
You are currently browsing the category archive for the ‘Digital Enterprise’ category.

Again, a “The weekend after …” post related to my favorite event to which I have contributed since 2014.
Expectations were high this time from my side, in particular because we would have a serious discussion related to connected digital threads and federated PLM.
More about these topics in my post next week as all content is not yet available for sharing.
 The conference was sold out this time, and during the breaks, you had to navigate through the people to find your network opportunities. Also, the participation of the main PLM players as sponsors illustrated that everyone wanted to benefit from this opportunity to meet and learn from their industry peers.
The conference was sold out this time, and during the breaks, you had to navigate through the people to find your network opportunities. Also, the participation of the main PLM players as sponsors illustrated that everyone wanted to benefit from this opportunity to meet and learn from their industry peers.
Looking back to the conference, there were two noticeable streams.
- The stream where people share their current PLM experiences, traditionally the A&D action groups moderated by CIMdata, is part of this stream. This part I will cover in this post.
- There were forward-looking presentations related to standards, ontologies, and federated PLM—all with an AI flavor. This part I will cover in my next post(s).
The connection between all these sessions was the Digital Thread. The conference’s theme was: The Digital Thread in a Heterogeneous, Extended Enterprise Reality. Let’s start the review with the highlights from the first stream.
Digital Thread: Why Should We Care?
As usual, Peter Bilello from CIMdata kicked off the conference by setting the scene. Peter started by clarifying the two definitions of the Digital Thread.
- The first is a communication framework that allows a connected data flow and integrated view of an asset’s data (i.e., its Digital Twin) throughout its lifecycle across traditionally siloed functional perspectives.
In my terminology, the connected digital thread. - The second is a network of connected information sources around the product lifecycle supporting traceability and decision-making.
In my terminology, the coordinated digital thread is the most straightforward digital thread to achieve.
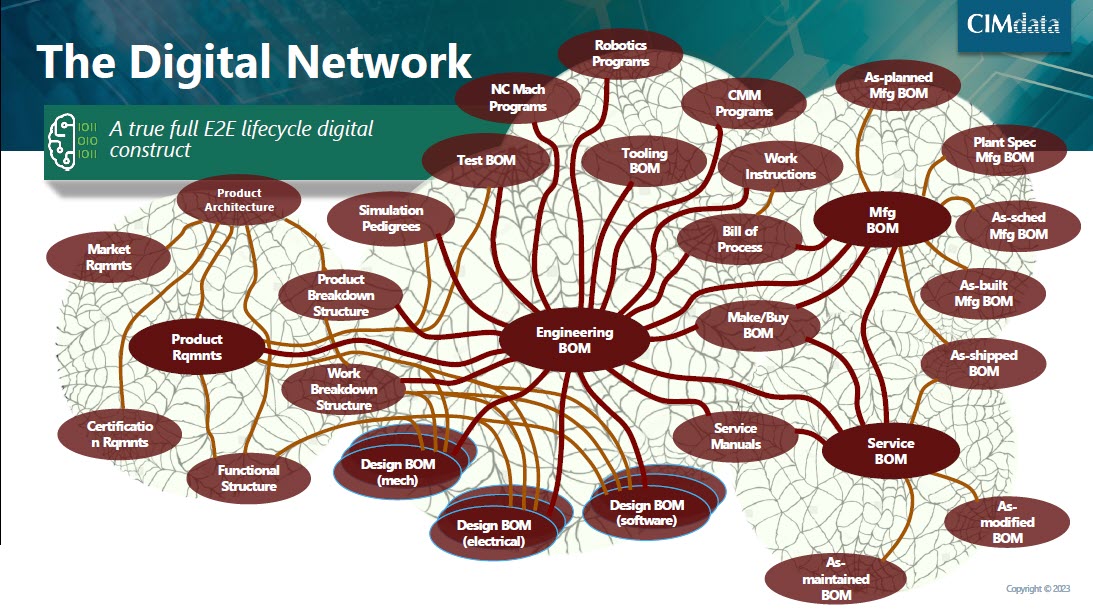
An example of the Coordinated Digital Thread
Peter recommends starting a digital thread by connecting at the beginning of product conceptualization, creating an environment where one can analyze the performance of the product portfolio and the product features and capabilities that need to be planned or how they perform in the field.
In addition, when defining the products, connect them with regulatory requirement databases as they have must-have requirements. A topic I addressed in my session too, besides the existing regulatory requirements, it is expected that in the upcoming years, due to environmental regulations, these requirements will increase, and it will be necessary to have them integrated with your digital thread.
Digital Threads require data governance and are the basis for the various digital twins. Peter discussed the multiple applications of the digital twin, primarily a relation between a virtual asset and a physical asset, except in the early concept phase.

The digital thread is still in the early phase of implementation at companies. A CIMdata survey showed that companies still focus primarily on implementing traditional PDM capabilities, although as the image above shows, there is a growing interest in short-term digital twin/thread implementations.
People, Process & Technology:
The Pillars of Digital Transformation Success
 The second keynote was from Christine McMonagle, Director of Digital Engineering Systems at Textron Systems a services and products supplier for the Aerospace and Defense industry. Christine leads the digital evolution in Textron Systems and presents nicely how a digital transformation should start from the people.Traditionally this industry has enough budget on the OEM level and therefore companies will not take a revolutionary approach when it comes to digital transformation.
The second keynote was from Christine McMonagle, Director of Digital Engineering Systems at Textron Systems a services and products supplier for the Aerospace and Defense industry. Christine leads the digital evolution in Textron Systems and presents nicely how a digital transformation should start from the people.Traditionally this industry has enough budget on the OEM level and therefore companies will not take a revolutionary approach when it comes to digital transformation.
Having your people at all levels involved and make them understand the need for change is crucial. A change does not happen top-down. You must educate people and understand what is possible and achievable to change – in the right direction. One of her concluding slides highlights the main points.

 In the Q&A there to Christine’s sessions there was an interesting question related to the involvement of Human Resources (HR) in this project. There was a laugh that said it all – like in most companies HR is not focusing on organizational change, they focus more on operational issues – the Human is considered a Resource.
In the Q&A there to Christine’s sessions there was an interesting question related to the involvement of Human Resources (HR) in this project. There was a laugh that said it all – like in most companies HR is not focusing on organizational change, they focus more on operational issues – the Human is considered a Resource.

Turn resistance in support
Between the regular sessions there were short sessions from sponsors: Altium, Contact Software, Dassault Systemes, ESI, inensia, Modular Management , PTC, SAP, Share PLM and Sinequa could pitch their value offering.
The Share PLM session, shortly after Christine’s presentation was a nice continuation of the focus on people. I loved the Share PLM image to the left explaining why people do not engage with our dreams.
Learn how LEONI is achieving Digital Continuity in the Automotive Industry.
 Tobias Bauer, head of Product Data Standardization at LEONI talked about their FLOW project. FLOW is an acronym for Future Leoni Operating World. LEONI, well-known in the automotive industry produces cable and network solutions, including cable harnesses.
Tobias Bauer, head of Product Data Standardization at LEONI talked about their FLOW project. FLOW is an acronym for Future Leoni Operating World. LEONI, well-known in the automotive industry produces cable and network solutions, including cable harnesses.
Recently it has gone through a serious financial crisis and the need for restructuring. This makes it always challenging for a “visionary” PLM project. Tobias mentioned that after disappointing engagements with consultancy firms, they decided on a bottom-up approach to analyze existing processes using BPML. They agreed on a to-be state, fixing bottlenecks and streamlining the flow of information.
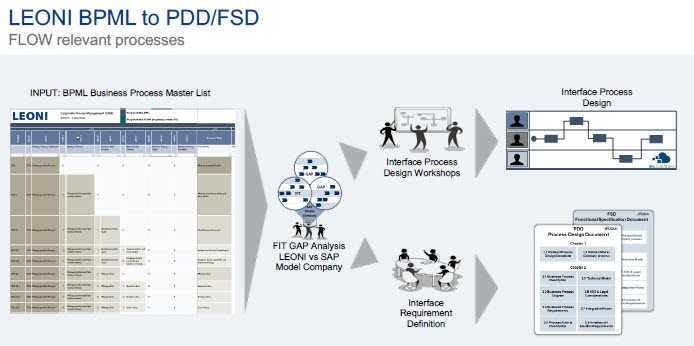
Tobias presented a smooth product data flow between their PLM system (PTC Windchill) and ERP (SAP S/4 HANA), clearly stating that the PLM system has become the controlled source of managing product changes.
Their key achievements reported so far were:
- related to BOM creation and routing (approx. 10x faster – from 2-3 days to ¼ day),
- better data consistency (fewer manual steps)
- complete traceability between the systems with PLM as the change management backbone.
The last point I would call the coordinated Digital Thread. The image below shows their current IT landscape in a simplified manner.
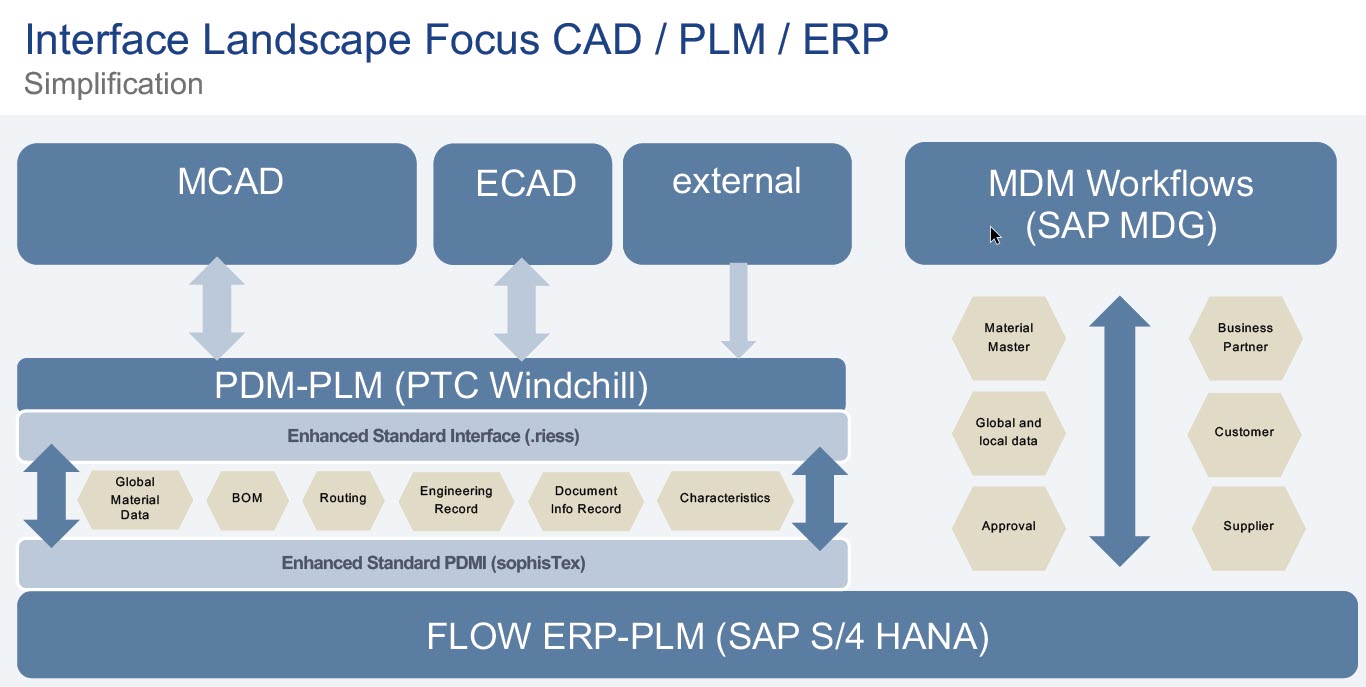
This solution might seem obvious for neutral PLM academics or experts, but it is an achievement to do this in an environment with SAP implemented. The eBOM-mBOM discussion is one of the most frequent held discussions – sometimes a battle.
Often, companies use their IT systems first and listen to the vendor’s experts to build integrations instead of starting from the natural business flow of information.
Aerospace & Defense Action groups outcomes

As usual, several Aerospace & Defense (A&D) action groups reported their progress during this conference. The A&D action groups are facilitated by CIMdata, and per topic, various OEMs and suppliers in the A&D industry study and analyze a particular topic, often inviting software vendors to demonstrate and discuss their capabilities with them.
Their activities and reports can be found on the A&D PLM Action page here; In the remainder of this post I will share briefly the ones presented. For a real deep dive in the topics I recommend to find the proceedings per topic on the A&D action page.
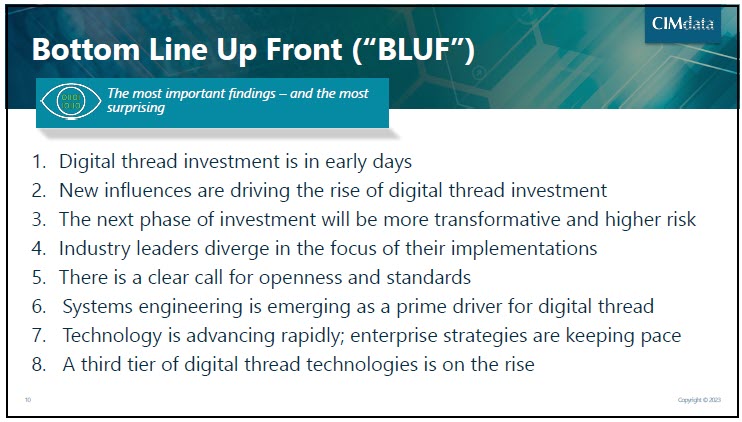
The Promise and Reality of the Digital Thread
James Roche CIMdata presented insights from industry research on The Promise and Reality of the Digital Thread. A total of 90 persons completed an in-depth survey about the status and implementation of digital thread concepts in their company. It is clear that the digital thread is still in its early days in this industry, and it is mainly about the coordinated digital thread. The image below reflects the highlights of the survey.
A&D Industry Digital Twin and Digital Thread Standards
Robert Rencher from Boeing explained the progress of their Digital Twin/Digital Thread project, where they had investigated the applicable standards to support a Digital Twin/Digital Thread (Phase 4 out of 7 currently planned). The image below shows that various standards may apply depending on business perspectives.
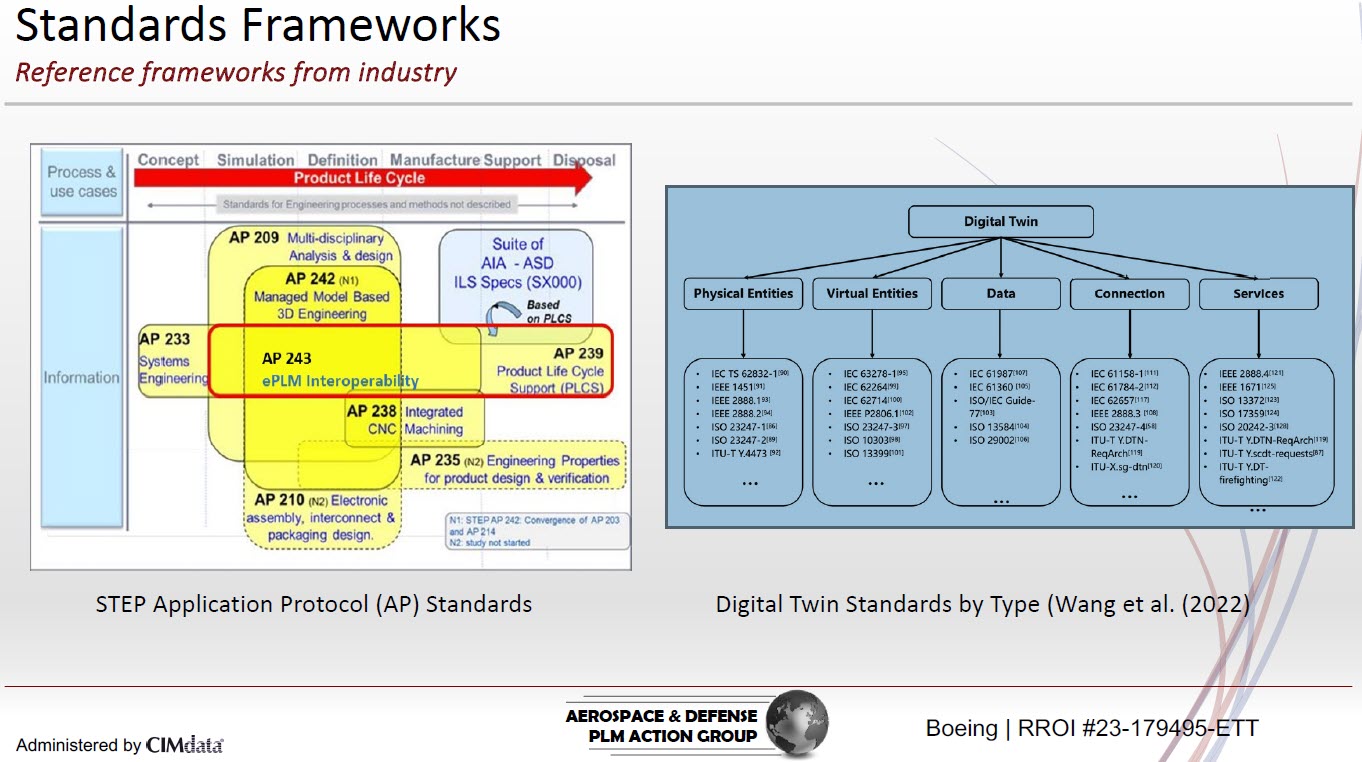
Their current findings are:
- Digital twin standards overlap, which is most likely a function of standards bodies representing their respective standards as an ongoing development from a historical perspective.
- The limited availability of mature digital twin/thread standards requires greater attention by standards organizations.
- The concept of the digital twin continues to evolve. This dynamic will be a challenge to standards bodies.
- The digital twin and the digital thread are distinct aspects of digital transformation. The corresponding digital twin and digital thread standards will be distinctly different.
- Coordinating the development of the respective standards between the digital twin/thread is needed.
- The digital twin’s organization, definition, and enablement depend on data and information provided by the digital thread.
Roadmap for Enabling Global Collaboration
Robert Gutwein (Pratt & Whitney Canada) and Agnes Gourillon-Jandot (Safran Aircraft Engines) reported their progress on the Global Collaboration project. Collaboration is challenged as exchange methods can vary, as well as dealing with the validation of exchanged information and governing the exchange of information in the context of IP protection.
One of the focal points was to introduce an approach to define standardized supplier agreements that anticipate modern model-based exchanges and collaboration methods.
Robert & Agnes presented the 8-step guideline for the aerospace industry in specific terms, explicitly mentioning the ISO44001 standard as being generic for all industries. An impression of the eight steps and sub-steps can be found below:

The 8-step approach will be supported by a 3rd-party Collaboration Management System (CMS app), which is not mandatory but recommended for use. When an interaction depends on a specific tool, it cannot become an ISO standard. The purpose of the methodology and app is to assist participants to ensure the collaboration aspect between stakeholders contains all the necessary steps & and people.
Model-based OEM/Supplier Collaboration Needs in Aviation Industry
Hartmut Hintze, working at Airbus Operations, presented the latest findings of the MBSE Data Interoperability working group and presented the model-based OEM/Supplier collaboration requirements and standards that need to be supported by the PLM/MBSE solution providers in the future. This collaboration goes beyond sharing CAD models, as you can see from the supplier engagement framework below:
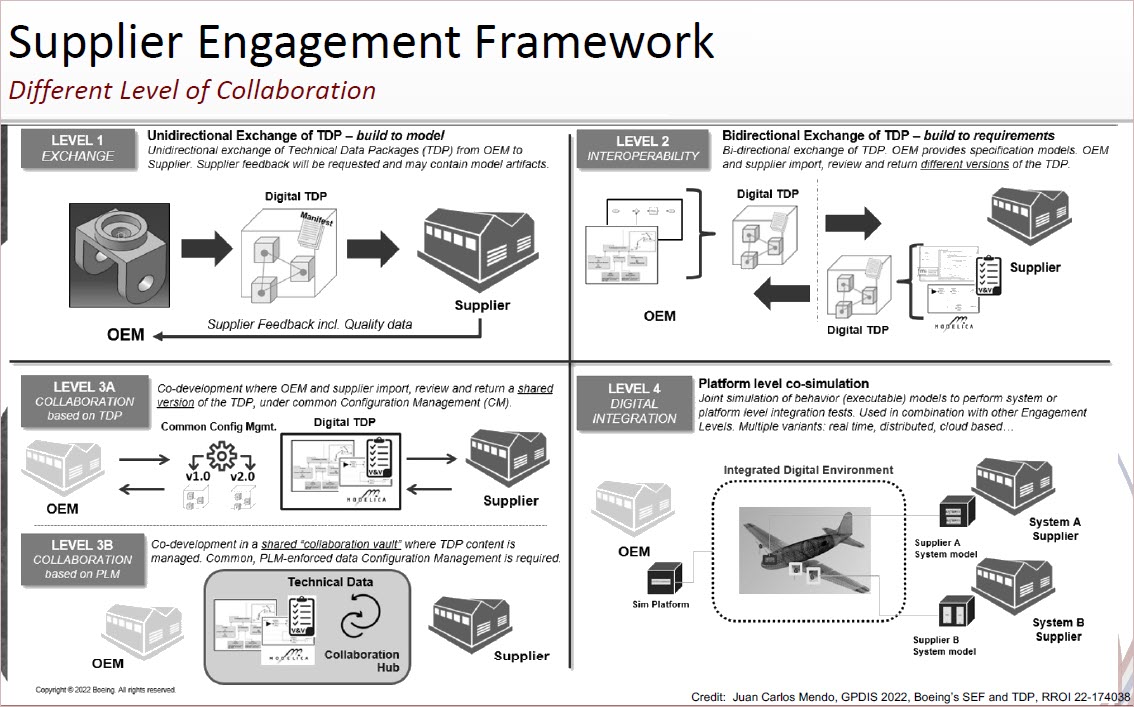
As there are no standards-based tools, their first focus was looking into methodologies for model and behavior exchanges based on use cases. The use cases are then used to verify the state-of-the-art abilities of the various tools. At this moment, there is a focus on SysML V2 as a potential game-changer due to its new API support. As a relative novice on SysML, I cannot explain this topic in more simple words. I recommend that experts visit their presentations on the AD PAG publications page here.
Conclusions
The theme of the conference was related to the Digital Thread – and as you will discover it is valid for everyone. Learn to see the difference between the coordinated Digital Thread and the connected Digital Tread.This time, a lot of information about the Aerospace and Defense Action Groups (AD PAG), which are a fundamental part of this conference. The A&D industry has always been leading in advanced PLM concepts. However, more advanced concepts will come in my next post when touching the connected Digital Thread in the context of federated PLM and let’s not forget AI.

 It might have been silent in the series of PLM and Sustainability … interviews where we as PLM Green Global Alliance core team members, talk with software vendors, implementers and consultants and their relation to PLM and sustainability. The interviews are still in a stage of exploring what is happening at this moment. More details per vendor or service provider next year.
It might have been silent in the series of PLM and Sustainability … interviews where we as PLM Green Global Alliance core team members, talk with software vendors, implementers and consultants and their relation to PLM and sustainability. The interviews are still in a stage of exploring what is happening at this moment. More details per vendor or service provider next year.
Our last interview was in April this year when we spoke with Mark Reisig, Green Energy Practice Director & Executive Consultant at CIMdata. You can find the interview here, and at that time, I mentioned the good news is that sustainability is no longer a software discussion.

As companies are planning or pushed by regulations to implement sustainable strategies, it becomes clear that education and guidance are needed beyond the tools.
This trend is also noticeable in our PLM Green Global Alliance community, which has grown significantly in the past half year. While writing this post, we have 862 members, not all as active as we hoped. Still, there is more good news related to dedicated contributors and more to come in the next PGGA update.
 This time, we want to share the interview with Erik Rieger and Rafał Witkowski, both working for Transition Technologies PSC, a global IT solution integrator in the PLM world known for their PTC implementation services.
This time, we want to share the interview with Erik Rieger and Rafał Witkowski, both working for Transition Technologies PSC, a global IT solution integrator in the PLM world known for their PTC implementation services.
I met them during the LiveWorx conference in Boston in May – you can read more about the conference in my post: The weekend after LiveWorx 2023. Here we decided to follow-up on GreenPLM/
GreenPLM
![]() The label “GreenPLM” is always challenging as it could be considered green-washing. However, in this case, GreenPLM is an additional software offering that can be implemented on top of a PLM system, enabling people to make scientifically informed decisions for a more sustainable, greener product.
The label “GreenPLM” is always challenging as it could be considered green-washing. However, in this case, GreenPLM is an additional software offering that can be implemented on top of a PLM system, enabling people to make scientifically informed decisions for a more sustainable, greener product.
For GreenPLM, Rafal’s and Erik’s experiences are based on implementing GreenPLM on top of the PTC Windchill suite. Listen for the next 34 minutes to an educative session and learn.
You can download the slides shown in the recording here.
What I learned
- It was more a general educative session related to the relation PLM and Sustainability, focusing on the importance of design decisions – the 80 % impact number.
- Erik considers sustainability not a disruption for designers; they already work within cost, quality and time parameters. Now, sustainability is the fourth dimension to consider.
- Erik’s opinion is also reflected in the pragmatic approach of GreenPLM as an additional extension of Windchill using PTC Navigate and OSLC standards.
- GreenPLM is more design-oriented than Mendix-based Sustaira, a sustainability platform we discussed in this series – you can find the recording here.
Want to learn more?
Here are some links related to the topics discussed in our meeting:
Conclusions
With GreenPLM, it is clear that the focus of design for sustainability is changing from a vision (led by software vendors and environmental regulations) towards implementations in the field. Pragmatic and an extension of the current PLM infrastructure. System integrators like Transition Technologies are the required bridge between vision and realization. We are looking for more examples from the field.

Two more weeks to go – don’t miss this opportunity when you are in Europe
Click on the image to see the full and interesting agenda/
 Last week, I have been participating in the biannual NEM network meeting, this time hosted by Vestas in Ringkøbing (Denmark).
Last week, I have been participating in the biannual NEM network meeting, this time hosted by Vestas in Ringkøbing (Denmark).
NEM (North European Modularization) is a network for industrial companies with a shared passion and drive for modular products and solutions.
NEM’s primary goal is to advance modular strategies by fostering collaboration, motivation, and mutual support among its diverse members.
 During this two-day conference, there were approximately 80 attendees from around 15 companies, all with a serious interest and experience in modularity. The conference reminded me of the CIMdata Roadmap/PDT conferences, where most of the time a core group of experts meet to share their experiences and struggles.
During this two-day conference, there were approximately 80 attendees from around 15 companies, all with a serious interest and experience in modularity. The conference reminded me of the CIMdata Roadmap/PDT conferences, where most of the time a core group of experts meet to share their experiences and struggles.
The discussions are so much different compared to a generic PLM or software vendor conference where you only hear (marketing) success stories.
Modularity
 When talking about modularity, many people will have Lego in mind, as with the Lego bricks, you can build all kinds of products without the need for special building blocks. In general, this is the concept of modularity.
When talking about modularity, many people will have Lego in mind, as with the Lego bricks, you can build all kinds of products without the need for special building blocks. In general, this is the concept of modularity.
With modularity, a company tries to reduce the amount of custom-made designs by dividing a product into modules with strict interfaces. Modularity aims to offer a wider variety of products to the customer – but configure these from a narrower assortment of modules to streamline manufacturing, sourcing and service. Modularity allows managing changes and new functionality within the modules without managing a new product.
 From ETO (Engineering To Order) to BTO (Build To Order) or even CTO (Configure to Order) is a statement often heard when companies are investing in a new PLM system. The idea is that with the CTO model, you reduce the engineering costs and risks for new orders.
From ETO (Engineering To Order) to BTO (Build To Order) or even CTO (Configure to Order) is a statement often heard when companies are investing in a new PLM system. The idea is that with the CTO model, you reduce the engineering costs and risks for new orders.
With modularity, you can address more variants and options without investing in additional engineering efforts.
How the PLM system supports modularity is an often-heard question. How do you manage in the best way options and variants? The main issue here is that modularity is often considered an R&D effort – R&D must build the modular architecture. An R&D-only focus is a common mistake in the field similar to PLM. Both
 PLM and Modularity suffer from the framing that it is about R&D and their tools, whereas in reality, PLM and Modularity are strategies concerning all departments in an enterprise, from sales & marketing, engineering, and manufacturing to customer service.
PLM and Modularity suffer from the framing that it is about R&D and their tools, whereas in reality, PLM and Modularity are strategies concerning all departments in an enterprise, from sales & marketing, engineering, and manufacturing to customer service.
PLM and Modularity
 In 2021, I discussed the topic of Modularity with Björn Eriksson & Daniel Strandhammar, who had written during the COVID-19 pandemic their easy-to-read book: The Modular Way. In a blog post, PLM and Modularity, I discussed with Daniel the touchpoints with PLM. A little later, we had a Zoom discussion with Bjorn and Daniel, together with some of the readers of the book. You can find the info still here: The Modular Way – a follow-up discussion.
In 2021, I discussed the topic of Modularity with Björn Eriksson & Daniel Strandhammar, who had written during the COVID-19 pandemic their easy-to-read book: The Modular Way. In a blog post, PLM and Modularity, I discussed with Daniel the touchpoints with PLM. A little later, we had a Zoom discussion with Bjorn and Daniel, together with some of the readers of the book. You can find the info still here: The Modular Way – a follow-up discussion.
What was clear to me at that time is that, in particular, Sweden is a leading country when it comes to Modularity. Companies like Scania, Electrolux are known for their product modularity.
For me it was great to learn the Vestas modularization journey. For sure the Scandinavian region sets the tone. And in addition, there are LEGO and IKEA, also famous Scandinavian companies, but with other modularity concepts.
 The exciting part of the conference was that all the significant modularity players were present. Hosted by Vestas and with a keynote speech from Leif Östling, a former CEO of Scania, all the ingredients were there for an excellent conference.
The exciting part of the conference was that all the significant modularity players were present. Hosted by Vestas and with a keynote speech from Leif Östling, a former CEO of Scania, all the ingredients were there for an excellent conference.
The NEM network
The conference started with Christian Eskildsen, CEO of the NEM organization, who has a long history of leading modularity at Electrolux. The NEM is not only a facilitator for modularity. They also conduct training, certification sessions, and coaching on various levels, as shown below.

Christian mentioned that there are around 400 followers on the NEM LinkedIn group. I can recommend this LinkedIn group as the group shares their activities here.
At this moment, you can find here the results of Workstream 7 – The Cost of Complexity.
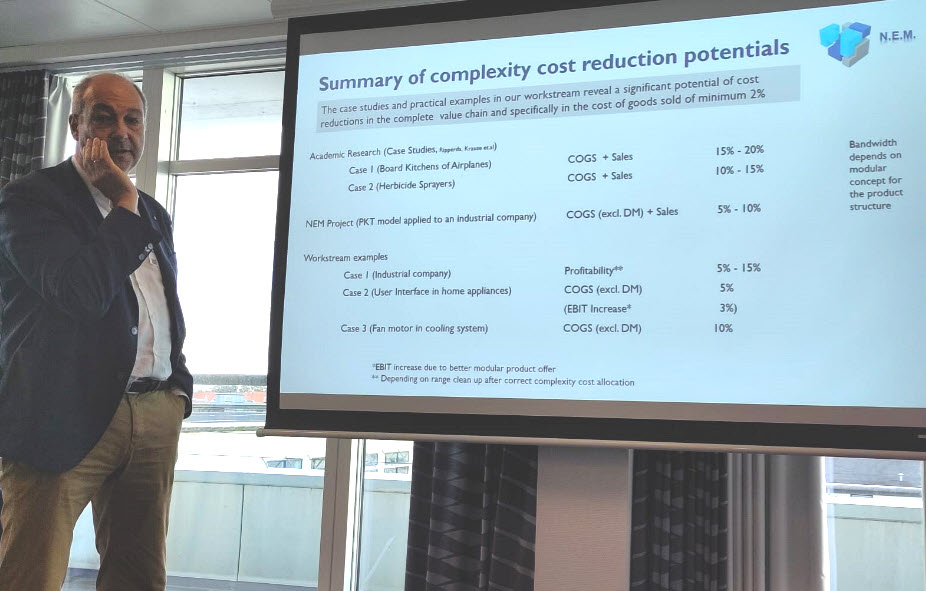
Peter Greiner, NEM member, presented the details of this result during the conference on day 2. The conclusion of the workstream team was a preliminary estimate suggesting a minimum cost reduction of 2-5% in terms of the Cost Of Goods Sold (COGS) on top of traditional modularization savings. These estimates are based on real-world cases.
Understanding that the benefits are related to the COGS with a high contribution of the actual material costs, a 2 – 5 % range is significant. There is the intention to dig deeper into this topic.
 Besides these workstreams, there are also other workstreams running or finished. The ones that interest me in the sustainability context are Workstream 1 Modular & Circular and Workstream 10 Modular PLM (Digital Thread).
Besides these workstreams, there are also other workstreams running or finished. The ones that interest me in the sustainability context are Workstream 1 Modular & Circular and Workstream 10 Modular PLM (Digital Thread).
The NEM network has an active group of members, making it an exciting network to follow and contribute as modularity is part of a sustainable future. More on this statement later.
Vestas
![]() The main part of day one was organized by our host, Vestas. Jens Demtröder, Chief Engineer at Vestas for the Modular Turbine Architecture and NEM board member, first introduced the business scope, complexity, and later the future challenges that Vestas is dealing with.
The main part of day one was organized by our host, Vestas. Jens Demtröder, Chief Engineer at Vestas for the Modular Turbine Architecture and NEM board member, first introduced the business scope, complexity, and later the future challenges that Vestas is dealing with.
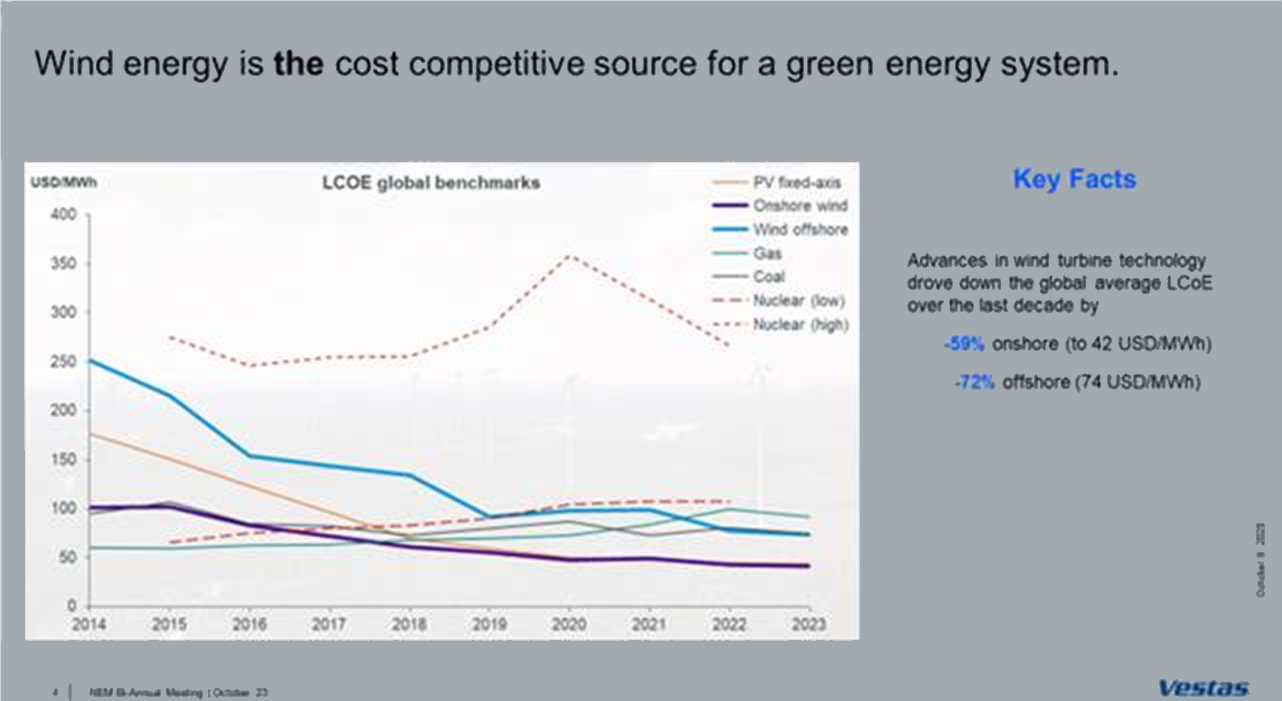
First, wind energy is the best cost-competitive source for a green energy system, as the image shows when taking the full environmental impact into the equation. As the image below shows
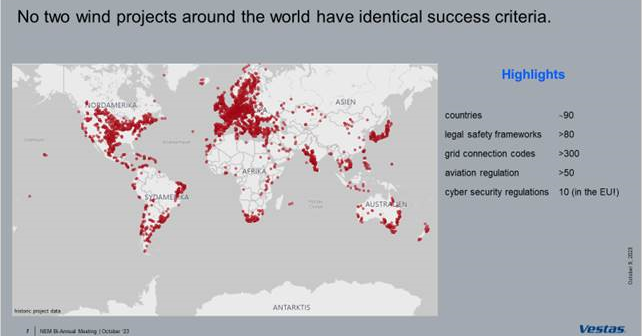
From the outside, wind turbines all look the same; perhaps a difference between on-shore and off-shore? No way! There is a substantial evolution in the size and control of the wind turbine, and even more importantly, as the image shows, each country has its own regulations to certify a wind turbine. Vestas has to comply with 80+ different local regulations, and for that reason, modularity is vital to manage all the different demands efficiently.
A big challenge for the future will be the transport and installation of wind turbines.
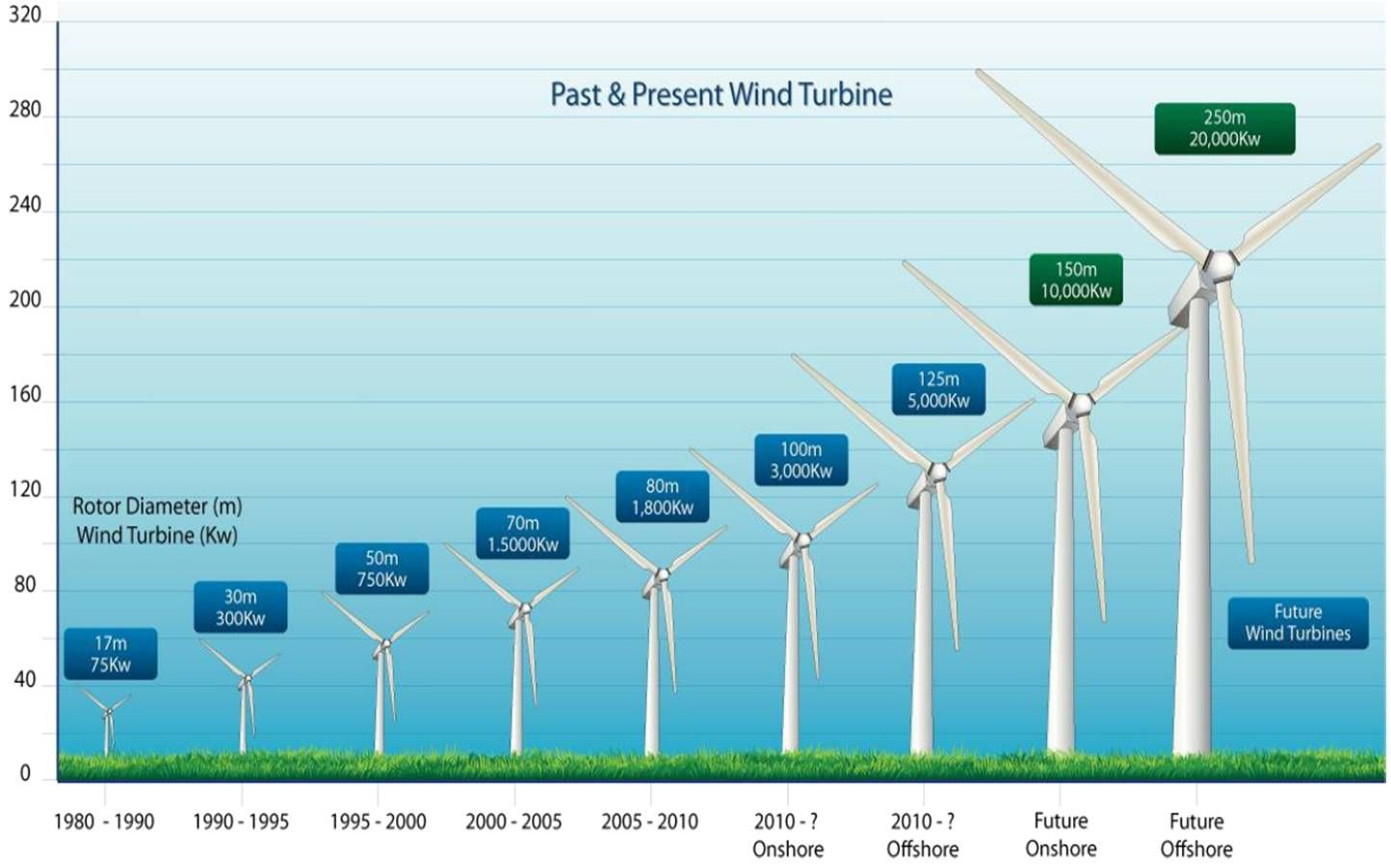 The components become so big that they need to be assembled on-site, requiring new constraints on the structure to be solved.
The components become so big that they need to be assembled on-site, requiring new constraints on the structure to be solved.
As the image to the left, rotor sizes up to 250 m are expected and what about the transport of the nacelle itself?
Click on this link to get an impression.
The audience also participated in a (windy) walk through the manufacturing site to get an impression of the processes & components – an impression below.

