
You are currently browsing the category archive for the ‘Education’ category.
 In my last post, My four picks from PLMIF, I ended with the remark that the discussion related to the Multiview BOM concept was not complete. The session presented by James Roche focused on the Aerospace & defense domain and touched the surface. There is a lot of confusion related to best practices associated with BOM-handling. Sometimes created to promote unique vendor capabilities or to hide system complexity.
In my last post, My four picks from PLMIF, I ended with the remark that the discussion related to the Multiview BOM concept was not complete. The session presented by James Roche focused on the Aerospace & defense domain and touched the surface. There is a lot of confusion related to best practices associated with BOM-handling. Sometimes created to promote unique vendor capabilities or to hide system complexity.
Besides, we need to consider the past as, in particular, for PLM, the burden of legacy processes and data is significant. Some practices even come from the previous, paper-based century, later mixed with behavior from 3D CAD-systems.
 Therefore, to understand the future, I will take you through the past to understand why certain practices were established. Next, in a few upcoming posts, I want to explain the evolution of BOM-practices. How each new technology step introduced new capabilities that enabled companies to improve their product delivery process.
Therefore, to understand the future, I will take you through the past to understand why certain practices were established. Next, in a few upcoming posts, I want to explain the evolution of BOM-practices. How each new technology step introduced new capabilities that enabled companies to improve their product delivery process.
I will describe the drawing approach (for PLM – the past), the item-centric approach (for PLM – the current), and the model-driven approach(for PLM – the future). How big this sequence will become is not clear at this stage.
 Whenever I come close to 1200 – 1500 words, I will stop and conclude. Based on my To-do list and your remarks, I will continue in a follow-up post. The target will be to have a vendor-neutral collection of information to help you identify your business and the next possible steps.
Whenever I come close to 1200 – 1500 words, I will stop and conclude. Based on my To-do list and your remarks, I will continue in a follow-up post. The target will be to have a vendor-neutral collection of information to help you identify your business and the next possible steps.
Working with drawings

MRP/ERP – the first IT-system
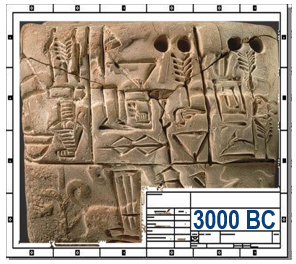
For this approach, I go back fifty years in time, when companies were starting to work with their first significant IT-system, the MRP-system. MRP stands for Material Requirements Planning. This system became the heart of the company, scheduling the production. The extension to ERP (Enterprise Resource Planning) quickly after, made it possible to schedule other resources and, essential for the management, to report financials. Now execution could be monitored by generating all kinds of reports.
Still, the MRP/ERP-system was wholly disconnected from the engineering world as the image shows below. Let us have a look at how this worked at that time.

The concept
 Products have never been designed from scratch by jumping to drawings. In the concept phase, a product was analyzed, mainly on its mechanical behavior. Was there anything else at that time? Many companies thank their existence from a launching product which someone, most of the time, the founder of the company, invented in a workshop. The company than improved and enriched this product by starting from the core product, creating enhancements in various areas of applicability.
Products have never been designed from scratch by jumping to drawings. In the concept phase, a product was analyzed, mainly on its mechanical behavior. Was there anything else at that time? Many companies thank their existence from a launching product which someone, most of the time, the founder of the company, invented in a workshop. The company than improved and enriched this product by starting from the core product, creating enhancements in various areas of applicability.
These new ideas were shared through sketches and prototypes.
The design
The detail design of a product is delivered by a technical documentation set, often a package of manufacturing drawings containing a list of parts on the drawing, assembly with instructions. Balloon numbers are used to indicate parts in an assembly or section view. In addition, there are the related fabrication drawings. The challenge for this approach is that all definitions must be there uniquely and complete to avoid ambiguity, which could lead to manufacturing errors.
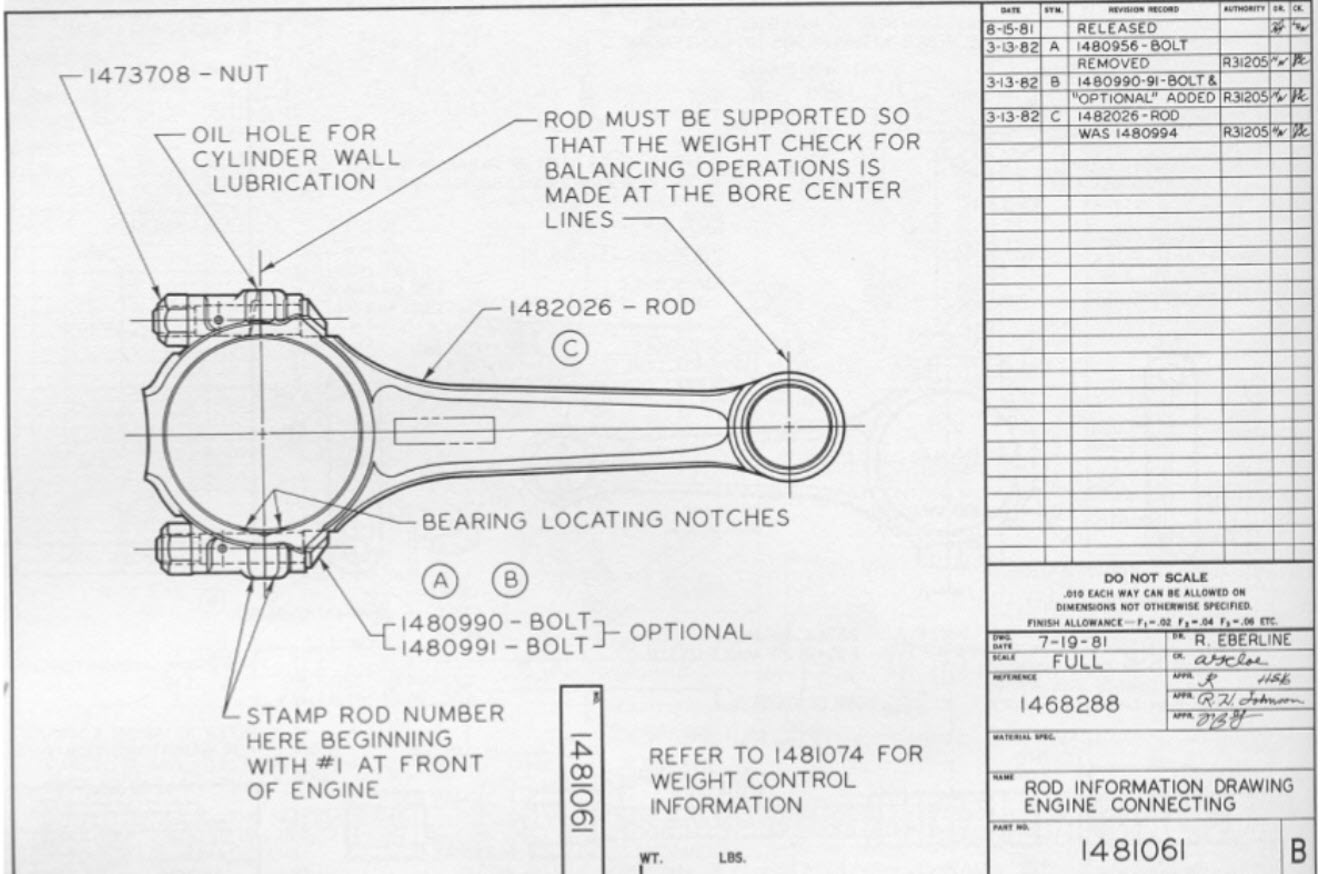
The parts list contains make-parts, supplier parts, and standard parts. The make-parts are specified again by manufacturing drawings, identified by a number that uniquely identifies the correct drawing version. A habit here: Part number = Drawing Number (+ revision)
![]() As the part is identified by a drawing the part most of the time got an “intelligent” part number and a revision. Intelligent to support easy recognition and revisions as at the end we do not want to generate a new part number when there is an evolution of the part. Read more about this in What the FFF is happening and “Intelligent” part numbers?
As the part is identified by a drawing the part most of the time got an “intelligent” part number and a revision. Intelligent to support easy recognition and revisions as at the end we do not want to generate a new part number when there is an evolution of the part. Read more about this in What the FFF is happening and “Intelligent” part numbers?
 The standardized parts can be either company standard parts or external standard parts. There is a difference between them.
The standardized parts can be either company standard parts or external standard parts. There is a difference between them.
A company standard part could be a certain bracket, a frame. Anything that the company decided to standardize on for its own products Company standard parts are treated like make parts; they have an identifier related to their manufacturing drawings. Again, here the habit: Part Number = Drawing Number (+ revision)
The supplier part is coming from a supplier that manufactures this part based on the supplier or market specifications. You can specify this part by using the supplier’s catalog number or refer to the standard.
 For example, the part that has been specified under a certain ISO/ANSI/DIN-standard. For example, a stainless-steel bolt M8 x 1,25 x 20, meaning a metric bolt with a head diameter of 8 mm, a speed of 1,25 mm, and a length of 20 mm. You specify the standard part according to the standard. Purchasing will decide where to buy this part
For example, the part that has been specified under a certain ISO/ANSI/DIN-standard. For example, a stainless-steel bolt M8 x 1,25 x 20, meaning a metric bolt with a head diameter of 8 mm, a speed of 1,25 mm, and a length of 20 mm. You specify the standard part according to the standard. Purchasing will decide where to buy this part
Manufacturing Preparation
This is the most inefficient stage when working in a traditional drawing approach. At this stage, the information provided in drawings needs to be entered into the MRP/ERP-system to start production. This is the place where information is thrown over the wall as some might say.
This means a person needs to create process steps in the ERP-system based on the drawing information. For each manufacturing step, there needs to be a reference to the right drawing. Most ERP-systems have a placeholder where you can type the drawing number(s). Later, when companies were using CAD, there could be a reference to a file.
 The part number in the ERP-system might be the same as the drawing number; however, the ERP-system requires unique numbers. In the beginning, ERP-systems were the number-generator for new parts. The unique number was often 6 to 7 digits in size, because it fits in our human short-term memory.
The part number in the ERP-system might be the same as the drawing number; however, the ERP-system requires unique numbers. In the beginning, ERP-systems were the number-generator for new parts. The unique number was often 6 to 7 digits in size, because it fits in our human short-term memory.
The parts list on the drawings had to be entered in the ERP-system too. A manual operation that often required additional research from the manufacturing engineer. As the designer might have specified the SS Bolt M8 x 1,25 x 20 as such, manufacturing preparation has to search in the ERP-system for the company’s part number.
Suppliers have to be sourced for outside manufactured make-parts. In case you do not want to depend on a single supplier, you have to send drawings and specifications to the supplier before the product is released. The supplier will receive a drawing number with revision and status warning.
If everything worked well the first time, there would be no iterations between engineering and manufacturing preparation. However, this is a utopia: prototype changes, potential manufacturing issues will require changes in the drawings. These changes require updates in the drawings, which will lead to new versions. How do you keep consistency between all identifiers?
Manufacturing
 During manufacturing, orders are processed based on information from the ERP-system. The shop floor gets the drawing provided to the link in ERP. Sometimes there are issues during manufacturing. In coordination with engineering, some adaptations will be made to the manufacturing process. e.g., a changed fit or tolerance. Instead of going back to engineering to provide a new documentation set, the relevant drawings are redlined. Engineering will update these drawings whenever they touch them in the future (yeah, yeah).
During manufacturing, orders are processed based on information from the ERP-system. The shop floor gets the drawing provided to the link in ERP. Sometimes there are issues during manufacturing. In coordination with engineering, some adaptations will be made to the manufacturing process. e.g., a changed fit or tolerance. Instead of going back to engineering to provide a new documentation set, the relevant drawings are redlined. Engineering will update these drawings whenever they touch them in the future (yeah, yeah).
Configuration Management
But will they update them? Perhaps already a new version existed due to the product’s evolution. Everything needs to be coordinated manually. Smaller companies heavily rely on people knowing things and talking together.
Larger companies cannot work in the same manner; therefore, they introduce procedures to guarantee that the information flow is consistent and accurate. Here the practices from configuration management come in.
 There are many flavors of configuration management. Formal CM was first used in the 1950s to control the technical documentation for complex space and weapons systems. (Source ESA CM initiative for SME’s – © 2000) We will see it come back in future posts dealing with more complex products and the usage of computer systems.
There are many flavors of configuration management. Formal CM was first used in the 1950s to control the technical documentation for complex space and weapons systems. (Source ESA CM initiative for SME’s – © 2000) We will see it come back in future posts dealing with more complex products and the usage of computer systems.
Last year I wrote a few times about PLM and configuration management (PLM and CM – a happy marriage?) not relevant at this moment as there is no PLM yet.
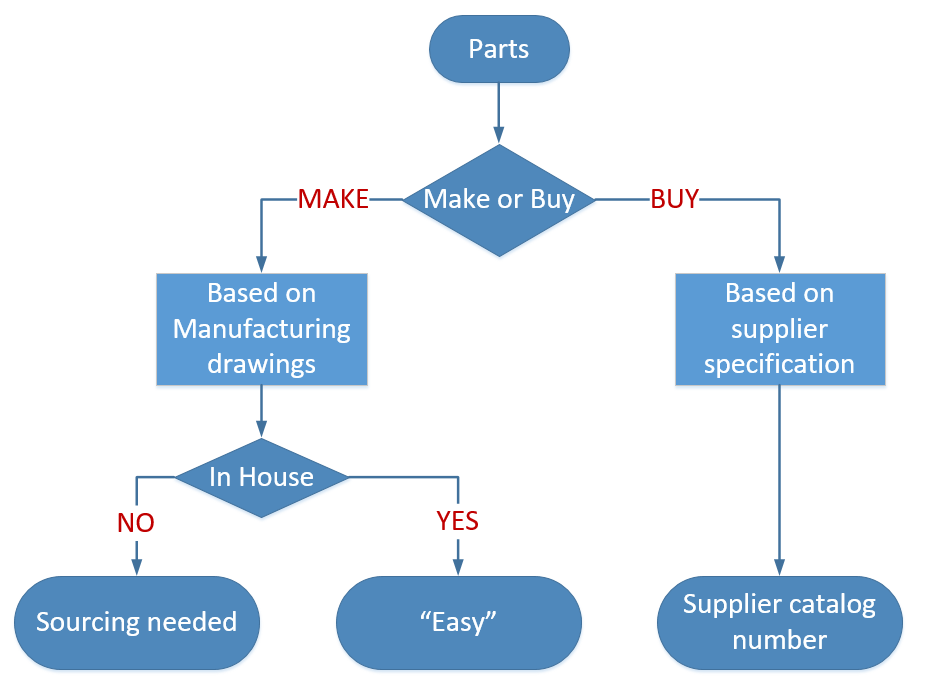
Where is the BOM
As you might have noticed, there was no mentioning of a BOM so far. At this stage, there is only one Bill of Materials managed in the ERP-system. The source from the BOM comes from the various parts lists on the drawings, completed with manual additions.
 Nobody talks in this stage about an EBOM or MBOM as there is only one BOM, a kind of hybrid BOM, where manufacturing steps were driving the way parts are grouped. Because the information was processed step by step, why would you like to have a multilevel BOM or a BOM tree?
Nobody talks in this stage about an EBOM or MBOM as there is only one BOM, a kind of hybrid BOM, where manufacturing steps were driving the way parts are grouped. Because the information was processed step by step, why would you like to have a multilevel BOM or a BOM tree?
Note: The image on the left was one of my first images in 2008 when I started my blog.
Summary
Working with drawings introduced “intelligent” part numbers as the documents have to be identified by manual interpretations. The intelligence of the part number was there to prevent people from making mistakes as the number already was a kind of functional identifier. Combined with a revision and versioning in the number, nothing could go wrong if handled consistently.
 The disadvantage was that new employees had to master a numbering system. Next, the risk for all employees that a released drawing will not change its status. Only manual actions (retract/replace) will avoid making mistakes. And then, there are the disconnected redline drawings.
The disadvantage was that new employees had to master a numbering system. Next, the risk for all employees that a released drawing will not change its status. Only manual actions (retract/replace) will avoid making mistakes. And then, there are the disconnected redline drawings.
The “drawing number equals part number” relation created a constraint that will be hard to maintain in the future. Therefore you should worry if you still work according the above principles.
Conclusion
I reached the 1500 words – a long story – probably far from complete. I encourage readers to provide enhancements that might be relevant in the comments. This post might look like a post for dummies. However, to understand what is applicable to the future, we first need to understand why certain practices have been defined in the past.
I am looking forward to your comments and enhancements to make this a relevant stream of public information for all.
 Two weeks ago, I wrote about the PLM Innovation Forum, a virtual conference organized by TECHNIA, where I described some of my experiences with the event and the different ways of interaction in a virtual conference.
Two weeks ago, I wrote about the PLM Innovation Forum, a virtual conference organized by TECHNIA, where I described some of my experiences with the event and the different ways of interaction in a virtual conference.
The content remains available till May 31st, so I had time to stroll through the rich content offered. In particular, if you are already familiar with the Dassault Systèmes & TECHNIA offerings, the content is extremely rich.
From the “auditorium“, I selected four presentations that have a logical relation to each other. I believe they will help you understand some of the aspects of PLM independent of the PLM vendor. Let’s start.
Value-Driven Implementation
In this session, Johannes Storvik, you can identify three parts. In the first part, Johannes talks about how to select the best PLM-approach, discussing the various options from custom, standardized, or even fully Out-Of-The-Box, comparing these options with building types. An interesting comparison, however, there is a risk with this approach.
 Many companies are now stating they only need a collection of Commercial of the Shelf (COTS) systems and prefer only OOTB. The challenge with this approach is that you start from the tools, constraining the business from the start.
Many companies are now stating they only need a collection of Commercial of the Shelf (COTS) systems and prefer only OOTB. The challenge with this approach is that you start from the tools, constraining the business from the start.
 I would state start from your business goals, and ultimately they will lead to requirements for the tools. And then, if available, you find solutions that require no or minor adaptation. Starting from the business is crucial, and Johannes elaborates more on that.
I would state start from your business goals, and ultimately they will lead to requirements for the tools. And then, if available, you find solutions that require no or minor adaptation. Starting from the business is crucial, and Johannes elaborates more on that.
The second part discussing PLM benefits, and if you are looking for confirmation PLM brings value, have a look at the topics, areas, and numbers mentioned. Most benefits and areas are quite traditional, related to a coordinated organization (if you follow my coordinated to connected typology).
The last part, connecting the dots from business to enablers, a Benefits Dependency Network, is a methodology that I recommend. Originally developed by Cranfield School of Management, it allows you to connect your PLM-needs to the company’s business needs and strategies. You can read more about this methodology in this HBR article: A tool to map your next digital initiative.
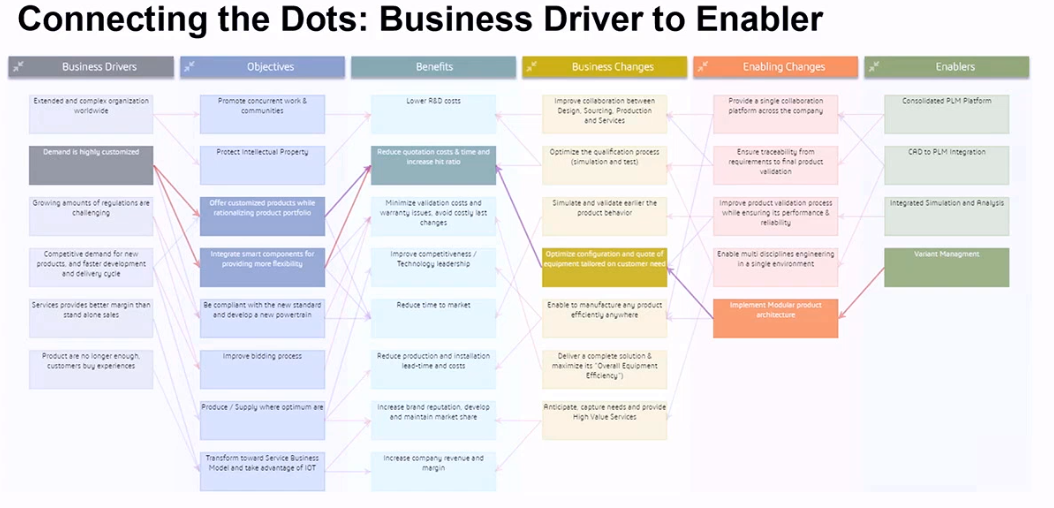
Benefits Dependency Network: note the potential storyline you can build
My experience from this methodology is that it allows you to extract one, two perhaps three storylines. These storylines then help you to explain why the PLM enablers are needed connecting to a business case into one understandable storyline, suitable for all levels in the company
With Johannes, we went from PLM-characteristics towards connecting PLM to the business and exec management, making PLM implicit visible at the management level. Now the next step.
Industrialization of the Construction Industry
 The theme of this session might be misleading. Arto Tolonen, from the LETHO group, has a long history in PLM as a practitioner and at the University of Oulu, where he specialized in Product Data Management and Product Portfolio Management.
The theme of this session might be misleading. Arto Tolonen, from the LETHO group, has a long history in PLM as a practitioner and at the University of Oulu, where he specialized in Product Data Management and Product Portfolio Management.
The last part of his presentation is dealing with transformational thinking for the construction industry from a one-off construction towards thinking in repeatable processes, using PLM practices. With his dry humor, he asks:
“Why are all buildings prototypes ?” and more.
For many years, I have been preaching PLM practices to be valuable for other industries too. See this 2013 post: PLM for all industries? The most common challenge was to respond to the question: “What does your tool do?” PLM practices only become valuable if you think in repeatable processes.
The exciting part is when Arto talks about the disconnect between the exec level in an organization and reality in the field. Understanding how products are performing, and how each product contributes to the profit of the company, is usually blurred with subjective information. Your company’s love baby might be the worst performer but never dropped from the product portfolio for sentimental reasons.
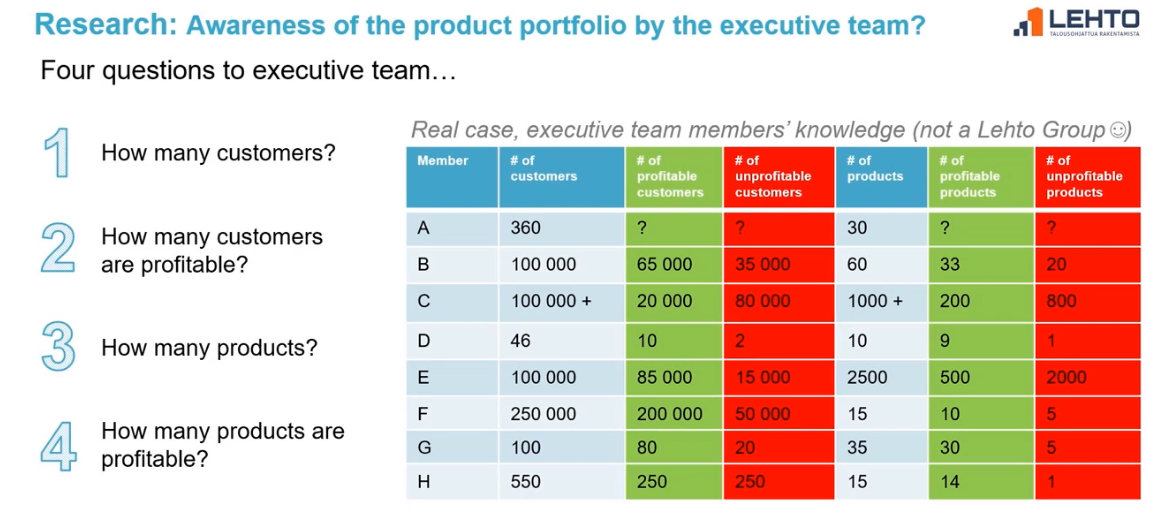
Arto explains the importance of (digital) portfolio management, connecting the economic data with the technical data. And by doing so, use portfolio management to drive the development of new offerings based on market needs and numbers. Or to decommission products.
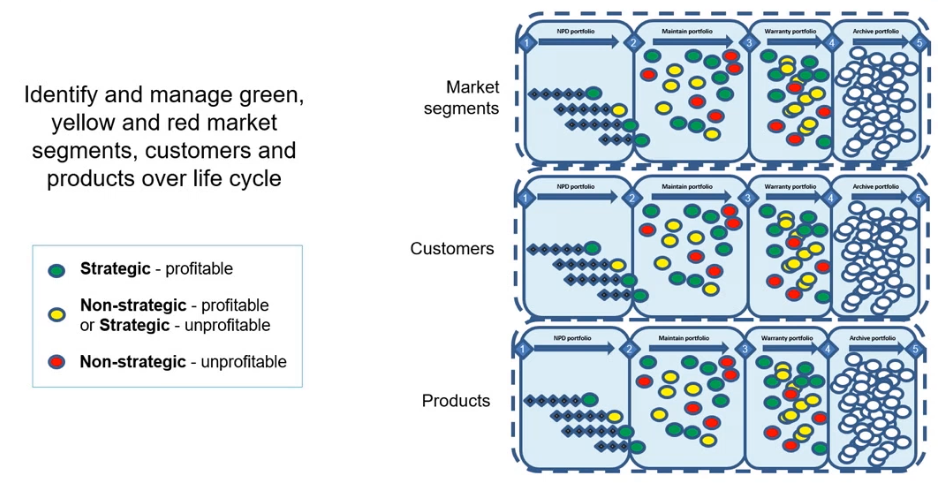 I am fully aligned with Arto and believe that a digital transformation should include a connected product portfolio management environment, driving new development projects. Product Portfolio management is not the same as BOM-management.
I am fully aligned with Arto and believe that a digital transformation should include a connected product portfolio management environment, driving new development projects. Product Portfolio management is not the same as BOM-management.
The portfolio items are facing the outside world, your customers. How the products are built, is defined in the inside world of BOMs and design data.
Now combining product portfolio management with product management makes a lot of more sense if you are going to use it to support the modularization of your products. Based on solution platforms, you can design your products to become modular, leading to a lot of business benefits.
With Arto, we discovered the need to have digital portfolio management connecting business performance and product development. Another implicit reason for PLM to your business explained with humor. Now the next step.
Modularization
Closely related to product portfolio management is the topic of modularization. If you want to optimize your offering with a great variety of choices for your customers, without spending more time to develop an individual solution, you need to implement modularization for your products.

