
You are currently browsing the tag archive for the ‘MDM’ tag.
 In recent years, more and more PLM customers approached me with questions related to the usage of product information for downstream publishing. To be fair, this is not my area of expertise for the moment. However, with the mindset of a connected enterprise, this topic will come up.
In recent years, more and more PLM customers approached me with questions related to the usage of product information for downstream publishing. To be fair, this is not my area of expertise for the moment. However, with the mindset of a connected enterprise, this topic will come up.
![]() For that reason, I have a strategic partnership with Squadra, a Dutch-based company, providing the same coaching model as TacIT; however, they have their roots in PIM and MDM.
For that reason, I have a strategic partnership with Squadra, a Dutch-based company, providing the same coaching model as TacIT; however, they have their roots in PIM and MDM.
Together we believe we can deliver a meaningful answer on the question: What are the complementary roles of PLM and PIM? In this post, our first joint introduction.
Note: The topic is not new. Already in 2005, Jim Brown from Tech-Clarity published a white-paper: The Complementary Roles of PIM and PLM. This all before digitization and connectivity became massive.
Let’s start with the abbreviations, the TLAs (Three-Letter-Acronyms) and their related domains
PLM – level 1
(Product Lifecycle Management – push)
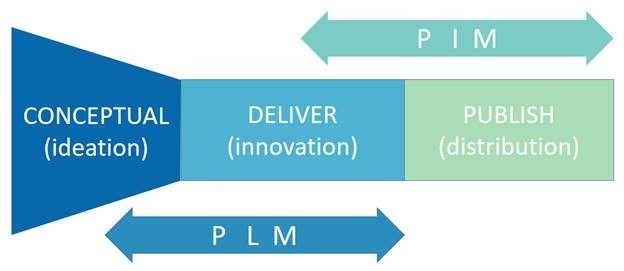
For PLM, I want to stay close to the current definitions. It is the strategic approach to provide a governance infrastructure to deliver a product to the market. Starting from an early concept phase till manufacturing and in its extended definition also during its operational phase.
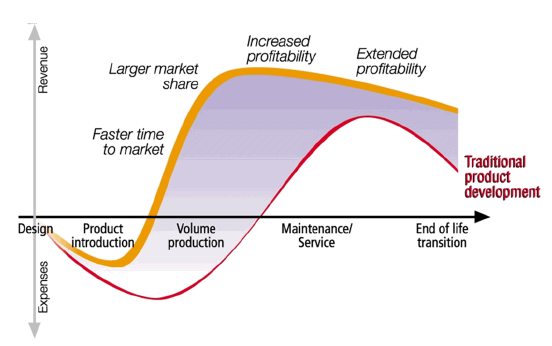 The focus with PLM is to reduce time to market by ensuring quality, cost, and delivery through more and more a virtual product definition, therefore being able to decide upfront for the best design choices, manufacturing options with the lowest cost. In the retail world, own-brand products are creating a need for PLM.
The focus with PLM is to reduce time to market by ensuring quality, cost, and delivery through more and more a virtual product definition, therefore being able to decide upfront for the best design choices, manufacturing options with the lowest cost. In the retail world, own-brand products are creating a need for PLM.
The above image is nicely summarizing the expected benefits of a traditional PLM implementation.
MDM (Master Data Management)
When product data is shared in an enterprise among multiple systems, there is a need for Master Data Management (MDM). Master Data Management focuses on a governance approach that information stored in various systems has the same meaning and shared values where relevant.
 MDM guards and streamlines the way master data is entered, processed, guarded, and changed within the company, resulting in one single version of the truth and enabling different departments and systems to stay synced regarding their crucial data.
MDM guards and streamlines the way master data is entered, processed, guarded, and changed within the company, resulting in one single version of the truth and enabling different departments and systems to stay synced regarding their crucial data.