Processes, organization and governance
Karl Axel Petursson, Senior Specialist in Architecture and Roadmap, gave insights into the processes, organization and governance needed for the modularity approach at Vestas.
The modularization efforts are always a balance between strategy and execution, where often execution wins. The focus on execution is a claim that I recognize when discussing modularity with the companies I am coaching.
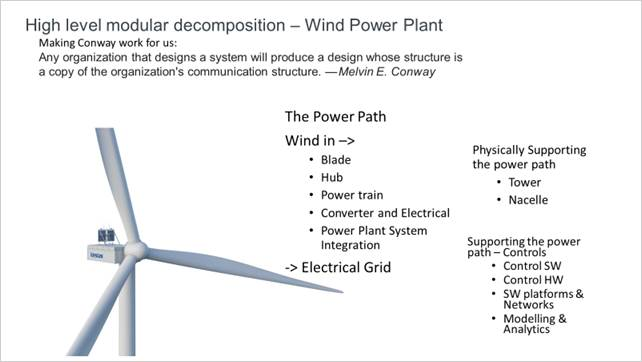
Vestas also created an organization related to the functions it provides, being a follower of Conway’s law, as the image below shows:
With modularity, you will also realize that the modular architecture must rely on stable interfaces between the modules based on clear market needs.
Besides an organizational structure, often more and more a matrix organization, there are also additional roles to set up and maintain a modular approach. As the image below indicates, to integrate all the functions, there are various roles in Vestas, some specialized and some more holistic:

These roles are crucial when implementing and maintaining modularity in your organization. It is not just the job of a clever R&D team.
Just a clever R&D is a misconception I have often discovered in the field. Buying one or more tools that support modularity and then let brilliant engineers do the work. And this is a challenge. Engineers often do not like to be constrained by modular constraints when designing a new capability or feature.
For this reason Vestas has established an Organization Change Management initiative called Modular Minds to make engineers flourish in the organization.
Modular Minds
Madhuri Srinivasan Systems Engineering specialist and Hanh Le Business Transformation leader both at Vestas, presented their approach to the 2020 must-win battle for Modularisation, aiming with various means, like blogs, podcasts, etc., to educate the organization and create Modular Minds for all Vestas employees.

 The team is applying the ADKAR model from Prosci to support this change. As you can see from the (clickable) image to the left, ADKAR is the abbreviation of Awareness, Desire, Knowledge, Ability and Reinforcement.
The team is applying the ADKAR model from Prosci to support this change. As you can see from the (clickable) image to the left, ADKAR is the abbreviation of Awareness, Desire, Knowledge, Ability and Reinforcement.
The ADKAR model focuses on driving change at the individual level and achieving organizational results. It is great to see such an approach applied to Modularity, and it would also be valuable in the domain of PLM, as I discussed with Share PLM in my network.
Scania
 The 1 ½ hour keynote speech from Leif Östling supported by Karl-Johan Linghede was more of an interactive discussion with the audience than a speech. Leif took us to the origins of Scania, their collaboration in the beginning with learning the Toyota Way. – customer first, respect for people and focus on quality. And initial research and development together with Modular Management resulting in the MFD-methodology.
The 1 ½ hour keynote speech from Leif Östling supported by Karl-Johan Linghede was more of an interactive discussion with the audience than a speech. Leif took us to the origins of Scania, their collaboration in the beginning with learning the Toyota Way. – customer first, respect for people and focus on quality. And initial research and development together with Modular Management resulting in the MFD-methodology.
It led to the understanding that:
- The #1 cost driver is the amount of parts you need to manage,
- The #2 crucial point is to have standardized interfaces and keep the flexibility inside the module
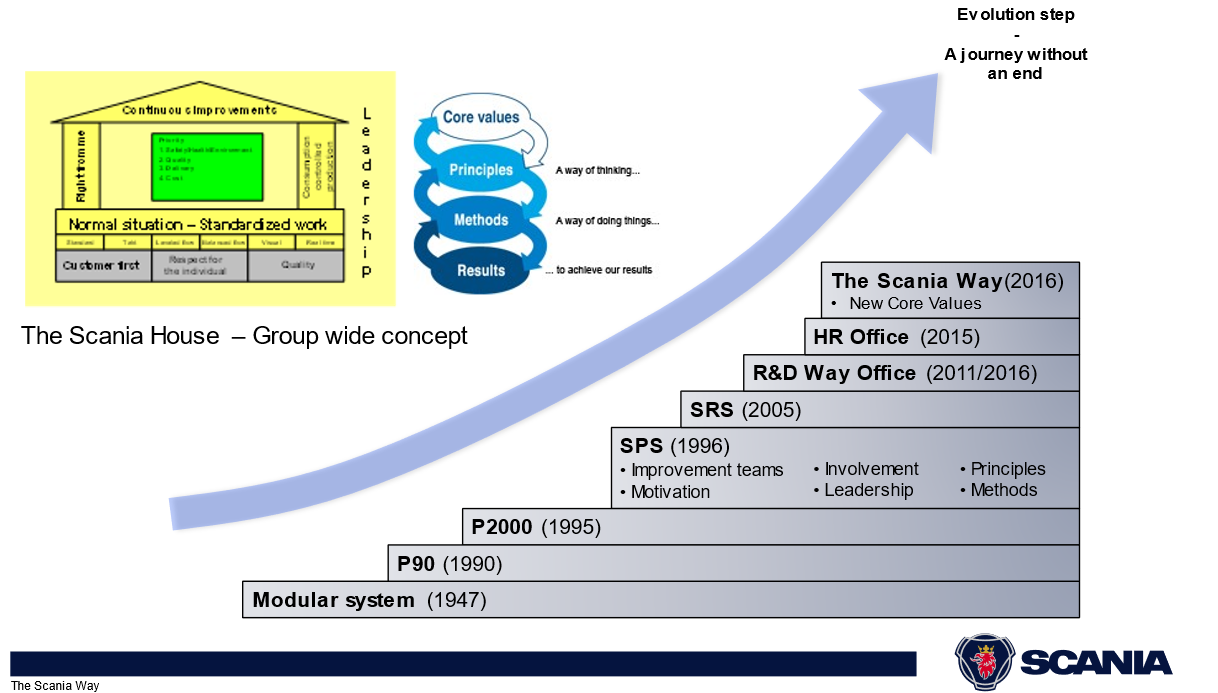
The Scania way
With Ericsson, Scania yearly on partnered to work on the connected vehicle. If you are my age, you will remember connectivity at that time was not easy. The connected vehicle was the first step of what we now would call a digital twin
An interesting topic discussed was that Scania has approximately 25 interfaces at Change Level 1. This is a C-level/Executive discussion to approve potential interface changes. This level shows the commitment of the organization to keep modularity operational.
 Another benefit mentioned was that the move to electrification of the vehicle was not such a significant change as in many automotive companies. Thanks to the modular structure and the well-defined interfaces, creating an electric truck was not a complete change of the truck design.
Another benefit mentioned was that the move to electrification of the vehicle was not such a significant change as in many automotive companies. Thanks to the modular structure and the well-defined interfaces, creating an electric truck was not a complete change of the truck design.
The session with Leif and Karl-Johan could have easily taken longer, giving the interesting question-and-answer dialogue with the curious audience. It was a great learning moment.
Digitization, Sustainability & Modularization
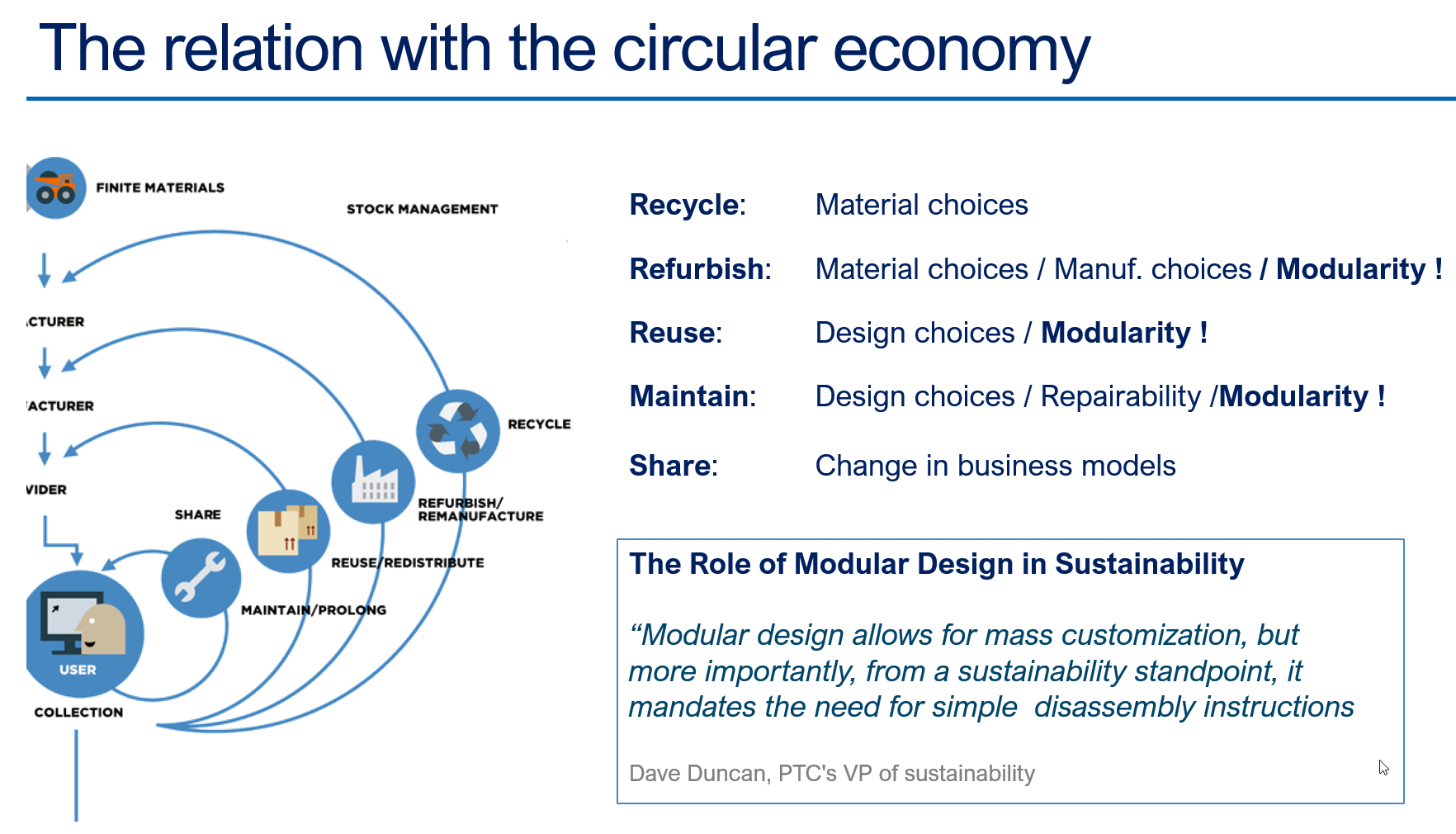
![]() As a PLM person from the PLM Green Global Alliance, I was allowed to give a speech about the winning combination of Digitization, Sustainability and Modularization. You might have seen my PLM and Sustainability blog post recently; now, a zoom-in on the circular economy and modularity is included.
As a PLM person from the PLM Green Global Alliance, I was allowed to give a speech about the winning combination of Digitization, Sustainability and Modularization. You might have seen my PLM and Sustainability blog post recently; now, a zoom-in on the circular economy and modularity is included.
In this conference, I also focused on Modularity, when implemented based on model-based and data-driven approaches, which is a crucial component of the circular economy (image below) and the lifecycle analysis per module when defined as model-based (Digital Twin).
My entire presentation on SlideShare: Digitization, Sustainability & Modularization.
Conclusion
It was the first time I attended a conference focused on modularity purely, and I realized we are all fighting the same battle. Like the fact that PLM is a strategy and not an engineering system, modularity faces the same challenge. It is a strategy and not an R&D mission. It would be great to see modularity becoming a part of PLM conferences or Circular Economy events as there is so much to learn from each other – and we need them all.
Are you interested in the future of PLM and the meaning of Digital Threads.?
Click on the image to see the agenda and join us for 2 days of discussion & learning.
 Last week I had the opportunity to discuss the topic of Systems of Engagement in the context of the more extensive PLM landscape.
Last week I had the opportunity to discuss the topic of Systems of Engagement in the context of the more extensive PLM landscape.
I spoke with Andre Wegner from Authentise and their product Threads, MJ Smith from CoLab and Oleg Shilovitsky from OpenBOM.
I invited all three of them to discuss their background, their target customers, the significance of real-time collaboration outside discipline siloes, how they connect to existing PLM systems (Systems of Record), and finally, whether a company culture plays a role.
![]() Listen to this almost 45 min discussion here (save the m4a file first) or watch the discussion below on YouTube.
Listen to this almost 45 min discussion here (save the m4a file first) or watch the discussion below on YouTube.
What I learned from this conversation
- Systems of Engagement are bringing value to small enterprises but also as complementary systems to traditional PLM environments in larger companies.
- Thanks to their SaaS approach, they are easy to install and use to fulfill a need that would take weeks/months to implement in a traditional PLM environment. They can be implemented at a department level or by connecting a value chain of people.
- Due to their real-time collaboration capabilities, these systems provide fast and significant benefits.
- Systems of Engagement represent the trend that companies want to move away from monolithic systems and focus on working with the correct data connected to the users. A topic I will explore in a future blog post/
![]() I am curious to learn what you pick up from this conversation – are we missing other trends? Use the comments to this post.
I am curious to learn what you pick up from this conversation – are we missing other trends? Use the comments to this post.