Daniel Strandhammar van Brick Strategy explains this topic in his session. So many companies I am working with a claim that they want to move from and ETO (Engineering To Order) model to a CTO (Configure To Order) model. Unfortunately, many of them keep on talking about that without making steps towards more configurable products.
 Although in many PLM-infrastructures, the capabilities exist to support the modularity of a product portfolio, it requires thinking and analysis outside the tools. The tools are there to support the modularization. Still, it depends on your engineering teams to transform the company’s portfolio step by step into a more modular product. Brick Strategy is typical such a company that can help you and coach you in a modularization process.
Although in many PLM-infrastructures, the capabilities exist to support the modularity of a product portfolio, it requires thinking and analysis outside the tools. The tools are there to support the modularization. Still, it depends on your engineering teams to transform the company’s portfolio step by step into a more modular product. Brick Strategy is typical such a company that can help you and coach you in a modularization process.
If you look at the benefits Daniel is mentioning related to modularization, these benefits are significant. However, as Daniel also explains per type of business, the effects of modularization might be different, still in every situation worth to invest.

It is interesting to know that many of the modularization methodologies come from Scandinavian countries. Perhaps a region, with companies like Scania (master of modularization), IKEA and others leading the ways towards modularization. Is it a surprise that LEGO is also a Scandinavian company?
Daniel continues by explaining how a roadmap for modularization could look like. If you are struggling with that point, have a look at the video. It is a crucial part of the story.
Note: There is also a presentation from Anders Malmberg fro Scania talking about their Starling project. Not particularly related to modularization, more related to how to organize significant PLM transformations.
With Daniel’s presentation, we see the relation between a product portfolio and modularization. Another implicit reason for PLM to improve your business explained. Now let’s do it.
Making Multi-view BOM a reality
My ultimate dream was that James Roche from CIMdata would complete the storyline. We went from business initiatives through product portfolio management and modularization through a flow of organizational topics to enhance your business outcome using PLM.
 With James, I was hoping we now would get the final necessary part, the need for a multi-view BOM, and how to establish this. As I mentioned before with modularization, many companies started with a kind of ETO-approach to deliver solutions for their customers. The downside of this approach is that, when designing a product, the manufacturing process was already leading the way the BOM will be structured. Many of the companies that I work with are in this situation. There is no clear EBOM and MBOM, the situation is a kind of hybrid BOM, blocking modularity and multi-plant manufacturing.
With James, I was hoping we now would get the final necessary part, the need for a multi-view BOM, and how to establish this. As I mentioned before with modularization, many companies started with a kind of ETO-approach to deliver solutions for their customers. The downside of this approach is that, when designing a product, the manufacturing process was already leading the way the BOM will be structured. Many of the companies that I work with are in this situation. There is no clear EBOM and MBOM, the situation is a kind of hybrid BOM, blocking modularity and multi-plant manufacturing.
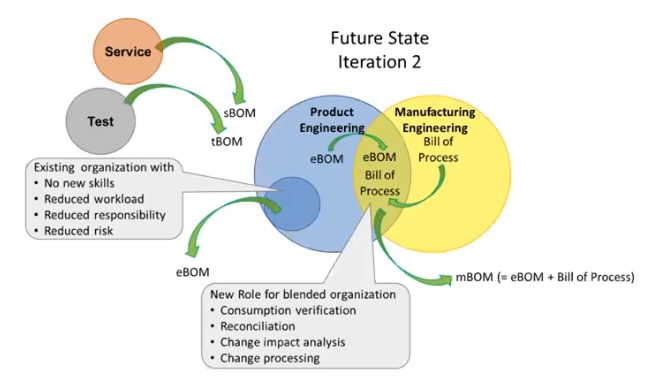 James’s presentation unfortunate started with a 10 min technical delay, and then the next part is crucial to understand. He explains nicely what it means to have a “hybrid” single BOM and more to a multi-view EBOM/MBOM. James addressed this topic, both using an example looking at it from a technological and organizational view.
James’s presentation unfortunate started with a 10 min technical delay, and then the next part is crucial to understand. He explains nicely what it means to have a “hybrid” single BOM and more to a multi-view EBOM/MBOM. James addressed this topic, both using an example looking at it from a technological and organizational view.
As James is the CIMdata Practice Director for Aerospace & Defense, this was the industry in focus and even example provided above is not necessarily the best solution for every A&D company. Organizational change and managing risks are crucial in such a transition, and that is where James spent even more time. It would be great, and I consider it one of my next blog options, to discuss and share best practices for other types of industries. Is there always a need for a multi-view BOM and are they all the same?
With James we concluded the PLM value story, making it my fourth pick of the PLMIF conference, giving you an end-to-end storyline why PLM is important and how it is connected to your business results.
Conclusion
The four presentations that I highlighted here show a storyline that is crucial to understand and pitch when you talk about the business value of PLM. It is not about technical features and functions. It is part of a business strategy, building the right portfolio, manage it in a modular manner, and use multiple BOM views to optimize the delivery of your products.
Note: two more weeks to see the full presentations of PLMIF – go and have a look in case you haven’t done so: http://www.plmif.org
![]() I usually write a post after participating in a PLM conference. Last week, I participated in TECHNIA’s PLM Innovation Forum, which was a 100 % virtual event with over 1500 registered participants from 58 countries. These numbers show the power of a virtual conference during these difficult times. It is an excellent option for a sustainable future – less travel to be there.
I usually write a post after participating in a PLM conference. Last week, I participated in TECHNIA’s PLM Innovation Forum, which was a 100 % virtual event with over 1500 registered participants from 58 countries. These numbers show the power of a virtual conference during these difficult times. It is an excellent option for a sustainable future – less travel to be there.
The additional beauty of this event is that, although the live sessions are over, all the content will be available until May 31st. You can still join!
It was (and is) a well-organized and massive event with over 70 sessions; the majority pre-recorded. As you can imagine 70 live sessions in two days would be too massive to grasp. Today the Friday after the event, I have been watching other sessions that have my interest, and it felt like another conference day.
TECHNIA, globally the largest Dassault Systèmes (DS) implementer after DS themselves as Jonas Geyer, Technia’s CEO, mentioned in his introduction speech, illustrated the breadth of their industry and technology skills complementary or based on the 3DEXPERIENCE platform.