Interestingly, in the not-so-digital world of PLM, you do not see PLM vendors working on an MDM-approach. They do not care about an end-to-end connected strategy yet. I wrote about this topic in 2017 here: Master Data Management and PLM.
PIM (Product Information Management)
 The need for PIM starts to become evident when selling products through various business channels. If you are a specialized machine manufacturer, your product information for potential customers might be very basic and based on a few highlights.
The need for PIM starts to become evident when selling products through various business channels. If you are a specialized machine manufacturer, your product information for potential customers might be very basic and based on a few highlights.
However, due to digitization and global connectivity, product information now becomes crucial to be available in real-time, wherever your customers are in the world.
In a competitive world, with an omnichannel strategy, you cannot survive without having your PIM streamlined and managed.
Product Innovation Platforms (PLM – Level 2 – Pull)
 With the introduction of Product Innovation Platforms as described by CIMdata and Gartner, the borders of PLM, PIM, and MDM might become vague, as they might be all part of the same platform, therefore reducing the immediate need for an MDM-environment. For example, companies like Propel, Stibo, and Oracle are building a joint PLM-PIM portfolio.
With the introduction of Product Innovation Platforms as described by CIMdata and Gartner, the borders of PLM, PIM, and MDM might become vague, as they might be all part of the same platform, therefore reducing the immediate need for an MDM-environment. For example, companies like Propel, Stibo, and Oracle are building a joint PLM-PIM portfolio.
Let’s dive more profound in the two scenarios that we meet the most in business, PLM driving PIM (my comfort zone) and PIM driving the need for PLM (Squadra’s s area of expertise).
PLM driving PIM
 Traditionally PLM (Product Lifecycle Management) has been focusing on several aspects of the product lifecycle. Here is an excellent definition for traditional PLM:
Traditionally PLM (Product Lifecycle Management) has been focusing on several aspects of the product lifecycle. Here is an excellent definition for traditional PLM:
PLM is a collection of best practices, dependent per industry to increase product revenue, reduce product-related costs and maximize the value of the product portfolio (source 2PLM)
This definition shows that PLM is a business strategy, not necessarily a system, but an infrastructure/approach to:
- ensure shorter time to market with the right quality (increasing product revenue)
- efficiently (reduce product-related costs – resources and scrap)
- deliver products that bring the best market revenue (maximize the value of the product portfolio)
The information handled by traditional PLM consists mostly of design data, i.e., specifications, manufacturing drawings, 3D Models, and Bill of Materials (physical part definitions) combined with version and revision management. In elaborate environments combined with processes supporting configuration management.
 PLM data is more focused on internal processes and quality than on targeting the company’s customers. Sometimes the 3D Design data is used as a base to create lightweight 3D graphics for quotations and catalogs, combining it with relevant sales data. Traditional marketing was representing the voice of the customer.
PLM data is more focused on internal processes and quality than on targeting the company’s customers. Sometimes the 3D Design data is used as a base to create lightweight 3D graphics for quotations and catalogs, combining it with relevant sales data. Traditional marketing was representing the voice of the customer.
PLM implementations are more and more providing an enterprise backbone for product data. As a result of this expansion, there is a wish to support sales and catalogs, more efficiently, sharing master data from creation till publishing, combining the product portfolio with sales and service information in a digital way.
In particular, due to globalization, there was a need to make information globally available in different languages without a significant overhead of resources to manage the data or manage the disconnect from the real product data.
 Companies that have realized the need for connected data understood that Product Master Data Management is more than only the engineering/manufacturing view. Product Master Data Management is also relevant to the sales and services view. Historically done by companies as a customized extension on their PLM-system, now more and more interfacing with specialized PIM-systems. Proprietary PLM-PIM interfaces exist. Hopefully, with digital transformation, a more standardized approach will appear.
Companies that have realized the need for connected data understood that Product Master Data Management is more than only the engineering/manufacturing view. Product Master Data Management is also relevant to the sales and services view. Historically done by companies as a customized extension on their PLM-system, now more and more interfacing with specialized PIM-systems. Proprietary PLM-PIM interfaces exist. Hopefully, with digital transformation, a more standardized approach will appear.
