
You are currently browsing the tag archive for the ‘Digital PLM’ tag.
 Two weeks ago, I shared my post: Modern PLM is (too) complex on LinkedIn, and apparently, it was a topic that touched many readers. Almost a hundred likes, fifty comments and six shares. Not the usual thing you would expect from a PLM blog post.
Two weeks ago, I shared my post: Modern PLM is (too) complex on LinkedIn, and apparently, it was a topic that touched many readers. Almost a hundred likes, fifty comments and six shares. Not the usual thing you would expect from a PLM blog post.
In addition, the article led to offline discussions with peers, giving me an even better understanding of what people think. Here is a summary of the various talks.
What is PLM?
 In particular, since the inception of Product Lifecycle Management, software vendors have battled with the various PLM definitions.
In particular, since the inception of Product Lifecycle Management, software vendors have battled with the various PLM definitions.
Initially, PLM was considered an engineering tool for product development, with an extensive potential set of capabilities supported by PowerPoint. Most companies actually implemented a collaborative PDM system at that time and named it PLM.
Was PLM really understood? Look at the infamous Autodesk CEO Carl Bass’s anti-PLM rap from 2007. Next, in 2012, Autodesk introduced its PLM solution called Autodesk PLM 360 as one of the first cloud solutions.
 Only with growing connectivity and enterprise information sharing did the definition of PLM start to change.
Only with growing connectivity and enterprise information sharing did the definition of PLM start to change.
PLM became a product information backbone serving downstream deployment with product data – the traditional Teamcenter, Windchill and ENOVIA implementations are typical examples of this phase.
With a digitization effort taking place in the non-PLM domain, connecting product development, design and delivery data to a company’s digital business became necessary. You could say, and this is the CIMdata definition:
PLM is a strategic business approach that applies a consistent set of business solutions that support the collaborative creation, management, dissemination, and use of product definition information. PLM supports the extended enterprise (customers, design and supply partners, etc.)
I agree with this definition; perhaps 80 % of our PLM community does. But how many times have we been trapped again in the same thinking: PLM is a system.
The most recent example is the post from Oleg Shilovitsky last week where he claims: Discover why OpenBOM reigns supreme in the world of PLM!

Nothing wrong with that, as software vendors will always tweak definitions as they need marketing to make a profit, but PLM is not a system.
My main point is that PLM is a “vague” community label with many interpretations. Software vendors have the most significant marketing budget to push their unique definitions. However, also various practitioners in the field have their interpretations.
And maybe Martin Haket’s comment to the post says it all (partly quote):
I’m a bit late to this discussion, but in my opinion, the complexity is mainly due to the fact that the ownership of the processes and data models underlying PLM are not properly organized. ‘Everybody’ in the company is allowed to mix in the discussion and have their opinion; legacy drives departments to undesirable requirements leading to complex implementations.
My intermediate conclusion: Our legacy and lack of a single definition of PLM make it complex.
The PLM professional
 On LinkedIn, there are approximately 14.000 PLM consultants in my first and second levels of connections. This number indicates that the label “PLM Consultant” has a specific recognition.
On LinkedIn, there are approximately 14.000 PLM consultants in my first and second levels of connections. This number indicates that the label “PLM Consultant” has a specific recognition.
During my “PLM is complex” discussion, I noticed Roger Tempest’s Professional PLM White paper and started the dialogue with him.
Roger Tempest is one of the co-founders of the PLM Interest Group. He has been trying to create a baseline for a foundational PLM certification with several others. We discussed the challenges of getting the PLM Professional recognized as an essential business role. Can we certify the PLM professional the same way as a certified Configuration Manager or certified Project Manager?

I shared my thoughts with Roger, claiming that our discipline is too vague and diverse and that finding a common baseline is hard.
 Therefore, we are curious about your opinion too. Please tell us in the comments to this post what you think about recognizing the PLM professional and what skills should be the minimum. What are the basics of a PLM professional?
Therefore, we are curious about your opinion too. Please tell us in the comments to this post what you think about recognizing the PLM professional and what skills should be the minimum. What are the basics of a PLM professional?
In addition, I participated in some of the SharePLM podcast recordings with PLM experts from the field (follow us here). I raised the PLM professional question either during the podcast or during the preparation of the after-party. Also, there was no single unique answer.
 So much is part of PLM: people (culture, skills), processes & data, tools & infrastructures (architectures, standards) combined with execution (waterfall/agile?)
So much is part of PLM: people (culture, skills), processes & data, tools & infrastructures (architectures, standards) combined with execution (waterfall/agile?)
My intermediate conclusion: The broadness of PLM makes it complex to have a common foundation.
More about complexity
 PEOPLE: Let’s zoom in on the aspects of complexity. Starting from the People, Processes, Data and Tools discussion. The first thing mentioned is “the people,” organizations usually claim: “the most important assets in our organization are the people”.
PEOPLE: Let’s zoom in on the aspects of complexity. Starting from the People, Processes, Data and Tools discussion. The first thing mentioned is “the people,” organizations usually claim: “the most important assets in our organization are the people”.
However, people are usually the last dimension considered in business changes. Companies start with the tools, try to build the optimal processes and finally push the people into that framework by training, incentives or just force.
The reason for the last approach is that dealing with people is complex. People have their beliefs, their legacy and their motivation. And if people do not feel connected to the business (change), they will become an obstacle to change – look at the example below from my 2014 PI Apparel presentation:
To support the importance of people, I am excited to work with Share PLM and the Season 2 podcast series.
![]() In these episodes, we talk with successful PLM experts about their lessons learned during PLM implementation. You will discover it is a learning process, and connecting to people in different cultures is essential. As it is a learning process, you will find it takes time and human skills to master this complexity.
In these episodes, we talk with successful PLM experts about their lessons learned during PLM implementation. You will discover it is a learning process, and connecting to people in different cultures is essential. As it is a learning process, you will find it takes time and human skills to master this complexity.
Often human skills are called “soft skills”, but actually, they are “vital skills”!
 PROCESSES: Regarding the processes part, this is another challenging topic. Often we try to simplify processes to make them workable (sounds like a good idea). With many seasoned PLM practitioners coming from the mechanical product development world, it is not a surprise that many proposed PLM processes are BOM-centric – building on PDM and ERP capabilities.
PROCESSES: Regarding the processes part, this is another challenging topic. Often we try to simplify processes to make them workable (sounds like a good idea). With many seasoned PLM practitioners coming from the mechanical product development world, it is not a surprise that many proposed PLM processes are BOM-centric – building on PDM and ERP capabilities.
In my post: The rise and fall of the BOM? I started with this quote from Jan Bosch:
An excessive focus on the bill of materials leads to significant challenges for companies that are undergoing a digital transformation and adopting continuous value delivery. The lack of headroom, high coupling and versioning hell may easily cause an explosion of R&D expenditure over time.
Today’s organization and product complexity does not allow us to keep the processes simple to remain competitive. In that context, have a look at Erik Herzog’s comment on PLM complexity:
I believe a contributing factor to making PLM complex lies in our tendency to make too many simplifications. Do we understand a simple thing such as configuration change management in incremental development? At least in my organization, there is room for improvement.
In the comment, Erik also provided a link to his conference paper: Introducing the 4-Box Development Model describing the potential interaction between Systems Engineering and Configuration Management. A topic that is too complex for your current company; however, it illustrates that you cannot generalize and simplify PLM overall.
 In addition to Erik’s comments, I want to mention again that we can change our business processes thanks to a modern, connected, data-driven infrastructure. From coordinated to connected working with a mix of Systems of Engagement (new) and Systems of Record (traditional). There are no solid best practices yet, but the real PLM geeks are becoming visible.
In addition to Erik’s comments, I want to mention again that we can change our business processes thanks to a modern, connected, data-driven infrastructure. From coordinated to connected working with a mix of Systems of Engagement (new) and Systems of Record (traditional). There are no solid best practices yet, but the real PLM geeks are becoming visible.
 TOOLS & DATA: When discussing the future: From Coordinated to Connected, there has always been a discussion about the legacy.
TOOLS & DATA: When discussing the future: From Coordinated to Connected, there has always been a discussion about the legacy.
Should we migrate the legacy data and systems and replace them with new tools and data models? Or are there other options? The interaction of tools and data is often the domain of Enterprise Solution Architects. The Solution Architect’s role becomes increasingly important in a modern, data-driven company, and several are pretty active in PLM, if you know how to find them, because they are not in the mainstream of PLM.
 This week we made a SharePLM podcast recording with Yousef Hooshmand. I wrote about his paper “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh” last year as Yousef describes the complex process, that time working at Daimler, to slowly replace old legacy infrastructure with a new modern user/role-centric data-driven infrastructure.
This week we made a SharePLM podcast recording with Yousef Hooshmand. I wrote about his paper “From a Monolithic PLM Landscape to a Federated Domain and Data Mesh” last year as Yousef describes the complex process, that time working at Daimler, to slowly replace old legacy infrastructure with a new modern user/role-centric data-driven infrastructure.
Watch out for this recording to be published soon as Yousef shares various provoking experiences. Not to provoke our community but to create the awareness that a transformation is possible when you have the right long-term vision, strategy and C-level support.
Fighting complexity