Related to the company:
Visit Authentise.com
Related to the product:
Learn more about Collaborative Threads
Related to the reported benefits:
– Surgical robotics R&D team tracks 100% of their decisions and saves 150 hours in the first two weeks… doubling the effective size of their team:

Related to the company:
Visit Colabsoftware.com
Related to the product
Raise the bar for your design conversations
Related to the reported benefits
– How Mainspring used CoLab to achieve a 50% cost reduction redesign in half the time
– How Ford Pro Accelerated Time to Market by 30%
Related to the company:
Visit openbom.com
Related to the product:
Global Collaborative SaaS Platform For Industrial Companies
Related to reported benefits:
– OpenBOM makes the OKOS team 20% more efficient by helping to reduce inventory errors, costs, and streamlining supplier process
– VarTech Systems Optimizes Efficiency by Saving Two Hours of Engineering Time Daily with OpenBOM
Conclusion
I believe that Systems of Engagement are important for the digital transformation of a company.
They allow companies to learn what it means to work in a SaaS environment, potentially outside traditional company borders but with a focus on a specific value stream.
Thanks to their rapid deployment times, they help the company to grow its revenue even when the existing business is under threat due to newcomers.
The diagram below says it all. What are your favorite Systems of Engagement?

Hot from the press
Don’t miss the latest episode from the Share PLM podcast with Yousef Hooshmand – the discussion is very much connected to this discussion.

 In the past few weeks, together with Share PLM, we recorded and prepared a few podcasts to be published soon. As you might have noticed, for Season 2, our target is to discuss the human side of PLM and PLM best practices and less the technology side. Meaning:
In the past few weeks, together with Share PLM, we recorded and prepared a few podcasts to be published soon. As you might have noticed, for Season 2, our target is to discuss the human side of PLM and PLM best practices and less the technology side. Meaning:
- How to align and motivate people around a PLM initiative?
- What are the best practices when running a PLM initiative?
- What are the crucial skills you need to have as a PLM lead?
And as there are always many success stories to learn on the internet, we also challenged our guests to share the moments where they got experienced.
As the famous quote says:
Experience is what you get when you don’t get what you expect!
We recently published our with Antonio Casaschi from Assa Abloy, a Swedish company you might have never noticed, although their products and services are a part of your daily life.
It was a discussion to my heart. We discussed the various aspects of PLM. What makes a person a PLM professional? And if you have no time to listen for these 35 minutes, read and scan the recording transcript on the transcription tab.
![]()
At 0:24:00, Antonio mentioned the concept of Proof of Concept as he had good experiences with them in the past. The remark triggered me to share some observations that a Proof of Concept (POC) is an old-fashioned way to drive change within organizations. Not discussed in this podcast but based on my experience, companies have been using the Proof Of Concepts to win time, as they were afraid to make a decision.
A POC to gain time?
Company A
 When working with a well-known company in 2014, I learned they were planning approximately ten POC per year to explore new ways of working or new technologies. As it was a POC based on an annual time scheme, the evaluation at the end of the year was often very discouraging.
When working with a well-known company in 2014, I learned they were planning approximately ten POC per year to explore new ways of working or new technologies. As it was a POC based on an annual time scheme, the evaluation at the end of the year was often very discouraging.
Most of the time, the conclusion was: “Interesting, we should explore this further” /“What are the next POCs for the upcoming year?”
There was no commitment to follow-up; it was more of a learning exercise not connected to any follow-up.
Company B
 During one of the PDT events, a company presented that two years POC with the three leading PLM vendors, exploring supplier collaboration. I understood the PLM vendors had invested much time and resources to support this POC, expecting a big deal. However, the team mentioned it was an interesting exercise, and they learned a lot about supplier collaboration.
During one of the PDT events, a company presented that two years POC with the three leading PLM vendors, exploring supplier collaboration. I understood the PLM vendors had invested much time and resources to support this POC, expecting a big deal. However, the team mentioned it was an interesting exercise, and they learned a lot about supplier collaboration.
And nothing happened afterward ………
In 2019
At the 2019 Product Innovation Conference in London, when discussing Digital Transformation within the PLM domain, I shared in my conclusion that the POC was mainly a waste of time as it does not push you to transform; it is an option to win time but is uncommitted.
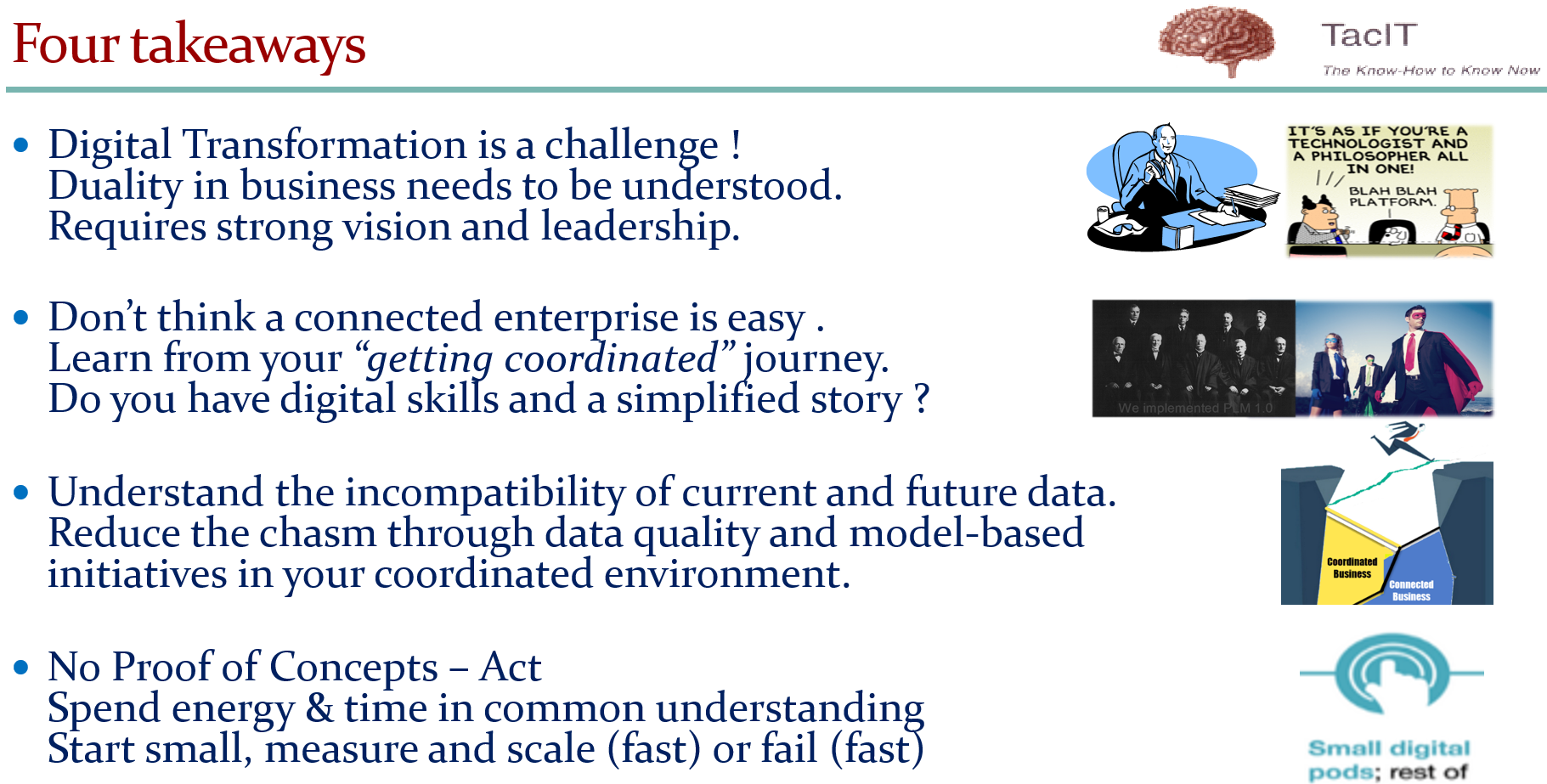
My main reason for not pushing a POC is that it is more of a limited feasibility study.
- Often to push people and processes into the technical capabilities of the systems used. A focus starting from technology is the opposite of what I have been pushing for longer: First, focus on the value stream – people and processes- and then study which tools and technologies support these demands.
- Second, the POC approach often blocks innovation as the incumbent system providers will claim the desired capabilities will come (soon) within their systems—a safe bet.
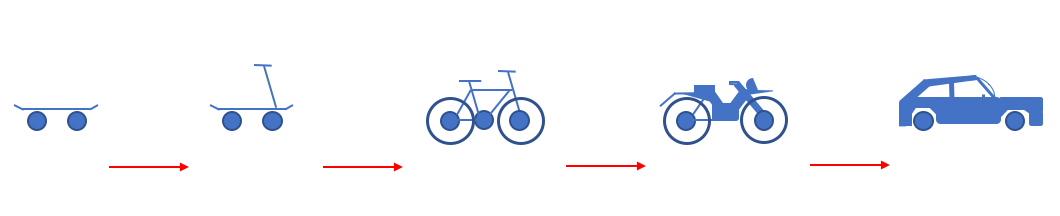
The Minimum Viable Product approach (MVP)
With the awareness that we need to work differently and benefit from digital capabilities also came the term Minimum Viable Product or MVP.
The abbreviation MVP is not to be confused with the minimum valuable products or most valuable players.
There are two significant differences with the POC approach:
- You admit the solution does not exist anywhere – so it cannot be purchased or copied.
- You commit to the fact that this new approach will be the right direction to take and agree that a perfect fit solution is not blocking you from starting for real.
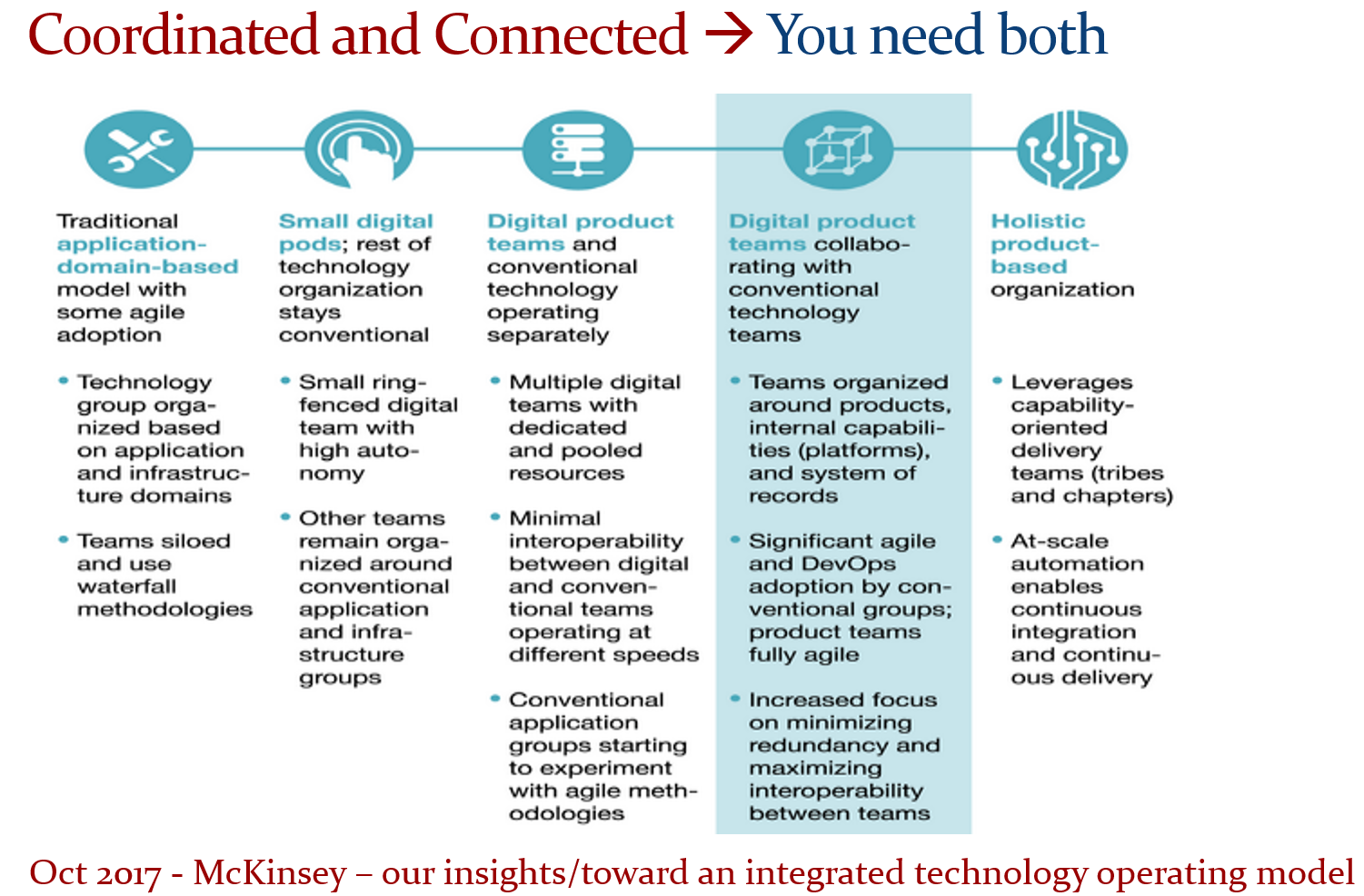
These two differences highlight the main challenges of digital transformation in the PLM domain. Digital Transformation is a learning process – it takes time for organizations to acquire and master the needed skills. And secondly, it cannot be a big bang, and I have often referred to the 2017 article from McKinsey: Toward an integrated technology operating model. Image below.
We will soon hear more about digital transformation within the PLM domain during the next episode of our SharePLM podcast. We spoke with Yousef Hooshmand, currently working for NIO, a Chinese multinational automobile manufacturer specializing in designing and developing electric vehicles, as their PLM data lead.
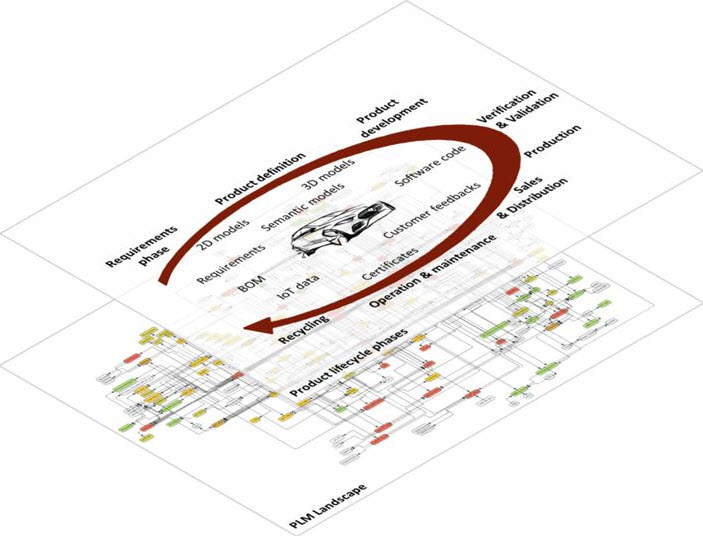 You might have discovered Yousef earlier when he published his paper: “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh”. It is highly recommended that to read the paper if you are interested in a potential PLM future infrastructure. I wrote about this whitepaper in 2022: A new PLM paradigm discussing the upcoming Systems of Engagement on top of a Systems or Record infrastructure.
You might have discovered Yousef earlier when he published his paper: “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh”. It is highly recommended that to read the paper if you are interested in a potential PLM future infrastructure. I wrote about this whitepaper in 2022: A new PLM paradigm discussing the upcoming Systems of Engagement on top of a Systems or Record infrastructure.
To align our terminology with Yousef’s wording, his domains align with the Systems of Engagement definition.
As we discovered and discussed with Yousef, technology is not the blocking issue to start. You must understand the target infrastructure well and where each domain’s activities fit. Yousef mentions that there is enough literature about this topic, and I can refer to the SAAB conference paper: Genesis -an Architectural Pattern for Federated PLM.
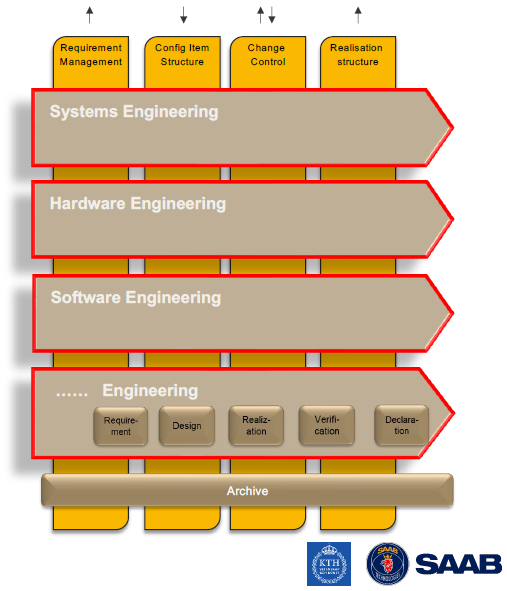 For a less academic impression, read my blog post, The week after PLM Roadmap / PDT Europe 2022, where I share the highlights of Erik Herzog’s presentation: Heterogeneous and Federated PLM – is it feasible?
For a less academic impression, read my blog post, The week after PLM Roadmap / PDT Europe 2022, where I share the highlights of Erik Herzog’s presentation: Heterogeneous and Federated PLM – is it feasible?
There is much to learn and discover which standards will be relevant, as both Yousef and Erik mention the importance of standards.
The podcast with Yousef (soon to be found HERE) was not so much about organizational change management and people.
 However, Yousef mentioned the most crucial success factor for the transformation project he supported at Daimler. It was C-level support, trust and understanding of the approach, knowing it will be many years, an unavoidable journey if you want to remain competitive.
However, Yousef mentioned the most crucial success factor for the transformation project he supported at Daimler. It was C-level support, trust and understanding of the approach, knowing it will be many years, an unavoidable journey if you want to remain competitive.
 And with the journey aspect comes the importance of the Minimal Viable Product. You are starting a journey with an end goal in mind (top-of-the-mountain), and step by step (from base camp to base camp), people will be better covered in their day-to-day activities thanks to digitization.
And with the journey aspect comes the importance of the Minimal Viable Product. You are starting a journey with an end goal in mind (top-of-the-mountain), and step by step (from base camp to base camp), people will be better covered in their day-to-day activities thanks to digitization.
A POC would not help you make the journey; perhaps a small POC would understand what it takes to cross a barrier.
Conclusion
The concept of POCs is outdated in a fast-changing environment where technology is not necessary the blocking issue. Developing practices, new architectures and using the best-fit standards is the future. Embrace the Minimal Viable Product approach. Are you?
![]() Last week I enjoyed visiting LiveWorx 2023 on behalf of the PLM Global Green Alliance. PTC had invited us to understand their sustainability ambitions and meet with the relevant people from PTC, partners, customers and several of my analyst friends. It felt like a reunion.
Last week I enjoyed visiting LiveWorx 2023 on behalf of the PLM Global Green Alliance. PTC had invited us to understand their sustainability ambitions and meet with the relevant people from PTC, partners, customers and several of my analyst friends. It felt like a reunion.
In addition, I used the opportunity to understand better their Velocity SaaS offering with OnShape and Arena. The almost 4-days event, with approximately 5000 attendees, was massive and well-organized.
So many people were excited that this was again an in-person event after four years.