PIM driving the need for PLM
Because of changes in the retail market, the need for information in the publishing processes is also changing. Retailers also need to comply with new rules and legislation. The source of the required product information is often in the design process of the product.
 In parallel, there is an ongoing market trend to have more and more private label products in the (wholesale and retail) assortments. This means a growing number of retailers and wholesalers will become producers and will have their own Ideation and innovation process.
In parallel, there is an ongoing market trend to have more and more private label products in the (wholesale and retail) assortments. This means a growing number of retailers and wholesalers will become producers and will have their own Ideation and innovation process.
A good example is ingredients and recipe information in the food retail sector. This information needs to be provided now by suppliers or by their own brand department that owns the design process of the product. Similar to RoHS or REACH compliance in the industry.
Retail and Wholesale can tackle own brands reasonably well with their PIM systems (or Excels), making use of workflows and product statuses. However, over the years, the information demands have increased, and a need for more sophisticated lifecycle management has emerged and, therefore the need for PLM (in this case, PLM also stands for Private Label Management).
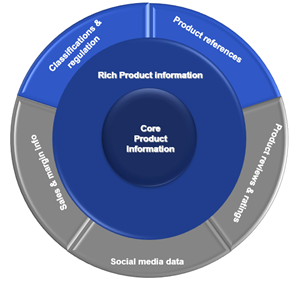
In the image below, illustrates a PLM layer and a PIM layer, all leading towards rich product information for the end-users (either B2B or B2C).
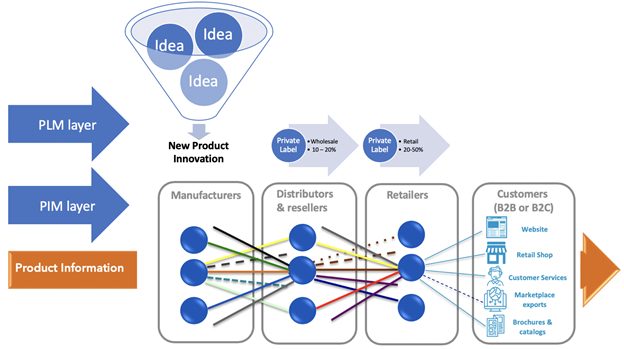
In the fast-moving consumer goods (FMCG) world, most innovative products are coming from manufacturers. They have pipelines with lots of ideas resulting in a limited number of sellable products. In the Wholesale and Retail business, the Private Label development process usually has a smaller funnel but a high pressure on time to market, therefore, a higher need for efficiency in the product data chain.
Technological changes, like 3D Printing, also change the information requirements in the retail and wholesale sectors. 3D printing can be used for creating spare parts on-demand, therefore changing the information flow in processes dramatically. Technical drawings and models that were created in the design process, used for mass production, are now needed in the retail process closer to the end customer.
These examples make it clear that more and more information is needed for publication in the sales process and therefore needs to be present in PIM systems. This information needs to be collected and available during the PLM release process. A seamless connection between the product release and sales processes will support the changing requirements and will reduce errors and rework in on data.
 PLM and PIM are two practices that need to go hand in hand like a relay baton in athletics. Companies that are using both tools must also organize themselves in a way that processes are integrated, and data governance is in place to keep things running smoothly.
PLM and PIM are two practices that need to go hand in hand like a relay baton in athletics. Companies that are using both tools must also organize themselves in a way that processes are integrated, and data governance is in place to keep things running smoothly.
Conclusion
Market changes and digital transformation force us to work in value streams along the whole product lifecycle ensuring quality and time to market. PLM and PIM will be connected domains in the future, to enable smooth product go-to-market. Important is the use of data standards (PLM and PIM should speak a common language) – best based on industry standards so that cross-company communication on product data is possible.
