarantee a confident performance. So let’s have a more in-depth look.
Where processes shine
In a transactional world, processes can be implemented like algorithms, assuming the data to be processed has the right quality. That is why MRP (Material Requirement Planning) and ERP (Enterprise Resource Planning) don’t have the mindset of personal creativity. It is about optimized execution driven by financial and quality goals.
When I started my career in the early days of data management, before it was called PDM/PLM, I learned that there is a need for communication-related to product data. Terms are revisions, and versions started to pop-up combined with change processes. Some companies began to talk about configuration management.
 Companies were not thinking PLM along the whole lifecycle. It was more PDM for engineering and ERP for manufacturing. Where PDM was ultimate a document-control environment, ERP was the execution engine relying on documented content, but not necessarily connected. Unfortunate this is still the case at many companies, and it has to do with the mindset. Traditionally a company’s performance has been measured based on financial reporting coming from the ERP system. Engineering was an unmanageable cost in the eyes of the manufacturing company’s management and ERP-software vendors.
Companies were not thinking PLM along the whole lifecycle. It was more PDM for engineering and ERP for manufacturing. Where PDM was ultimate a document-control environment, ERP was the execution engine relying on documented content, but not necessarily connected. Unfortunate this is still the case at many companies, and it has to do with the mindset. Traditionally a company’s performance has been measured based on financial reporting coming from the ERP system. Engineering was an unmanageable cost in the eyes of the manufacturing company’s management and ERP-software vendors.
In de middle of the nineties (previous century now ! ), I had a meeting with an ERP-country manager to discuss a potential partnership. The challenge was that he had no clue about the value and complementary need for PLM. Even after discussing with him the differences between iterative product development (with revisioning) and linear execution (on the released product), his statement was:
“Engineers are just resources that do not want to be managed, but we will get them”
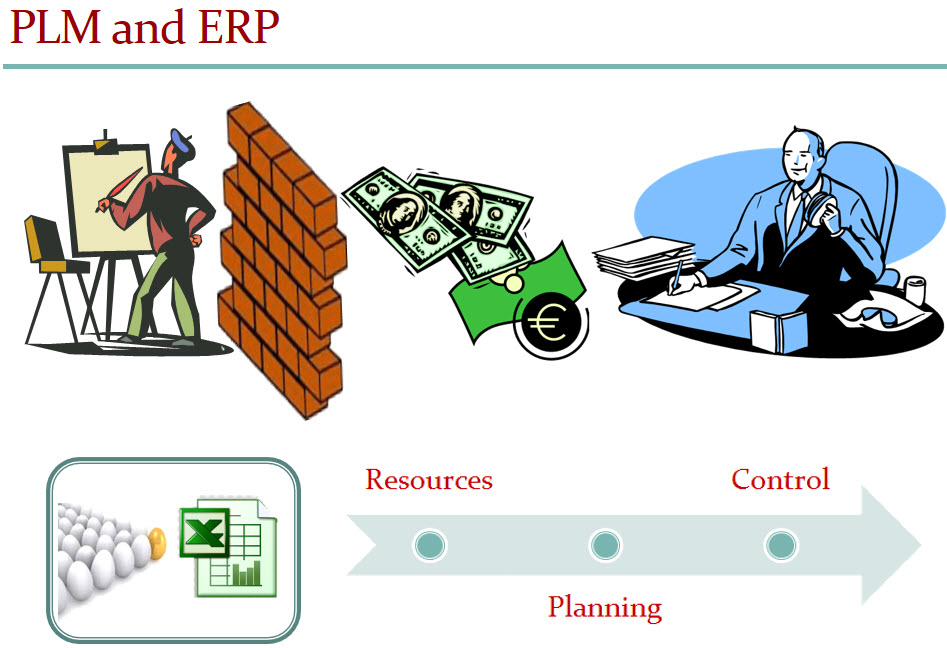
Meanwhile, I can say this company has changed its strategy, giving PLM a space in their portfolio combined with excellent slides about what could be possible.
To conclude, for linear execution the meaning of processes is more or less close to algorithms and when there is no algorithm, the individual steps in place are predictable with their own KPIs.