With PTC’s broad product portfolio, you could easily have a full agenda for the whole event, depending on your interests.
I was personally motivated that I had a relatively full schedule focusing purely on Sustainability, leaving all these other beautiful end-to-end concepts for another time.
Here are some of my observations
Jim Heppelman’s keynote
The primary presentation of such an event is the keynote from PTC’s CEO. This session allows you to understand the company’s key focus areas.

My takeaways:
- Need for Speed: Software-driven innovation, or as Jim said, Software is eating the BOM, reminding me of my recent blog post: The Rise and Fall of the BOM. Here Jim was referring to the integration with ALM (CodeBeamer) and IoT to have full traceability of products. However, including Software also requires agile ways of working.
- Need for Speed: Agile ways of working – the OnShape and Arena offerings are examples of agile working methods. A SaaS solution is easy to extend with suppliers or other stakeholders. PTC calls this their Velocity offering, typical Systems of Engagement, and I spoke later with people working on this topic. More in the future.
- Need for Speed: Model-based digital continuity – a theme I have discussed in my blog post too. Here Jim explains the interaction between Windchill and ServiceMax, both Systems of Record for product definition and Operation.

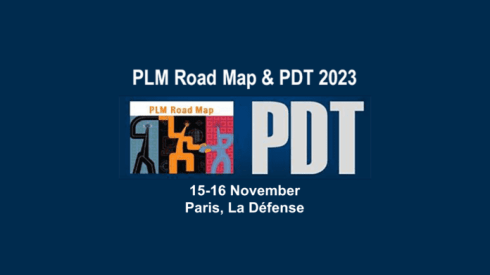
- Environmental Sustainability: introducing Catherine Kniker, PTC’s Chief Strategy and Sustainability Officer, announcing that PTC has committed to Science Based Targets, pledging near-term emissions reductions and long-term net-zero targets – see image below and more on Sustainability in the next section.

- A further investment in a SaaS architecture, announcing CREO+ as a SaaS solution supporting dynamic multi-user collaboration (a System of Engagement)
- A further investment in the partnership with Ansys fits the needs of a model-based future where modeling and simulation go hand in hand.

You can watch the full session Path to the Future: Products in the Age of Transformation here.
Sustainability
 The PGGA spoke with Dave Duncan and James Norman last year about PTC’s sustainability initiatives. Remember: PLM and Sustainability: talking with PTC. Therefore, Klaus Brettschneider and I were happy to meet Dave and James in person just before the event and align on understanding what’s coming at PTC.
The PGGA spoke with Dave Duncan and James Norman last year about PTC’s sustainability initiatives. Remember: PLM and Sustainability: talking with PTC. Therefore, Klaus Brettschneider and I were happy to meet Dave and James in person just before the event and align on understanding what’s coming at PTC.
We agreed there is no “sustainability super app”; it is more about providing an open, digital infrastructure to connect data sources at any time of the product lifecycle, supporting decision-making and analysis. It is all about reliable data.
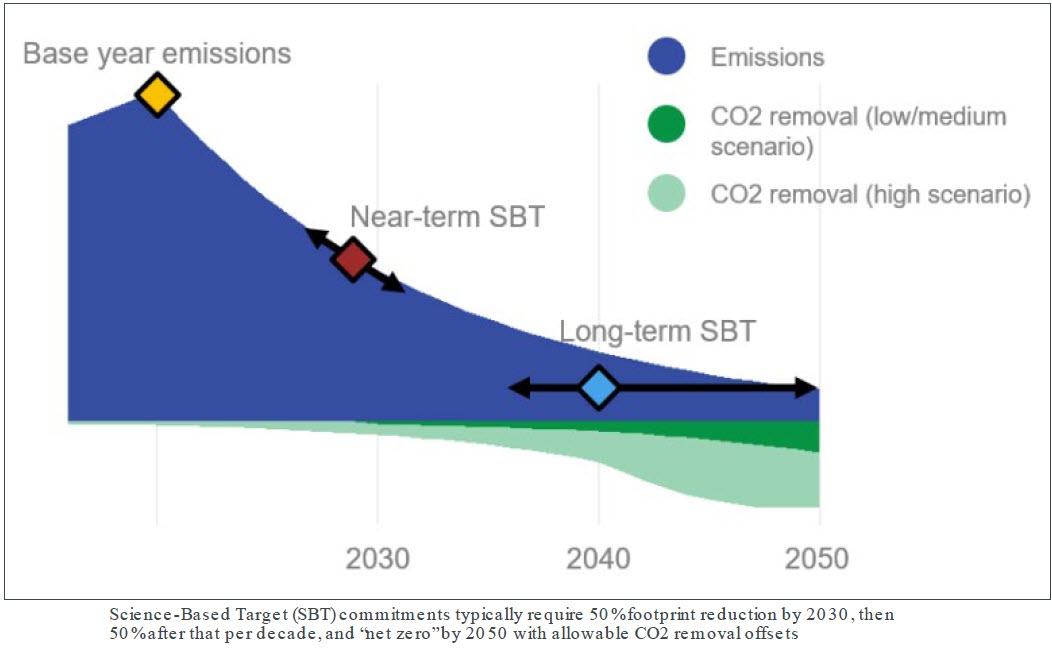
Product Sustainability 101
On Tuesday, Dave Duncan gave a great introductory session, Product Sustainability 101, addressing Business Drivers and Technical Opportunities. Dave started by explaining the business context aiming at greenhouse gas (GHG) reduction based on science-based targets, describing the content of Scope 1, Scope 2 and Scope 3 emissions.
The image above, which came back in several presentations later that week, nicely describes the mapping of lifecycle decisions and operations in the context of the GHG protocol.
Design for Sustainability (DfS)
On Wednesday, I started with a session moderated by James Norman titled Design for Sustainability: Harnessing Innovation for a Resilient Future. The panel consisted of Neil D’Souza (CEO Makersite), Tim Greiner (MD Pure Strategies), Francois Lamy (SVP Product Management PTC) and Asheen Phansey (Director ESG & Sustainability at PagerDuty). You can find the topic discussed below:
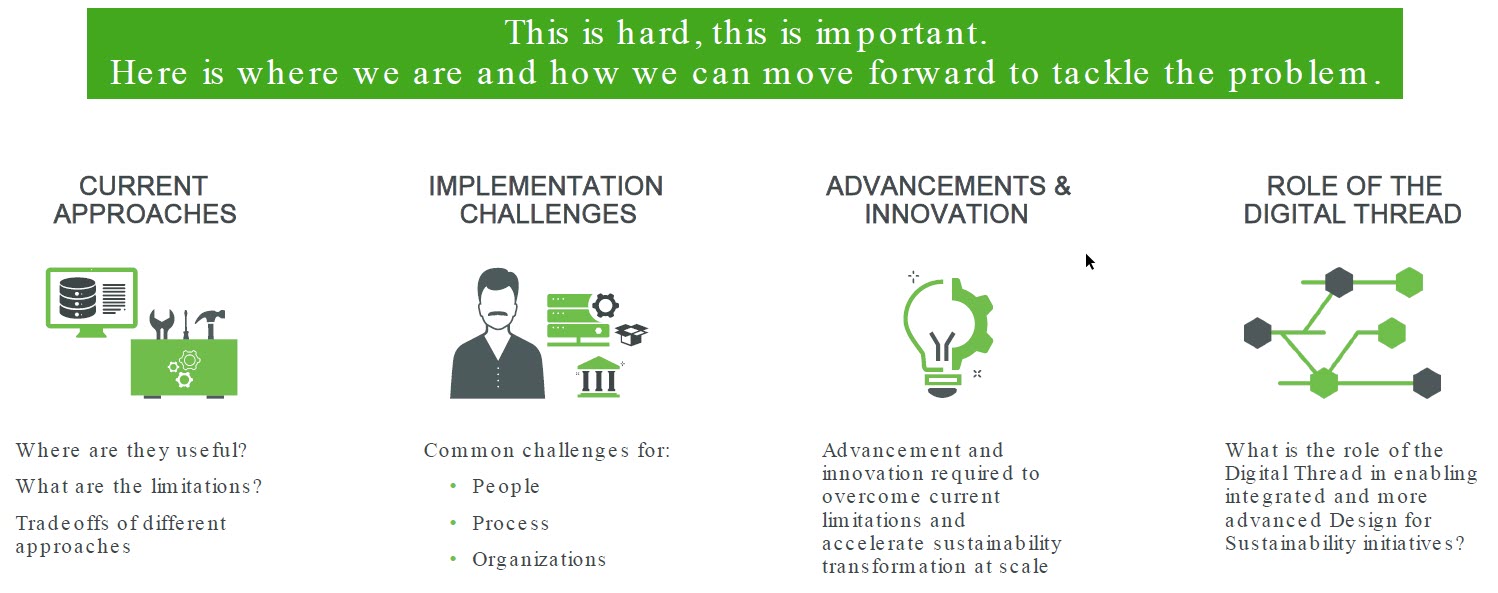
Some of the notes I took:
- No specific PLM modules are needed, LCA needs to become an additional practice for companies, and they rely on a connected infrastructure.
- Where to start? First, understand the current baseline based on data collection – what is your environmental impact? Next, decide where to start
- The importance of Design for Service – many companies design products for easy delivery, not for service. Being able to service products better will extend their lifetime, therefore reducing their environmental impact (manufacturing/decommissioning)
- There Is a value chain for carbon data. In addition, suppliers significantly impact reaching net zero, as many OEMs have an Assembly To Order process, and most of the emissions are done during part manufacturing.
DfS: an example from Cummins
 Next, on Wednesday, I attended the session from David Genter from Cummins, who presented their Design for Sustainability (DfS) project.
Next, on Wednesday, I attended the session from David Genter from Cummins, who presented their Design for Sustainability (DfS) project.
Dave started by sharing their 2030 sustainability goals:
- On Facilities and Operations: A reduction of 50 % of GHG emissions, reducing water usage by 30 %, reducing waste by 25 % and reducing organic compound emissions by 50%
- Reducing Scope 3 emissions for new products by 25%
- In general, reducing Scope 3 emissions by 55M metric tons.
The benefits for products were documented using a standardized scorecard (example below) to ensure the benefits are real and not based on wishful thinking.
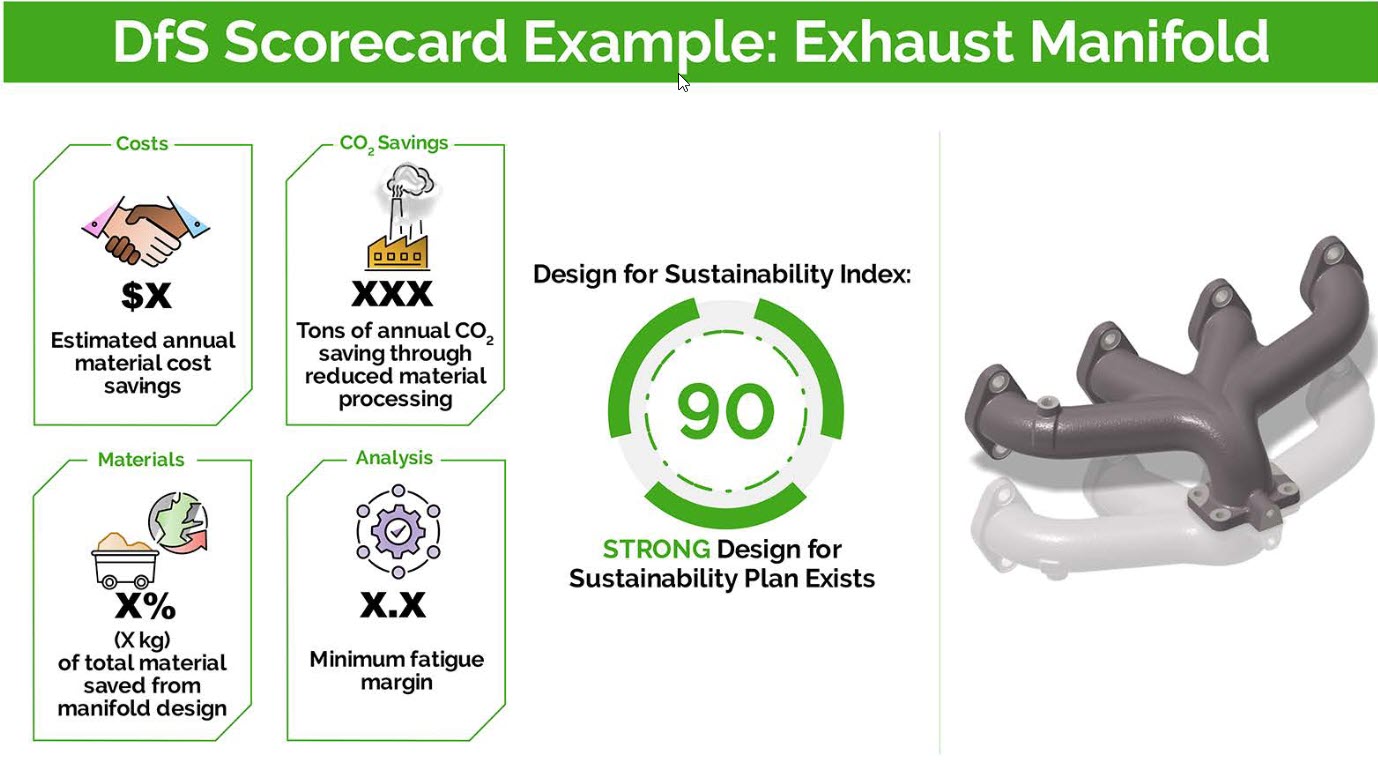
Many motivated people wanted to participate in the project, and the ultimate result demonstrated that DfS has both business value for Cummins and the environment.
The project has been very well described in this whitepaper: How Cummins Made Changes to Optimize Product Designs for the Environment – a recommended case study to read.
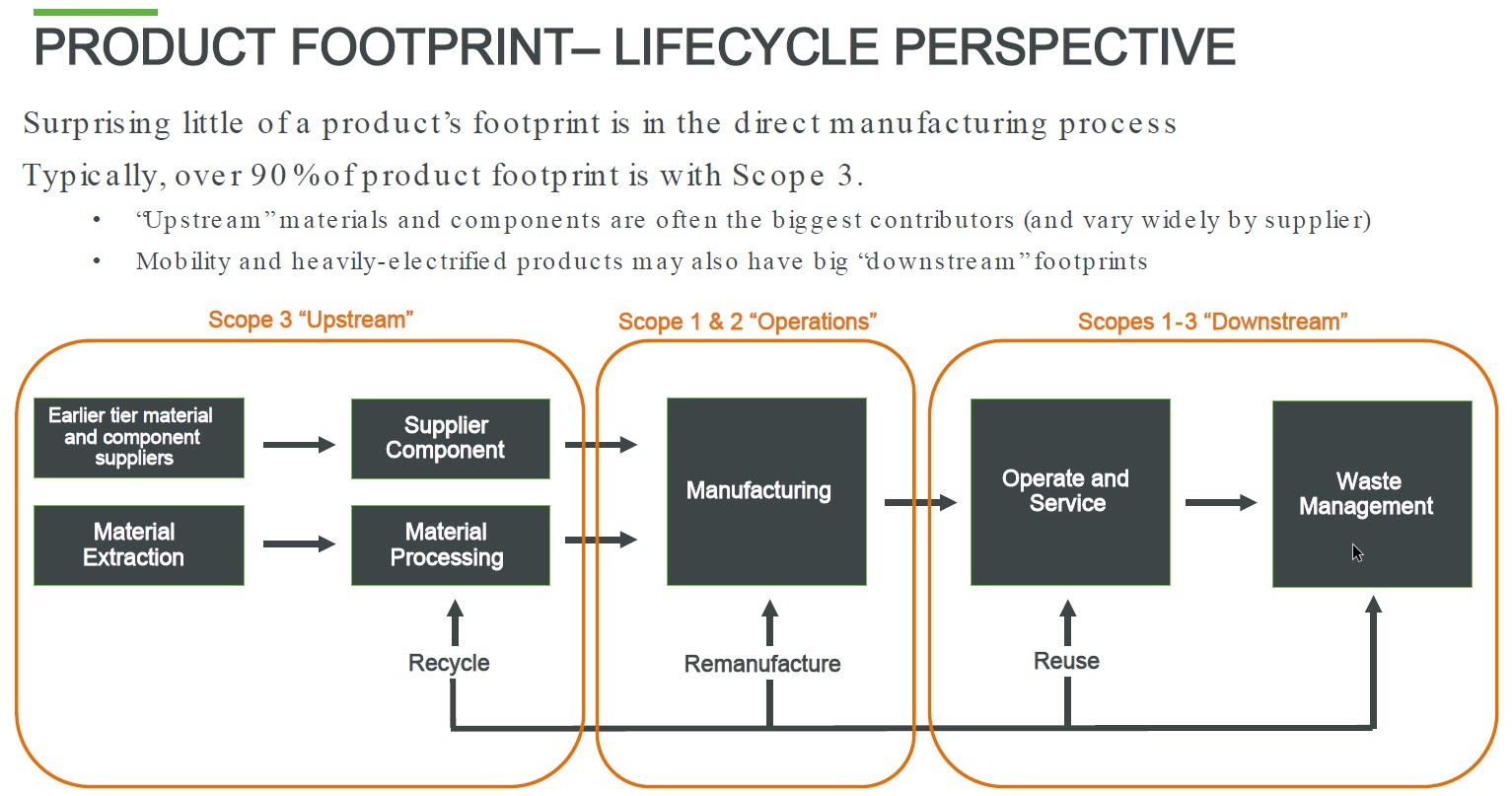
Tangible Strategies for Improving Product Sustainability
The session was a dialogue between Catherine Kniker and Dave Duncan, discussing the strategies to move forward with Sustainability.
They reiterated the three areas where we as a PLM community can improve: Material choice and usage, Addressing Energy Emissions and Reducing Waste. And it is worth addressing them all, as you can see below – it is not only about carbon reduction.
It was an informative dialogue going through the different aspects of where we, as an engineering/ PLM community, can contribute. You can watch their full dialog here: Tangible Strategies for Improving Product Sustainability.
Conclusion
It was encouraging to see that at such an event as LiveWorx, you could learn about Sustainability and discuss Sustainability with the audience and PTC partners. And as I mentioned before, we need to learn to measure (data-driven / reliable data), and we need to be able to work in a connected infrastructure (digital thread) to allow design, simulation, validation and feedback to go hand in hand. It requires adapting a business strategy, not just a tactical solution. With the PLM Global Green Alliance, we are looking forward to following up on these.
NOTE: PTC covered the expenses associated with my participation in this event but did not in any way influence the content of this post – I made my tour fully independent through the conference and got encouraged by all the conversations I had.