What do you think? Do you see PLM and PIM getting together too, in your business?
Please share in the comments.
In my series describing the best practices related to a (PLM) data model, I described the general principles, the need for products and parts, the relation between CAD documents and the EBOM, the topic of classification and now the sensitive relation between EBOM and MBOM.
First some statements to set the scene:
- The EBOM represents the engineering (design) view of a product, structured in a way that it represents the multidisciplinary view of the functional definition of the product. The EBOM combined with its related specification documents, models, drawings, annotations should give a 100 % clear definition of the product.
- The MBOM represents the manufacturing view of a product, structured in a way that represents the way the product is manufactured. This structure is most of the time not the same as the EBOM, due to the manufacturing process and purchasing of parts.

A (very) simplified picture illustrating the difference between an EBOM and a MBOM. If the Car was a diesel there would be also embedded software in both BOMs (currently hidden)
For many years, the ERP systems have claimed ownership of the MBOM for two reasons
- Historically the MBOM was the starting point for production. Where the engineering department often worked with a set of tools, the ERP system was the system where data was connected and used to have a manufacturing plan and real-time execution

- To accommodate a more advanced integration with PDM systems, ERP vendors began to offer an EBOM capability also in their system as PDM systems often worked around the EBOM.

These two approaches made it hard to implement “real” PLM where (BOM) data is flowing through an organization instead of stored in a single system.
By claiming ownership of the BOM by ERP, some problems came up:
- A disconnect between the iterative engineering domain and the execution driven ERP domain. The EBOM is under continuous change (unless you have a simple or the ultimate product) and these changes are all related to upstream information, specifications, requirements, engineering changes and design changes. An ERP system is not intended for handling iterative processes, therefore forcing the user to work in a complex environment or trying to fix the issue through heavy customization on the ERP side.

- Global manufacturing and outsourced manufacturing introduced a new challenge for ERP-centric implementations. This would require all manufacturing sites also the outsourced manufacturers the same capabilities to transfer an EBOM into a local MBOM. And how do you capitalize the IP from your products when information is handled in a dispersed environment?



The solution to this problem is to extend your PDM implementation towards a “real” PLM implementation providing the support for EBOM, MBOM, and potential plant specific MBOM. All in a single system / user-experience designed to manage change and to allow all users to work in a global collaborative way around the product. MBOM information then will then be pushed when needed to the (local) ERP system, managing the execution.

Note 1: Pushing the MBOM to ERP does not mean a one-time big bang. When manufacturing parts are defined and sourced, there will already be a part definition in the ERP system too, as logistical information must come from ERP. The final push to ERP is, therefore, more a release to ERP combined with execution information (when / related to which order).
In this scenario, the MBOM will be already in ERP containing engineering data complemented with manufacturing data. Therefore from the PLM side we talk more about sharing BOM information instead of owning. Certain disciplines have the responsibility for particular properties of the BOM, but no single ownership.
Note 2: The whole concept of EBOM and MBOM makes only sense if you have to deliver repetitive products. For a one-off product, more a project, the engineering process will have the manufacturing already in mind. No need for a transition between EBOM and MBOM, it would only slow down the delivery.
Now let´s look at some EBOM-MBOM specifics
EBOM phantom assemblies
 When extracting an EBOM directly from a 3D CAD structure, there might be subassemblies in the EBOM due to a logical grouping of certain items. You do not want to see these phantom assemblies in the MBOM as they only complicate the structuring of the MBOM or lead to phantom activities. In an EBOM-MBOM transition these phantom assemblies should disappear and the underlying end items should be linked to the higher level.
When extracting an EBOM directly from a 3D CAD structure, there might be subassemblies in the EBOM due to a logical grouping of certain items. You do not want to see these phantom assemblies in the MBOM as they only complicate the structuring of the MBOM or lead to phantom activities. In an EBOM-MBOM transition these phantom assemblies should disappear and the underlying end items should be linked to the higher level.