Process certification
 As I mentioned in the introduction, processes were established to guarantee a predictable outcome, in particular when it comes to quality. For that reason, in the previous century when globalization started companies were somehow forced to get ISO 900x certified. The idea behind these certifications was that a company had processes in place to guarantee an expected outcome and for when they failed, they would have procedures in place to fix these gaps. The reason companies were doing this because no social internet could name and shame bad companies. Having ISO 900x certification would be the guarantee to deliver quality. In the same perspective, we could see, configuration management, a system of best practices to guarantee that product information was always correct.
As I mentioned in the introduction, processes were established to guarantee a predictable outcome, in particular when it comes to quality. For that reason, in the previous century when globalization started companies were somehow forced to get ISO 900x certified. The idea behind these certifications was that a company had processes in place to guarantee an expected outcome and for when they failed, they would have procedures in place to fix these gaps. The reason companies were doing this because no social internet could name and shame bad companies. Having ISO 900x certification would be the guarantee to deliver quality. In the same perspective, we could see, configuration management, a system of best practices to guarantee that product information was always correct.
 Certification was and is heaven for specialized external auditors and consultants. To get certification you needed to invest in people and time to describe your processes, and once these processes were defined, there were regular external audits to ensure the quality system has been followed. The beauty of this system – the described procedures were more or less “best intentions” not enforced. When the auditor would come the company had to play some theater that processes were followed., the auditor would find some improvements for next year and the management was happy certification was passed.
Certification was and is heaven for specialized external auditors and consultants. To get certification you needed to invest in people and time to describe your processes, and once these processes were defined, there were regular external audits to ensure the quality system has been followed. The beauty of this system – the described procedures were more or less “best intentions” not enforced. When the auditor would come the company had to play some theater that processes were followed., the auditor would find some improvements for next year and the management was happy certification was passed.
This has changed early this century. In particular, mid-market companies were no longer motivated to keep up this charade. The quality process manual remained as a source of inspiration, but external audits were no longer needed. Companies were globally connected and reviewed, so reputation could be sourced easily.
 The result: there are documented quality procedures, and there is a reality. The more disconnected employees became in a company due to mergers or growth, the more individual best-practices became the way to deliver the right product and quality, combined with accepted errors and fixes downstream or later. The hidden cost of poor quality is still a secret within many companies. Talking with employees they all have examples where their company lost a lot of money due to quality mistakes. Yet in less regulated industries, there is no standard approach, like CAPA (Corrective And Preventive Actions), APQP or 8D to solve it.
The result: there are documented quality procedures, and there is a reality. The more disconnected employees became in a company due to mergers or growth, the more individual best-practices became the way to deliver the right product and quality, combined with accepted errors and fixes downstream or later. The hidden cost of poor quality is still a secret within many companies. Talking with employees they all have examples where their company lost a lot of money due to quality mistakes. Yet in less regulated industries, there is no standard approach, like CAPA (Corrective And Preventive Actions), APQP or 8D to solve it.
Configuration Management and Change Management processes
When it comes to managing the exact definition of a product, either an already manufactured product or products that are currently made, there is a need for Configuration Management. Before there were PLM systems configuration management was done through procedures defining configurations based on references to documents with revisions and versions. In the aerospace industry, separate systems for configuration management were developed, to ensure the exact configuration of an aircraft could be retrieved at any time. Less regulated industries used a more document-based procedural approach as strict as possible. You can read about the history of configuration management and PLM in an earlier blog post: PLM and Configuration Management – a happy marriage?
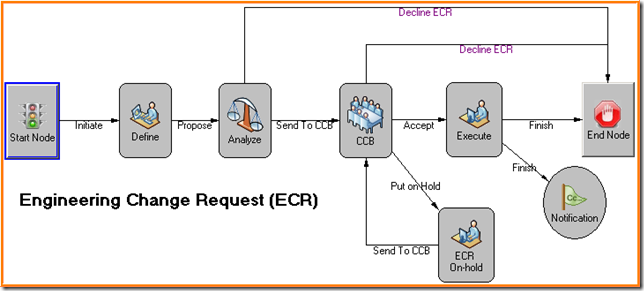 With the introduction of PDM and PLM-systems, more and more companies wanted to implement their configuration management and in particular their change management inside the system, as the changes are always related to product information that can reside in a PLM-system. The change of part can be proposed (ECR), analyzed and approved, leading to and implementation of the change (ECO) which is based on changed specifications, designs (3D Models / Drawings) and more. You can read the basics here: The Issue and ECR/ECO for Dummies (Reprise)
With the introduction of PDM and PLM-systems, more and more companies wanted to implement their configuration management and in particular their change management inside the system, as the changes are always related to product information that can reside in a PLM-system. The change of part can be proposed (ECR), analyzed and approved, leading to and implementation of the change (ECO) which is based on changed specifications, designs (3D Models / Drawings) and more. You can read the basics here: The Issue and ECR/ECO for Dummies (Reprise)
The Challenge (= Problem) of Digital Processes
More and more companies are implementing change processes fully in PLM, and this is the point that creates the most friction for a PLM implementation. The beauty of digital change processes is that they can be full-proof. No change gets unnoticed as everyone is forced to follow the predefined procedures, either a type of fast track in case of lightweight (= low risk) changes or the full change process when the product is already in a mature state.