 Note: We have CM people involved in many of the PLM discussions. I think they are fighting similar complexity like others in the PLM domain. However, they have the benefit that their role: Configuration Manager, is recognized and supported by a commercial certification organization( the Institute of Process Excellence – IpX ).
Note: We have CM people involved in many of the PLM discussions. I think they are fighting similar complexity like others in the PLM domain. However, they have the benefit that their role: Configuration Manager, is recognized and supported by a commercial certification organization( the Institute of Process Excellence – IpX ).
While completing this post, I read this article from Oleg Shilovitsky: PLM User Groups and Communities. At first glance, you might think that PLM User Groups and Communities might be the solution to address the complexity.
 And I think they do; there are within most PLM vendors orchestrated User Groups and Communities. Depending on your tool vendor, you will find like-minded people supported by vendor experts. Are they reducing the complexity? Probably not, as they are at the end of the People, Processes, Data and Tools discussion. You are already working within a specific boundary.
And I think they do; there are within most PLM vendors orchestrated User Groups and Communities. Depending on your tool vendor, you will find like-minded people supported by vendor experts. Are they reducing the complexity? Probably not, as they are at the end of the People, Processes, Data and Tools discussion. You are already working within a specific boundary.
![]() Based on my experience as a core PLM Global Green Alliance member, I think PLM-neutral communities are not viable. There is very little interaction in this community, with currently 686 members, although the topics are very actual. Yes, people want to consume and learn, but making time available to share is, unfortunately, impossible when not financially motivated. Sharing opinions, yes, but working on topics: we are too busy.
Based on my experience as a core PLM Global Green Alliance member, I think PLM-neutral communities are not viable. There is very little interaction in this community, with currently 686 members, although the topics are very actual. Yes, people want to consume and learn, but making time available to share is, unfortunately, impossible when not financially motivated. Sharing opinions, yes, but working on topics: we are too busy.
Conclusion
The term PLM seems adequate to identify a group with a common interest (and skills?) Due to the broad scope and aspects – it is impossible to create a standard job description for the PLM professional, and we must learn to live with that- see my arguments.
What do you think?
Are you ready to discuss the complexity of PLM with your peers
We are happy to start the year with the next PLM Global Green Alliances (PGGA) series round: PLM and Sustainability.

Last year we spoke mainly with the prominent PLM software editors (Aras, Autodesk, Dassault Systèmes, PTC, SAP) and Sustaira (Sustainability platform – Siemens partner).
 This time we talked with Mark Reisig, Sustainability and Green Energy Practice Director & Executive Consultant from CIMdata. The good news is that discussing a PLM strategy and Sustainability is no longer a software discussion.
This time we talked with Mark Reisig, Sustainability and Green Energy Practice Director & Executive Consultant from CIMdata. The good news is that discussing a PLM strategy and Sustainability is no longer a software discussion.
With CIMdata’s sustainability offering introduced last year, it becomes clear that the topic of sustainability reached a broader level than the tools.
CIMdata
 CIMdata is well known in the PLM domain, focusing on Market Analysis, Education, Research & Strategic Management Consulting, all related to PLM.
CIMdata is well known in the PLM domain, focusing on Market Analysis, Education, Research & Strategic Management Consulting, all related to PLM.
Last year, Mark joined CIMdata as Green Energy Practice Director & Executive Consultant. Listening to Mark, you will discover he has an exciting background, starting with the “Keeling Curve”, his early interest in oceanography and wind turbines, working with GE later in his career and many years active in the PLM domain.
Learn more from the 40 minutes discussion with Mark below.
You can download the slides shown during the recording HERE
What we have learned
 CIMdata has been discussing and promoting a circular economy already for a long time. A sustainable future and a circular economy have been a theme in many of the PLM Roadmap & PDT conferences. It is a logical relation as implementing a circular strategy depends significantly on the product design approach.
CIMdata has been discussing and promoting a circular economy already for a long time. A sustainable future and a circular economy have been a theme in many of the PLM Roadmap & PDT conferences. It is a logical relation as implementing a circular strategy depends significantly on the product design approach. CIMdata also combines Sustainability with the need to digitize the processes and data handled. A data-driven approach will allow companies to measure (and estimate) better their environmental impact.
CIMdata also combines Sustainability with the need to digitize the processes and data handled. A data-driven approach will allow companies to measure (and estimate) better their environmental impact.- CIMdata believes sustainability must be embedded in PLM for companies to reduce their product carbon footprint, and they must have greater visibility into their supply chain.
 Mark mentions that focusing on a sustainable business model (product & business) is crucial for survival in the upcoming years, and this has increasingly landed at the board level of companies.
Mark mentions that focusing on a sustainable business model (product & business) is crucial for survival in the upcoming years, and this has increasingly landed at the board level of companies.- The major change has to be driven by the business. PLM vendors will not drive the change; they will align their portfolio offerings based on the market needs.
- It was clear Mark has a lot of experience in wind energy throughout his whole lifecycle 😊


Want to learn more
Mark already pointed to several valuable resources in our discussion to learn more. Here are the most important links related to CIMdata
- Sustainability and Green Energy Consulting Practice
 Recent webinar: The Green Energy Transition and Sustainability from January 23, 2023
Recent webinar: The Green Energy Transition and Sustainability from January 23, 2023- Upcoming webinar: Meeting Sustainability and Green Energy Transition Objectives: The Industrial Perspective, April 27, 2023, 11:00 AM EDT
Conclusions
Last year we discussed sustainability with the software vendors and their product offerings. They all mentioned the importance of a data-driven approach and education. CIMdata has broadened the available sustainability offering for companies by providing additional education and strategy support.
Education at all levels is essential to make sustainable decisions. Sustainable for the company’s business and, above all, sustainable for the planet.

I will be @Livework in Boston, aiming to discuss PLM and Sustainability on behalf of the PGGA with PTC thought leaders. Will you be there too?
 I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
I was happy to present and participate at the 3DEXEPRIENCE User Conference held this year in Paris on 14-15 March. The conference was an evolution of the previous ENOVIA User conferences; this time, it was a joint event by both the ENOVIA and the NETVIBES brand.
The conference was, for me, like a reunion. As I have worked for over 25 years in the SmarTeam, ENOVIA and 3DEXPERIENCE eco-system, now meeting people I have worked with and have not seen for over fifteen years.