 Imagine you are a supplier working for several customers, such as big OEMs or smaller companies. In Dec 2020, I wrote about PLM and the Supply Chain because it was an underexposed topic in many companies. Suppliers need their own PLM and IP protection and work as efficiently as possible with their customers, often the OEMs.
Imagine you are a supplier working for several customers, such as big OEMs or smaller companies. In Dec 2020, I wrote about PLM and the Supply Chain because it was an underexposed topic in many companies. Suppliers need their own PLM and IP protection and work as efficiently as possible with their customers, often the OEMs.
Most PLM implementations always start by creating the ideal internal collaboration between functions in the enterprise. Historically starting with R&D and Engineering, next expanding to Manufacturing, Services and Marketing. Most of the time in this logical order.
In these implementations, people are not paying much attention to the total value chain, customers and suppliers. And that was one of the interesting findings at that time, supported by surveys from Gartner and McKinsey:
- Gartner: Companies reported improvements in the accuracy of product data and product development as the main benefit of their PLM implementation. They did not see so much of a reduced time to market or reduced product development costs. After analysis, Gartner believes the real issue is related to collaboration processes and supply chain practices. Here the lead times did not change, nor did the number of changes.
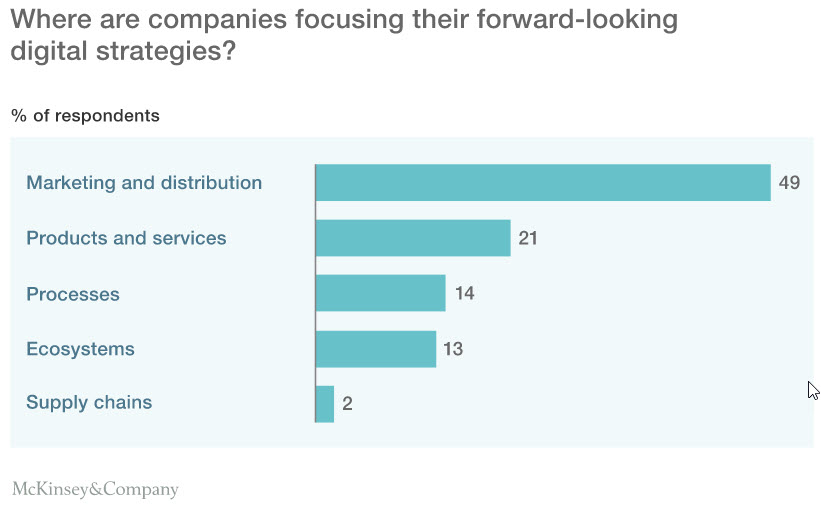
- McKinsey: In their article, The Case for Digital Reinvention, digital supply chains were mentioned as the area with the potential highest ROI; however, as the image shows below, it was the area with the lowest investment at that time.

 In 2020 we were in the middle of broken supply chains and wishful thinking related to digital transformation, all due to COVID-19.
In 2020 we were in the middle of broken supply chains and wishful thinking related to digital transformation, all due to COVID-19.
Meanwhile, the further digitization in PLM (systems of engagement) and the new topic, Sustainability of the supply chain, became visible.
Therefore it is time to make a status again, also driven by discussions in the past few weeks.
The old “connected” approach (loose-loose).
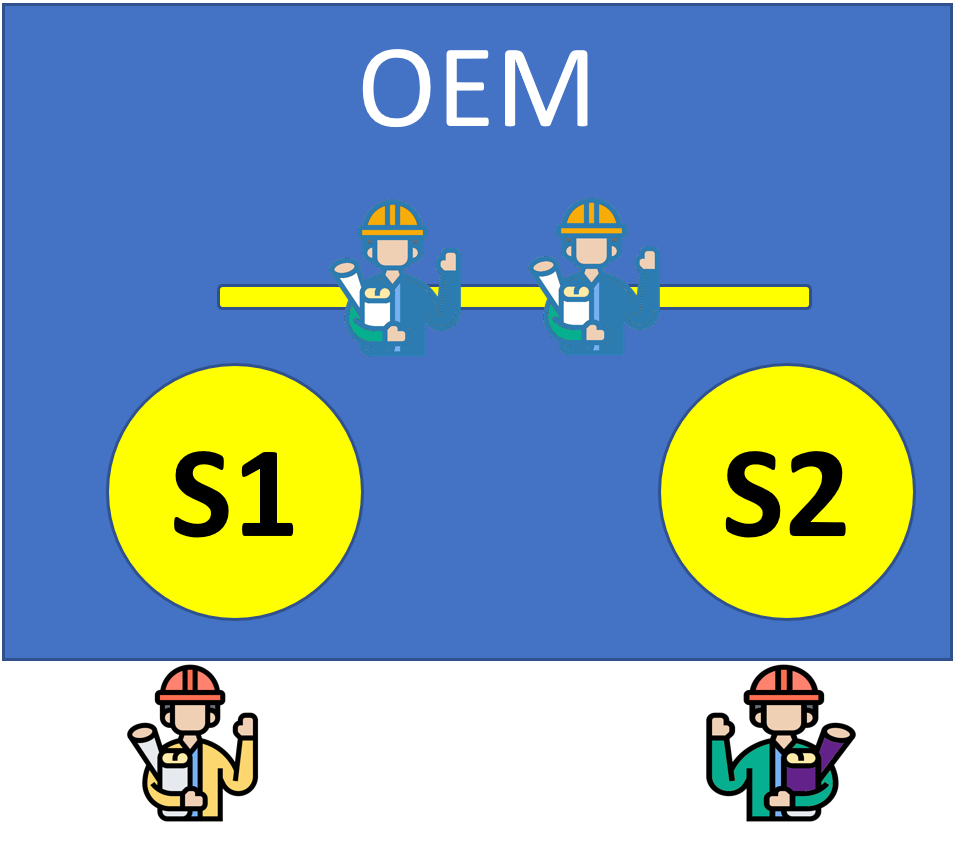 A preferred way for OEMs in the past was to have the Supplier or partner directly work in their PLM environment. The OEM could keep control of the product development process and the incremental maturity of the BOM, where the Supplier could connect their part data and designs to the OEM environment. T
A preferred way for OEMs in the past was to have the Supplier or partner directly work in their PLM environment. The OEM could keep control of the product development process and the incremental maturity of the BOM, where the Supplier could connect their part data and designs to the OEM environment. T
The advantage for the OEM is clear – direct visibility of the supplier data when available. The benefit for the Supplier could also be immediate visibility of the broader context of the part they are responsible for.
 However, the disadvantages for a supplier are more significant. Working in the OEM environment exposes all your IP and hinders knowledge capitalization from the Supplier. Not a big thing for perhaps a tier 3 supplier; however, the more advanced the products from the Supplier are, the higher the need to have its own PLM environment.
However, the disadvantages for a supplier are more significant. Working in the OEM environment exposes all your IP and hinders knowledge capitalization from the Supplier. Not a big thing for perhaps a tier 3 supplier; however, the more advanced the products from the Supplier are, the higher the need to have its own PLM environment.
Therefore the old connected approach is a loose-loose relationship in particular for the Supplier and even for the OEM (having less knowledgeable suppliers)
The modern “connected” approach (wins t.b.d.)
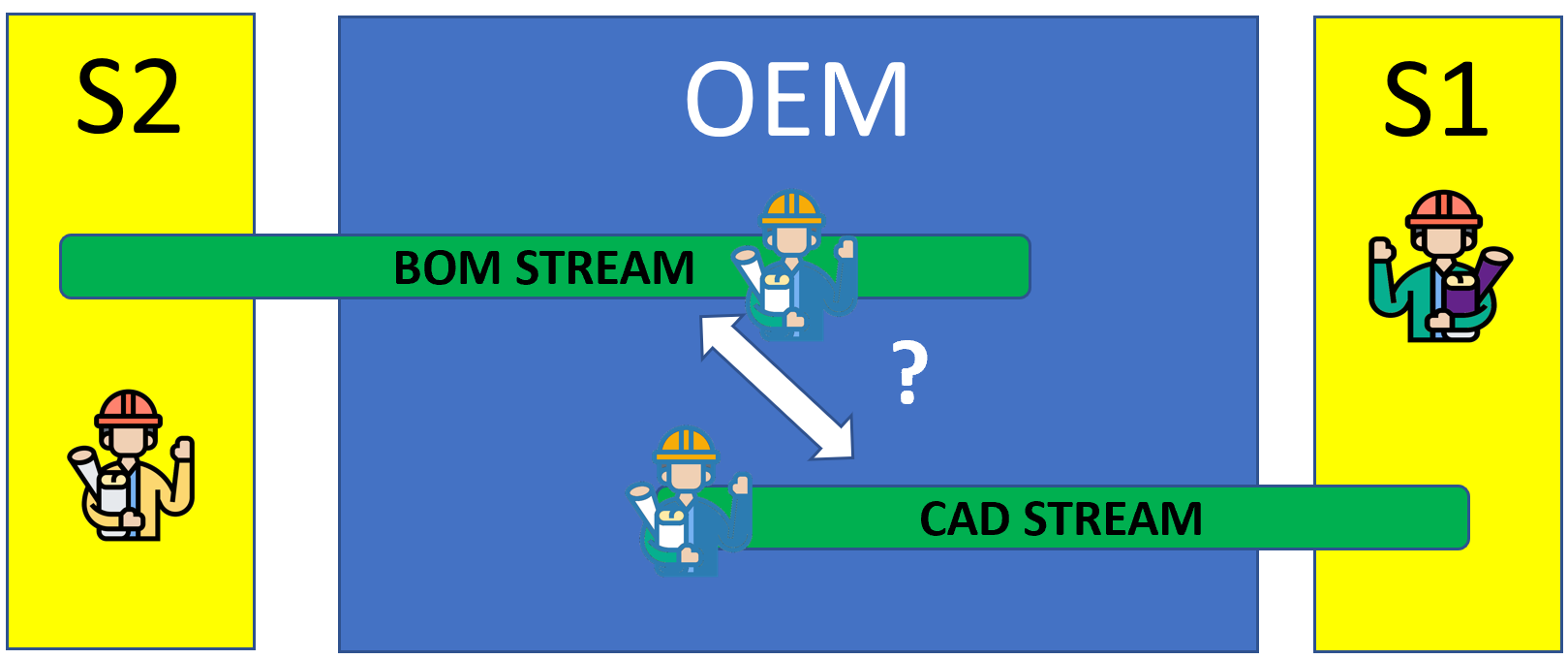 In this situation, the target infrastructure is a digital infrastructure, where datasets are connected in real-time, providing the various stakeholders in engagement access to a filtered set of data relevant to their roles.
In this situation, the target infrastructure is a digital infrastructure, where datasets are connected in real-time, providing the various stakeholders in engagement access to a filtered set of data relevant to their roles.
In my terminology, I refer to them as Systems of Engagement, as the target is that all stakeholders work in this environment.
The counterpart of Systems of Engagement is the Systems of Record, which provides a product baseline, manufacturing baseline, and configuration baseline of information consumed by other disciplines.
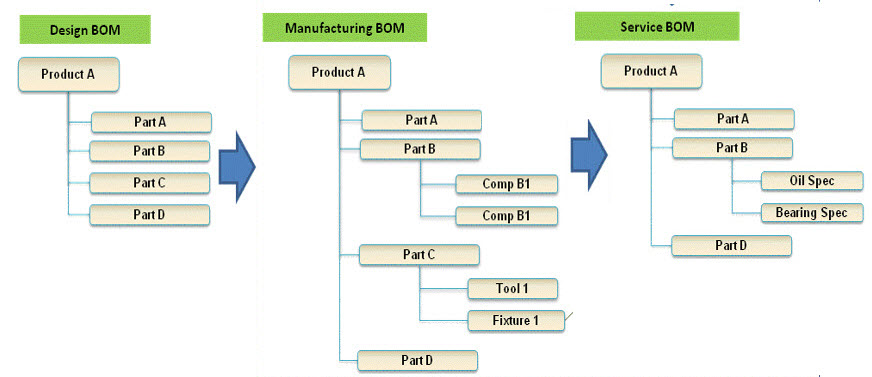 These baselines are often called Bills of Information, and the traditional PLM system has been designed as a System of Record. Major Bills of Information are the eBOM, the mBOM and sometimes people talk about the sBOM(service BOM).
These baselines are often called Bills of Information, and the traditional PLM system has been designed as a System of Record. Major Bills of Information are the eBOM, the mBOM and sometimes people talk about the sBOM(service BOM).
Typical examples of Systems of Engagement I have seen in alphabetical order are:
- Arena Solutions has a long-term experience in BOM collaboration between engineering teams, suppliers and contract manufacturers.
- CATENA-X might be a strange player in this list, as CATENA-X is more a German Automotive consortium targeting digital collaboration between stakeholders, ensuring security and IP protection.
- Colab is a provider of cloud-based collaboration software allowing design teams and suppliers to work in real time together.
- OnShape – a cloud-based collaborative product design environment for dispersed engineering teams and partners.
- OpenBOM – a SaaS solution focusing on BOM collaboration connected to various CAD systems along with design teams and their connected suppliers
These are some of the Systems of Engagement I am aware of. They focus on specific value streams that can improve the targeted time to market and product introduction efficiency. In companies with no extensive additional PLM infrastructure, they can become crucial systems of engagement.
The main challenge for these systems of engagement is how they will connect to traditional Systems or Records – the classical PLM systems that we know in the market (Aras, Dassault, PTC, Siemens).
Image on the left from a presentation done by Eric Herzog from SAAB at last year’s CIMdata/PDT conference.
You can read more about this here.
When establishing a mix of Systems of Engagement and Systems of Record in your organization digitally connected, we will see overall benefits. My earlier thoughts, in general, are here: Time to split PLM?
The almost Connected approach
As I mentioned, in most companies, it is already challenging to manage their internal System of Record, which is needed for current operations and the traceability of information. In addition, most of the data stored in these systems is document-driven, not designed for real-time collaboration. So how would these companies collaborate with their suppliers?
The Model-Based Enterprise
 In the bigger image below, I am referring to an image published by Jennifer Herron from her book Re-use Your CAD, where she describes the various stages of interaction between engineering, manufacturing and the extended enterprise.
In the bigger image below, I am referring to an image published by Jennifer Herron from her book Re-use Your CAD, where she describes the various stages of interaction between engineering, manufacturing and the extended enterprise.
Her mission is to promote and educate organizations in moving to a Model-Based Definition and, in the long term, to a Model-Base Enterprise.
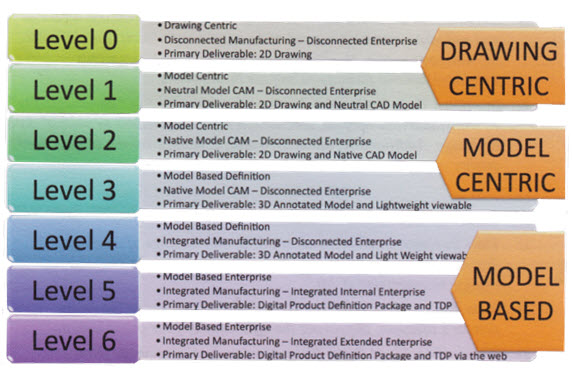
The ultimate target of information exchange in this diagram is that the OEM and the Supplier are separate entities. However, they can exchange Digital Product Definition Packages and TDPs over the web (electronically). In this exchange, we have a mix of systems of engagement and systems of record on the OEM and Supplier sides.
 Depending on the type of industry, in my ecosystem of companies, many suppliers are still at level 2, dreaming or pushed to become level 3, illustrating there is a difficult job to do – learning new practices. And why would you move to the next level?
Depending on the type of industry, in my ecosystem of companies, many suppliers are still at level 2, dreaming or pushed to become level 3, illustrating there is a difficult job to do – learning new practices. And why would you move to the next level?
Every step can have significant benefits, as reported by companies that did this.
So what’s stopping your company from moving ahead? People, Processes, Skills, Work Pressure? It is one of the most common excuses: “We are too busy, no time to improve”.
A supply chain collaboration hub
On March 21, I discussed with Magnus Färneland from Eurostep their cloud-based PLM collaboration hub, ShareAspace. You can read the interview here: PLM and Supply Chain Collaboration

I believe this concept can be compelling for a connected enterprise. The OEM and the Supplier share (or connect) only the data they want to share, preferably based on the PLCS data schema (ISO 10303-239).
In a primitive approach, this can be BOM structures with related files; however, it could become a real model-based connection hub in the advanced mode. “
Now you ask yourself why this solution is not booming.
In my opinion, there are several points to consider:
- Who designs, operates and maintains the collaboration hub?
It is likely not the suppliers, and when the OEM takes ownership, they might believe there is no need for the extra hub; just use the existing PLM infrastructure. - Could a third party find a niche market for this? Eurostep has already been working on this for many years, but adopting the concept seems higher in de BIM or Asset Management domains. Here the owner/operator sees the importance of a collaboration hub.
 A final remark, we are still far from a connected enterprise; concepts like Catena-X and others need to become mature to serve as a foundation – there is a lot of technology out there -now we need the skilled people and tested practices to use the right technology and tune solutions concepts.
A final remark, we are still far from a connected enterprise; concepts like Catena-X and others need to become mature to serve as a foundation – there is a lot of technology out there -now we need the skilled people and tested practices to use the right technology and tune solutions concepts.
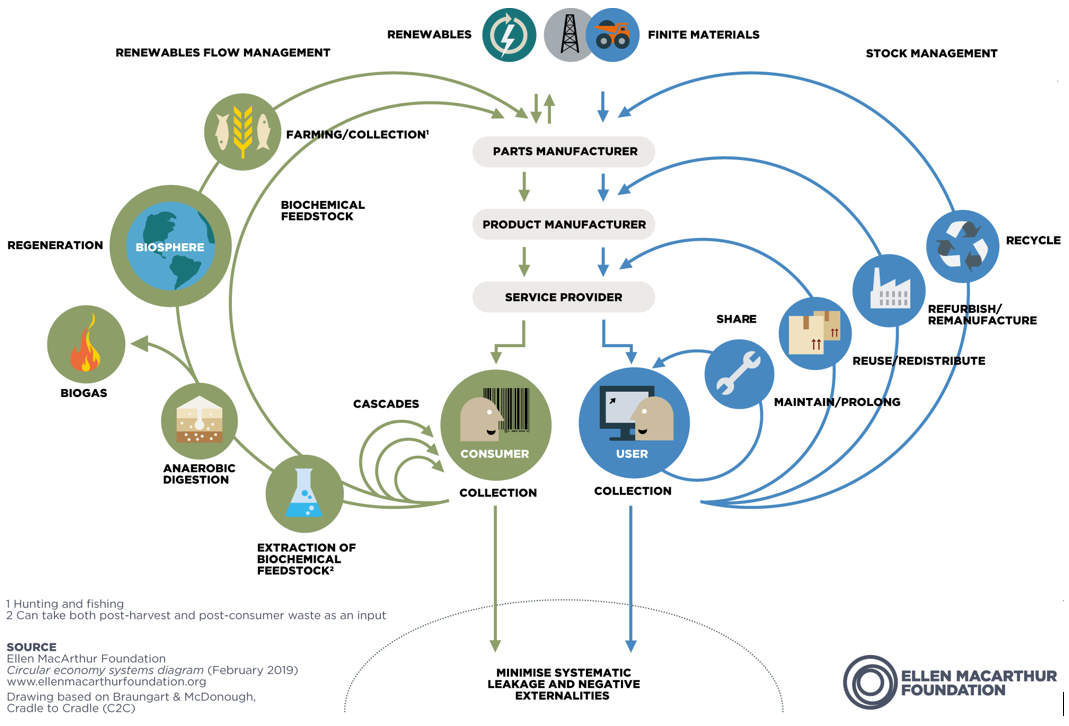
Sustainability demands a connected enterprise.
 I focused on the Supplier dilemma this time because it is one of the crucial aspects of a circular economy and sustainable product development.
I focused on the Supplier dilemma this time because it is one of the crucial aspects of a circular economy and sustainable product development.
Only by using virtual models of the To-Be products/systems can we seriously optimize them. Virtual models and Digital Twins do not run on documents; they require accurate data from anywhere connected.
You can read more details in my post earlier this year: MBSE and Sustainability or look at the PLM and Sustainability recording on our PLM Global Green Alliance YouTube channel.
Conclusion
Due to various discussions I recently had in the field, it became clear that the topic of supplier integration in a best-connected manner is one of the most important topics to address in the near future. We cannot focus longer on our company as an isolated entity – value streams implemented in a connected manner become a must.
And now I am going to enjoy Liveworx in Boston, learning, discussing and understanding more about what PTC is doing and planning in the context of digital transformation and sustainability. More about that in my next post: The week(end) after Liveworx 2023 (to come)