 Like the ISO-900x processes, the PLM-implementer is often playing the role of the consultancy firm that needs to recommend the company how to implement configuration management and change processes. The challenge here is that the company most of the time does not have a standard view for their change processes and for sure the standard change management inside PLM s not identical to their processes.
Like the ISO-900x processes, the PLM-implementer is often playing the role of the consultancy firm that needs to recommend the company how to implement configuration management and change processes. The challenge here is that the company most of the time does not have a standard view for their change processes and for sure the standard change management inside PLM s not identical to their processes.
Here the battle starts….
 Management believes that digital change processes, preferable out-of-the-box, a crucial to implement, where users feel their job becomes more an administrative job than a creative job. Users that create information don’t want to be bothered with the decisions for numbering and revisioning.
Management believes that digital change processes, preferable out-of-the-box, a crucial to implement, where users feel their job becomes more an administrative job than a creative job. Users that create information don’t want to be bothered with the decisions for numbering and revisioning.
They expect the system to do that easily for them – which does not happen as old procedures, responsibilities, and methodologies do not align with the system. Users are not measured or challenged for data quality, they are measured on the work they deliver that is needed now. Let’s first get the work done before we make sure all is consisted defined in the PLM-system.
Digital Transformation allows companies to redefine the responsibilities for users related to the data they produce. It is no longer a 3D Model or a drawing, but a complete data set with properties/attributes that can be shared and used for analysis and automation.
Conclusion
Implementing digital processes for PLM is the most painful, but required step for a successful implementation. As long as data and processes are not consistent, we can keep on dreaming about automation in PLM. Therefore, digital transformation inside PLM should focus on new methods and responsibilities to create a foundation for the future. Without an agreement on the digital processes there will be a growing inefficiency for the future.

Image: 21stcenturypublicservant.wordpress.com/
Over the past years, I have talked a lot about Digital Transformation, particularly its relation to PLM. This time, I want to focus a little more on Digital Transformation and my observations related to big and small enterprises. I will take you from the top, the C-level, to the work floor and then try to reconnect through middle management. As you can imagine from the title of this post, there is a challenge. And I am aware I am generalizing for the sake of simplicity.
Starting from the C-level of a large enterprise
Large and traditional enterprises are having the most significant challenge when aiming at a digital transformation for several reasons:
- They have shareholders that prefer short-term benefits above long-term promising but unclear higher benefits. Shareholders most of the time have no personal interest in these companies, they just want to earn money above the average growth.
- The CEO is the person who defines the strategy, which has to come with a compelling vision to inspire the shareholders, customers and employees of the company—most of the time in that order of priority.
- The CEO’s role is to prioritize investments and stop or sell core components to make the transformation affordable. Every transformation is about deciding what to stop, what to start and what to maintain.
- After four to seven years (the seven years’ itch), it is time for a new CEO to create new momentum, as you cannot keep the excitement up too long.
- Meanwhile, the Stop-activities are creating fear within the organization – people start fearing their jobs, and the start-activities are, most of the time, on such a small scale that their successes are not yet seen. So, on the work floor, there will be reservations about what’s next.
 Companies like ABB, Ericsson, GE, and Philips – in alphabetical order – are all in several stages of their digital transformation, and in particular, I have followed GE as they were evident and ambitious. Meanwhile, it is fair to say that the initial Digital Transformation plan from GE has stalled and a lot of lessons have been learned from that.
Companies like ABB, Ericsson, GE, and Philips – in alphabetical order – are all in several stages of their digital transformation, and in particular, I have followed GE as they were evident and ambitious. Meanwhile, it is fair to say that the initial Digital Transformation plan from GE has stalled and a lot of lessons have been learned from that.