EBOM materials
In the EBOM, there might be materials like a rubber tube with a certain length, a strip with a certain length, etc. These materials cannot be purchased in these exact dimensions. Part of the EBOM to MBOM transition is to translate these EBOM items (specifying the exact material) into purchasable MBOM items combined with a fitting operation.
EBOM end-items (make)
For make end-items, there are usually approved manufacturers defined and it is desirable to have multiple manufacturers (certified through the AML) for make end-items, depending on cost, capacity and where the product needs to be manufactured. Therefore, a make end-item in the EBOM will not appear in a resolved MBOM.
EBOM end-items (buy)
For buy end-items, there is usually a combination of approved manufacturers (AML) combined with approved vendors (AVL). The approved manufacturers are defined by engineering, based on part specifications. Approved vendors are defined by manufacturing combined with purchasing based on the approved manufacturers and logistical or commercial conditions
Are EBOM items and MBOM items different?
 There is a debate if EBOM items should/could appear in an MBOM or that EBOM items are only in the EBOM and connected to resolved items in the MBOM. Based on the previous descriptions of the various EBOM items, you can conclude that a resolved MBOM does not contain EBOM items anymore in case of multiple sourcing. Only when you have a single manufacturer for an EBOM item, the EBOM item could appear in the MBOM. Perhaps this is current in your company, but will this stay the same in the future?
There is a debate if EBOM items should/could appear in an MBOM or that EBOM items are only in the EBOM and connected to resolved items in the MBOM. Based on the previous descriptions of the various EBOM items, you can conclude that a resolved MBOM does not contain EBOM items anymore in case of multiple sourcing. Only when you have a single manufacturer for an EBOM item, the EBOM item could appear in the MBOM. Perhaps this is current in your company, but will this stay the same in the future?
It is up to your business process and type of product which direction you choose. Coming back to one-off products, here is does not make sense to have multiple manufacturers. In that case, you will see that the EBOM item behaves at the same time as an MBOM item.
What about part numbering?
 Luckily I reached the 1000 words so let´s be short on this debate. In case you want an automated flow of information between PLM and ERP, it is important that shared data is connected through a unique identifier.
Luckily I reached the 1000 words so let´s be short on this debate. In case you want an automated flow of information between PLM and ERP, it is important that shared data is connected through a unique identifier.
Automation does no need intelligent numbering. Therefore giving parts in the PLM system and the ERP system a unique, meaningless number you ensure guaranteed digital connectivity.
If you want to have additional attributes on the PLM or ERP side that describe the part with a number relevant for human identification on the engineering side or later at the manufacturing side (labeling), this all can be solved.
An interesting result of this approach is that a revision of a part is no longer visible on the ERP side (unless you insist). Each version of the MBOM parts is pointing to a unique version of an MBOM part in ERP, providing an error free sharing of data.
Conclusion
Life can be simple if you generalize and if there was no past, no legacy and no ownership of data thinking. The transition of EBOM to MBOM is the crucial point where the real PLM vision is applied. If there is no data sharing on MBOM level, there are two silos, the characteristic of the old linear past.
(See also: From a linear world to a circular and fast)
What do you think? Is more complexity needed?

I will be soon discussing these topics at the PDT2015 in Stockholm on October 13-14. Will you be there ?
And for Dutch/Belgium readers – October 8th in Bunnik:

Op 8 oktober ben ik op het BIM Open 2015 Congres in Bunnik waar ik de overeenkomsten tussen PLM en BIM zal bespreken en wat de constructie industrie kan leren van PLM
 This is for the moment the last post about the difference between files and a data-oriented approach. This time I will focus on the need for open exchange standards and the relation to proprietary systems. In my first post, I explained that a data-centric approach can bring many business benefits and is pointing to background information for those who want to learn more in detail. In my second post, I gave the example of dealing with specifications.