My presentation: Sustainability Demands Virtualization – and it should happen fast was based on explaining the transformation from a coordinated (document-driven) to a connected (data-driven) enterprise.
There were 100+ attendees at the conference, mainly from Europe, and most of the presentations were coming from customers, where the breakout sessions gave the attendees a chance to dive deeper into the Dassault Systèmes portfolio.
Here are some of my impressions.
The power of ENOVIA and NETVIBES
 I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
I had a traditional view of the 3DEXPERIENCE platform based on my knowledge of ENOVIA, CATIA and SIMULIA, as many of my engagements were in the domain of MBSE or a model-based approach.
However, at this conference, I discovered the data intelligence side that Dassault Systèmes is bringing with its NETVIBES brand.
Where I would classify the ENOVIA part of the 3DEXPERIENCE platform as a traditional System of Record infrastructure (see Time to Split PLM?).
I discovered that by adding NETVIBES on top of the 3DEXPERIENCE platform and other data sources, the potential scope had changed significantly. See the image below:
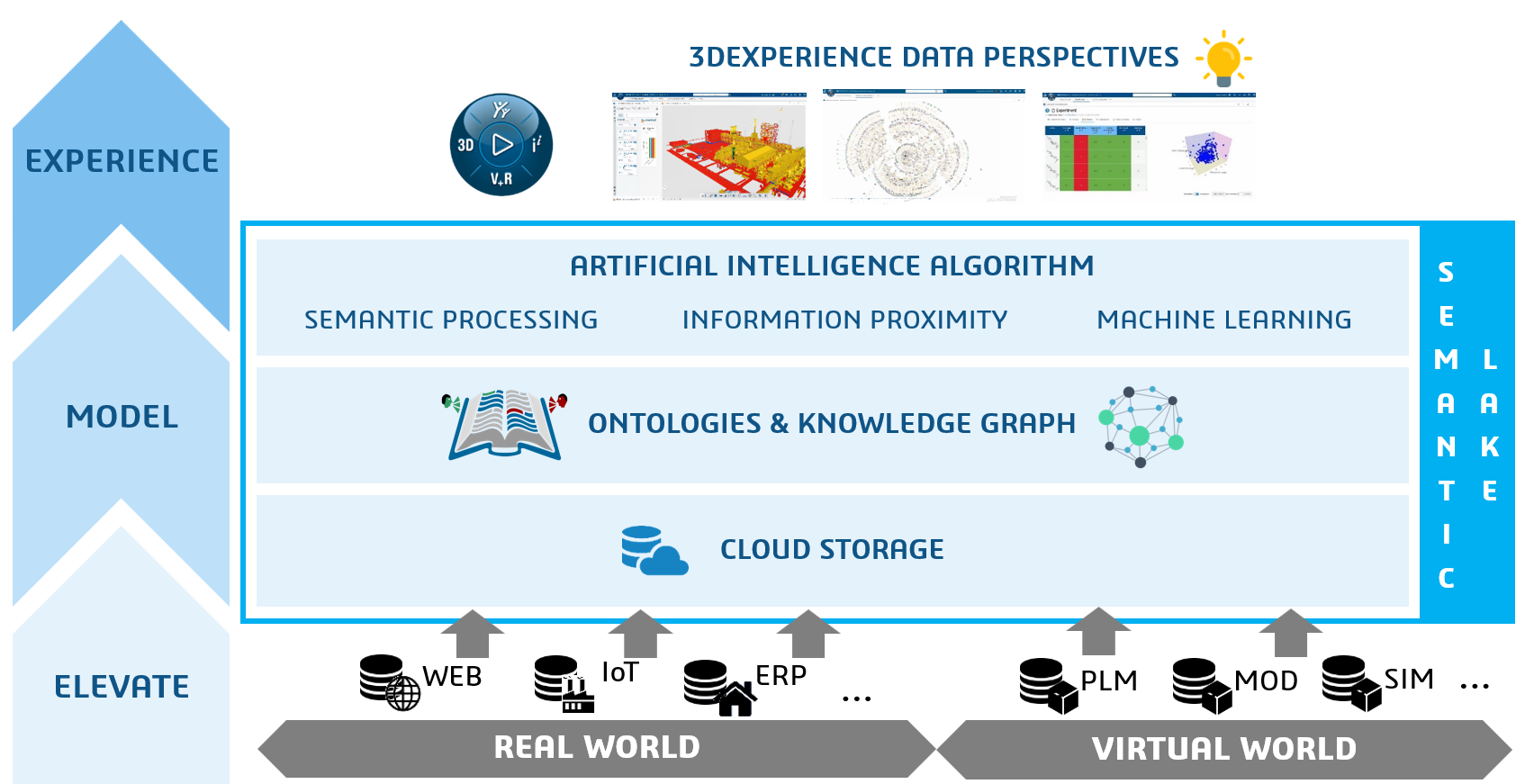
As we can see, the ontologies and knowledge graph layer make it possible to make sense of all the indexed data below, including the data from the 3DEXPERIENCE Platform, which provides a modern data-driven layer for its consumers and apps.
The applications on top of this layer, standard or developed, can be considered Systems of Engagement.
 My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
My curiosity now: will Dassault Systèmes keep supporting the “old” system of record approach – often based on BOM structures (see also my post: The Rise and Fall of the BOM) combined with the new data-driven environment? In that case, you would have both approaches within one platform.
The Virtual Twin versus the Digital Twin
It is interesting to notice that Dassault Systèmes consistently differentiates between the definition of the Virtual Twin and the Digital Twin.
According to the 3DS.com website:
Digital Twins are simply a digital form of an object, a virtual version.
Unlike a digital twin prototype that focuses on one specific object, Virtual Twin Experiences let you visualize, model and simulate the entire environment of a sophisticated experience. As a result, they facilitate sustainable business innovation across the whole product lifecycle.
Understandably, Dassault Systemes makes this differentiation. With the implementation of the Unified Product Structure, they can connect CAD geometry as datasets to other non-CAD datasets, like eBOM and mBOM data.
The Unified Product Structure was not the topic of this event but is worthwhile to notice.
REE Automotive
![]() The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
The presentation from Steve Atherton from REE Automotive was interesting because here we saw an example of an automotive startup that decided to go pure for the cloud.
REE Automotive is an Israeli technology company that designs, develops, and produces electric vehicle platforms. Their mission is to provide a modular and scalable electric vehicle platform that can be used by a wide range of industries, including delivery and logistics, passenger cars, and autonomous vehicles.

 Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
Steve Atherton is the PLM 3DExperience lead for REE at the Engineering Centre in Coventry in the UK, where they have most designers. REE also has an R&D center in Tel Aviv with offshore support from India and satellite offices in the US
REE decided from the start to implement its PLM backbone in the cloud, a logical choice for such a global spread company.
 The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The cloud was also one of the conference’s central themes, and it was interesting to see that a startup company like REE is pushing for an end-to-end solution based on a cloud solution. So often, you see startups choosing traditional systems as the senior members of the startup to take their (legacy) PLM knowledge to their next company.
The current challenge for REE is implementing the manufacturing processes (EBOM- MBOM) and complying as much as possible with the out-of-the-box best practices to make their cloud implementation future-proof.
Groupe Renault
 Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
Olivier Mougin, Head of PLM at Groupe RENAULT, talked about their Renaulution Virtual Twin (RVT) program. Renault has always been a strategic partner of Dassault Systèmes.
I remember them as one of the first references for the ENOVIA V6 backbone.
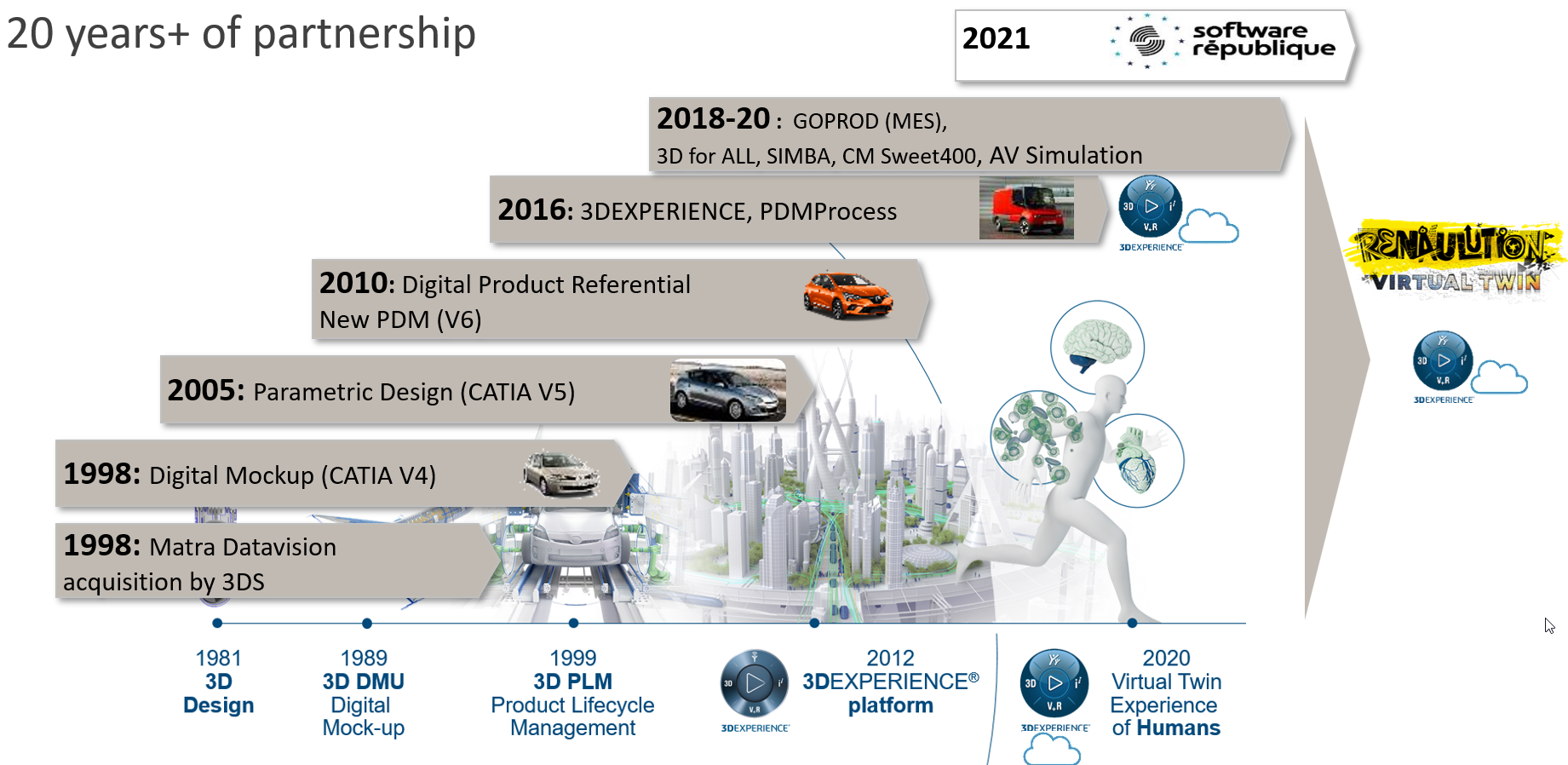
The Renaulution Virtual Twin ambition: from engineering to enterprise platform, is enormous, as you can see below:
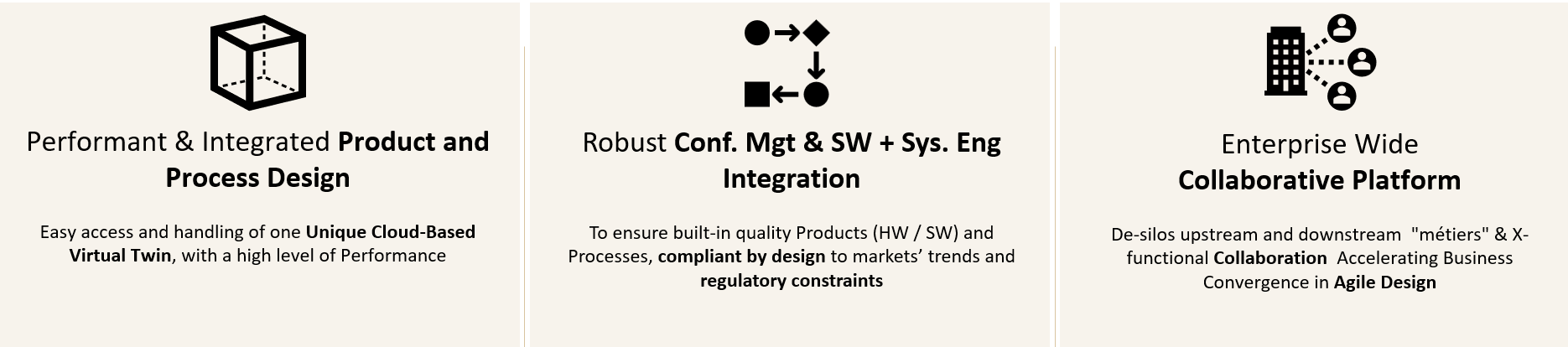
Each of the three pillars has transformational aspects beyond traditional ways of working. For each pillar, Olivier explained the business drivers, expected benefits, and why a new approach is needed. I will not go into the details in this post.

However, you can see the transformation from an engineering backbone to an enterprise collaboration platform – The Renaulution!.
Ahmed Lguaouzi, head of marketing at NETVIBES, enforced the extended power of data intelligence on top of an engineering landscape as the target architecture.
Renault’s ambition is enormous – the ultimate dream of digital transformation for a company with a great legacy. The mission will challenge Renault and Dassault Systèmes to implement this vision, which can become a lighthouse for others.
3DS PLM Journey at MIELE
 An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
An exciting session close to my heart was the digital transformation story from MIELE, explained by André Lietz, head of the IT Products PLM @ Miele. As an old MIELE dishwasher owner, I was curious to learn about their future.
Miele has been a family-owned business since 1899, making high-end domestic and commercial equipment. They are a typical example of the power of German mid-market companies. Moreover, family-owned gives them stability and the opportunity to develop a multi-year transformation roadmap without being distracted by investor demands every few years.
 André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
André, with his team, is responsible for developing the value chain inside the product development process (PDP), the operation of nearly 90 IT applications, and the strategic transformation of the overarching PLM Mission 2027+.
As the slide below illustrates, the team is working on four typical transformation drivers:
- Providing customers with connected, advanced products (increasing R&D complexity)
- Providing employees with a modern, digital environment (the war for digital talent)
- Providing sustainable solutions (addressing the whole product lifecycle)
- Improving internal end-to-end collaboration and information visibility (PLM digital transformation)

André talked about their DELMIA pilot plant/project and its benefits to connect the EBOM and MBOM in the 3DEXPERIENCE platform. From my experience, this is a challenging topic, particularly in German companies, where SAP dominated the BOM for over twenty years.
 I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
I am curious to learn more about the progress in the upcoming years. The vision is there; the transformation is significant, but they have the time to succeed! This can be another digital transformation example.
And more …
Besides some educational sessions by Dassault Systemes (Laurent Bertaud – NETVIBES data science), there were also other interesting customer testimonies from Fernando Petre (IAR80 – Fly Again project), Christian Barlach (ISC Sustainable Construction) and Thelma Bonello (Methode Electronics – end-to-end BOM infrastructure). All sessions helped to get a better understanding about what is possible and what is done in the domain of PLM.
Conclusion
I learned a lot during these days, particularly the virtual twin strategy and the related capabilities of data intelligence. As the event was also a reunion for me with many people from my network, I discovered that we all aim at a digital transformation. We have a mission and a vision. The upcoming years will be crucial to implement the mission and realizing the vision. It will be the early adopters like Renault pushing Dassault Systèmes to deliver. I hope to stay tuned. You too?
NOTE: Dassault Systèmes covered some of the expenses associated with my participation in this event but did not in any way influence the content of this post.

 This year started for me with a discussion related to federated PLM. A topic that I highlighted as one of the imminent trends of 2022. A topic relevant for PLM consultants and implementers. If you are working in a company struggling with PLM, this topic might be hard to introduce in your company.
This year started for me with a discussion related to federated PLM. A topic that I highlighted as one of the imminent trends of 2022. A topic relevant for PLM consultants and implementers. If you are working in a company struggling with PLM, this topic might be hard to introduce in your company.
Before going into the discussion’s topics and arguments, let’s first describe the historical context.
The traditional PLM frame.
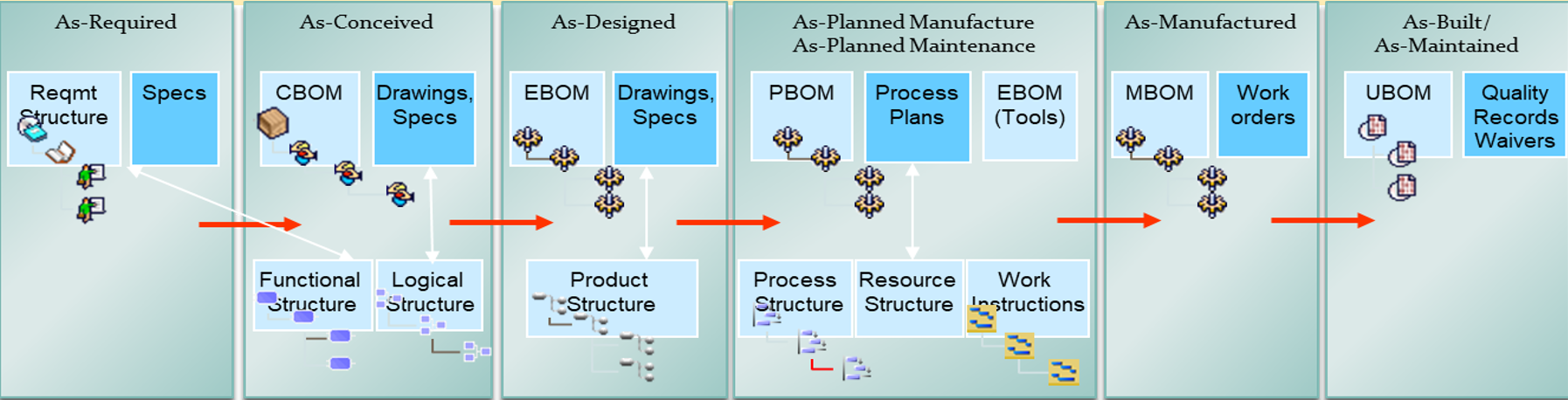
Historically PLM has been framed first as a system for engineering to manage their product data. So you could call it PDM first. After that, PLM systems were introduced and used to provide access to product data, upstream and downstream. The most common usage was the relation with manufacturing, leading to EBOM and MBOM discussions.
The traditional ENOVIA PLM backbone
IT landscape simplification often led to an infrastructure of siloed solutions – PLM, ERP, CRM and later, MES. IT was driving the standardization of systems and defining interfaces between systems. System capabilities were leading, not the flow of information.
As many companies are still in this stage, I would call it PLM 1.0
PLM 1.0 systems serve mainly as a System of Record for the organization, where disciplines consolidate their data in a given context, the Bills of Information. The Bill of Information then is again the place to connect specification documents, i.e., CAD models, drawings and other documents, providing a Digital Thread.