If you have time – read this article, The Only Way Manufacturers Can Survive – by Vijay Govindarajan & Jeff Immelt (you need to register). It gives valuable insights into the strategy and planning for digital transformation. And note PLM is not even mentioned there!
Starting from the C-level of a small and medium enterprise
 In a small or medium enterprise, the distance between the C-level and the work floor is most of the time much shorter and chances are that the CEO is a long-term company member in case of a long-standing family-owned business.
In a small or medium enterprise, the distance between the C-level and the work floor is most of the time much shorter and chances are that the CEO is a long-term company member in case of a long-standing family-owned business.
In this type of company, a long-term vision can exist, and you could expect that digital transformation is more sustainable there.
Unfortunately, most of the time, it is not, as the C-level is often more active in current business strategies and capabilities that are close to their understanding instead of investing energy and time to digest the full impact of a digital transformation.
These companies might invest in the buzzwords you hear in the market, such as IoT, Digital Twins and Augmented Reality/Virtual Reality. These are all very visionary topics, but they are of low value when implemented in an isolated way.
 In this paragraph, I also need to mention the small and medium enterprises that are in the hands of an investment company. Here, I feel sorry as the investment company is most of the time trying to optimize the current ways of working by simplifying or rationalizing the business, not creating a transformative vision (as they do not have the insights.
In this paragraph, I also need to mention the small and medium enterprises that are in the hands of an investment company. Here, I feel sorry as the investment company is most of the time trying to optimize the current ways of working by simplifying or rationalizing the business, not creating a transformative vision (as they do not have the insights.
In this type of company, you will see the same investments made on a lesser scale as in the other categories of small and medium enterprises.
Do people need to change?
 Often, you hear that the problem with any change within companies is that people do not want to change. I think this is too much of a generalization. I have worked in the past five years with several companies where we explored the benefits and capabilities of PLM in a modern way, sometimes focusing on an item-centric approach and sometimes focusing on a model-based approach. In all these engagements, the users were not reluctant to change.
Often, you hear that the problem with any change within companies is that people do not want to change. I think this is too much of a generalization. I have worked in the past five years with several companies where we explored the benefits and capabilities of PLM in a modern way, sometimes focusing on an item-centric approach and sometimes focusing on a model-based approach. In all these engagements, the users were not reluctant to change.
 However, there were two types of users in these discussions. I would characterize them as evolutionary thinkers (most of the time ten years or more in the company) and love-to-change thinkers (most of them five years or less in the company). The difference between these groups was that the evolutionary thinkers were responding in the context of the existing business constraints. In contrast, the love-to-change thinkers were not yet touched by the “knowledge of how good everything was”.
However, there were two types of users in these discussions. I would characterize them as evolutionary thinkers (most of the time ten years or more in the company) and love-to-change thinkers (most of them five years or less in the company). The difference between these groups was that the evolutionary thinkers were responding in the context of the existing business constraints. In contrast, the love-to-change thinkers were not yet touched by the “knowledge of how good everything was”.
For digital transformation, you need to create a love-to-change attitude while using the existing knowledge as a base to improve. This is not a people change; it is an organizational change where you need to enable people to work in their best mode. It needs to be an end-to-end internal change – not changing the people but changing the organizational parameters: KPIs, divisions, departments, and priorities. Have a look at this short movie. You can replace the word ERP with PLM, and you will understand why I like this movie (and the relaxing sound)
The Middle Management dilemma
And here comes my last observation. At the C-level, we can find inspiring visions that are often outcome-based, such as a more agile company, closer to the customer, empowered workers, etc. Then there is the ongoing business that cannot be disrupted and needs to perform—so the business units and departments all get their performance KPIs, merely keeping the status quo in place.