This is for the moment the last post about the difference between files and a data-oriented approach. This time I will focus on the need for open exchange standards and the relation to proprietary systems. In my first post, I explained that a data-centric approach can bring many business benefits and is pointing to background information for those who want to learn more in detail. In my second post, I gave the example of dealing with specifications.
It demonstrated that the real value for a data-centric approach comes at the moment there are changes of the information over time. For a specification that is right the first time and never changes there is less value to win with a data-centric approach. Moreover, aren’t we still dreaming that we do everything right the first time.
The specification example was based on dealing with text documents (sometimes called 1D information). The same benefits are valid for diagrams, schematics (2D information) and CAD models (3D information)
1D,2D,3D …..
 The challenge for a data-oriented approach is that information needs to be stored in data elements in a database, independent of an individual file format. For text, this might be easy to comprehend. Text elements are relative simple to understand. Still the OpenDocument standard for Office documents is in the background based on a lot of technical know-how and experience to make it widely acceptable. For 2D and 3D information this is less obvious as this is for the domain of the CAD vendors.
The challenge for a data-oriented approach is that information needs to be stored in data elements in a database, independent of an individual file format. For text, this might be easy to comprehend. Text elements are relative simple to understand. Still the OpenDocument standard for Office documents is in the background based on a lot of technical know-how and experience to make it widely acceptable. For 2D and 3D information this is less obvious as this is for the domain of the CAD vendors.
CAD vendors have various reasons not to store their information in a neutral format.
- First of all, and most important for their business, a neutral format would reduce the dependency on their products. Other vendors could work with these formats too, therefore reducing the potential market capture. You could say that in a certain manner the Autodesk 2D format for DXF (and even DWG) have become a neutral format for 2D data as many other vendors have applications that read and write back information in the DXF-data format. So far DXF is stored in a file but you could store DXF data also inside a database and make it available as elements.
- This brings us to the second reason why using neutral data formats are not that evident for CAD vendors. It reduces their flexibility to change the format and optimize it for maximal performance. Commercially the significant, immediate disadvantage of working in neutral formats is that it has not been designed for particular needs in an individual application and therefore any “intelligent” manipulations on the data are hard to achieve..
 The same reasoning can be applied to 3D data, where different neutral formats exist (IGES, STEP, …. ). It is very difficult to identify a common 3D standard without losing many benefits that an individual 3D CAD format brings currently. For example, CATIA is handling 3D CAD data in a complete different way as Creo does, and again handled different compared to NX, SolidWorks, Solid Edge and Inventor. Even some of them might use the same CAD kernel.
The same reasoning can be applied to 3D data, where different neutral formats exist (IGES, STEP, …. ). It is very difficult to identify a common 3D standard without losing many benefits that an individual 3D CAD format brings currently. For example, CATIA is handling 3D CAD data in a complete different way as Creo does, and again handled different compared to NX, SolidWorks, Solid Edge and Inventor. Even some of them might use the same CAD kernel.
However, it is not only about the geometry anymore; the shapes represent virtual objects that have metadata describing the objects. In addition other related information exists, not necessarily coming from the design world, like tasks (planning), parts (physical), suppliers, resources and more
PLM, ERP, systems and single source of truth
This brings us in the world of data management, in my world mainly PLM systems and ERP systems. An ERP system is already a data-centric application, the BOM is already available as metadata as well as all the scheduling and interaction with resources, suppliers and financial transactions. Still ERP systems store a lot of related documents and drawings, containing content that does not match their data model.
PLM systems have gradually becoming more and more data centric as the origin was around engineering data, mostly stored in files. In a data-centric approach, there is the challenge to exchange data between a PLM system and an ERP system. Usually there is a need to share information between two systems, mainly the items. Different definitions of an item on the PLM and ERP side make it hard to exchange information from one system to the other. It is for that reason why there are many discussions around PLM and ERP integration and the BOM.