Aras – Bills of Information creating the Digital Thread
 The actual engineering work is done with specialized tools, MCAD/ECAD, CAE, Simulation, Planning tools and more. Therefore, each person could work in their discipline-specific environment and synchronize their data to the PLM system in a coordinated manner.
The actual engineering work is done with specialized tools, MCAD/ECAD, CAE, Simulation, Planning tools and more. Therefore, each person could work in their discipline-specific environment and synchronize their data to the PLM system in a coordinated manner.
However, this interaction is not easy for some of the end-users. For example, the usability of CAD integrations with the PLM system is constantly debated.
 Many of my implementation discussions with customers were in this context. For example, suppose your products are relatively simple, or your company is relatively small. In that case, the opinion is that the System or Record approach is overkill.
Many of my implementation discussions with customers were in this context. For example, suppose your products are relatively simple, or your company is relatively small. In that case, the opinion is that the System or Record approach is overkill.
That’s why many small and medium enterprises do not see the value of a PLM backbone.
This could be true till recently. However, the threats to this approach are digitization and regulations.
 Customers, partners, and regulators all expect more accurate and fast responses on specific issues, preferably instantly. In addition, sustainability regulations might push your company to implement a System of Record.
Customers, partners, and regulators all expect more accurate and fast responses on specific issues, preferably instantly. In addition, sustainability regulations might push your company to implement a System of Record.
PLM as a business strategy
 For the past fifteen years, we have discussed PLM more as a business strategy implemented with business systems and an infrastructure designed for sharing. Therefore, I choose these words carefully to avoid overhanging the expression: PLM as a business strategy.
For the past fifteen years, we have discussed PLM more as a business strategy implemented with business systems and an infrastructure designed for sharing. Therefore, I choose these words carefully to avoid overhanging the expression: PLM as a business strategy.
The reason for this prudence is that, in reality, I have seen many PLM implementations fail due to the ambiguity of PLM as a system or strategy. Many enterprises have previously selected a preferred PLM Vendor solution as a starting point for their “PLM strategy”.