 Also, new digital initiatives need to be introduced. They don’t fit in the existing business and are often started in separation – like the GE Digital division, and you can read Jeff Immelt’s thoughts and strategy on how this could work. (The Only Way Manufacturers Can Survive). However, as the majority of the business runs in the old mode, the Digital Business became another business silo in the organization, as the middle management could not be motivated to embed digital in their business (no KPIs or very low significance of new KPIs)
Also, new digital initiatives need to be introduced. They don’t fit in the existing business and are often started in separation – like the GE Digital division, and you can read Jeff Immelt’s thoughts and strategy on how this could work. (The Only Way Manufacturers Can Survive). However, as the majority of the business runs in the old mode, the Digital Business became another business silo in the organization, as the middle management could not be motivated to embed digital in their business (no KPIs or very low significance of new KPIs)
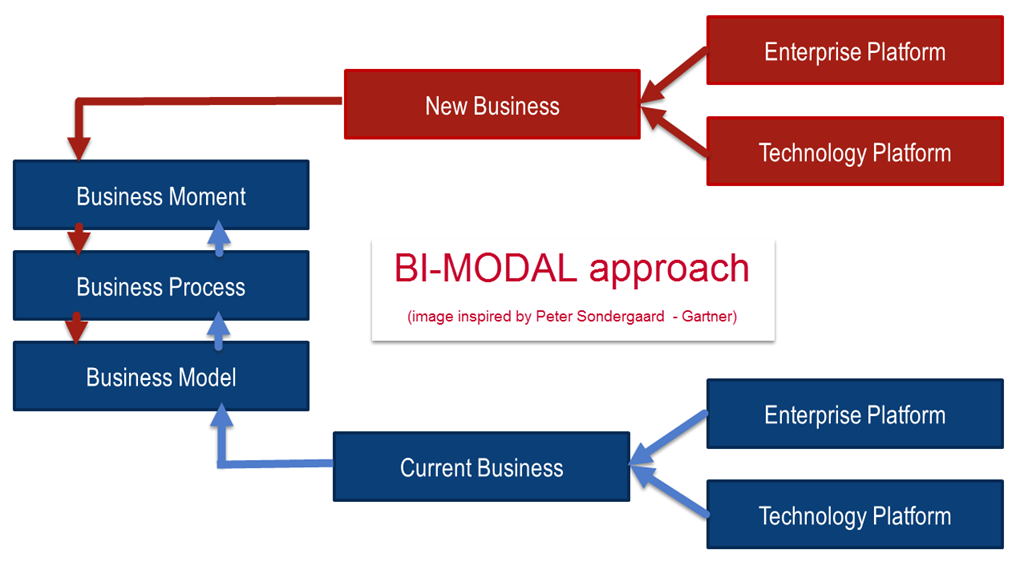 I discussed the hybrid/bimodal approach several times in my blog posts, most recently in The Challenges of a Connected Ecosystem. One point that I did not address was that probably nobody wants to work in the old mode anymore once the new approach is successful and scaled up.
I discussed the hybrid/bimodal approach several times in my blog posts, most recently in The Challenges of a Connected Ecosystem. One point that I did not address was that probably nobody wants to work in the old mode anymore once the new approach is successful and scaled up.
When the new mode of business is still minor, people will not care so much and continue business as usual. Once the new mode becomes the most successful part of the company, people want to join this success if they can. And here, the change effort is needed. An interesting article in this context is The End of Two-Speed IT from the Boston Consultancy Group (2016). They already point to the critical role of middle management. Middle management can kill digital transformation or be part of it by getting motivated and adopting it.
Conclusion
Perhaps too much text in this post and even more content when you dive more in-depth into the provided content. Crucial if you want to understand the digital transformation process in an existing company and the critical place of middle management. They are likely the killers of digital transformation if not give the right coaching and incentives. Just an observation – not a thought 😉
 At this moment I am finalizing my session for PDT2016 where I will talk about the importance of accurate data. Earlier this year I wrote a post about that theme: The importance of accurate data. Act now!
At this moment I am finalizing my session for PDT2016 where I will talk about the importance of accurate data. Earlier this year I wrote a post about that theme: The importance of accurate data. Act now!
My PDT session will be elaborating on this post, with a focus on why and how we need this change in day-to-day business happen. So if you are interested in a longer story and much more interesting topics to learn and discuss, come to Paris on 9 and 10 November.
Dreaming is free
Recently I found a cartoon on LinkedIn and shared it with my contacts, illustrating the optimistic view companies have when they are aiming to find the best solution for their business, going through an RFI phase, the RFP phase, and ultimately negotiation the final deal with the PLM solution provider or vendor. See the image below:

All credits to the author – I found this image here
The above cartoon gives a humoristic view of the (PLM) sales process (often true). In addition, I want to share a less optimistic view related to PLM implementations after the deal has been closed. Based on the PLM projects if have been coaching in the past, the majority of these projects became in stress mode once the stakeholders involved only focused on the software, the functions and features and centralizing data. Implementing the software without a business transformation caused a lot of discomfort.