We are happy to start the year with the next PLM Global Green Alliances (PGGA) series round: PLM and Sustainability.
Last year we spoke mainly with the prominent PLM software editors (Aras, Autodesk, Dassault Systèmes, PTC, SAP) and Sustaira (Sustainability platform – Siemens partner).
 This time we talked with Mark Reisig, Sustainability and Green Energy Practice Director & Executive Consultant from CIMdata. The good news is that discussing a PLM strategy and Sustainability is no longer a software discussion.
This time we talked with Mark Reisig, Sustainability and Green Energy Practice Director & Executive Consultant from CIMdata. The good news is that discussing a PLM strategy and Sustainability is no longer a software discussion.
With CIMdata’s sustainability offering introduced last year, it becomes clear that the topic of sustainability reached a broader level than the tools.
CIMdata
 CIMdata is well known in the PLM domain, focusing on Market Analysis, Education, Research & Strategic Management Consulting, all related to PLM.
CIMdata is well known in the PLM domain, focusing on Market Analysis, Education, Research & Strategic Management Consulting, all related to PLM.
Last year, Mark joined CIMdata as Green Energy Practice Director & Executive Consultant. Listening to Mark, you will discover he has an exciting background, starting with the “Keeling Curve”, his early interest in oceanography and wind turbines, working with GE later in his career and many years active in the PLM domain.
Learn more from the 40 minutes discussion with Mark below.
You can download the slides shown during the recording HERE
What we have learned
 CIMdata has been discussing and promoting a circular economy already for a long time. A sustainable future and a circular economy have been a theme in many of the PLM Roadmap & PDT conferences. It is a logical relation as implementing a circular strategy depends significantly on the product design approach.
CIMdata has been discussing and promoting a circular economy already for a long time. A sustainable future and a circular economy have been a theme in many of the PLM Roadmap & PDT conferences. It is a logical relation as implementing a circular strategy depends significantly on the product design approach. CIMdata also combines Sustainability with the need to digitize the processes and data handled. A data-driven approach will allow companies to measure (and estimate) better their environmental impact.
CIMdata also combines Sustainability with the need to digitize the processes and data handled. A data-driven approach will allow companies to measure (and estimate) better their environmental impact.- CIMdata believes sustainability must be embedded in PLM for companies to reduce their product carbon footprint, and they must have greater visibility into their supply chain.
 Mark mentions that focusing on a sustainable business model (product & business) is crucial for survival in the upcoming years, and this has increasingly landed at the board level of companies.
Mark mentions that focusing on a sustainable business model (product & business) is crucial for survival in the upcoming years, and this has increasingly landed at the board level of companies.- The major change has to be driven by the business. PLM vendors will not drive the change; they will align their portfolio offerings based on the market needs.
- It was clear Mark has a lot of experience in wind energy throughout his whole lifecycle 😊


Want to learn more
Mark already pointed to several valuable resources in our discussion to learn more. Here are the most important links related to CIMdata
- Sustainability and Green Energy Consulting Practice
 Recent webinar: The Green Energy Transition and Sustainability from January 23, 2023
Recent webinar: The Green Energy Transition and Sustainability from January 23, 2023- Upcoming webinar: Meeting Sustainability and Green Energy Transition Objectives: The Industrial Perspective, April 27, 2023, 11:00 AM EDT
Conclusions
Last year we discussed sustainability with the software vendors and their product offerings. They all mentioned the importance of a data-driven approach and education. CIMdata has broadened the available sustainability offering for companies by providing additional education and strategy support.
Education at all levels is essential to make sustainable decisions. Sustainable for the company’s business and, above all, sustainable for the planet.

I will be @Livework in Boston, aiming to discuss PLM and Sustainability on behalf of the PGGA with PTC thought leaders. Will you be there too?
 I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
The conference was, for me, like a reunion. As I have worked for over 25 years in the SmarTeam, ENOVIA and 3DEXPERIENCE eco-system, now meeting people I have worked with and have not seen for over fifteen years.

My presentation: Sustainability Demands Virtualization – and it should happen fast was based on explaining the transformation from a coordinated (document-driven) to a connected (data-driven) enterprise.
There were 100+ attendees at the conference, mainly from Europe, and most of the presentations were coming from customers, where the breakout sessions gave the attendees a chance to dive deeper into the Dassault Systèmes portfolio.
Here are some of my impressions.
The power of ENOVIA and NETVIBES
 I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
However, at this conference, I discovered the data intelligence side that Dassault Systèmes is bringing with its NETVIBES brand.
Where I would classify the ENOVIA part of the 3DEXPERIENCE platform as a traditional System of Record infrastructure (see Time to Split PLM?).
I discovered that by adding NETVIBES on top of the 3DEXPERIENCE platform and other data sources, the potential scope had changed significantly. See the image below:
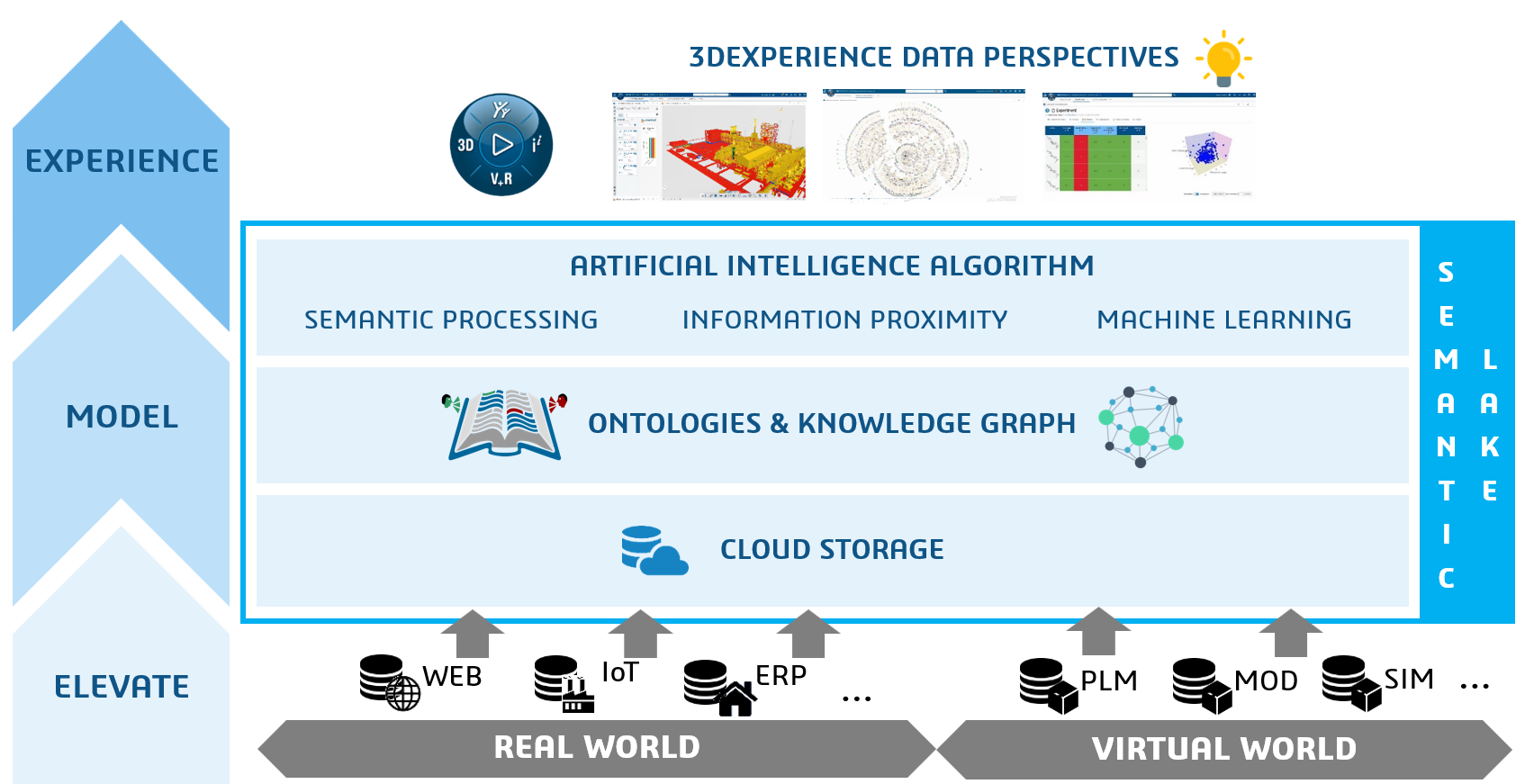
As we can see, the ontologies and knowledge graph layer make it possible to make sense of all the indexed data below, including the data from the 3DEXPERIENCE Platform, which provides a modern data-driven layer for its consumers and apps.
The applications on top of this layer, standard or developed, can be considered Systems of Engagement.
 My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
The Virtual Twin versus the Digital Twin
It is interesting to notice that Dassault Systèmes consistently differentiates between the definition of the Virtual Twin and the Digital Twin.
According to the 3DS.com website:
Digital Twins are simply a digital form of an object, a virtual version.
Unlike a digital twin prototype that focuses on one specific object, Virtual Twin Experiences let you visualize, model and simulate the entire environment of a sophisticated experience. As a result, they facilitate sustainable business innovation across the whole product lifecycle.
Understandably, Dassault Systemes makes this differentiation. With the implementation of the Unified Product Structure, they can connect CAD geometry as datasets to other non-CAD datasets, like eBOM and mBOM data.
The Unified Product Structure was not the topic of this event but is worthwhile to notice.
REE Automotive
![]() The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
REE Automotive is an Israeli technology company that designs, develops, and produces electric vehicle platforms. Their mission is to provide a modular and scalable electric vehicle platform that can be used by a wide range of industries, including delivery and logistics, passenger cars, and autonomous vehicles.

 Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
REE decided from the start to implement its PLM backbone in the cloud, a logical choice for such a global spread company.
 The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The current challenge for REE is implementing the manufacturing processes (EBOM- MBOM) and complying as much as possible with the out-of-the-box best practices to make their cloud implementation future-proof.
Groupe Renault
 Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
I remember them as one of the first references for the ENOVIA V6 backbone.
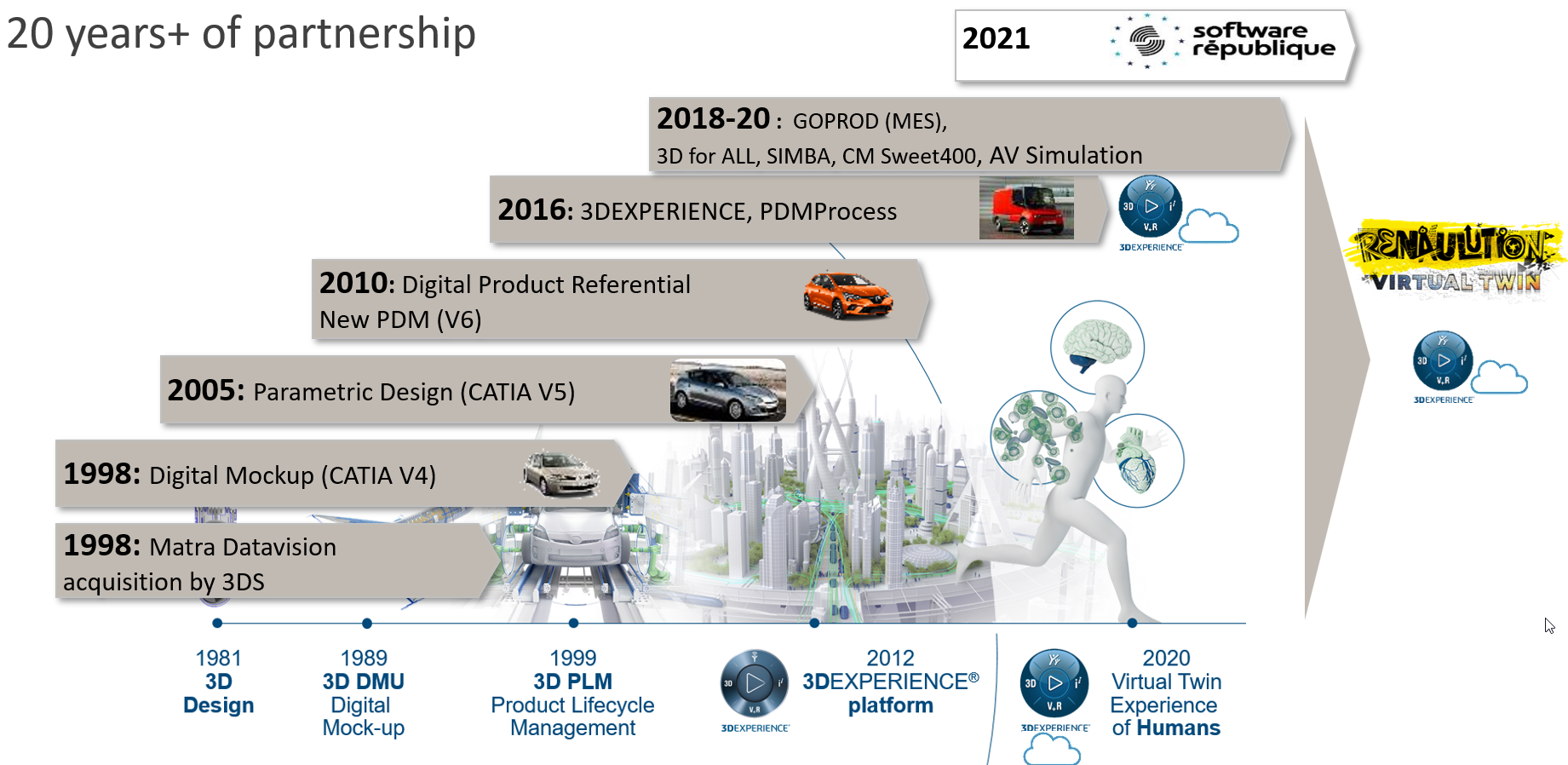
The Renaulution Virtual Twin ambition: from engineering to enterprise platform, is enormous, as you can see below:
Each of the three pillars has transformational aspects beyond traditional ways of working. For each pillar, Olivier explained the business drivers, expected benefits, and why a new approach is needed. I will not go into the details in this post.

However, you can see the transformation from an engineering backbone to an enterprise collaboration platform – The Renaulution!.
Ahmed Lguaouzi, head of marketing at NETVIBES, enforced the extended power of data intelligence on top of an engineering landscape as the target architecture.
Renault’s ambition is enormous – the ultimate dream of digital transformation for a company with a great legacy. The mission will challenge Renault and Dassault Systèmes to implement this vision, which can become a lighthouse for others.
3DS PLM Journey at MIELE
 An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
Miele has been a family-owned business since 1899, making high-end domestic and commercial equipment. They are a typical example of the power of German mid-market companies. Moreover, family-owned gives them stability and the opportunity to develop a multi-year transformation roadmap without being distracted by investor demands every few years.
 André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
As the slide below illustrates, the team is working on four typical transformation drivers:
- Providing customers with connected, advanced products (increasing R&D complexity)
- Providing employees with a modern, digital environment (the war for digital talent)
- Providing sustainable solutions (addressing the whole product lifecycle)
- Improving internal end-to-end collaboration and information visibility (PLM digital transformation)

André talked about their DELMIA pilot plant/project and its benefits to connect the EBOM and MBOM in the 3DEXPERIENCE platform. From my experience, this is a challenging topic, particularly in German companies, where SAP dominated the BOM for over twenty years.
 I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
And more …
Besides some educational sessions by Dassault Systemes (Laurent Bertaud – NETVIBES data science), there were also other interesting customer testimonies from Fernando Petre (IAR80 – Fly Again project), Christian Barlach (ISC Sustainable Construction) and Thelma Bonello (Methode Electronics – end-to-end BOM infrastructure). All sessions helped to get a better understanding about what is possible and what is done in the domain of PLM.
Conclusion
I learned a lot during these days, particularly the virtual twin strategy and the related capabilities of data intelligence. As the event was also a reunion for me with many people from my network, I discovered that we all aim at a digital transformation. We have a mission and a vision. The upcoming years will be crucial to implement the mission and realizing the vision. It will be the early adopters like Renault pushing Dassault Systèmes to deliver. I hope to stay tuned. You too?
NOTE: Dassault Systèmes covered some of the expenses associated with my participation in this event but did not in any way influence the content of this post.