One of the most neglected best practices.
In reality, this means there was no strategy but a hope that with this impressive set of product demos, the company would find a way to support its business needs. Instead of people, process and then tools to implement the strategy, most of the time, it was starting with the tools trying to implement the processes and transform the people. That is not really the definition of business transformation.
 In my opinion, this is happening because, at the management level, decisions are made based on financials.
In my opinion, this is happening because, at the management level, decisions are made based on financials.
Developing a PLM-related business strategy requires management understanding and involvement at all levels of the organization.
This is often not the case; the middle management has to solve the connection between the strategy and the execution. By design, however, the middle management will not restructure the organization. By design, they will collect the inputs van the end users.
 And it is clear what end users want – no disruption in their comfortable way of working.
And it is clear what end users want – no disruption in their comfortable way of working.
Halfway conclusion:
Rebranding PLM as a business strategy has not really changed the way companies work. PLM systems remain a System of Record mainly for governance and traceability.
To understand the situation in your company, look at who is responsible for PLM.
- If IT is responsible, then most likely, PLM is not considered a business strategy but more an infrastructure.
- If engineering is responsible for PLM, then you are still in the early days of PLM, the engineering tools to be consulted by others upstream or downstream.
Only when PLM accountability is at the upper management level, it might be a business strategy (assume the upper management understands the details)
![]()
Connected is the game changer
 Connecting all stakeholders in an engagement has been a game changer in the world. With the introduction of platforms and the smartphone as a connected device, consumers could suddenly benefit from direct responses to desired service requests (Spotify, iTunes, Uber, Amazon, Airbnb, Booking, Netflix, …).
Connecting all stakeholders in an engagement has been a game changer in the world. With the introduction of platforms and the smartphone as a connected device, consumers could suddenly benefit from direct responses to desired service requests (Spotify, iTunes, Uber, Amazon, Airbnb, Booking, Netflix, …).
The business change: connecting real-time all stakeholders to deliver highly rapid results.
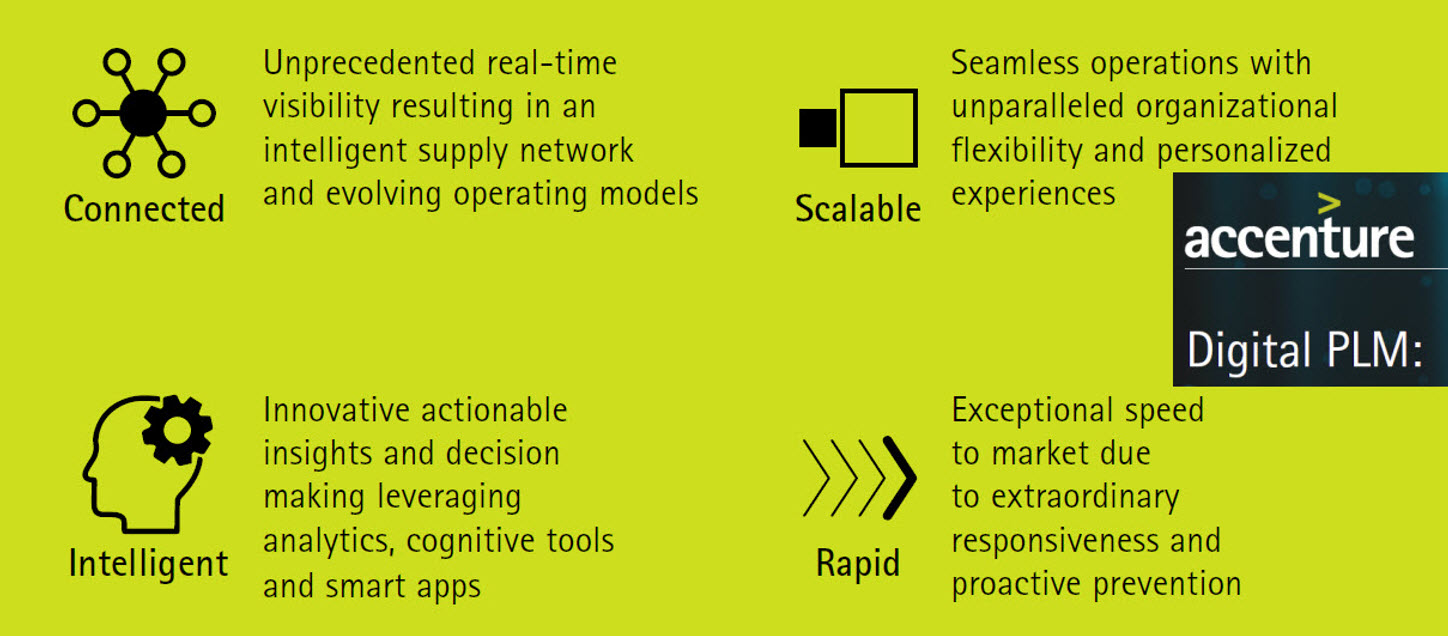
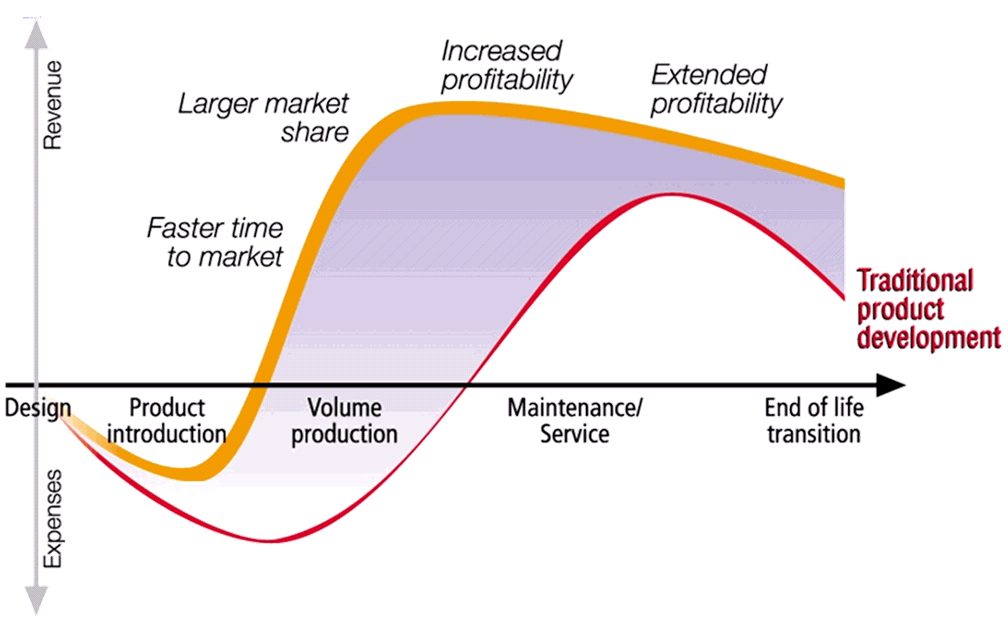
What would be the game changer in PLM was the question? The image below describes the 2014 Accenture description of digital PLM and its potential benefits.
Is connected PLM a utopia?
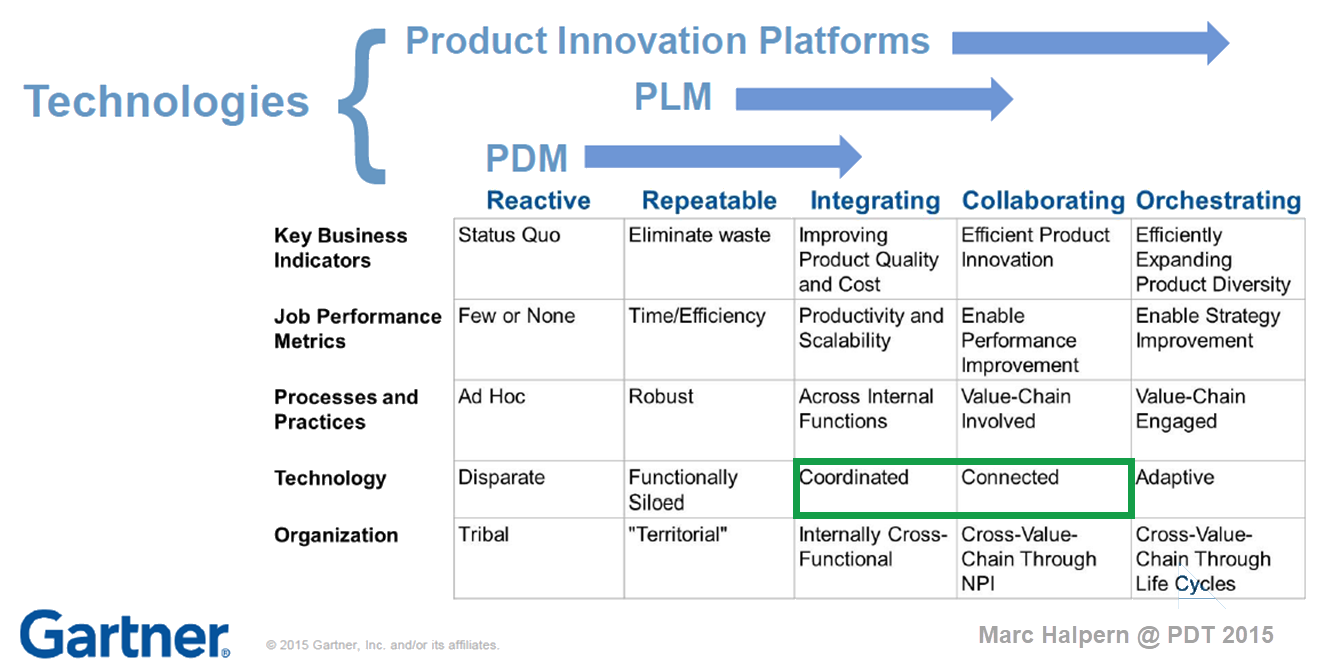
Marc Halpern from Gartner shared in 2015 the slide below that you might have seen many times before. Digital Transformation is really moving from a coordinated to a connected technology, it seems.
The image below gives an impression of an evolution.
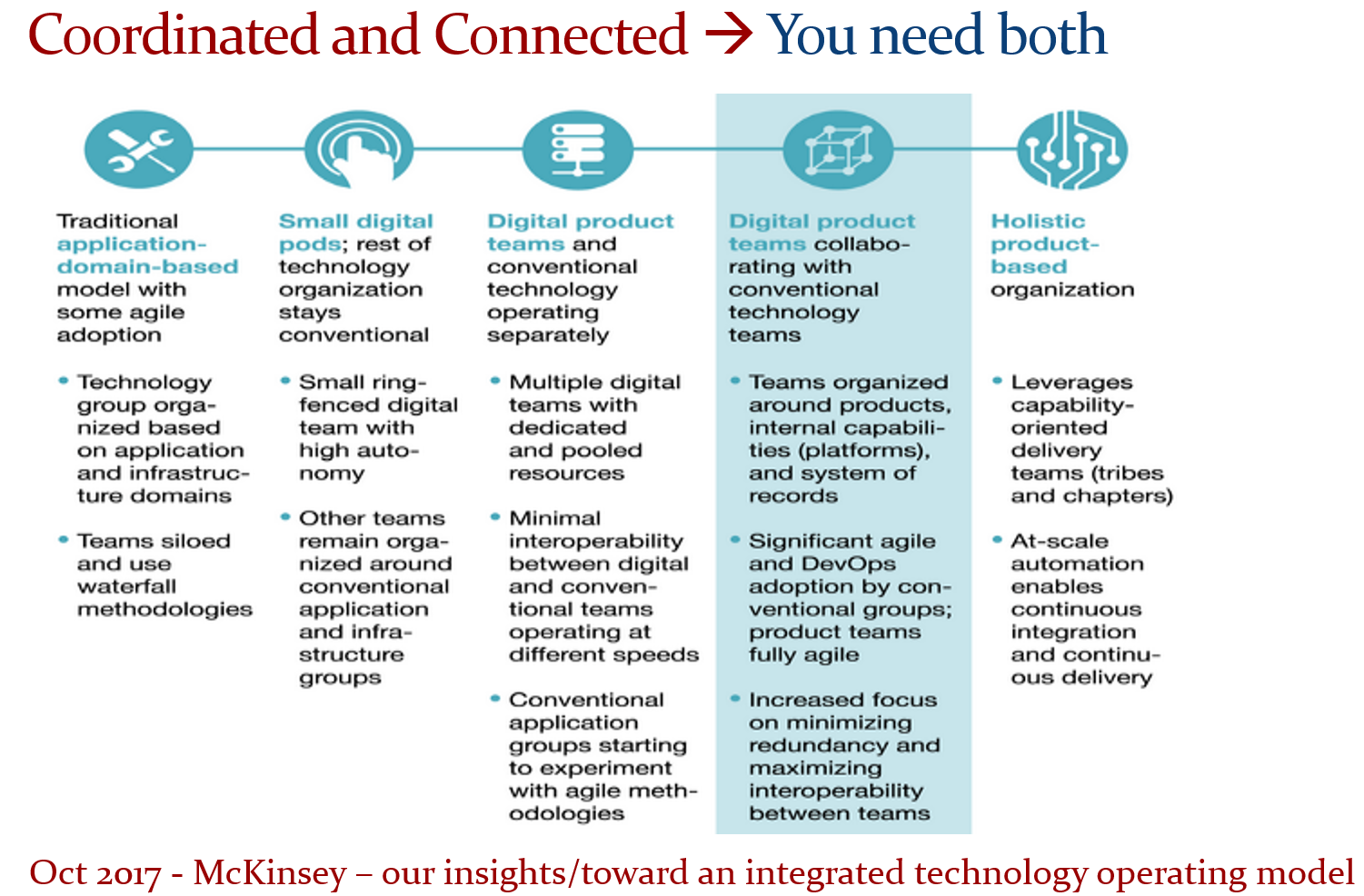
I have been following this concept till I was triggered by a 2017 McKinsey publication: “our insights/toward an integrated technology operating model“.
This was the first notion for me that the future should be hybrid, a combination of traditional PLM (system of record) complemented with teams that work digitally connected; McKinsey called them pods that become product-centric (multidisciplinary team focusing on a product) instead of discipline-centric (marketing/engineering/manufacturing/service)
In 2019 I wrote the post: The PLM migration dilemma supporting the “shocking” conclusion “Don’t think about migration when moving to data-driven, connected ways of working. You need both environments.”
 One of the main arguments behind this conclusion was that legacy product data and processes were not designed to ensure data accuracy and quality on such a level that it could become connected data. As a result, converting documents into reliable datasets would be a costly, impossible exercise with no real ROI.
One of the main arguments behind this conclusion was that legacy product data and processes were not designed to ensure data accuracy and quality on such a level that it could become connected data. As a result, converting documents into reliable datasets would be a costly, impossible exercise with no real ROI.
The second argument was that the outside world, customers, regulatory bodies and other non-connected stakeholders still need documents as standardized deliverables.
The conclusion led to the image below.