TECHNIA was supported by Dassault Systèmes Execs and subject experts. In addition, a larger group of companies and interest groups supported the conference, even our humble PLM Green Alliance as you can see in the image above.
I followed the full two live days in real-time, meanwhile man sitting in my virtual booth to chat with virtual visitors. To my surprise, the anxiety during the conference felt like a physical conference – you get energized.
 The positive point for me, no finger food or a standing lunch and decent coffee when needed. The point to enhance and learn for this type of event, is to make the booth a little more human – perhaps supported by video?
The positive point for me, no finger food or a standing lunch and decent coffee when needed. The point to enhance and learn for this type of event, is to make the booth a little more human – perhaps supported by video?
At the end, a great event, and if you are interested in the Dassault Systèmes/TECHNIA combined offering, supported by customer stories, take the chance till the end of May to register and browse the rich content.

Now I will share some of my picks from the live event. Another post will come based on my additional discoveries and networking discussions.
The B.CONNECT project
 Fabien Hoefer and Philip Haller both from B.Braun, a medical device, and pharmaceutical company, with a wide range of products. Their massive PLM-project, approx. sixty persons involved was driven by the fact that every product has a lot of related data stored in different silos that it becomes impossible to have the correct understanding and status and to maintain it for the product and service lifecycle, on average, 10 – 15 years.
Fabien Hoefer and Philip Haller both from B.Braun, a medical device, and pharmaceutical company, with a wide range of products. Their massive PLM-project, approx. sixty persons involved was driven by the fact that every product has a lot of related data stored in different silos that it becomes impossible to have the correct understanding and status and to maintain it for the product and service lifecycle, on average, 10 – 15 years.
Their target is a real PLM-platform implementation connecting the people, the processes, data, and systems. Their aim is really about the “connected” approach, a characteristic of a digital company.
As you can still watch the presentation, look at the following topics discussed:
- focus on product archetypes instead of division (portfolio management)
- data templates based on classification, global and specific data sets (data governance)
- the need to have a Master Data Management in place (data governance)
- the unique product identifier (remember the FFF-discussion in my blog)
- data-driven documentation (a perfect example of a digital PLM implementation)
- platform strategy (one application for one capability in a heterogeneous systems environment)
- Ownership of the PLM implementation at board level (it is not an engineering tool)
- in the Q&A – the mix of waterfall & agile – the hybrid approach (as in the medical world the validation of the system is required – a point we missed in the SmarTeam FDA toolkit – validation of a system is needed when the system/processes change)
![]() In the Q&A session, it was clear that the big elephant in the room, the migration, has been identified, but no answers yet. See my presentation to understand the reference to the elephant. I am curious about B. Braun’s approach, given my experience with PLM digital transformations. Will it be entirely digital or hybrid.
In the Q&A session, it was clear that the big elephant in the room, the migration, has been identified, but no answers yet. See my presentation to understand the reference to the elephant. I am curious about B. Braun’s approach, given my experience with PLM digital transformations. Will it be entirely digital or hybrid.
Looking forward to learning more from Fabien or Philip.
Business drivers for Sustainable Manufacturing
 This session, presented by Hannes Lindfred from TECHNIA, was one of my favorite presentations, as it links tightly to what we want to achieve with the PLM Green Alliance.
This session, presented by Hannes Lindfred from TECHNIA, was one of my favorite presentations, as it links tightly to what we want to achieve with the PLM Green Alliance.
The subtitle of the presentation says it all: “How PLM can support Supply chain transparency, Circular economy, and System oriented product development”.
In a relaxed and entertaining manner, he explained the concepts and the needs of a circular economy, combined with examples from reality. In particular, I liked his closing statement linking the potential of digitization, modern PLM, and the circular economy. We have to learn to think and act circular. Highly recommended to watch!
Leading PLM Trends & Potential Disruptors
 A PLM conference would not be a PLM-conference if Peter Bilello from CIMdata would not be speaking. We share a lot of insights related to digital transformation and the understanding it requires the involvement of PLM. However, it is not the traditional PLM that is needed.
A PLM conference would not be a PLM-conference if Peter Bilello from CIMdata would not be speaking. We share a lot of insights related to digital transformation and the understanding it requires the involvement of PLM. However, it is not the traditional PLM that is needed.
PLM needs to be rethought, think about the concept of a Product Innovation Platform. A digital platform is required if we want end-to-end digitalization; otherwise, we keep working in optimized silos.
Peter shared some survey results (see below) from early this year. It illustrates that most companies currently invest in traditional PDM aspects. Restating the need for our PLM communities to learn and educate and rethink aspects of PLM and learn to communicate them.

Remarkably similar to some of the aspects I explained in my: From Coordinated to Connected presentations. Changing to data, changing workforce, changing processes meaning systems thinking. Another plea for everyone to invest in learning. See his concluding remarks:
![]() The closing Q&A session was interesting, addressing additive manufacturing, the graph database, and potential PLM disruptors coming from outside the traditional PLM space.
The closing Q&A session was interesting, addressing additive manufacturing, the graph database, and potential PLM disruptors coming from outside the traditional PLM space.
I recommend, pay attention to the closing questions – so many good points to put PLM in perspective.
From Coordinated to Connected & Sustainable
 Of course, I recommend you watch my presentation. It is one of the few opportunities to hear in a short time all the thoughts and concepts that I developed over the past 5 – 6 years. It saves you reading all my blog posts, which are less structured than this presentation.
Of course, I recommend you watch my presentation. It is one of the few opportunities to hear in a short time all the thoughts and concepts that I developed over the past 5 – 6 years. It saves you reading all my blog posts, which are less structured than this presentation.
I recommend you to watch this presentation in the context of Peter Bilello’s presentation as there are a lot of similarities, told in different words.
![]() After my presentation, I appreciated the Q&A part, as it allowed me to point to some more of the related topics: Legacy CAD-issues – the incompatibility of the past and future data, Management vision and the Perception of ROI.
After my presentation, I appreciated the Q&A part, as it allowed me to point to some more of the related topics: Legacy CAD-issues – the incompatibility of the past and future data, Management vision and the Perception of ROI.
Professional PLM
Raise your standards and your horizons
 An interesting presentation to watch, after seeing Peter Bilello’s presentation and my presentation, is the one given by Roger Tempest. Roger is another veteran in the PLM-world and co-founder of the PLM Interest group. For many years Roger is striving to get the PLM professional recognized and certified. We both share the experience that being a PLM consultant is not a profession to become wealthy.
An interesting presentation to watch, after seeing Peter Bilello’s presentation and my presentation, is the one given by Roger Tempest. Roger is another veteran in the PLM-world and co-founder of the PLM Interest group. For many years Roger is striving to get the PLM professional recognized and certified. We both share the experience that being a PLM consultant is not a profession to become wealthy.
One of the reasons might be that the scope of PLM and what is the required skill level is not precise. PLM considered as an engineering tool and PLM having so many diverse definitions.
![]() The challenge of Roger’s approach is that it tries to capture people within a standardized PLM framework, which becomes apparent in the Q&A session. Currently, he is in the stage of building a steering group, “looking for companies that are fairly committed to PLM”. So which companies are the ones interested in PLM to commit time and resources to build a professional PLM body? This can be only academic people and PLM Vendors/Implementers. The last group will probably not likely agree on standardization.
The challenge of Roger’s approach is that it tries to capture people within a standardized PLM framework, which becomes apparent in the Q&A session. Currently, he is in the stage of building a steering group, “looking for companies that are fairly committed to PLM”. So which companies are the ones interested in PLM to commit time and resources to build a professional PLM body? This can be only academic people and PLM Vendors/Implementers. The last group will probably not likely agree on standardization.
Also related to the question about the different industries and maturity levels for companies came with an unsatisfactory answer. He talks about “absolute” PLM and no need to compare PLM with other industries. Here I believe there is such a fundamental difference in the meaning of PLM when talking to the traditional manufacturing companies as compared to high-tech/software-driven industries. I inserted here Marc Halpern’s maturity/technology diagram that I have been referencing in my presentation too.

The final question about vendors joining the PLM standardization group seems to be a utopia. As I expressed in my presentation, referring to Marc Halpern’s business maturity diagram, the vendors show us the vision of various business aspects related to PLM.
Marc already indicated this is the phase of the Product Innovation Platform.
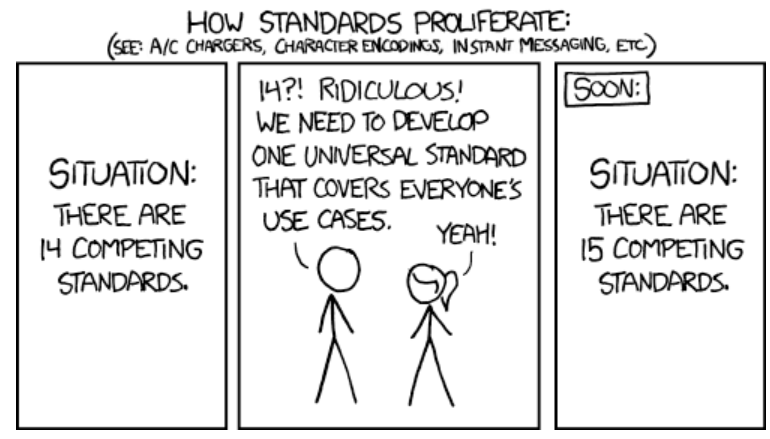
As long as the professional PLM organization is focusing on defining the standard, I foresee the outside world will move faster and be more diverse than a single PLM expert can handle. A typical issue with many other standards as you can see below.
What’s Next
I hope to see and participate more in virtual PLM conferences as it allows much larger audiences to connect compared to traditional conferences. However, there are things to improve, and therefore I want to propose some enhancements:
![]() Make sure during the “live” sessions, there is the experience of “being live and connected”. Even when streaming a pre-recorded lecture, always follow-up immediately with a live Q&A session. I found the Q&A sessions very educative as they clarify or put the presentation in a broader context.
Make sure during the “live” sessions, there is the experience of “being live and connected”. Even when streaming a pre-recorded lecture, always follow-up immediately with a live Q&A session. I found the Q&A sessions very educative as they clarify or put the presentation in a broader context.
The current virtual booth as only a chat room is too primitive – it reminded me of the early days of internet communication – discussion groups in ASCII-terminal mode through Compuserve (remember). A booth could become a virtual meeting space on its own – all, of course, depending on the amount of bandwidth available. The feeling of “The Doctor is in”
 It is great that the content is available for 30 days, and I agree there is a need for a time limit on the content; otherwise, the conference becomes more a library. What I would like to see after the “live” days to still have a kind of place for sharing. What are your favorite presentations, and why should others look at it?
It is great that the content is available for 30 days, and I agree there is a need for a time limit on the content; otherwise, the conference becomes more a library. What I would like to see after the “live” days to still have a kind of place for sharing. What are your favorite presentations, and why should others look at it?
Conclusion
A great event and learning experience for me. Virtual conferences are the future for sure, and I encourage others to develop this type of conferences related to PLM further. It is a way to share knowledge and discuss topics in a sustainable manner. In the upcoming 30 days, I will come back to the conference one more time, based on interesting topics discovered or discussion related to the content.
Meanwhile, I encourage you too – if you are still in lockdown and if there is time to study – this is one of these unique opportunities.

People, wherever you are, we are in a kind of lockdown. Some countries more restricted than others. Still, the challenge will be for most of us how to survive in two perhaps three months of being locked in your home and make the best of it. As I am not a virus expert, I will not give you any recommendations on this topic. As a PLM geek, I want to share with you the opportunities I see for the upcoming months.
A crisis is an opportunity
Most of us should be lucky that we do not live in the same situation as twenty years ago. At that time, internet connectivity was expensive and slow. Meaning working from home would mean isolation from the rest of the world. The positive point now is that we can be connected virtually without travel, without face-to-face meetings, and we are pushed to do so. This external push is an interesting point for me.
The traditional attitude for my PLM engagements was that face-to-face meetings are crucial for creating a human connection and trust. Now I ask myself is this a behavior of the past that should become obsolete in the future. Probably we cannot afford this approach anymore in the future if we take sustainability and the environment into consideration. We live now in a globally connected world, but should we act still in the old way?
Perhaps not. Let’s look at some of the examples that it is time to shift behaviors.
We might think in the Western world we know it all due to our dominance in the past hundred years. However, when you study history, you will see civilizations come to power and after hundreds of years, they lose power because they kill themselves internally. Apparently, a typical human property that will not disappear – still interesting to analyze when considering a globally connected world. Where is the point of gravity today?
Interestingly, the ancient Chinese population already knew that a crisis was an opportunity, as I am being told. The Chinese characters for crisis mean danger and opportunity, respectively, according to Wiki – see the image above. Joe Barkai was one of the first in my network that took action to explain that instead of focusing on the loss of what is happening now, we should take the opportunity to be better prepared for the future. You can read his post here: The Corona virus and your company’s brand. And these kinds of messages are popping up more frequently now. Let’s stay safe while thinking and preparing for the future.
Now a PLM related example.
Remember what the FFF is happening?
 Two-three weeks ago, we had a vivid discussion in our PLM and CM community based on the famous FFF mnemonic. What the FFF is happening was a post sharing my point of view, and there were a lot of reactions from different people.
Two-three weeks ago, we had a vivid discussion in our PLM and CM community based on the famous FFF mnemonic. What the FFF is happening was a post sharing my point of view, and there were a lot of reactions from different people.
The purpose of my post was to explain that the whole discussion was based on paradigms that drawings are defining the part. Because of that, we have a methodology to decide if YES or NO we need a new part number or revision. To me, this practice should no longer be a discussion.
A part has a unique identifier, and a document has a unique identifier. In PLM-systems, the information is managed by relations, no longer by identifiers – who knows the exact unique identifier? In a PLM-system information is connected, and the attributes of the part and document will tell you the details of the type of information. “Intelligent or meaningful” identifiers are in such an environment no longer relevant. Think about that…..
In the comments of my post, Jesse Leal was confirming this statement:

This in contrary to Joe Brouwer, who you might have noticed, always is spitting his opinion that the good old days of the draftsman are gone, Boeing made a tremendous mistake and that PLM is fake. This all combined with hyperlinks to his products and opinions. The comment below says it all:

Two points to observe in this response:
 “Hey, Bob, send me the new digital identifier”.
“Hey, Bob, send me the new digital identifier”.
This statement assumes that if a person needs to retrieve information from someone else, they need to contact this person (Bob).
Bob then needs to drop his current work and answer to the response and send the latest version of a drawing? This is old school. In a PLM-system, information should be connected, and if Bob has released his latest drawing (no matter if it is FFF), any user could find the latest approved version, not even having to look at the identifier (which could be meaningless) but by following the relations between products, parts, and documents.
This is PLM!
One of the benefits, Bob does not get disturbed during the day by these kinds of questions and can focus on his critical work as an expert.
 Second, if you need to sit with a designer to understand PLM, then you are probably talking with the wrong person. Designers work in the context of PDM. When we speak about PLM, we are talking about a broader scope beyond engineering and design.
Second, if you need to sit with a designer to understand PLM, then you are probably talking with the wrong person. Designers work in the context of PDM. When we speak about PLM, we are talking about a broader scope beyond engineering and design.
This is a common mistake in a lot of marketing stories. Companies that focus on the design space only, some EBOM-integrations with CAD-systems, are most of the time focusing on PDM. When Agile PLM came out (later Oracle E9) and later Aras without CAD-integrations, these companies were focusing on the flow of information inside the company, not necessarily driven by CAD. Of course, the traditional PLM companies combine CAD integration with other capabilities. Dassault Systèmes, Siemens, and PTC all have a strong relationship with their native CAD-systems. However, their offerings go way beyond CAD-integrations e.g. end-to-end governance, change processes and an item-centric backbone.
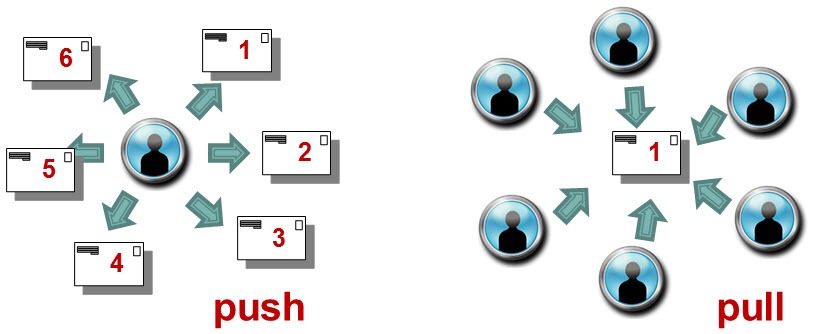
The diagram above explains the basics for the future. In a push-mode, the person in the middle has the responsibility to distribute information and ensure it remains accurate for all stakeholders. This makes this person crucial (good job security) but extremely inefficient compared to people working in the pull-mode, being responsible for getting the accurate data themselves. It may be clear the pull-mode is the model of a digital enterprise.
 So if you have the time now, take this time to rethink how well your company is ready for a digital future. Companies that currently rely on Bob are in trouble as Bob is currently sitting at home. Companies that have learned to shift from the push-mode to the pull-mode could continue working as planned, as they do not need Bob. And don’t worry about your job. If you are in Bob’s position you will lose your job over time. However, when you keep on evolving, learning and adding value to your company, you will be always needed – don’t lock yourself in.
So if you have the time now, take this time to rethink how well your company is ready for a digital future. Companies that currently rely on Bob are in trouble as Bob is currently sitting at home. Companies that have learned to shift from the push-mode to the pull-mode could continue working as planned, as they do not need Bob. And don’t worry about your job. If you are in Bob’s position you will lose your job over time. However, when you keep on evolving, learning and adding value to your company, you will be always needed – don’t lock yourself in.
If you want to be inspired more in this area, read Jan Bosch’s post: This is not the end . Here Jan mentions the opportunity to move to digital practices (and more) – get out of our traditional patterns
What can you do?
Even though COVID-19 has, and will have, a dramatic impact on our society, this is also the moment to rewire some of our processes. Because there was never time to think and act due to the running business. It reminded me of the financial crisis in 2008, when the market for PLM vendors was terrible, no significant sales for them as companies could not invest.
 However, for me, 2008 was an extremely busy year, thanks to all kinds of regulations from governments. There was time and budget to support employees to raise their skills and PLM was one of these domains. That year I conducted many workshops. It was also the year that I started my blog virtualdutchman.com.
However, for me, 2008 was an extremely busy year, thanks to all kinds of regulations from governments. There was time and budget to support employees to raise their skills and PLM was one of these domains. That year I conducted many workshops. It was also the year that I started my blog virtualdutchman.com.
Now we are in a similar situation and probably worse as now we are locked to our homes. However, we are also better connected. Imagine this situation without the internet. Now we can learn even better.
So let’s benefit from this connectivity and use the lockdown time to learn, think, and discuss with peers. Challenge and involve the management of your company how they see and lead to the future.

In that context, I am happy to spend on average one day per week on free conference calls if you need clarification or support for your PLM-related ideas.
Contact me through a personal message on LinkedIn, and we will find a way to connect.
Conclusion
This decade will be decisive for many of us. At the beginning of this year, I wrote PLM 2020- The next decade (4 challenges). With my narrow PLM-mind, I overlooked viruses. Bill Gates did not do that, as you can see from his 2015 TED talk: The next outbreak? We’re not ready. Bill also explains that our traditional thinking patterns should change in a globally connected world.
I wish you all the time to think and educate yourself and prepare for a changed future. Stay safe inside, stay healthy, knowing for some of you it will be a big challenge.

One week ago, Yoann Maingon wrote an innocent post with the question: Has FFF killed? The question was raised related to a 2014 problem at GM, where a changed part was causing fatal accidents.
 The discussion started by Yoann and here my short extract. Assuming this problem was a configuration management issue and Yoann somehow indicated that the problem might be related to the fact that ERP-systems do not carry a revision on the part number – leading to an unnoticed change. Therefore, he assumes there is a disconnect between the PLM-side (where we have parts with multiple lifecycle states and revisions) and ERP (where we have an industrial lifecycle – prototype/production).
The discussion started by Yoann and here my short extract. Assuming this problem was a configuration management issue and Yoann somehow indicated that the problem might be related to the fact that ERP-systems do not carry a revision on the part number – leading to an unnoticed change. Therefore, he assumes there is a disconnect between the PLM-side (where we have parts with multiple lifecycle states and revisions) and ERP (where we have an industrial lifecycle – prototype/production).
He posted his thoughts, and then LinkedIn exploded (currently 116 comments), which means it is a topic that is of significant concern in our community. Next, if you read the comments, there are different viewpoints:
- What does FFF really imply?
- What about revisions of parts?
- What are the best practices?
Let’s investigate these viewpoints with some comments
What does FFF really imply?
When we talk about FFF in engineering, we mean Form, Fit and Function – the three primary characteristics to describe a part (source Wikipedia)
- Form refers to such characteristics as external dimensions, weight, size, and visual appearance of a part or assembly. This is the element of FFF that is most affected by an engineer’s aesthetic choices, including enclosure, chassis, and control panel, that become the outward “face” of the product.
- Fit refers to the ability of the part or feature to connect to, mate with, or join to another feature or part within an assembly. The “fit” allows the part to meet the required assembly tolerances to be useful.
- Function is a criterion that is met when the part performs its stated purpose effectively and reliably. In an electronics product, for example, a function can depend on the solid-state components used, the software or firmware, and quite often on the features of the electronics enclosure selected.
 One of the comments in Yoann’s post referred to Safe/Unsafe as a potential functional characteristic. I think this addition is not needed. Safety should be a requirement for the part, not a characteristic.
One of the comments in Yoann’s post referred to Safe/Unsafe as a potential functional characteristic. I think this addition is not needed. Safety should be a requirement for the part, not a characteristic.
FFF was and still is an approach for engineers to decide if a new, improved version of the part would get a revision or needs a new part number.
I think before we dive deeper into the other viewpoints, it is crucial to define the part number a little more.
In a correct PLM data model, there are two types of part numbers. First, the internal part number that your company uses inside its engineering Bill of Materials to identify a part. This part number can be a meaningless part only to provide uniqueness inside the company.
In 2015 I wrote several posts related to best practices and data modeling for PLM. The most relevant posts to this discussion are here:
The part number can specify a part that needs to be manufactured according to specification, or it can be a part that needs to be purchased from an available supplier/manufacturer. The manufacturer part number is, most of the time, a meaningful number (6 – 7 characters) as these parts need to be ordered by your company. The manufacturer part number is the SKU for the manufacturer. As you can imagine in the manufacturer’s catalog, there isn’t a revision mentioned. In graphics, see the image below:

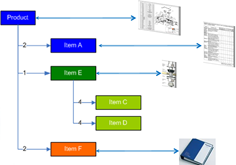
Your company might sell Product MP-323121 (note: the ID is meaningful to help the customer to order the product).
Internally there is a related EBOM that specifies the product. The EBOM top part is O122 (note: here, we can use a meaningless identifier as all is digitally connected).
For the manufacturing of O122, we need to resolve the EBOM according to its specifications. Therefore, for Part O124, the company needs to decide to purchase from their approved manufacturers either part ABC-21231 or XYZ-88818 (note: again, a meaningful ID as these companies are not digitally connected).
Now coming back to the FFF-discussion. For the orange parts, with a meaningful ID, no revision exists. However, if Assembly O122 is 100% FFF compatible, the Product ID MP-323121 will not change. It allows your company to optimize the EBOM and/or MBOM, meanwhile keeping 100% compatibility to the outside world. (note: the same principle applies to the two manufacturers for Part O124.)
In case Top Assembly O122 has new or changed parts – what should happen there?
 At that moment, the definition has changed. The definitions, most of the time described in documents/drawings/models, are related information to the BOM. Therefore the Top Assembly O122 should get a new identifier. There is no need to name it a revision, it is a new data set in the PLM-system, again with a meaningless identifier as we are connected digitally,
At that moment, the definition has changed. The definitions, most of the time described in documents/drawings/models, are related information to the BOM. Therefore the Top Assembly O122 should get a new identifier. There is no need to name it a revision, it is a new data set in the PLM-system, again with a meaningless identifier as we are connected digitally,
What about revisions of parts?
Of course, the management of changes existed long before PLM-systems were introduced.
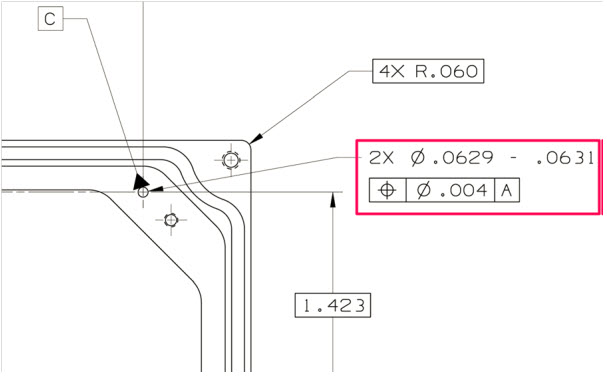
 The specifications of a part were defined in drawings. The drawing contained all the information, not only the geometry definitions, but also specifications on how to manufacture the part.
The specifications of a part were defined in drawings. The drawing contained all the information, not only the geometry definitions, but also specifications on how to manufacture the part.
For complex products, a considerable set of consistently related drawings would be released to manufacturing. A release process with physical signatures on it.
At the same time, there was no discussion: the drawing represents the part. And as there was no digital connection, part numbers/drawing numbers were meaningful, often with the format of the drawing as part of the identifier.
![]()
 In case changes were needed, for example, fixing a dimension or tolerance as discovered during manufacturing, the drawing had to be revised to remain consistent. First, in the original drawing, the issue or change was marked in red (redlining). Then engineering had to create a new version of the drawing.
In case changes were needed, for example, fixing a dimension or tolerance as discovered during manufacturing, the drawing had to be revised to remain consistent. First, in the original drawing, the issue or change was marked in red (redlining). Then engineering had to create a new version of the drawing.
Depending on the impact of change (here comes also the FFF-principle), people decided if a new part number was needed (FFF-change) or that the change only required an update of the drawing(s), meaning a revision. If the difference was small (for example, adding a missing annotation), it could be called a minor change, all to be reflected in the drawing number, which equals the part number in this approach. So, when we talk about revisions of parts, we are talking about a document change.
A lousy practice from that approach is also that often manufacturing just redlines a drawing and keeps the redlined drawing as their source. It is too time-consuming or difficult to update the source drawing(s) through a change process. Engineering is not aware of this change, and when a later change comes through from engineering, these “fixes” might be missed as there is no traceability.
Generic example of a PLM data model and its relationsWhen PLM-systems were introduced, of course, companies did not want to disrupt their existing ways of working. Therefore, they were asking the PLM-editors to enable revisions on parts and so the PLM-editors did (or do).