In the modern data-centric approach however we should think less and less in systems and more and more in business processes performed on actual data elements. This requires a company-wide, actually an enterprise-wide or industry-wide data definition of all information that is relevant for the business processes. This leads into Master Data Management, the new required skill for enterprise solution architects
 The data-centric approach creates the impression that you can achieve a single source of the truth as all objects are stored uniquely in a database. SAP solves the problem by stating everything fits in their single database. To my opinion this is more a black hole approach: Everything gets inside, but even light cannot escape. Usability and reuse of information that was stored with the intention not to be found is the big challenge here.
The data-centric approach creates the impression that you can achieve a single source of the truth as all objects are stored uniquely in a database. SAP solves the problem by stating everything fits in their single database. To my opinion this is more a black hole approach: Everything gets inside, but even light cannot escape. Usability and reuse of information that was stored with the intention not to be found is the big challenge here.
Other PLM and ERP vendors have different approaches. Either they choose for a service bus architecture where applications in the background link and synchronize common data elements from each application. Therefore, there is some redundancy, however everything is connected. More and more PLM vendors focus on building a platform of connected data elements, where on top applications will run, like the 3DExperience platform from Dassault Systèmes.
 As users we are more and more used to platforms as Google, Apple provide these platforms already in the cloud for common use on our smartphones. The large amount of apps run on shared data elements (contacts, locations …) and store additional proprietary data.
As users we are more and more used to platforms as Google, Apple provide these platforms already in the cloud for common use on our smartphones. The large amount of apps run on shared data elements (contacts, locations …) and store additional proprietary data.
Platforms, Networks and standards
And here we enter an interesting area of discussion. I think it is a given that a single database concept is a utopia. Therefore, it will be all about how systems and platforms communicate with each other to provide in the end the right information to the user. The systems and platforms need to be data-centric as we learned from the discussion around the document (file centric) or data-centric approach.
In this domain, there are several companies already active for years. Datamation from Dr. Kais Al-Timimi in the UK is such a company. Kais is a veteran in the PLM and data modeling industry, and they provide a platform for data-centric collaboration. This quote from one of his presentations, illustrates we share the same vision:
“……. the root cause of all interoperability and data challenges is the need to transform data between systems using different, and often incompatible, data models.
It is fundamentally different from the current Application Centric Approach, in that data is SHARED, and therefore, ‘NOT OWNED’ by the applications that create it.
This means in a Data Centric Approach data can deliver MORE VALUE, as it is readily sharable and reusable by multiple applications. In addition, it removes the overhead of having to build and maintain non-value-added processes, e.g. to move data between applications.”
Another company in the same domain is Eurostep, who are also focusing on business collaboration between in various industries. Eurostep has been working with various industry standards, like AP203/214, PLCS and AP233. Eurostep has developed their Share-A-space platform to enable a data-centric collaboration.
 This type of data collaboration is crucial for all industries. Where the aerospace and automotive industry are probably the most mature on this topic, the process industry and construction industry are currently also focusing on discovering data standards and collaboration models (ISO 15926 / BIM). It will be probably the innovators in these industries that clear the path for others. For sure it will not come from the software vendors as I discussed before.
This type of data collaboration is crucial for all industries. Where the aerospace and automotive industry are probably the most mature on this topic, the process industry and construction industry are currently also focusing on discovering data standards and collaboration models (ISO 15926 / BIM). It will be probably the innovators in these industries that clear the path for others. For sure it will not come from the software vendors as I discussed before.
Conclusion
If you reach this line, it means the topic has been interesting in depth for you. In the past three post starting from the future trend, an example and the data modeling background, I have tried to describe what is happening in a simplified manner.
If you really want to dive into the PLM for the future, I recommend you visit the upcoming PDT 2014 conference in Paris on October 14 and 15. Here experts from different industries will present and discuss the future PLM platform and its benefits. I hope to meet you there.

Some more to read:
https://us.sogeti.com/wp-content/uploads/2014/04/PLM-Systems-White-Paper.pdf

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…