Systems of Record (left) and Systems of Engagement (right)
Splitting PLM?
In 2021 these thoughts became more mature through various publications and players in the PLM domain.
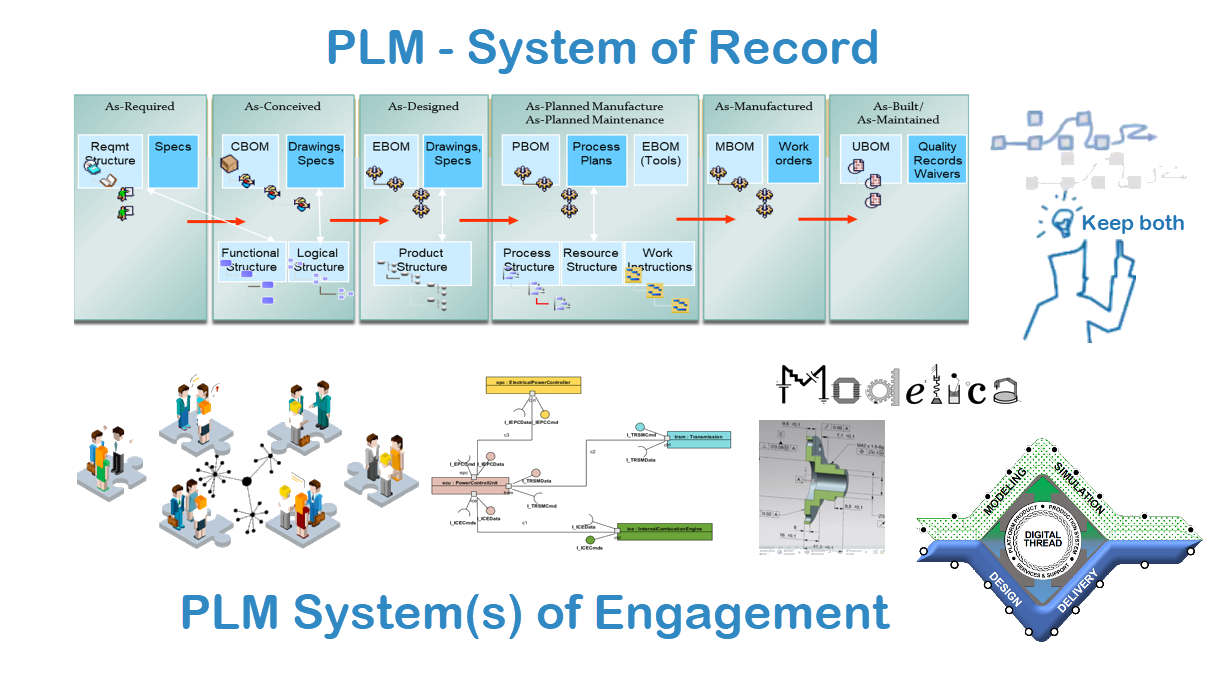 We saw the upcoming of Systems of Engagement – I discussed OpenBOM, Colab and potentially Configit in the post: A new PLM paradigm. These systems can be characterized as connected solutions across the enterprise and value chain, focusing on a platform experience for the stakeholders.
We saw the upcoming of Systems of Engagement – I discussed OpenBOM, Colab and potentially Configit in the post: A new PLM paradigm. These systems can be characterized as connected solutions across the enterprise and value chain, focusing on a platform experience for the stakeholders.
These are all environments addressing the needs of a specific group of users as efficiently and as friendly as possible.
A System of Engagement will not fit naturally in a traditional PLM backbone; the System of Record.
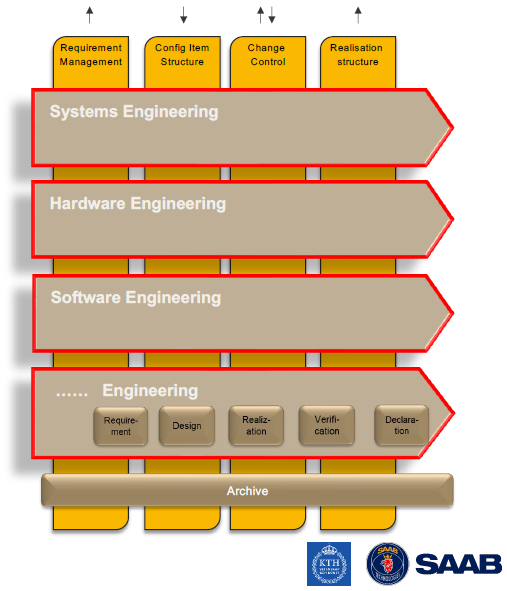 Erik Herzog with SAAB Aerospace and Yousef Houshmand at that time with Daimler published that year papers related to “Federated PLM” or “The end of monolithic PLM.”. They acknowledged a company needs to focus on more than a single PLM solution. The presentation from Erik Herzog at the PLM Roadmap/PDT conference was interesting because Erik talked about the Systems of Engagement and the Systems of Record. He proposed using OSLC as the standard to connect these two types of PLM.
Erik Herzog with SAAB Aerospace and Yousef Houshmand at that time with Daimler published that year papers related to “Federated PLM” or “The end of monolithic PLM.”. They acknowledged a company needs to focus on more than a single PLM solution. The presentation from Erik Herzog at the PLM Roadmap/PDT conference was interesting because Erik talked about the Systems of Engagement and the Systems of Record. He proposed using OSLC as the standard to connect these two types of PLM.
It was a clear example of an attempt to combine the two kinds of PLM.
And here comes my question: Do we need to split PLM?
When I look at PLM implementations in the field, almost all are implemented as a System of Record, an information backbone proved by a single vendor PLM. The various disciplines deliver their content through interfaces to the backbone (Coordinated approach).
However, there is low usability or support for multidisciplinary collaboration; the PLM backbone is not designed for that.

Due to concepts of Model-Based Systems Engineering (MBSE) and Model-Based Definition (MBD), there are now solutions on the market that allow different disciplines to work jointly related to connected datasets that can be manipulated using modeling software (1D, 2D, 3D, 4D,…).
These environments, often a mix of software and hardware tools, are the Systems of Engagement and provide speedy results with high quality in the virtual world. Digital Twins are running on Systems of Engagements, not on Systems of Records.
 Systems of Engagement do not need to come from the same vendor, as they serve different purposes. But how to explain this to your management, who wants simplicity. I can imagine the IT organization has a better understanding of this concept as, at the end of 2015, Gartner introduced the concept of the bimodal approach.
Systems of Engagement do not need to come from the same vendor, as they serve different purposes. But how to explain this to your management, who wants simplicity. I can imagine the IT organization has a better understanding of this concept as, at the end of 2015, Gartner introduced the concept of the bimodal approach.
Their definition:
Mode 1 is optimized for areas that are more well-understood. It focuses on exploiting what is known. This includes renovating the legacy environment so it is fit for a digital world. Mode 2 is exploratory, potentially experimenting to solve new problems. Mode 2 is optimized for areas of uncertainty. Mode 2 often works on initiatives that begin with a hypothesis that is tested and adapted during a process involving short iterations.
No Conclusion – but a question this time:
At the management level, unfortunately, there is most of the time still the “Single PLM”-mindset due to a lack of understanding of the business. Clearly splitting your PLM seems the way forward. IT could be ready for this, but will the business realize this opportunity?
What are your thoughts?