Decoupling of parts and documents in a PLM data model
However, if you want to use the PLM-system in the best manner, you need to “decouple” the concept: part number equals drawing number, combined with the possibility to start using meaningless identifiers, as relations between parts and drawings are managed in the PLM-system through relational links.
Relevant post related to the PLM data model are:
- EBOM and (CAD) Documents
- Intelligent Part or Product numbers
- The impact of Non-Intelligent Part numbers
What are the best practices?
As some people mentioned in their comments to Yoann’s post, why do we have to answer this question as all is already well understood and described in best practices? I agree with that statement: Best Practices exist – so how to obtain them?
 First, there is the whole framework of Configuration Management, which existed long before PLM-systems were introduced. If you follow their methodology, you can be (almost) guaranteed your information is consistent and correct. Configuration Management is crucial in areas where the impact of an error is enormous, like the GM-example Yoann referred to. Also, companies in the Aerospace and Defense industry are the ones that have strict configuration management in place.
First, there is the whole framework of Configuration Management, which existed long before PLM-systems were introduced. If you follow their methodology, you can be (almost) guaranteed your information is consistent and correct. Configuration Management is crucial in areas where the impact of an error is enormous, like the GM-example Yoann referred to. Also, companies in the Aerospace and Defense industry are the ones that have strict configuration management in place.
Configuration management does not come for free. It requires an investment in skills, potentially a change in ways of working, and requires an overhead. Manufacturing companies that are creating less “risky” products often focus more on optimizing (= reducing) the cost of their internal processes instead of investing in proper methodologies to manage consistency.
If you want to learn more about CM, investigate the Institute of Process Excellence (IPX), the founders of the CM2 framework for Enterprise Configuration Management, and much more. Note: Their knowledge does not come for free, which I can understand. However, it also creates a barrier for the company’s further investment in CM as this kind of strategic investments are hard to sell at the management level by individuals in a company.
 In the context of CM, I advise you to follow Martijn Dullaart, who is quite active in our social community. His latest blog post related to this thread is: It’s about Interchangeability and Traceability
In the context of CM, I advise you to follow Martijn Dullaart, who is quite active in our social community. His latest blog post related to this thread is: It’s about Interchangeability and Traceability
With the introduction of PLM-system, these companies and the PLM-editors created the opportunity to implement configuration management in their system.
 The data inside the system would be the “single version of the truth.” Unfortunately, this was most of the time, just a sales strategy, falsely giving the impression that information is under control now. Last year I wrote several posts related to the relation between PLM and CM, starting from PLM and Configuration Management – a happy marriage?
The data inside the system would be the “single version of the truth.” Unfortunately, this was most of the time, just a sales strategy, falsely giving the impression that information is under control now. Last year I wrote several posts related to the relation between PLM and CM, starting from PLM and Configuration Management – a happy marriage?
If you are interested in another resource for information related to these topics, have a look at the website from Jörg Eisenträger who also collected his best practices for PLM and CM for sharing (thanks Paul van der Ree for the link)
Don’t expect best practices from your PLM-vendors as their role is to sell software. It is the continuous discussion between:
- A PLM-system that forces companies to work according to embedded methodology (hard to sell/implement but idealistically correct)
And
- A flexible PLM-system that allows you to build and configure anything (easy to sell/challenging to implement correctly, depending on “wise” decisions)
The Future
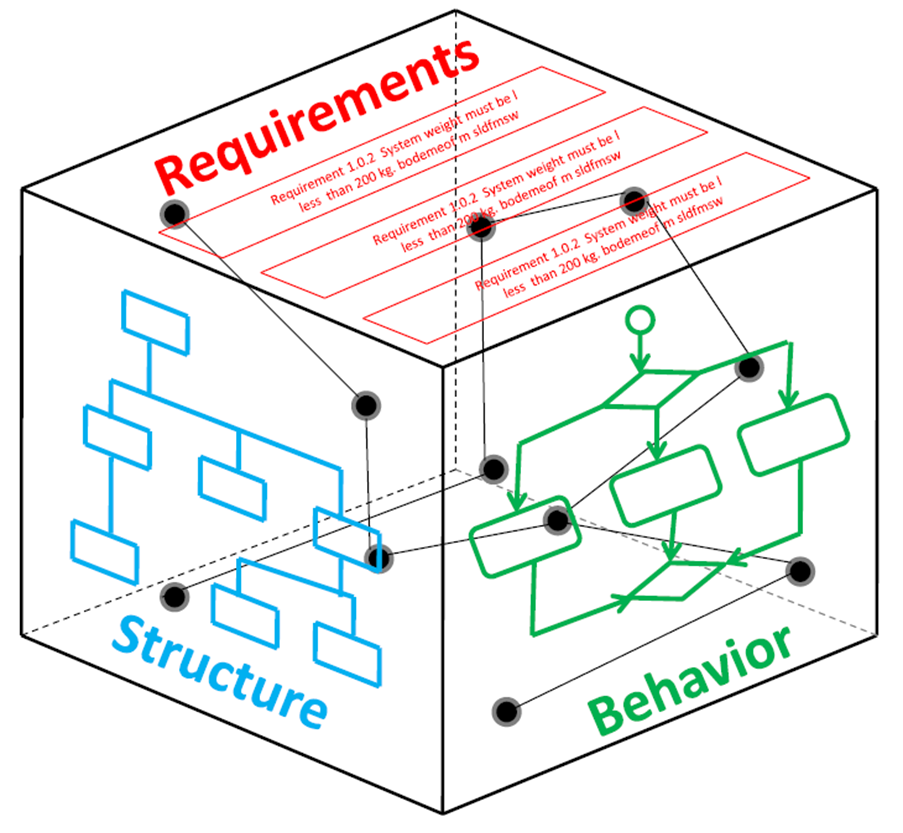 Even though most companies are working drawing-centric, with or without a linked PLM-backbone for BOM-management, the next upcoming challenge is to evolve to model-based practices. The current CM-practices still talk about documents, although documents are already electronic datasets in that context. The future, however, in a model-based enterprise evolves related to connected models, 3D Models, but also simulation and software models, with different lifecycles and pace of change. For the model-based enterprise, we need to develop digital best practices that guarantee the same level of quality, however, executed and/or supported by (AI) Artificial Intelligence. AI is needed as human beings cannot physically analyze and understand all the impact of a change in such an environment.
Even though most companies are working drawing-centric, with or without a linked PLM-backbone for BOM-management, the next upcoming challenge is to evolve to model-based practices. The current CM-practices still talk about documents, although documents are already electronic datasets in that context. The future, however, in a model-based enterprise evolves related to connected models, 3D Models, but also simulation and software models, with different lifecycles and pace of change. For the model-based enterprise, we need to develop digital best practices that guarantee the same level of quality, however, executed and/or supported by (AI) Artificial Intelligence. AI is needed as human beings cannot physically analyze and understand all the impact of a change in such an environment.
Conclusion
The FFF-discussion illustrates that building a consistent framework within PLM is not an easy goal to achieve. My blog buddy Oleg Shilovitsky would claim that we consultants create the complexity. PLM-editors will never solve this complexity, it is up to your company’s mission to invest in knowledge to understand why and how to reduce the complexity. With this post and the related links and discussions, I hope more clarity will help you to make “wise” decisions.
 This post is based on a mix of interactions I had the last two weeks in my network, mainly on LinkedIn. First, I enjoyed the discussion that started around Yoann Maingon post: Thoughts about PLM Business models. Yoann is quite seasoned in PLM, as you can see from his LinkedIn profile, and we have had interesting discussions in the past, and recently about a new PLM-system, he is developing Ganister PLM, based on a flexible Graph database.
This post is based on a mix of interactions I had the last two weeks in my network, mainly on LinkedIn. First, I enjoyed the discussion that started around Yoann Maingon post: Thoughts about PLM Business models. Yoann is quite seasoned in PLM, as you can see from his LinkedIn profile, and we have had interesting discussions in the past, and recently about a new PLM-system, he is developing Ganister PLM, based on a flexible Graph database.
Perhaps in that context, Yoann was exploring the various business models. Do you pay for the software (and maintenance), do you pay through subscription, what about a modular approach or a full license for all the functionality? All these questions made me think about the various business models that I encountered and how hard it is for a customer to choose the optimal solution. And is the space for a new type of PLM? Is there space for free PLM? Some of my thoughts here:
PLM vendors need to be profitable
One of the most essential points to consider is that whatever PLM solution you are aiming to buy, make sure that your PLM vendor has a profitable business model. As once you started with a PLM solution, it is your company’s IP that will be stored in this environment, and you do not want to change every few years your PLM system. Switching PLM systems would be affordable if the PLM system would store their data in a standard format – I will share a more in-depth link under PLM and standards.
 For the moment, you cannot state PLM vendors endorse standards. None of the real PLM vendors have a standardized data model, perhaps closest to standards are Eurostep, who have based that ShareAspace solution on top of the PLCS (ISO 10303) standard. However, ShareAspace is more positioned as a type of middleware, connecting between OEMs/Owner/Operators and their suppliers to benefit for standardized connectivity.
For the moment, you cannot state PLM vendors endorse standards. None of the real PLM vendors have a standardized data model, perhaps closest to standards are Eurostep, who have based that ShareAspace solution on top of the PLCS (ISO 10303) standard. However, ShareAspace is more positioned as a type of middleware, connecting between OEMs/Owner/Operators and their suppliers to benefit for standardized connectivity.
Coming back to the statement, PLM Vendors need to be profitable to provide a guarantee for the future of your company’s data is the first step. The major PLM Vendors are now profitable as during a consolidation phase starting 15 years ago, a lot of non-profitable PLM Vendors disappeared. Matrix One, Agile, Eigner & Partner PLM are the best-known companies that were bought for either their technology or market share. In that context, you might also look at OnShape.
 Would they be profitable as a separate company, or would investors give up? To survive, you need to be profitable, so giving software away for free is not a good sign (see the software for free paragraph) as a company needs continuity.
Would they be profitable as a separate company, or would investors give up? To survive, you need to be profitable, so giving software away for free is not a good sign (see the software for free paragraph) as a company needs continuity.
PLM startups
 In the past 10 years, I have seen and evaluated several new PLM companies. All of them did not really change the PLM paradigm, most of them were still focusing on being an engineering collaboration tools. Several of these companies have in their visionary statement that they are going to be the “Excel killer.” We all know Excel has the best user interface and capabilities to manipulate a collection of metadata.
In the past 10 years, I have seen and evaluated several new PLM companies. All of them did not really change the PLM paradigm, most of them were still focusing on being an engineering collaboration tools. Several of these companies have in their visionary statement that they are going to be the “Excel killer.” We all know Excel has the best user interface and capabilities to manipulate a collection of metadata.
Very popular is the BOM in Excel, extracted from the CAD-system (no need for an “expensive” PDM or PLM) or BOM used to share with suppliers and stakeholders (ERP is too rigid, purchasing does not work with PDM).
The challenge I see here is that these startups do not bring real new value. The cost of manipulating Excels is a hidden cost, and companies relying on Excel communication are the type of companies that do not have a strategic point of view. This is typical for Small and Medium businesses where execution (“let’s do it”) gets all the attention.
 PLM startups often collect investor’s money because they promise to kill Excel, but is Excel the real problem? Modern PLM is about data sharing, which is an attitude change, not necessarily a technology change from Excel tables to (cloud) shared tables. However, will one of these “new Excel killers” PLMs be disruptive? I don’t think so.
PLM startups often collect investor’s money because they promise to kill Excel, but is Excel the real problem? Modern PLM is about data sharing, which is an attitude change, not necessarily a technology change from Excel tables to (cloud) shared tables. However, will one of these “new Excel killers” PLMs be disruptive? I don’t think so.
PLM disruption?
 A week ago, I read an interview with Clayton Christensen (thanks Hakan Karden), which I shared on LinkedIn a week ago. Clayton Christensen is the father of the Disruptive Innovation theory, and I have cited him several times in my blogs. His theory is, in my opinion, fundamental to understand how traditional businesses can be disrupted. The interview took place shortly before he died at the age of 67. He died due to complications caused by leukemia.
A week ago, I read an interview with Clayton Christensen (thanks Hakan Karden), which I shared on LinkedIn a week ago. Clayton Christensen is the father of the Disruptive Innovation theory, and I have cited him several times in my blogs. His theory is, in my opinion, fundamental to understand how traditional businesses can be disrupted. The interview took place shortly before he died at the age of 67. He died due to complications caused by leukemia.
A favorite part of this interview is, where he restates what is really Disruptive Innovation as we often talk about disruption without understanding the context, just echoing other people:
Christensen: Disruptive innovation describes a process by which a product or service powered by a technology enabler initially takes root in simple applications at the low end of a market — typically by being less expensive and more accessible — and then relentlessly moves upmarket, eventually displacing established competitors. Disruptive innovations are not breakthrough innovations or “ambitious upstarts” that dramatically alter how business is done but, rather, consist of products and services that are simple, accessible, and affordable. These products and services often appear modest at their outset but over time have the potential to transform an industry.
 Many of the PLM startups dream and position themselves as the new disruptor. Will they succeed? I do not believe so if they only focus on replacing Excel, there is a different paradigm needed. Voice control and analysis perhaps (“Hey PLM if I change Part XYZ what will be affected”)?
Many of the PLM startups dream and position themselves as the new disruptor. Will they succeed? I do not believe so if they only focus on replacing Excel, there is a different paradigm needed. Voice control and analysis perhaps (“Hey PLM if I change Part XYZ what will be affected”)?
This would be disruptive and open new options. I think PLM startups should focus here if they want my investment money.
PLM for free?
 There are some voices that PLM should be free in an analogy to software management and collaboration tools. There are so many open-source software management tools, why not using them for PLM? I think there are two issues here:
There are some voices that PLM should be free in an analogy to software management and collaboration tools. There are so many open-source software management tools, why not using them for PLM? I think there are two issues here:
- PLM data is not like software data. A lot of PLM data is based on design models (3D CAD / Simulation), which is different from software. Designs are often not that modular as software for various reasons. Companies want to be modular in their products, but do they have the time and resources to reinvent their existing product. For software, these costs are so much lower as it is only a brain exercise. For hardware, the impact is significant. Bringing me to the second point.
- The cost of change for hardware is entirely different compared to software. Changing software does not have an impact on existing stock or suppliers and, therefore, can be implemented once tested for its purpose. A hardware change impacts the existing production process. First, use the old parts before introducing the change, or do we accept the (costs) of scrap. Is our supply chain, or are our production tools ready to deliver continuity for the new version? Hardware changes are costly, and you want to avoid them. Software changes are cheap, therefore design your products to be configurable based on software (For example Tesla’s software controlling the features to be allowed)
 Now imagine, with enough funding, you could provide a PLM for free. Because of ease of deployment, this would be very likely a cloud offering, easy and scalable. However, all your IP is in that cloud too, and let’s imagine that the cloud is safer than on-premise, so it does not matter in which country your data is hosted (does it ?).
Now imagine, with enough funding, you could provide a PLM for free. Because of ease of deployment, this would be very likely a cloud offering, easy and scalable. However, all your IP is in that cloud too, and let’s imagine that the cloud is safer than on-premise, so it does not matter in which country your data is hosted (does it ?).
 Next, the “free” PLM provider starts asking a small service fee after five years, as the promised ROI on the model hasn’t delivered enough value for the shareholders, they become anxious. Of course, you do not like to pay the fee. However, where is your data, and what happens when you do not pay?
Next, the “free” PLM provider starts asking a small service fee after five years, as the promised ROI on the model hasn’t delivered enough value for the shareholders, they become anxious. Of course, you do not like to pay the fee. However, where is your data, and what happens when you do not pay?
 If the PLM provider switches you off, you are without your IP. If you ask the PLM provider to provide your data, what will you get? A blob of XML-files, anything you can use?
If the PLM provider switches you off, you are without your IP. If you ask the PLM provider to provide your data, what will you get? A blob of XML-files, anything you can use?
In general, this is a challenge for all cloud solutions.
- What if you want to stop your subscription?
- What is the allowed Exit-strategy?
Here I believe customers should ask for clarity, and perhaps these questions will lead to a renewed understanding that we need standards.
PLM and standards
We had a vivid discussion in the blogging community in September last year. You can read more related to this topic in my post: PLM and the need for standards which describes the aspects of lock-in and needs for openness.
 Finally, a remark related to the PLM-acronym. Another interesting discussion started around Joe Barkai’s post: Why I do not do PLM . Read the comments and the various viewpoint on PLM here. It is clear that the word PLM unites us all; however, the interpretation is different.
Finally, a remark related to the PLM-acronym. Another interesting discussion started around Joe Barkai’s post: Why I do not do PLM . Read the comments and the various viewpoint on PLM here. It is clear that the word PLM unites us all; however, the interpretation is different.
If someone in the street asks me what is your profession, I never mention I do PLM. I say: “I assist mainly manufacturing companies in redesigning their business processes using best practices and modern digital technologies”. The focus is on the business value, not on the ultimate definition of PLM
Conclusion
There are many business aspects related to PLM to consider. Yoann Maingon’s post started the thinking process, and we ended up with the PLM-definition. It all illustrates that being involved in PLM is never a boring journey. I am curious to learn about your journey and where we meet.
 At the beginning of this week, I was attending the 9th edition of the PI conference in London. Where it started as a popular conference with 300 – 400 attendees at its best, we were now back to a smaller number of approximately 100 attendees.
At the beginning of this week, I was attending the 9th edition of the PI conference in London. Where it started as a popular conference with 300 – 400 attendees at its best, we were now back to a smaller number of approximately 100 attendees.
It illustrates that PLM as a standalone topic is no longer attracts a broad audience as Marketkey (the organization of the conference) confirms. The intention is that future conferences will be focusing on the broader scope of PLM, where business transformation will be one of the main streams.
In this post, I will share my highlights of the conference, knowing that other sessions might have been valuable too, but I had to make a choice.
It is about people
 Armin Prommersberger, CTO from DIRAC and the chairman of the conference, made a great point: “What we will discuss in the upcoming two days, it is all about people not about technology.”
Armin Prommersberger, CTO from DIRAC and the chairman of the conference, made a great point: “What we will discuss in the upcoming two days, it is all about people not about technology.”
I am not sure if this opening has influenced the mood of the conference, as when I look back to what was the central theme: It is all about how we deal with people when explaining, implementing and justifying PLM.
AI at the Forefront of a Digital Transformation
 Muhannad Alomari from R2 Data Labs as a separate unit within Rolls Royce to explore and provide data innovation started with his keynote speech sharing the AI initiatives within his team.
Muhannad Alomari from R2 Data Labs as a separate unit within Rolls Royce to explore and provide data innovation started with his keynote speech sharing the AI initiatives within his team.
He talked about several projects where AI will become crucial.
For example, the EHM program related to engine behavior. How to detect anomalies, how to establish predictive maintenance and maximize the time an airplane engine is in operation. Interesting to mention is that Muhannad explained that most simulation models are based on simplified simulation models, not accurate enough to discover anomalies.