Users started to complain that the system did not allow them to do their day-to-day work in the same way. And they were right! They should have a new day-to-day work in the future, with different priorities based on the new PLM infrastructure.
This cultural change (and business change) was often not considered as the PLM system was implemented from an IT-perspective, not with a business perspective.
Over time, a better understanding of PLM and the fact that vendors and implementers have improved their portfolio and implementation skills, classical PLM implementations are now less disruptive.
A classical PLM implementation can be done quickly is because the system most of the time does not change the roles and responsibilities of people. Everyone remains working in his/her own silo. The difference: we store information in a central place so it can be found. And this approach would have worked if the world was not changing.
The digital enterprise transformation.
With the upcoming digitization and globalization of the market, enterprises are forced to adapt their business to become more customer-driven. This will have an impact on how PLM needs to be implemented. I wrote about this topic in my post: From a linear world to fast and circular. The modern digital enterprise has new roles and responsibilities and will eliminate roles and responsibilities that can be automated through a data-driven, rule-based approach. Therefore implementing PLM in a modern approach should be related (driven) by a business transformation and not the other way around!
Benefits realization
In the past two years, I have explained this story to all levels inside various organizations. And nobody disagreed. Redefining the processes, redefining roles was the priority. And we need a team to help people to make this change – these people are change management experts. The benefits diagram from Gartner as shown below was well understood, and most companies agreed the ambition should be to the top curve, in any case, stay above the red curve

But often reality relates to the first cartoon. In the majority of the implementations I have seen the past two years, the company did not want to invest in change management, defining the new process and new roles first for an optimum flow of information. They spent the entire budget on software and implementation services. With a minimum of staff, the technology was implemented based on existing processes – no change management at all. Disappointing, as short-term thinking destroyed the long-term vision and benefits were not as large as they had been dreaming.
Without changing business processes and cultural change management, the PLM team will fight against the organization, instead of surfing on the wave of new business opportunities and business growth.
Conclusion
If your company is planning to implement modern PLM which implicit requires a business transformation, make sure cultural change management is part of your plan and budget. It will bring the real ROI. Depending on your company´s legacy, if a business transformation is a mission impossible, it is sometimes easier to start a new business unit with new processes, new roles and potentially new people. Otherwise, the benefits will remain (too) low from your PLM implementation.
I am curious to learn your experience related to (the lack) of change management – how to include it into the real scope – your thoughts ?
Addition:
As a reaction to this post, Oleg Shilovitsky wrote a related blog post: PLM and the death spiral of cultural change. See my response below to this post as it will contribute to the understanding of this post
Oleg, thanks for contributing to the theme of cultural change. Your post illustrates that my post was not clear enough, or perhaps too short. I do not believe PLM is that difficult because of technology, I would even claim that technology is a the bottom of my list of priorities. Not stating it is not important, but meaning that when you are converging with a company to a vision for PLM, you probably know the kind of technologies you are going to use.
The highest priority to my opinion is currently the business transformation companies need to go through in order to adapt their business to remain relevant in a digital world. The transformation will require companies to implement PLM in a different manner, less silo-oriented, more focus on value flows starting from the customer.
Working different means cultural change and a company needs to allocate time, budget and energy to that. The PLM implementation is supporting the cultural change not driving the cultural change.
And this is the biggest mistake I have seen everywhere. Management decides to implement a new PLM as the driver for cultural change, instead of the result of cultural change. And they reason this is done, is most of the time due to budget thinking as cultural change is ways more complex and expensive than a PLM implementation.

Image and article related to the article “The Onrushing Wave” in the Economist Jan 18th, 2014
When PLM is discussed at management level, often the goal is to increase efficiency, which translates into doing the same with fewer people. And it is the translation that is creating worries inside the company. The PLM system is going to cut down the amount of jobs in our company.
The result: People, who fear their job is at risk, will make sure PLM will fail and become blockers. These people will be the ones defending the “good old way of working” and create a mood of complexity for the new PLM system.
I wrote some time ago a post about PLM and Blockers
At the end there is frustration at all levels in the company and PLM systems are to blame.
How to address the fear for disappearing jobs block a PLM implementation?
First of all if you implement PLM now, do not target efficiency only. There is a digital revolution ongoing, radically changing standard businesses and markets. The picture at the top says it all. If you are still not convinced, read the “old” article from the Economist or more related to PLM, I just read this article from Accenture consulting talking about Digital PLM. I liked the opening sentence from that article:
“It’s time to adopt a digital model for product lifecycle management – or get left behind.”