 I am writing this post because one of my PLM peers recently asked me this question: “Is the BOM losing its position? He was in discussion with another colleague who told him:
I am writing this post because one of my PLM peers recently asked me this question: “Is the BOM losing its position? He was in discussion with another colleague who told him:
“If you own the BOM, you own the Product Lifecycle”.
This statement made me think of ä recent post from Jan Bosch recent post: Product Development fallacy #8: the bill of materials has the highest priority.
 Software becomes increasingly an essential part of the final product, and combined with Jan’s expertise in software development, he wrote this article. I recommend reading the full post (4 min read) and next browse through the comments.
Software becomes increasingly an essential part of the final product, and combined with Jan’s expertise in software development, he wrote this article. I recommend reading the full post (4 min read) and next browse through the comments.
If you cannot afford these 10 minutes, here is my favorite quote from the article:
An excessive focus on the bill of materials leads to significant challenges for companies that are undergoing a digital transformation and adopting continuous value delivery. The lack of headroom, high coupling and versioning hell may easily cause an explosion of R&D expenditure over time.
Where did the BOM focus come from? A historical overview related to the rise (and fall) of the BOM.
In the beginning, there was the drawing.
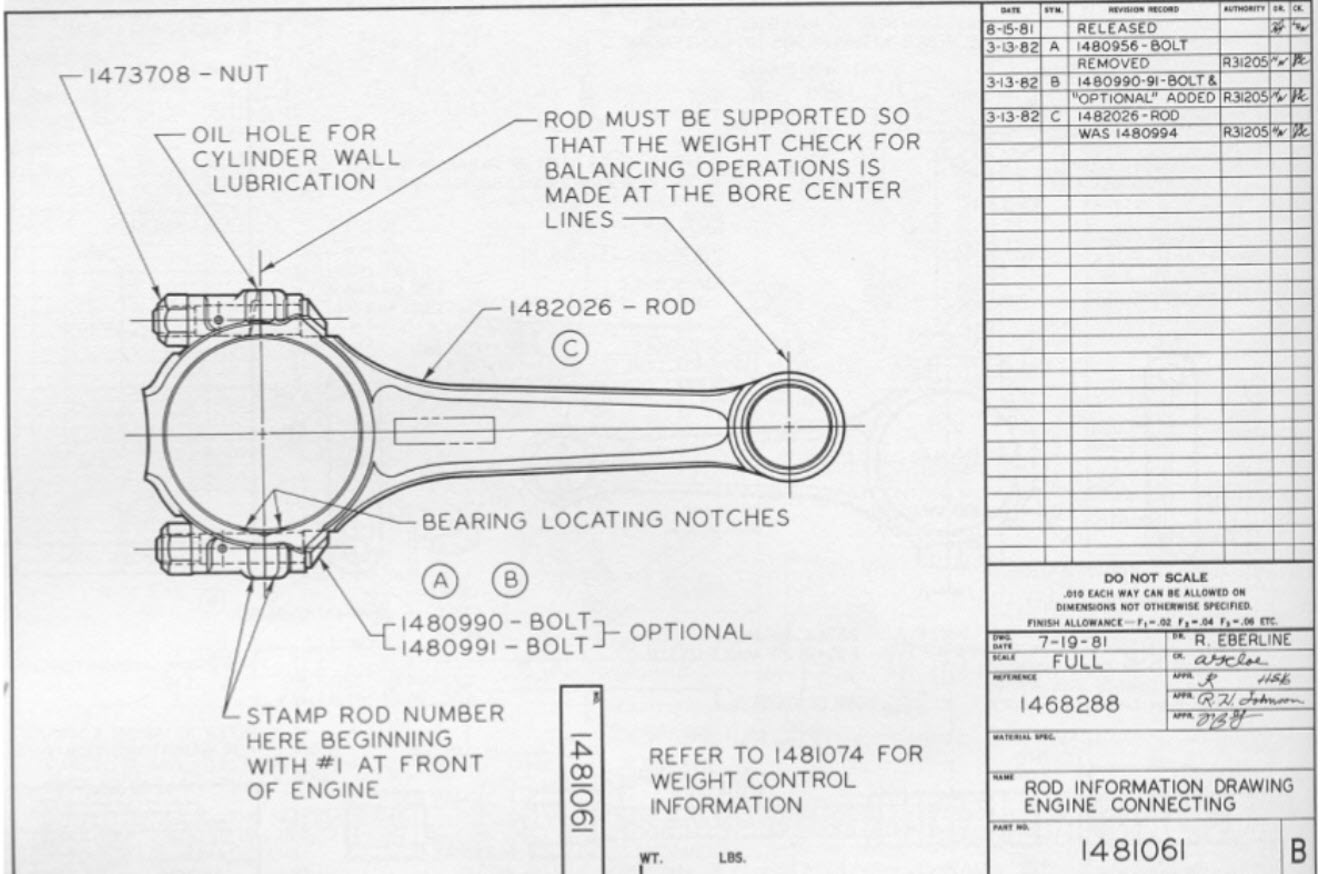 Before the era of computers, there was “THE drawing”, describing assemblies, subassemblies or parts. And on the drawing, you can find the parts list if relevant. This parts list was the first Bill of Material, describing the parts/materials shown on the drawing.
Before the era of computers, there was “THE drawing”, describing assemblies, subassemblies or parts. And on the drawing, you can find the parts list if relevant. This parts list was the first Bill of Material, describing the parts/materials shown on the drawing.
Next came MRP/ERP
 With the introduction of the MRP system (Material Requirement Planning), it was the first step that by using computers, people could collect the material requirements for one system as data and process.
With the introduction of the MRP system (Material Requirement Planning), it was the first step that by using computers, people could collect the material requirements for one system as data and process.
Entering new materials/parts described on drawings was still a manual process, as well as referring to existing parts on the drawing. Reuse of parts was a manual process based on individual knowledge.
In the nineties, MRP evolved into ERP (Enterprise Resource Planning), which included the MRP part and added resource and manufacturing planning and financial reporting.
 The ERP system became the most significant IT system, the execution system of the company. As it was the first enterprise system implemented, it was the first moment we learned about implementation challenges – people change and budget overruns. However, as the ERP system brought visibility to the company’s execution, it became a “must-have” system for management.
The ERP system became the most significant IT system, the execution system of the company. As it was the first enterprise system implemented, it was the first moment we learned about implementation challenges – people change and budget overruns. However, as the ERP system brought visibility to the company’s execution, it became a “must-have” system for management.
The introduction of mainstream 2D CAD did not affect the company’s culture so much. Drawings became electronic drawings, and the methodology of the parts list on the drawing remained.
 Sometimes the interaction with the MRP/ERP system was enhanced by an interface – sending the drawing BOM to ERP. The advantage of the interface: no manual transfer of data reducing typos and BOM errors. The disadvantages at that time: relatively expensive (connectivity between systems was a challenge) and mostly one direction.
Sometimes the interaction with the MRP/ERP system was enhanced by an interface – sending the drawing BOM to ERP. The advantage of the interface: no manual transfer of data reducing typos and BOM errors. The disadvantages at that time: relatively expensive (connectivity between systems was a challenge) and mostly one direction.
And then there was PDM.
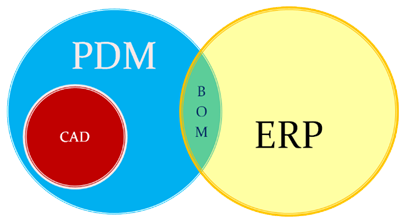 In parallel with the introduction of ERP systems, mainstream 3D CAD systems became affordable, particularly SolidWorks, Solid Edge and Inventor. These 3D CAD systems allow sharing of parts and assemblies in different products, and the PDM database was the first aid to support part reuse, versioning and standardization.
In parallel with the introduction of ERP systems, mainstream 3D CAD systems became affordable, particularly SolidWorks, Solid Edge and Inventor. These 3D CAD systems allow sharing of parts and assemblies in different products, and the PDM database was the first aid to support part reuse, versioning and standardization.
By extracting the parts from the assemblies and subassemblies, it was possible to generate a BOM structure in the PDM system to be transferred or typed into the ERP system. We did not talk about EBOM or MBOM then, as there was only one BOM in the ERP system, and the PDM system was a tool to feed the ERP system.
 Many companies still have based their processes on this approach. ERP (read SAP nowadays) is the central execution system, and PDM is an external system. You might remember the story and image from my previous post about people, processes and tools. The bad practice example: Asking the ERP system to provide a part number when starting to design a part.
Many companies still have based their processes on this approach. ERP (read SAP nowadays) is the central execution system, and PDM is an external system. You might remember the story and image from my previous post about people, processes and tools. The bad practice example: Asking the ERP system to provide a part number when starting to design a part.
And then products started to change.
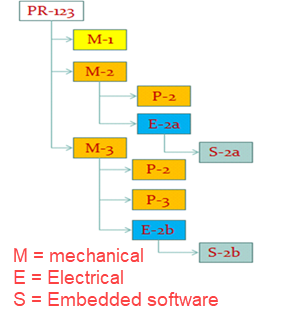 In the early 2000s, I worked with SmarTeam to define the E&E (Electronics and Electrical) template. One of the new concepts was to synchronize all design data coming from different disciplines to a single BOM structure.
In the early 2000s, I worked with SmarTeam to define the E&E (Electronics and Electrical) template. One of the new concepts was to synchronize all design data coming from different disciplines to a single BOM structure.
It was the time we started to talk about the EBOM. A type of BOM, as the structure to consolidate all the design data, was based on parts.
The EBOM, most of the time, reflects the design intent in logical groups and sending the relevant parts in the correct order to the ERP system was a favorite expensive customization for service providers. How to transfer an engineering BOM view to an ERP system that only understands the manufacturing view?
Note: not all ERP systems have the data model to differentiate between engineering parts and manufacturing parts
The image below illustrates the challenge and the customer’s perception. 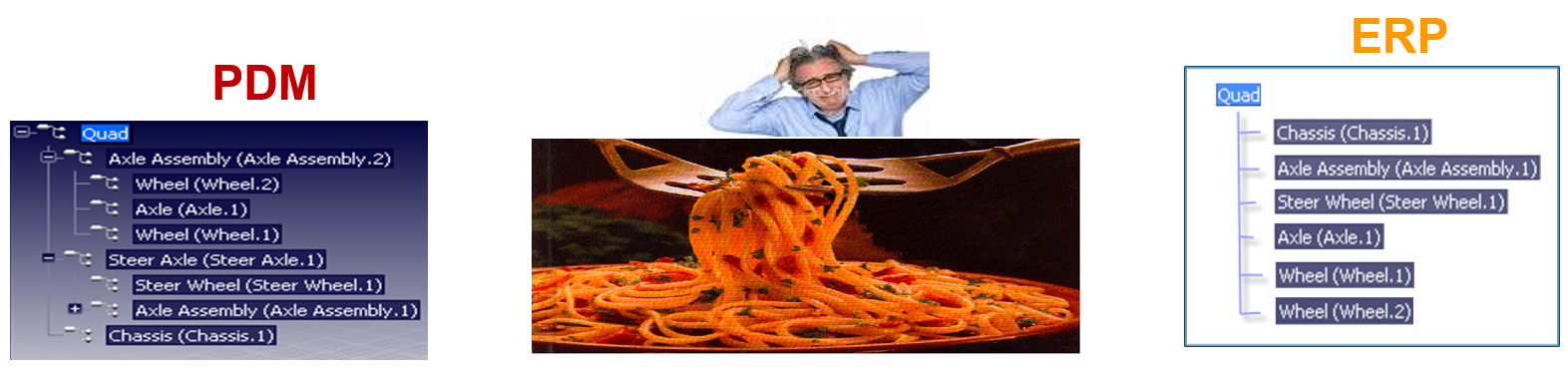
The automated link between the design side (EBOM) and manufacturing side (MBOM) was a mission impossible – too many exceptions for the (spaghetti) code.
And then came the MBOM.
The identified issues connecting PDM and ERP led to the concept of implementing the MBOM in the PLM system. The MBOM in PLM is one of the characteristics of a PLM implementation compared to a PDM implementation. In a traditional PLM system, there is an interaction and connection between the EBOM and MBOM. EBOM parts should end up as MBOM parts. This interaction can be supported by automation, however, as it is in the same system, still leaving manual changes possible.
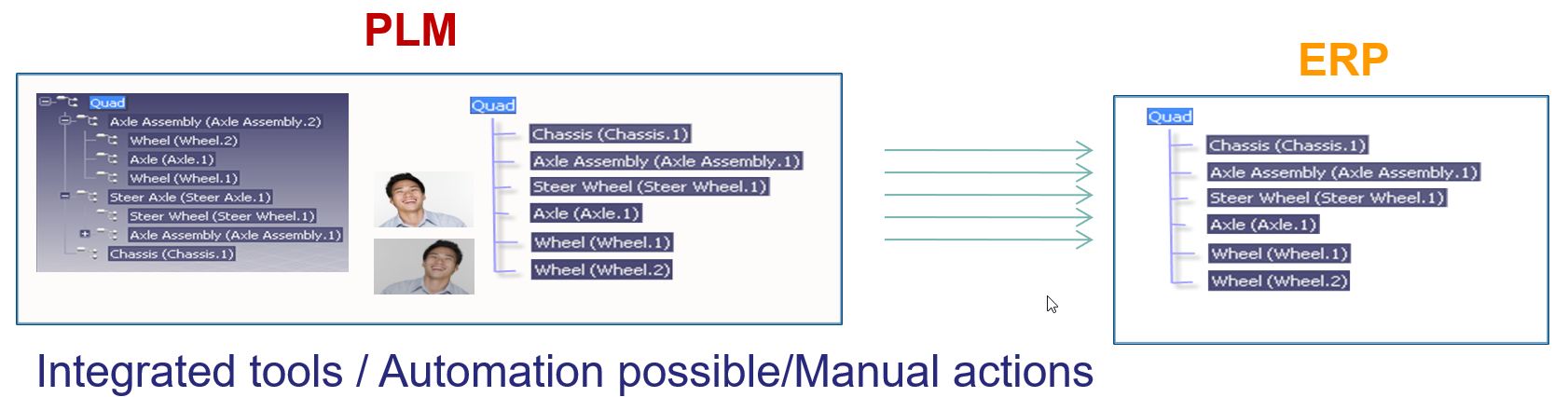
 The MBOM structure in PLM could then be the information structure to transfer to the ERP system; however, there is more, as Jörg W. Fischer wrote in his provoking post-Die MBOM muss weg (The MBOM must go). He rightly points out (in German) that the MBOM is not a structure on its own but a combination of different views based on Assembly Drawings, Process Planning and Material Requirements.
The MBOM structure in PLM could then be the information structure to transfer to the ERP system; however, there is more, as Jörg W. Fischer wrote in his provoking post-Die MBOM muss weg (The MBOM must go). He rightly points out (in German) that the MBOM is not a structure on its own but a combination of different views based on Assembly Drawings, Process Planning and Material Requirements.
His conclusion:
Calling these structures, MBOM is trying to squeeze all three structures into one. That usually doesn’t work and then leads to much more emotional discussions in the project. It also costs a lot of money. It is, therefore, better not to use the term MBOM at all.
And indeed, just having an MBOM in your PLM system might help you to prepare some of the manufacturing steps, the needed resources and parts. The MBOM result still has to be localized at the local plant where the manufacturing takes place. And here, the systems used are the ERP system and the MES system.
The main advantage of having the MBOM in the PLM system is the direct relation between specification and manufacturing intent, allowing manufacturing engineering to work collaboratively with engineering in the same environment.
- The first benefit is fewer iterations and a shorter time to production, thanks to early interaction and manufacturing involvement in the engineering process.
- The second benefit is: product knowledge is centralized in a single system. Consolidating your Product Knowledge in ERP does not make sense due to global localization and the missing capabilities to manage the iterative engineering processes on non-existing parts.
And then came the SBOM, the xBOM
 Traditional PLM vendors and implementations kept using xBOM structures as placeholders for related specification data (mechanical designs, electrical, software deliverables, serialized products). Most of the time, related files.
Traditional PLM vendors and implementations kept using xBOM structures as placeholders for related specification data (mechanical designs, electrical, software deliverables, serialized products). Most of the time, related files.
 And with this approach, talking about digital thread, PLM systems also touch on the concepts of Configuration Management.
And with this approach, talking about digital thread, PLM systems also touch on the concepts of Configuration Management.
I will not go into the details here but look at the two images by clicking on them and see a similar mindset.
It is about the traceability of information in structures and systems. These structures work well in a relatively static and linear product development and delivery environment, as illustrated below:

Engineering change and release processes are based on managing the changes in different structures from the left to the right.
And then came software!
 Modern connected products are no longer mechanical products. The product’s functionality no longer depends on the mechanical properties but mainly on embedded electronics and software used. For example, look at the mechanical design of a telecom transmission tower – its behavior merely comes from non-mechanical components, and they can change over time. Still, the Bill of Material contains a lot of concrete and steel parts.
Modern connected products are no longer mechanical products. The product’s functionality no longer depends on the mechanical properties but mainly on embedded electronics and software used. For example, look at the mechanical design of a telecom transmission tower – its behavior merely comes from non-mechanical components, and they can change over time. Still, the Bill of Material contains a lot of concrete and steel parts.
The ultimate example is comparing a Tesla (software on wheels) with a traditional car. For modern connected products, electronics and software need to be part of the solution. Software and electronics allow the product to be upgraded over time. Managing these products in the same manner as mechanical products is impossible, inefficient and therefore threatening your company’s future business.
I requote Jan Bosch:
An excessive focus on the bill of materials leads to significant challenges for companies that are undergoing a digital transformation and adopting continuous value delivery. The lack of headroom, high coupling and versioning hell may easily cause an explosion of R&D expenditure over time.
The model-based, connected enterprise
I will not solve the puzzle of the future in this post. You can read my observations in my series: The road to model-based and connected PLM. We need a new infrastructure with at least two modes. One that still serves as a System of Record, storing information in a traditional manner, like a Bill of Materials for the static parts, as not everyone and everything can be connected.
 In addition, we need various Systems of Engagement that enable close to real-time interaction between products (systems) and relevant stakeholders for the engagement scope(multidisciplinary / consumers).
In addition, we need various Systems of Engagement that enable close to real-time interaction between products (systems) and relevant stakeholders for the engagement scope(multidisciplinary / consumers).
Digital twins are examples of such environments. Currently, these Systems of Engagement often work disconnected from the System of Record due to the lack of understanding of how to connect. (standard connectors? / OSLC?)
Our mission is to explore, as I wrote in my post Time to split PLM and drop our mechanical mindset.
 And while I was finalizing this post, I read a motivating post from Jan Bosch again for all of you working on understanding and pushing the digital transformation in your eco-system.
And while I was finalizing this post, I read a motivating post from Jan Bosch again for all of you working on understanding and pushing the digital transformation in your eco-system.
The title: Be the protagonist of your life: 15 rules A starting point for more to come.
Conclusion
The BOM is no longer the master of the product lifecycle when it comes to managing connected products, where functionality mainly depends on software. BOM structures with related documents are just one of the extracted baselines from a data-driven, connected enterprise. This traditional PLM infrastructure requires other, non-BOM-driven structures to represent the actual status of a virtual or physical product.
The BOM is not dead, but there is more ………
Your thoughts?


Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…