Modeling in the PLM world with feedback from reality
Machine learning and feedback loops are crucial to optimize the models both for the discovery of irregularities and, of course, to improve understanding of the engine behavior and predict maintenance. Currently, maintenance is defined based on the worst-case scenario for the engine, which in reality, of course, will not be the case for most engines. There is a lot (millions) to gain here for a company.
Interesting to mention is that Muhannad gave a realistic view of the current status of Artificial Intelligence (AI). AI is currently still dumb – it is a set of algorithms that need to be adapted whenever new patterns are discovered. Deep learning is still not there – currently, we still need human beings for that.
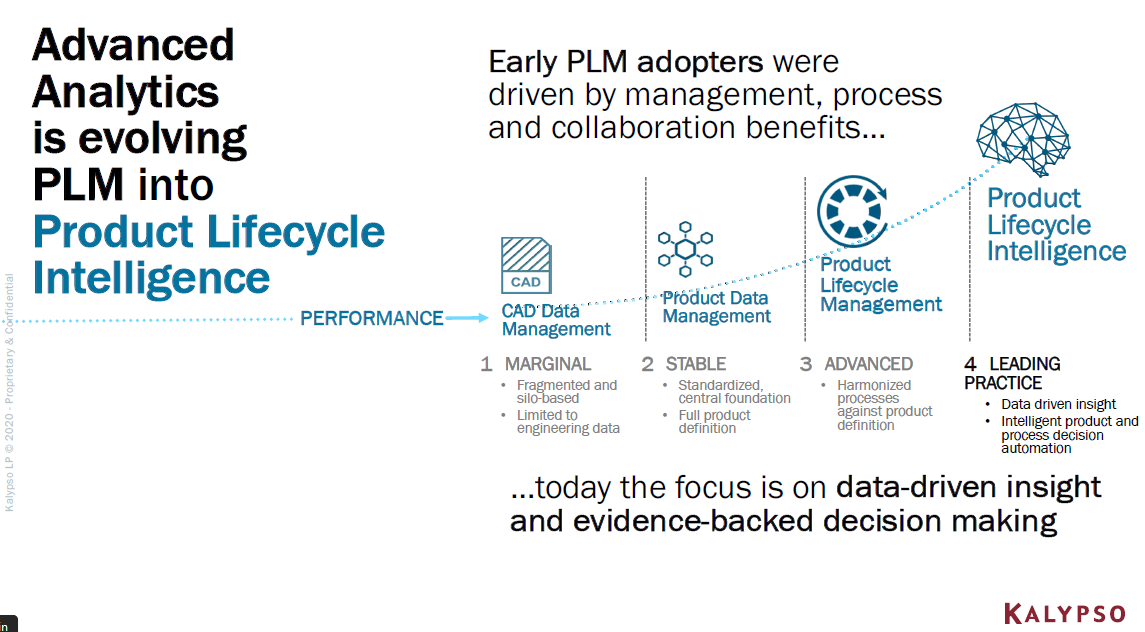 This was in contrast with the session from Kalypso later with the title: Supercharge your PLM with advanced analytics. It was a typical example of where a realistic story (R2 Data Labs) shows such a big difference with what is sold by PLM vendors or implementers. Kalypso introduced Product Lifecycle Intelligence (PLI) – you can see the dream on the left (click on the image to enlarge).
This was in contrast with the session from Kalypso later with the title: Supercharge your PLM with advanced analytics. It was a typical example of where a realistic story (R2 Data Labs) shows such a big difference with what is sold by PLM vendors or implementers. Kalypso introduced Product Lifecycle Intelligence (PLI) – you can see the dream on the left (click on the image to enlarge).
Combine PLM with Analytics, and you have Intelligence. My main comment is, knowing from the field the first three phases in most companies have a lack of data quality and consistency. Therefore any “Intelligence” probably will be based on unreliable sources. Not an issue if you are working in the domain of politics, however when it comes to direct cost and quality implications, it can be a significant risk. We still have a way to go before we have a reliable PLM data backbone for analytics.
Keeping PLM Momentum after a Successful Campaign
Susanna Mäentausta from Kemira in Finland gave an exciting update of their PLM project. Where in 2019, she shared with us their PLM roadmap (see my 2019 post: The weekend after PI PLMx London 2019); this time, Susanna shared with us how they are keeping the PLM momentum.
https://twitter.com/josvoskuil/status/1224276842640826370
Often PLM implementations are started based on a hypothetical business case (I talked about this in my post The PLM ROI Myth). But then, when you implement PLM, you need to take care you provide proof points to motivate the management. And this is exactly what the PLM team in Kemira has been doing. Often management believes that after the first investment, the project is done (“We bought the software – so we are done”) however the business and process change that will deliver the value is not reported.
 Susanna shared with us how they defined measurable KPIs for two reasons. First, to motivate the management that there are business progress and benefits, however, it is a journey. And secondary the facts are used to kill the legends that “Before PLM we were much faster or efficient.” These types of legends are often expressed loudly by persons who consider PLM as an overhead (killing their freedom) instead of a way to be more efficient in business. In the end, for a company, the business is more important than the person’s belief.
Susanna shared with us how they defined measurable KPIs for two reasons. First, to motivate the management that there are business progress and benefits, however, it is a journey. And secondary the facts are used to kill the legends that “Before PLM we were much faster or efficient.” These types of legends are often expressed loudly by persons who consider PLM as an overhead (killing their freedom) instead of a way to be more efficient in business. In the end, for a company, the business is more important than the person’s belief.
 On the question for Susanna, what she would have done better with hindsight, she answered: “Communicate, communicate, communicate.” A response I fully support as often PLM teams are too busy completing their day-to-day work, that there is no spare time for communication. Crucial to achieving a business change.
On the question for Susanna, what she would have done better with hindsight, she answered: “Communicate, communicate, communicate.” A response I fully support as often PLM teams are too busy completing their day-to-day work, that there is no spare time for communication. Crucial to achieving a business change.
My agreement: PLM needs facts based during implementation and support combined with the understanding we are dealing with people and their emotions too. Both need full attention.
Acceleration Digitalization at Stora Enso
 Samuli Savo, Chief Digital Officer at Stora Enso, explained the principles of innovation, related to digitalization at his company. Stora Enso, a Swedish/Finish company, historically one of the largest forestry companies in the world as well as one of the most significant paper and packaging producers, is working on a transformation to become the renewable materials company. For me, he made two vital points on how Stora Enso’s digitalization’s journey is organized.
Samuli Savo, Chief Digital Officer at Stora Enso, explained the principles of innovation, related to digitalization at his company. Stora Enso, a Swedish/Finish company, historically one of the largest forestry companies in the world as well as one of the most significant paper and packaging producers, is working on a transformation to become the renewable materials company. For me, he made two vital points on how Stora Enso’s digitalization’s journey is organized.
He pleads for experimentation funded by corporate as in the experimental stage, as it does not make sense to have a business case. First DO and then ANALYZE, where many companies have to policy first to ANALYZE and then DO, killing innovative thinking.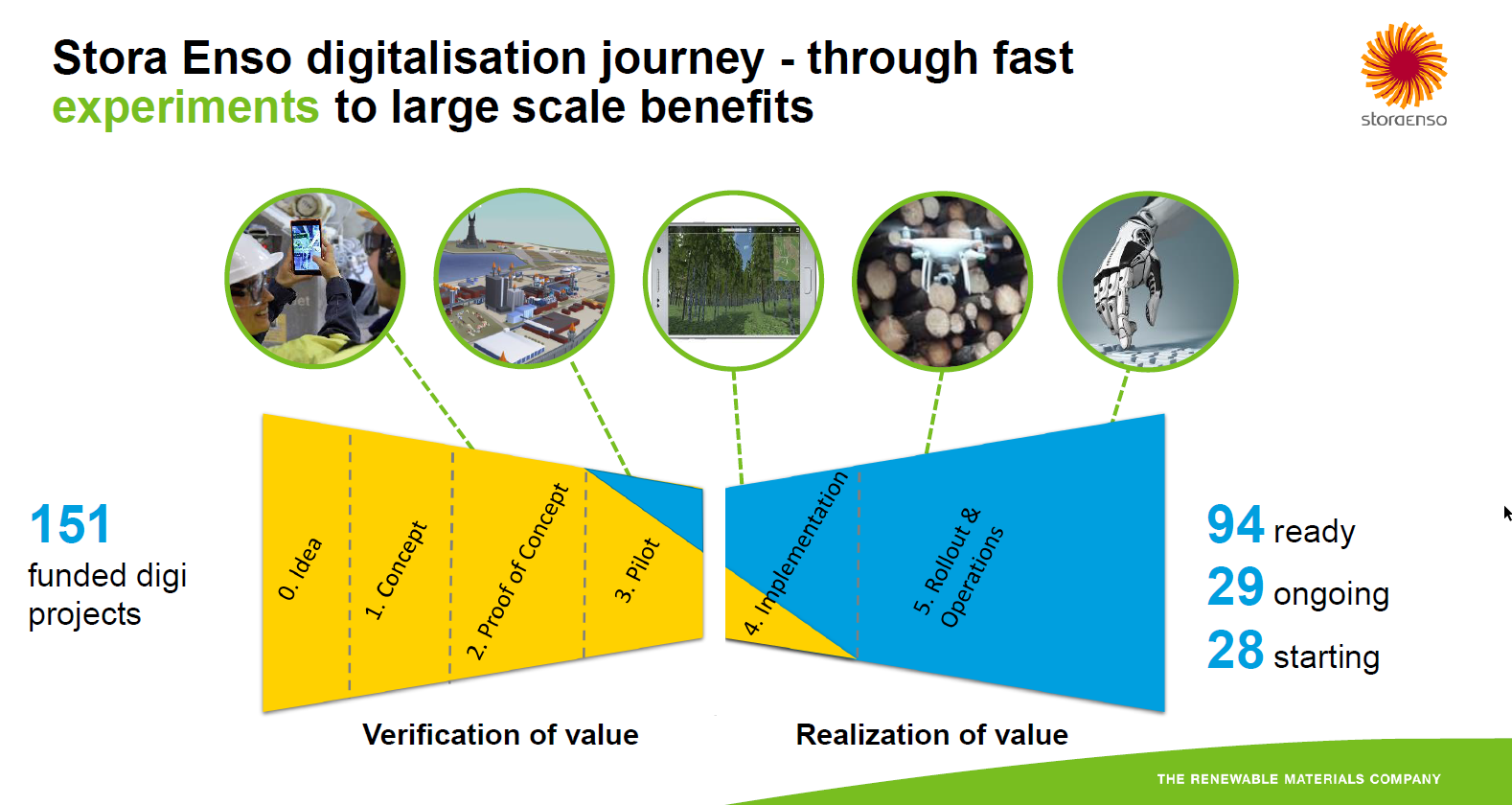
The second point was the active process to challenge startups to solve business challenges they foresee and, combined with a governance process for startups, allow these companies to be supported and become embedded within member companies of the Combient Foundry, like Stora Enso. By doing such in a structured way, the outcome must lead to innovation.

I was thinking about the hybrid enterprise model that I have been explaining in the past. Great story.
Cyber-security and Future Mobility
 Out of interest, I followed the session from Madeline Cheah, Cybersecurity Innovation Lead at HORIBA MIRA. She gave an excellent and well-structured overview. Madeline leads the cybersecurity research program. Part of this job is investigating ways to prevent vehicles from being attacked. In particular, when it comes to connected and autonomous vehicles. How to keep them secure.
Out of interest, I followed the session from Madeline Cheah, Cybersecurity Innovation Lead at HORIBA MIRA. She gave an excellent and well-structured overview. Madeline leads the cybersecurity research program. Part of this job is investigating ways to prevent vehicles from being attacked. In particular, when it comes to connected and autonomous vehicles. How to keep them secure.
She discussed the known gaps are and the cybersecurity implications of future mobility so extensive that I even doubted will there ever be an autonomous vehicle on the road. So much to define and explore. She looked at it from the perspective of the Internet of Everything, where Everything is divided into Things, Data, Processes, and People. Still, a lot of work to do, see image below

Good Times Ahead: Delay Mitigation Through a Plan for Every Part
Ian Quest, director at Quick Release, gave an overview of what their company aims to be. You could translate it as the plumbers of the automotive industry Where in the ideal world information should be flowing from design to release, there are many bottlenecks, leakages, hiccups that need to be resolved as the image shows.
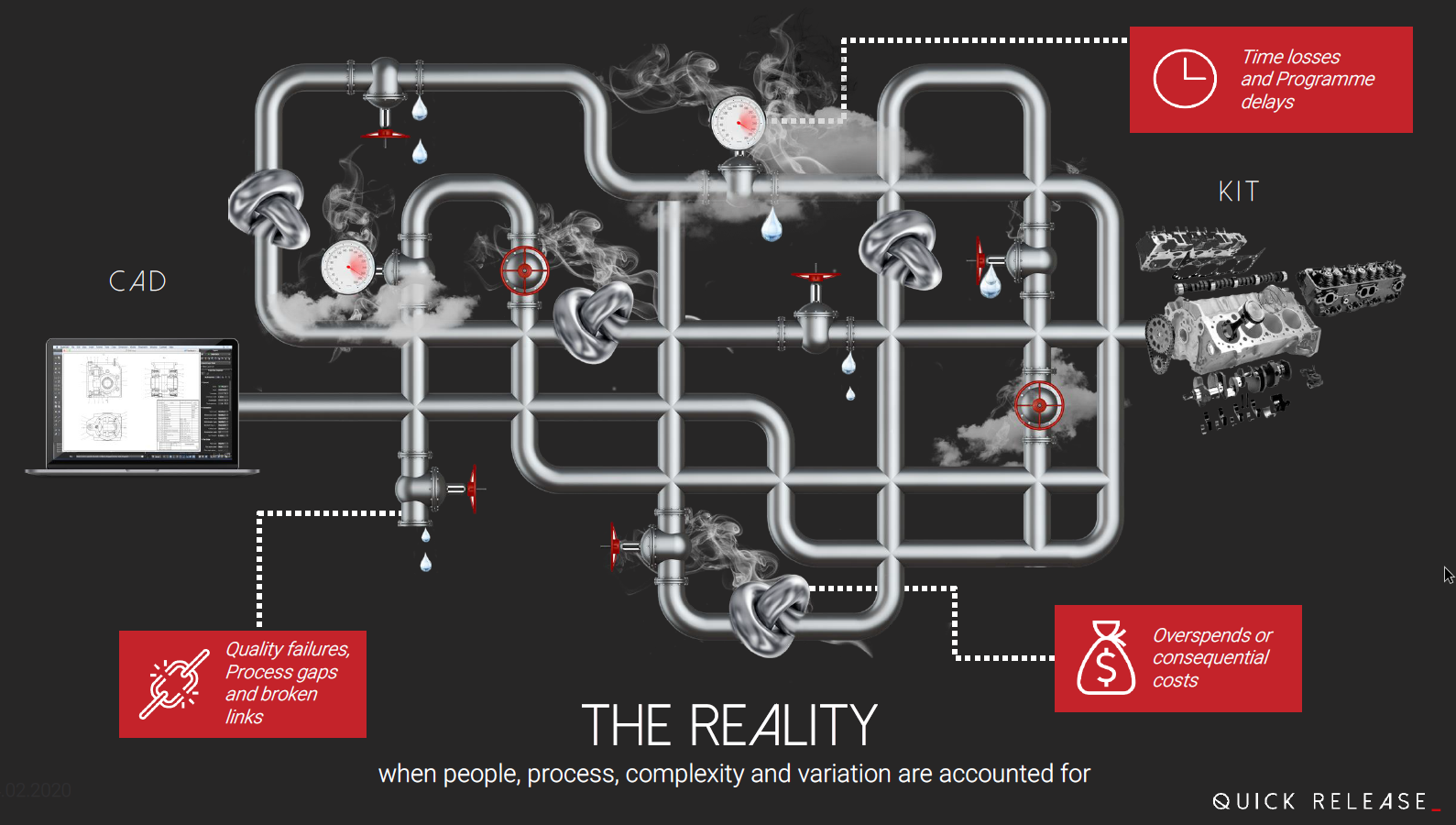
Where their customers often do not have the time and expertise to fix these issues, Quick Release brings in various skillsets and common sense. For example, how to deal with the Bill of Materials, Configuration Management, and many other areas that you need to address with methodology first instead of (vendor-based) technology. I believe there is a significant need for this type of company in the PLM-domain.
The second part, presented by Nick Solly, with a focus on their QRonos tool, was perhaps a little too much a focus on the capabilities of the tool. Ian Quest, in his introduction, already made the correct statement:

The QRonos tool, which is more or less a reporting tool, illustrates again that when people care about reliable data (planning, tasks, parts, deliverables, …..), you can improve your business significantly by creating visibility to delays or bottlenecks. The value lies in measurable activities and from there, learn to predict or enhance – see R2 Labs, Kemira and the PLI dream.
Conclusion
It is clear that a typical PLM conference is no longer a technology festival – it is about people. People are trying to change or improve their business. Trying to learn from each other, knowing that the technical concepts and technology are there.
I am looking forward to the upcoming PI events where this change will become more apparent.
 Last week I shared my thoughts related to my observation that the ROI of PLM is not directly visible or measurable, and I explained why. Also, I explained that the alignment of an organization requires a myth to make it happen. A majority of readers agreed with these observations. Some others either misinterpreted the headlines or twisted the story in favor of their opinion.
Last week I shared my thoughts related to my observation that the ROI of PLM is not directly visible or measurable, and I explained why. Also, I explained that the alignment of an organization requires a myth to make it happen. A majority of readers agreed with these observations. Some others either misinterpreted the headlines or twisted the story in favor of their opinion.
A few came from Oleg Shilovitsky and as Oleg is quite open in his discussions, it allows me to follow-up on his statements. Other people might share similar thoughts but they haven’t had the time or opportunity to be vocal. Feel free to share your thoughts/experiences too.
Some misinterpretations from Oleg’s post: PLM circa 2020 – How to stop selling Myths
- The title “How to stop selling Myths” is the first misinterpretation.
We are not selling myths – more below. - “Jos Voskuil’s recommendation is to create a myth. In his PLM ROI Myths article, he suggests that you should not work on a business case, value, or even technology” is the second misinterpretation, you still need a business case, you need value and you need technology.
And I got some feedback from Lionel Grealou, who’s post was a catalyst for me to write the PLM ROI Myth post. I agree I took some shortcuts based on his blog post. You can read his comments here. The misinterpretation is:
- “Good luck getting your CFO approve the business change or PLM investment based on some “myth” propaganda :-)” as it is the opposite, make your plan, support your plan with a business case and then use the myth to align
I am glad about these statements as they allow me to be more precise, avoiding misperceptions/myth-perceptions.
A Myth is bad
 Some people might think that a myth is bad, as the myth is most of the time abstract. I think these people do not realize that there a lot of myths that they are following; it is a typical social human behavior to respond to myths. Some myths:
Some people might think that a myth is bad, as the myth is most of the time abstract. I think these people do not realize that there a lot of myths that they are following; it is a typical social human behavior to respond to myths. Some myths:
- How can you be religious without believing in myths?
- In this country/world, you can become anything if you want?
- In the past, life was better
- I make this country great again
The reason human beings need myths is that without them, it is impossible to align people around abstract themes. Try for each of the myths above to create an end-to-end logical story based on factual and concrete information. Impossible!