 The digital revolution forces companies to become extremely flexible and agile. Business models can rapidly change. Where perhaps your company was the market leader, a few years you can be in trouble, due to the decoupling of products and services in a different business model. There are a few places where you do not have to worry (yet). If you are in a governmental type of business (no competition – you are the only preferred supplier) the less worried you might be for the upcoming digital revolution. Other types of companies need to make a strategic plan.
The digital revolution forces companies to become extremely flexible and agile. Business models can rapidly change. Where perhaps your company was the market leader, a few years you can be in trouble, due to the decoupling of products and services in a different business model. There are a few places where you do not have to worry (yet). If you are in a governmental type of business (no competition – you are the only preferred supplier) the less worried you might be for the upcoming digital revolution. Other types of companies need to make a strategic plan.
Making a strategic plan
 The strategic plan starts at the board level and has, of course, elements of efficiency. However, the major strategic discussion should be: “How will we differentiate our company in the future and stay in business and profitable”. This cannot be by competing on price only. It requires you can excite your future customers and who these customers are might not be clear yet either.
The strategic plan starts at the board level and has, of course, elements of efficiency. However, the major strategic discussion should be: “How will we differentiate our company in the future and stay in business and profitable”. This cannot be by competing on price only. It requires you can excite your future customers and who these customers are might not be clear yet either.
Different business models can give the company a better position in the market. The current trend in competitive markets is that the value does not come from selling products. Selling services or operation capacity (OPEX instead of CAPEX) are currently upcoming new business models and they need constant anticipation to what happens in the market or at your potential customer base.
Digitalization of information and being able to work with real-time information, instead of information hidden in documents, handled by document controllers, creates the opportunity to change. For example the potential of “The Internet of Everything” is huge.
At the board level, you need the vision where the company should be in the next 5 to 10 years. It will not bubble up automatically in an organization. And when talking about PLM, it should be digital PLM.
Next communication
It is not easy to communicate the above if you have not lived through the whole process in your mind. Management needs to be able to explain the vision and its impact on the organization in such a way that it empowers people instead of making them afraid of change. We all know the examples of charismatic CEOs, like Steve Jobs, who could energize a company and its customers. However, it is clear that not every CEO is like Steve Jobs.
Once you are able to communicate the vision, it will be logical that the organization needs new processes and in modern digital processes create different responsibilities and need different management styles.
Disappearing jobs
When you start implementing PLM in a modern approach (digital PLM according to Accenture) there will be jobs disappearing. There is no need to be secretive about that; it is a result of the vision that should be known to everyone in the company.
Disappearing jobs are:
- jobs where people are processing data (from one format to the other) and checking follow-up processes (from on Excel to the other). If your daily job is collecting data and filling spreadsheets with data your job is at risk. In a digital environment, the data will be real-time available and can be filtered and presented in automatic reports or dashboards.
- Jobs where team managers have the major task to decide on priorities for the team and fight with other discipline team managers on priorities. In a digital environment, empowered employees will understand conflicting activities and they will be able to discuss and decide immediately with the relevant people. No need for an intermediate layer of people handling escalations only. It is true that this modern approach requires a different management style and people who can deal with being empowered. In general, empowered people feel more motivated that employees who are just doing what their managers tell them to do. The business change from hierarchical and siloed organizations towards networked organizations is critical and challenging – all depending on trust and the right change management.
- The classical fire-fighters. At first glance they are considered as crucial as they solve all the issues with great energy, do not run away when work needs to be done and make it happen. From the management perspective, these people are blocking change as they flourish from the chaos and do not fix or prevent new issues coming up.
For all other people in the company, digital PLM should bring relief – see the Gartner quote below.

Digital business jobs imply spending less time in searching for information. Less work in a reactive mode as information in the right context in real-time will be available. End to end visibility of information combined with transparency will lead to higher performance and motivation. It requires changing behaviors, motivation must come from the inspiration of the management and the understanding that your company is becoming more flexible and more competitive than before. And for that reasons keeping you in business and providing you an interesting place to work.
Conclusion: Do not use PLM to improve efficiency only and ROI discussions. There is a strategic need to be ready and stay in business for the future. Modern PLM is an enabler, however, requires a vision, inspiring communication and a path for employees to be empowered.
I am curious about your opinion – will this happen to your company / industry?

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…