Read Yuval Harari’s book Sapiens about the power of myths. Read Steven Pinker’s book Enlightenment Now to understand that statistics show a lot of current myths are false. However, this does not mean a myth is bad. Human beings are driven by social influences and myths – it is our brain.
Unless you have no social interaction, you might be immune to myths. With brings me to quoting Oleg once more time:
“A long time ago when I was too naive and too technical, I thought that the best product (or technology) always wins. Well… I was wrong. “
I went through the same experience, having studied physics and mathematics makes you think extremely logical. Something I enjoyed while developing software. Later, when I started my journey as the virtualdutchman mediating in PLM implementations, I discovered logical alone does not work in businesses. The majority of decisions are done based on “gut feelings” still presented as reasonable cases.

Unless you have an audience of Vulcans, like Mr. Spock, you need to deal with the human brain. Consider the myth as the envelope to pass the PLM-project to the management. C-level acts by myths as so far I haven’t seen C-level management spending serious time on understanding PLM. I will end with a quote from Paul Empringham:
I sometimes wish companies would spend 6 months+ to educate themselves on what it takes to deliver incremental PLM success BEFORE engaging with software providers
You don’t need a business case
 Lionel is also skeptical about some “Myth-propaganda” and I agree with him. The Myth is the envelope, inside needs to be something valuable, the strategy, the plan, and the business case. Here I want to stress one more time that most business cases for PLM are focusing on tool and collaboration efficiency. And from there projecting benefits. However, how well can we predict the future?
Lionel is also skeptical about some “Myth-propaganda” and I agree with him. The Myth is the envelope, inside needs to be something valuable, the strategy, the plan, and the business case. Here I want to stress one more time that most business cases for PLM are focusing on tool and collaboration efficiency. And from there projecting benefits. However, how well can we predict the future?
If you implement a process, let’s assume BOM-collaboration done with Excel by BOM-collaboration based on an Excel-on-the-cloud-like solution, you can measure the differences, assuming you can measure people’s efficiency. I guess this is what Oleg means when he explains OpenBOM has a real business case.
However, if you change the intent for people to work differently, for example, consult your supplier or manufacturing earlier in the design process, you touch human behavior. Why should I consult someone before I finish my job, I am measured on output not on collaboration or proactive response? Here is the real ROI challenge.
I have participated in dozens of business cases and at the end, they all look like the graph below:
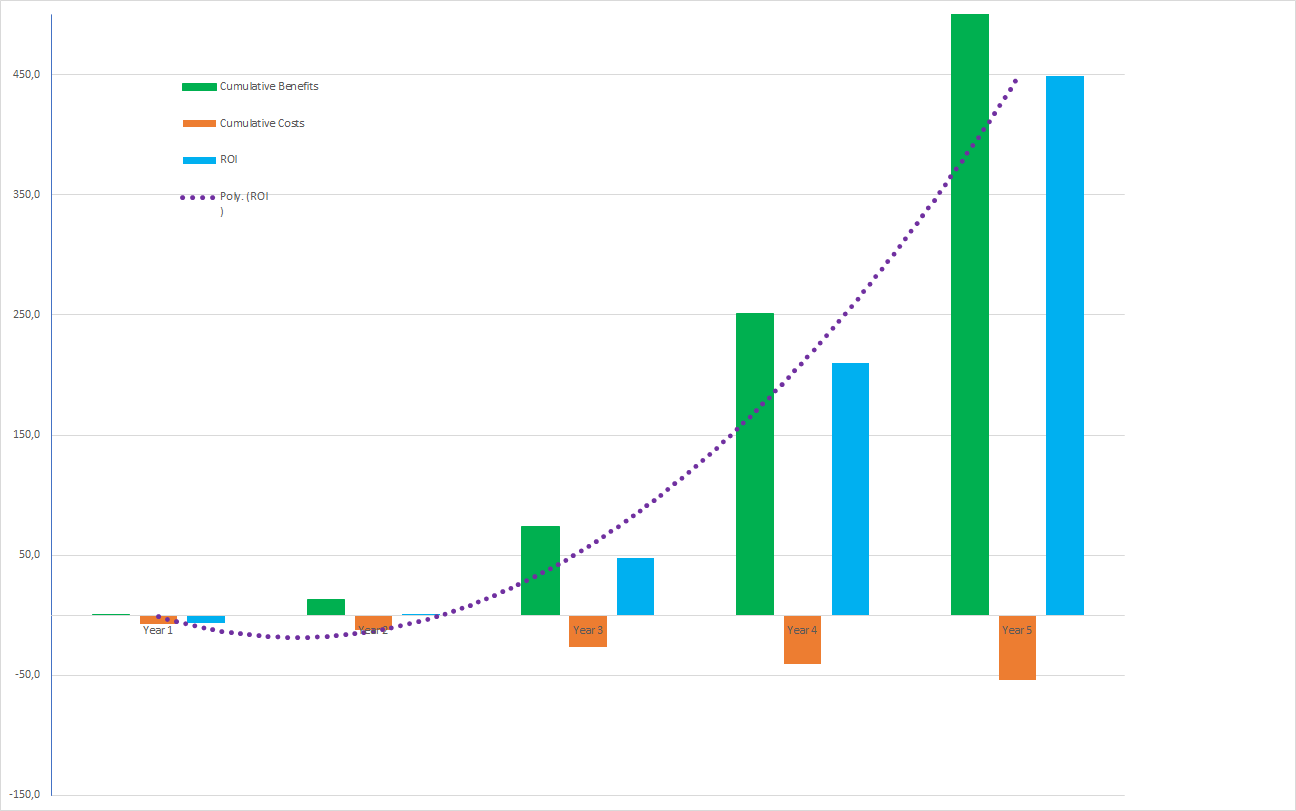
The ROI is fantastic – after a little more than 2 years, we have a positive ROI, and the ROI only gets bigger. So if you trust the numbers, you would be a fool not to approve this project. Right?
And here comes the C-level gut-feeling. If I have a positive feeling (I follow the myth), then I will approve. If I do not like it, I will say I do not trust the numbers.
 Needless to say that if there was a business case without ROI, we do not need to meet the C-level. Unless, and it happens incidental, at C-level, there was already a decision we need PLM from Vendor X because we played golf together, we are condemned together or we believe the same myths.
Needless to say that if there was a business case without ROI, we do not need to meet the C-level. Unless, and it happens incidental, at C-level, there was already a decision we need PLM from Vendor X because we played golf together, we are condemned together or we believe the same myths.
In reality, the old Gartner graph from realized benefits says it all. The impact of culture, processes, and people can make or break a plan.

You do not need an abstract story for PLM
Some people believe PLM on its own is a myth. You just need the right technology and people will start using it, spreading it out and see how we have improved business. Sometimes email is used as an example. Email is popular because you can with limited effort, collaborate with people, no matter where they are. Now twenty years later, companies are complaining about the lack of traceability, the lack of knowledge and understanding related to their products and processes.
PLM will always have the complexity of supporting traceability combined with real-time collaboration. If you focus only on traceability, people will complain that they are not a counter clerk. If you focus solely on collaboration, you miss the knowledge build-up and traceability.
 That’s why PLM is a mix of governance, optimized processes to guarantee quality and collaboration, combined with a methodology to tune the existing processes implemented in tools that allow people to be confident and efficient. You cannot translate a business strategy into a function-feature list for a tool.
That’s why PLM is a mix of governance, optimized processes to guarantee quality and collaboration, combined with a methodology to tune the existing processes implemented in tools that allow people to be confident and efficient. You cannot translate a business strategy into a function-feature list for a tool.
Conclusion
Myths are part of the human social alignment of large groups of people. If a Myth is true or false, I will not judge. You can use the Myth as an envelope to package your business case. The business case should always be a combination of new ways of working (organizational change), optimized processes and finally, the best tools. A PLM tool-only business case is to my opinion far from realistic
Now preparing for PI PLMx London on 3-4 February – discussing Myths, Single BOMs and the PLM Green Alliance

 For me, the joint conference from CIMdata and Eurostep is always a conference to look forward too. The conference is not as massive as PLM-Vendor conferences (slick presentations and happy faces); it is more a collection of PLM-practitioners (this time a 100+) with the intent to discuss and share their understanding and challenges, independent from specific vendor capabilities or features. And because of its size a great place to network with everyone.
For me, the joint conference from CIMdata and Eurostep is always a conference to look forward too. The conference is not as massive as PLM-Vendor conferences (slick presentations and happy faces); it is more a collection of PLM-practitioners (this time a 100+) with the intent to discuss and share their understanding and challenges, independent from specific vendor capabilities or features. And because of its size a great place to network with everyone.
Day 1 was more a business/methodology view on PLM and Day 2 more in-depth focusing on standards and BIM. In this post, the highlights from the first day.
The State of PLM
 Peter Bilello, CIMdata’s president, kicked of with a review of the current state of the PLM industry. Peter mentioned the PLM-market grew by 9.4 % to $47.8 billion (more than the expected 7 %). Good for the PLM Vendors and implementers.
Peter Bilello, CIMdata’s president, kicked of with a review of the current state of the PLM industry. Peter mentioned the PLM-market grew by 9.4 % to $47.8 billion (more than the expected 7 %). Good for the PLM Vendors and implementers.
However, Peter also mentioned that despite higher spending, PLM is still considered as a solution for engineering, often implemented as PDM/CAD data management. Traditional organizational structures, marketing, engineering, manufacturing, quality were defined in the previous century and are measured as such.
This traditional approach blocks the roll-out of PLM across these disciplines. Who is the owner of PLM or where is the responsibility for a certain dataset are questions to solve. PLM needs to transform to deliver end-to-end support instead of remaining the engineering silo. Are we still talking about PLM in the future? See Peter’s takeaways below:

We do not want to open the discussion if the the name PLM should change – too many debates – however unfortunate too much framing in the past too.
The Multi View BOM
 Fred Feru from Airbus presented a status the Aerospace & Defense PLM action group are working on: How to improve and standardize on a PLM solution for multi-view BOM management, in particular, the interaction between the EBOM and MBOM. See below:
Fred Feru from Airbus presented a status the Aerospace & Defense PLM action group are working on: How to improve and standardize on a PLM solution for multi-view BOM management, in particular, the interaction between the EBOM and MBOM. See below:
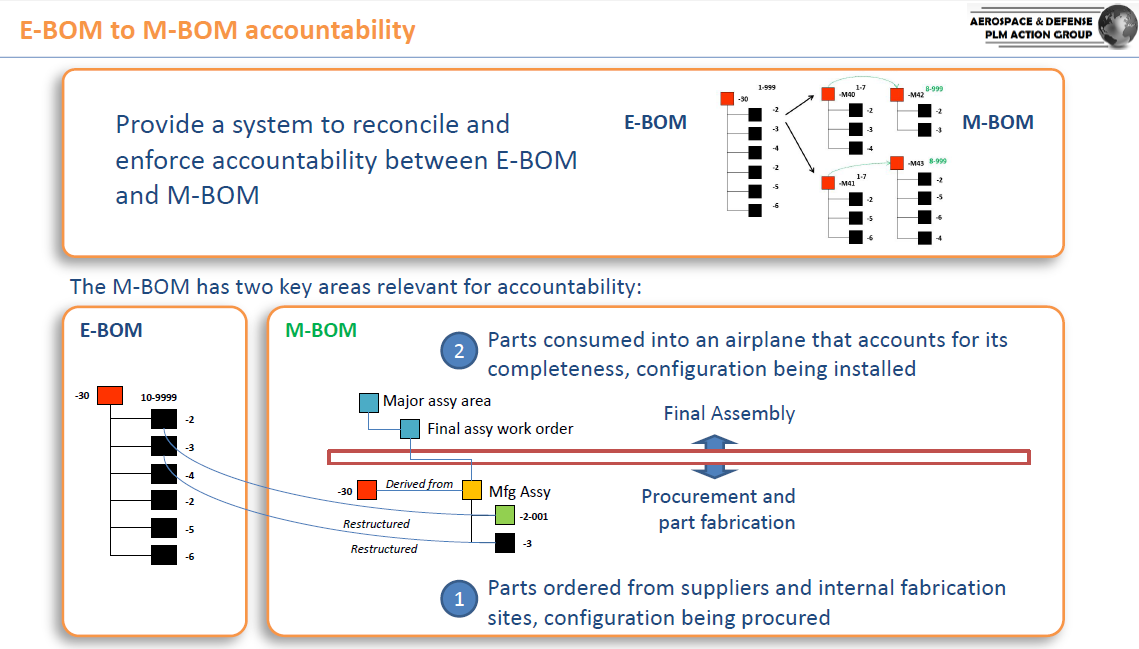
You might think this is a topic already solved when you speak with your PLM-vendor. However, all existing solutions at the participant implementations rely on customizations and vary per company. The target is to come up with common requirements that need to be addressed in the standard methodology. Initial alignment on terminology was already a first required step as before you standardize, you need to have a common dictionary. Moreover, a typical situation in EVERY PLM implementation.
 An initial version was shared with the PLM Editors for feedback and after iterations and agreement to come with a solution that can be implemented without customization. If you are interested in the details, you can read the current status here with Appendix A en Appendix B.
An initial version was shared with the PLM Editors for feedback and after iterations and agreement to come with a solution that can be implemented without customization. If you are interested in the details, you can read the current status here with Appendix A en Appendix B.
Enabling the Circular Economy for Long Term Prosperity
Graham Aid gave a fascinating presentation related to the potentials and flaws of creating a circular economy. Although Graham was not a PLM-expert (till he left this conference), as he is the Strategy and Innovation Coordinator for the Ragn-Sells Group, which performs environmental services and recycling across Sweden, Norway, Denmark, and Estonia. Have a look at their website here.
 Graham shared with us the fact that despite logical arguments for a circular economy – it is more profitable at the end – however, our short term thinking and bias block us from doing the right things for future generations.
Graham shared with us the fact that despite logical arguments for a circular economy – it is more profitable at the end – however, our short term thinking and bias block us from doing the right things for future generations.
Look at the missing link for a closed resource-lifecycle view below.
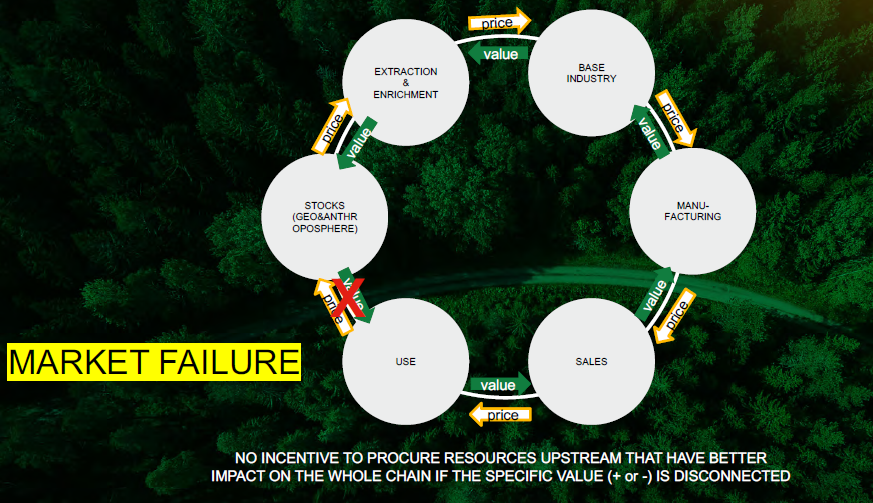
Graham shared weird examples where scarce materials for the future currently were getting cheaper, and therefore there is no desire for recycling them. A sound barrier with rubble could contain more copper than copper ore in a mine.
In the PLM-domain, there is also an opportunity for supporting and working on more sustainable products and services. It is a mindset and can be a profitable business model. In the PDT 2014 conference, there was a session on circular product development with Xerox as the best example. Circular product development but also Product As A Service can be activities that contribute to a more sustainable world. Graham’s presentation was inspiring for our PLM community and hopefully planted a few seeds for the future. As it is all about thinking long-term.
![]() With the PLM Green Alliance, I hope we will be able to create a larger audience and participation for a sustainable future. More about the PLM Green Alliance next week.
With the PLM Green Alliance, I hope we will be able to create a larger audience and participation for a sustainable future. More about the PLM Green Alliance next week.
The Fundamental Role of PLM in Data-driven Product Portfolio Management
Hannu Hannila (Polar) presented his study related to data-driven product portfolio management and why it should be connected to PLM. For many companies, it is a challenge to understand which products are performing well and where to invest. These choices are often supported by Data Damagement as Hannu called it.
An example below:

The result of this fragmented approach is that organizations make their decisions on subjective data and emotions. Where the assumption is that 20 % of the products a company is selling is related to 80 % of the revenue, Hannu found in his research companies where only 10 % of the products were contributing to the revenue. As PPM (Product Portfolio Management) often is based on big emotions – who shouts the loudest mentality, influenced by the company’s pet products and influence by the HIPPO (HIghest Paid Person in the Office). So how to get a better rationale?
Hannu explained a data-driven framework that would provide the right analytics on management level, depending on overall data governance from all disciplines and systems. See below:
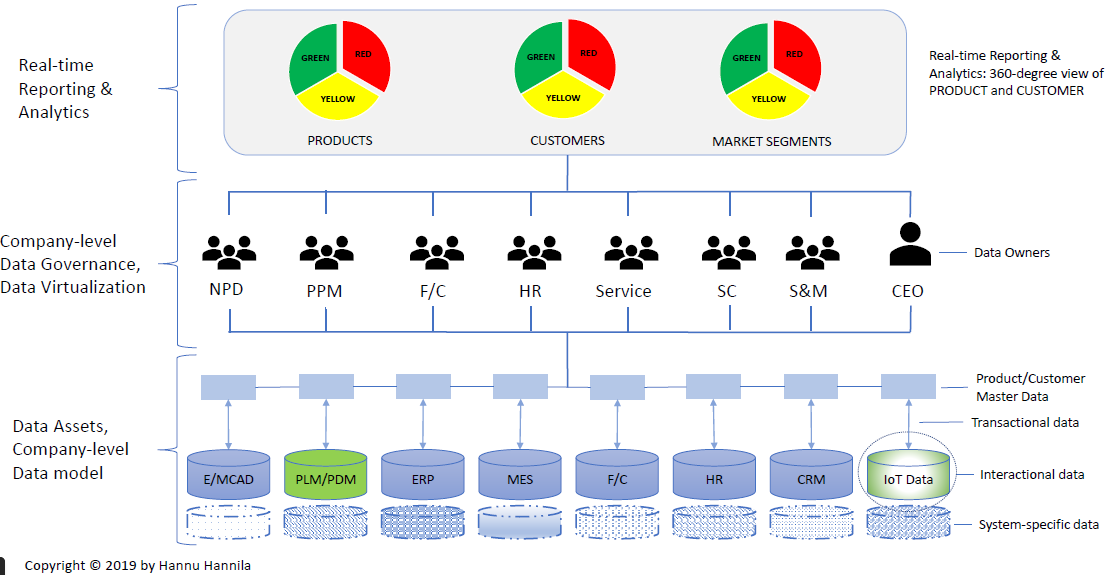
I liked Hannu’s conclusions as it aligns with my findings:
- To be data-driven, you need Master Data Management and Data Governance
- Product Portfolio Management is the driving discipline for PLM, and in a modern digital enterprise, it should be connected.
Sponsor sessions
Sponsors are always needed to keep a conference affordable for the attendees. The sponsor sessions on day 1 were of good quality. Here a quick overview and a link if you want to invest further
Configit – explaining the value of a configurator that connects marketing, technical and sales, introducing CLM (Configuration Lifecycle Management) – a new TLA

Aras – explaining their view on what we consider the digital thread

Variantum – explaining their CPQ solution as part of a larger suite of cloud offerings
Quick Release – bringing common sense to PLM implementations, similar to what I am doing as PLM coach – focusing on the flow of information
SAP – explaining the change in focus when a company moves toward a product as a service model
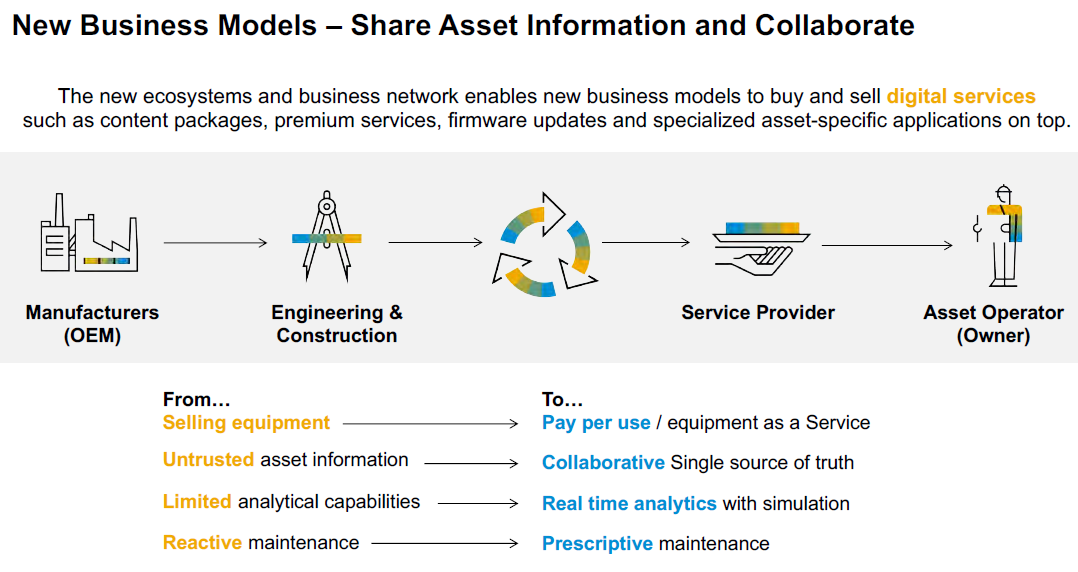
SharePLM – A unique company addressing the importance of PLM training delivered through eLearning
Conclusion
The first day was an easy to digest conference with a good quality of presentations. I only shared 50 % of the session as we already reached 1000+ words. The evening I enjoyed the joint dinner, being able to network and discuss in depth with participants and finished with a social network event organized by SharePLM. Next week part 2.

The usage of standards has been a recurring topic the past 10 months, probably came back to the surface at PI PLMx Chicago during the PLM Leaders panel discussion. If you want to refresh the debate, Oleg Shilovitsky posted an overview: What vendors are thinking about PLM standards – Aras, Dassault Systemes, Onshape, Oracle PLM, Propel PLM, SAP, Siemens PLM.
 It is clear for vendors when they would actively support standards they reduce their competitive advantage, after all, you are opening your systems to connect to other vendor solutions, reducing the chance to sell adjacent functionality. We call it vendor lock-in. If you think this approach only counts for PLM, I would suggest you open your Apple (iPhone) and think about vendor lock-in for a moment.
It is clear for vendors when they would actively support standards they reduce their competitive advantage, after all, you are opening your systems to connect to other vendor solutions, reducing the chance to sell adjacent functionality. We call it vendor lock-in. If you think this approach only counts for PLM, I would suggest you open your Apple (iPhone) and think about vendor lock-in for a moment.
Vendors will only adhere to standards when pushed by their customers, and that is why we have a wide variety of standards in the engineering domain.
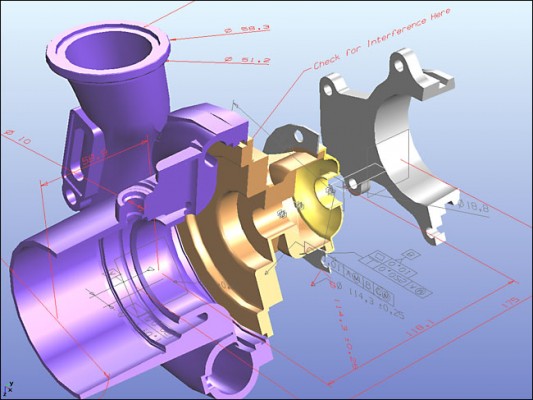 Take the example of JT as a standard viewing format, heavily pushed by Siemens for the German automotive industry to be able to work downstream with CATIA and NX models. There was a JT-version (v9.5) that reached ISO 1306 alignment, but after that, Siemens changed JT (v10) again to optimize their own exchange scenarios, and the standard was lost.
Take the example of JT as a standard viewing format, heavily pushed by Siemens for the German automotive industry to be able to work downstream with CATIA and NX models. There was a JT-version (v9.5) that reached ISO 1306 alignment, but after that, Siemens changed JT (v10) again to optimize their own exchange scenarios, and the standard was lost.
And as customers did not complain (too much), the divergence continued. So it clear vendors will not maintain standards out of charity as your business does not work for charity either (or do you ?). So I do not blame them is there is no push from their customers to maintain them.
What about standards?
The discussion related to standards flared up around the IpX ConX19 conference and a debate between Oleg & Hakan Kardan (EuroSTEP) where Hakan suggested that PLCS could be a standard data model for the digital thread – you can read Oleg’s view here: Do we need a standard like PLCS to build a digital thread.

Oleg’s opening sentence made me immediately stop reading further as more and more I am tired of this type of framing if you want to do a serious discussion based on arguments. Such a statement is called framing and in particular in politics we see the bad examples of framing.
Standards are like toothbrushes, a good idea, but no one wants to use anyone else’s. The history of engineering and manufacturing software is full of stories about standards.
This opening sentence says all about the mindset related to standards – it is a one-liner – not a fact. It could have been a tweet in this society of experts.
Still later,I read the blog post and learned Oleg has no arguments to depreciate PLCS, however as he does not know the details, he will probably not use it. The main challenge of standards: you need to spend time to understand and adhere to them and agree on following them. Otherwise, you get the same diversion of JT again or similar examples.
However, I might have been wrong in my conclusion as Oleg did some thinking on a Sunday and came with an excellent post: What would happen if PLM Vendors agree about data standards. Here Oleg is making the comparison with a standard in the digital world, established by Google, Microsoft, Yahoo, and Yandex : Schema.org: Evolution of Structured Data on the Web.
There is a need for semantic mapping and understanding in the day-to-day-world, and this understanding makes you realize the same is needed for PLM. That was one of the reasons why I wrote in the past (2015) a series of posts related to the importance of a PLM data model:
All these posts were aimed to help companies and implementers to make the right choices for an item-centric PLM implementation. At that time – 2015, item-centric was the current PLM best practice. I learned from my engagements in the past 15 years, in particular when you have a flexible modeling tool like SmarTeam or nowadays Aras, making the right data model decisions are crucial for future growth.
Who needs standards?
 First of all, as long as you stay in your controlled environment, you do not need standards. In particular, in the Aerospace and Automotive industry, the OEMs defined the software versions to be used, and the supply chain had to adhere to their chosen formats. Even this narrow definition was not complete enough as a 3D CAD model needed to be exported for simulation or manufacturing purposes. There was not a single vendor working on a single CAD model definition at that time. So the need for standards emerged as there was a need to exchange data.
First of all, as long as you stay in your controlled environment, you do not need standards. In particular, in the Aerospace and Automotive industry, the OEMs defined the software versions to be used, and the supply chain had to adhere to their chosen formats. Even this narrow definition was not complete enough as a 3D CAD model needed to be exported for simulation or manufacturing purposes. There was not a single vendor working on a single CAD model definition at that time. So the need for standards emerged as there was a need to exchange data.
Data exchange is the driving force behind standards.
In a second stage also neutral format data storage became an important point – how to save for 75 years an aircraft definition.
Oil & Gas / Building – Construction
These two industries both had the need for standards. The Oil & Gas industry relies on EPC (Engineering / Procurement / Construction) companies that build plants or platforms. Then the owner/operator takes over the operation and needs a hand-over of all the relevant information. However if this information would be delivered in the application-specific formats the EPC companies have used, the owner/operator would require various software environments and skills, just to have access to the data.
 Therefore if the data is delivered in a standard format (ISO 15926) and the exchange follows CFIHOS (Capital Facilities Information Hand Over Specification) this exchange can be done more automated between the EPC and Owner/Operator environment, leading to lower overall cost of delivering and maintaining the information combined with a higher quality. For that reason, the Oil & Gas industry has invested already for a long time in standards as their plants/platform have a long lifecycle.
Therefore if the data is delivered in a standard format (ISO 15926) and the exchange follows CFIHOS (Capital Facilities Information Hand Over Specification) this exchange can be done more automated between the EPC and Owner/Operator environment, leading to lower overall cost of delivering and maintaining the information combined with a higher quality. For that reason, the Oil & Gas industry has invested already for a long time in standards as their plants/platform have a long lifecycle.
And the same is happening in the construction industry. Initially Autodesk and Bentley were fighting to become the vendor-standard and ultimately the IFC-standard has taken a lot from the Autodesk-world, but has become a neutral standard for all parties involved in a construction project to share and exchange data. In particular for the construction industry, the cloud has been an accelerator for collaboration.
So standards are needed where companies/people exchange information
 For the same reason in most global companies, English became the standard language. If you needed to learn all the languages spoken in a worldwide organization, you would not have time for business. Therefore everyone making some effort to communicate in one standard language is the best way to operate.
For the same reason in most global companies, English became the standard language. If you needed to learn all the languages spoken in a worldwide organization, you would not have time for business. Therefore everyone making some effort to communicate in one standard language is the best way to operate.
And this is the same for a future data-driven environment – we cannot afford for every exchange to go to the native format from the receiver or source – common neutral (or winning) standards will ultimately also come up in the world of manufacturing data exchange and IoT.
Companies need to push
This is probably the blocking issue for standards. Developing standards, using standards require an effort without immediate ROI. So why not use vendor-formats/models and create custom point-to-point interface as we only need one or two interfaces? Companies delivering products with a long lifecycle know that the current data formats are not guaranteed for the future, so they push for standards (aerospace/defense/ oil & gas/construction/ infrastructure).
3D PDF Model
Other companies are looking for short term results, and standards are slowing them down. However as soon as they need to exchange data with their Eco-system (suppliers/ customers) an existing standard will make their business more scalable. The lack of standards is one of the inhibitors for Model-Based Definition or the Model-Based Enterprise – see also my post on this topic: Model-Based – Connecting Engineering and Manufacturing
 When we would imagine the Digital Enterprise of the future, information will be connected through data streams and models. In a digital enterprise file conversions and proprietary formats will impede the flow of data and create non-value added work. For example if we look to current “Digital Twin” concepts, the 3D-representation of the twin is recreated again instead of a neutral 3D-model continuity. This because companies currently work in a coordinated manner. In perhaps 10 years from now we will reach maturity of a model-based enterprise, which only can exist based on standards. If the standards are based on one dominating platform or based on a merger of standards will be the question.
When we would imagine the Digital Enterprise of the future, information will be connected through data streams and models. In a digital enterprise file conversions and proprietary formats will impede the flow of data and create non-value added work. For example if we look to current “Digital Twin” concepts, the 3D-representation of the twin is recreated again instead of a neutral 3D-model continuity. This because companies currently work in a coordinated manner. In perhaps 10 years from now we will reach maturity of a model-based enterprise, which only can exist based on standards. If the standards are based on one dominating platform or based on a merger of standards will be the question.
 To discuss this question and how to bridge from the past to the future I am looking forward meeting you at the upcoming PLM Roadmap & PDT 2019 EMEA conference on 13-14 November in Paris, France. Download the program here: PLM for Professionals – Product Lifecycle Innovation
To discuss this question and how to bridge from the past to the future I am looking forward meeting you at the upcoming PLM Roadmap & PDT 2019 EMEA conference on 13-14 November in Paris, France. Download the program here: PLM for Professionals – Product Lifecycle Innovation
Conclusion
I believe PLM Standards will emerge when building and optimizing a digital enterprise. We need to keep on pushing and actively working for meaningful standards as they are crucial to avoid a lock-in of your data. Potentially creating dead-ends and massive inefficiencies. The future is about connected Eco-systems, and the leanest companies will survive. Standards do not need to be extraordinarily well-defined and can start from a high-level alignment as we saw from schema.org. Keep on investing and contributing to standards and related discussion to create a shared learning path.
Thanks Oleg Shilovitsky to keep the topic alive.
p.s. I had not time to read and process your PLM Data Commodizitation post

Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…
Jos, as usual, you've provided a buffet of "food for thought". Where do you see AI being trained by a…