 Happy New Year to all of you, and may this year be a year of progress in understanding and addressing the challenges ahead of us.
Happy New Year to all of you, and may this year be a year of progress in understanding and addressing the challenges ahead of us.
To help us focus, I selected three major domains I will explore further this year. These domains are connected – of course – as nothing is isolated in a world of System Thinking. Also, I wrote about these domains in the past, as usually, noting happens out of the blue.
 Meanwhile, there are a lot of discussions related to Artificial Intelligence (AI), in particular ChatGPT (openAI). But can AI provide the answers? I believe not, as AI is mainly about explicit knowledge, the knowledge you can define by (learning) algorithms.
Meanwhile, there are a lot of discussions related to Artificial Intelligence (AI), in particular ChatGPT (openAI). But can AI provide the answers? I believe not, as AI is mainly about explicit knowledge, the knowledge you can define by (learning) algorithms.
Expert knowledge, often called Tacit knowledge, is the knowledge of the expert, combining information from different domains into innovative solutions.
![]() I started my company, TacIT, in 1999 because I thought (and still think) that Tacit knowledge is the holy grail for companies.
I started my company, TacIT, in 1999 because I thought (and still think) that Tacit knowledge is the holy grail for companies.
Let’s see with openAI how far we get ……
Digitization of the PLM domain
 The PLM domain is suffering from its legacy data (documents), legacy processes (linear – mechanical focus) and legacy people (siloed). The statement is a generalization.
The PLM domain is suffering from its legacy data (documents), legacy processes (linear – mechanical focus) and legacy people (siloed). The statement is a generalization.
More details can be found in my blog series: The road to model-based and connected PLM.
So why should companies move to a model-based and connected approach for their PLM infrastructure?
![]() There are several reasons why companies may want to move to a model-based and connected approach for their Product Lifecycle Management (PLM) infrastructure:
There are several reasons why companies may want to move to a model-based and connected approach for their Product Lifecycle Management (PLM) infrastructure:
- Increased efficiency: A model-based approach allows for creating a digital twin of the product, which can be used to simulate and test various design scenarios, reducing the need for physical prototypes and testing. This can lead to faster and more efficient product development.
- Improved collaboration: A connected PLM infrastructure allows for better collaboration between different teams and departments, as all product-related information is stored in a central location and can be accessed by authorized personnel. This can improve communication and decision-making within the organization.
- Enhanced visibility: A model-based PLM system provides a single source of truth for all product-related data, giving management a clear and comprehensive view of the product development process. This can help identify bottlenecks and areas for improvement.
- Reduced risk: By keeping all product-related information in a centralized location, the risk of data loss or inconsistencies is reduced. This can help ensure that the product is developed in accordance with regulatory requirements and company standards.
- Increased competitiveness: A model-based and connected PLM infrastructure can help companies bring new products to market faster and with fewer errors, giving them a competitive advantage in their industry.
The text in italics was created by ChatGPT. After three learning cycles, this was the best answer I got. What we are missing in this answer is the innovative and transformative part that modern PLM can bring. Where is the concept of different ways of working, and new business models, both drivers for digitalization in many businesses?
 Expert knowledge related to Federated PLM (or Killing the PLM Monolith) are topics you will not find through AI. This is, for me, the most interesting part to explore.
Expert knowledge related to Federated PLM (or Killing the PLM Monolith) are topics you will not find through AI. This is, for me, the most interesting part to explore.
We see the need but lack a common understanding of the HOW.
Algorithms will not innovate; for that, you need Tacit intelligence & Curiosity instead of Artificial Intelligence. More exploration of Federated PLM this year.
PLM and Sustainability
![]() Last year as part of the PLM Global Green Alliance, we spoke with six different PLM solution providers to understand their sustainability goals, targets, and planned support for Sustainability. All of them confirmed Sustainability has become an important issue for their customers in 2022. Sustainability is on everyone’s agenda.
Last year as part of the PLM Global Green Alliance, we spoke with six different PLM solution providers to understand their sustainability goals, targets, and planned support for Sustainability. All of them confirmed Sustainability has become an important issue for their customers in 2022. Sustainability is on everyone’s agenda.
Why is PLM important for Sustainability?
 PLM is important for Sustainability because a PLM helps organizations manage the entire lifecycle of a product, from its conception and design to its manufacture, distribution, use, and disposal. PLM can be important for Sustainability because it can help organizations make more informed decisions about the environmental impacts of their products and take steps to minimize those impacts throughout the product’s lifecycle.
PLM is important for Sustainability because a PLM helps organizations manage the entire lifecycle of a product, from its conception and design to its manufacture, distribution, use, and disposal. PLM can be important for Sustainability because it can help organizations make more informed decisions about the environmental impacts of their products and take steps to minimize those impacts throughout the product’s lifecycle.
For example, using PLM, an organization can consider the environmental impacts of the materials that are used in a product, the energy consumption of the manufacturing process, the product’s end-of-life disposal, and other factors that may affect its overall Sustainability. By considering these factors early in the design process, organizations can make more sustainable choices that reduce the environmental impact of their products over their lifecycle.
In addition, PLM can help organizations track and measure the Sustainability of their products over time, allowing them to continuously improve and optimize their products for Sustainability. This can be particularly important for organizations that are looking to meet regulatory requirements or consumer demand for more sustainable products.
Again not a wrong answer, but there is no mention of supporting the concepts of the circular economy, the potential of using digital twins at the various lifecycle stages of the products to perform trade-off studies in the virtual world, or to analyze the product behavior from the physical world in the virtual world for optimization.
This is (again), for me, the most interesting part to explore.
We see the need but lack the sense of urgency on the NOW.
More on Sustainability this year.
PLM Education at all levels
Historically PLM was framed as an “engineering thing” or a system needed for R&D/Engineering. Modern PLM is much broader and, unfortunately, more hard to grasp. I support the CIMdata definition:
CIMdata defines PLM as:
-
A strategic business approach that applies a consistent set of business solutions that support the collaborative creation, management, dissemination, and use of product definition information
-
Supporting the extended enterprise (customers, design and supply partners, etc.)
-
Spanning from concept to end of life of a product or plant
-
Integrating people, processes, business systems, and information
 And even here, I would say this definition is challenging as the scope is extensive and could touch a lot of activities inside an enterprise. As I wrote last year in my series of posts related to PLM and Education, there is:
And even here, I would say this definition is challenging as the scope is extensive and could touch a lot of activities inside an enterprise. As I wrote last year in my series of posts related to PLM and Education, there is:
Strategy education (what are the trends/potential of digital transformation in the business domain related to the company’s products)
Methodology/ Academic Education (independent from tools, what are the best practices, where they reside, potential lessons learned and pitfalls to avoid)
Organisational Change Management (the Education and support needed to enable a business transformation – modern PLM is a transformation enabler)
By asking ChatGPT for their opinion, we learn the following:
Product Lifecycle Management (PLM) education refers to training and development programs that focus on teaching individuals how to effectively manage the lifecycle of a product within an organization. This can include a wide range of topics, such as product design, development, and engineering; supply chain management; quality control and assurance; and product retirement and disposal.
Some specific types of PLM education that a company may need to provide to its employees include:
- Introduction to PLM: This type of training is designed to provide a general overview of PLM concepts and practices and may be suitable for employees who are new to the field or who have limited experience with PLM.
- PLM software training: Many companies use specialized PLM software to manage their product lifecycle processes. Employees who will be using this software will need training on how to use it effectively.
- Industry-specific PLM training: Depending on the industry in which a company operates, there may be specific PLM practices and regulations that employees need to be familiar with. For example, a company in the aerospace industry may need to provide training on PLM practices that are specific to the aerospace industry.
- Leadership and management training: For employees who are responsible for leading and managing PLM projects or teams, additional training in leadership and project management may be necessary.
Overall, the types of PLM education that a company needs will depend on the specific needs and goals of the organization, as well as the roles and responsibilities of its employees.
In general, we see from the answer that strategy and organizational change management beyond the tool are not considered.
This is precisely the area where a PLM Expert can help.
We see the need for Education, but we lack the willingness to invest in it.
Conclusion
It was an exciting exercise to combine my blogging thoughts with the answers from OpenAI. I am impressed by the given answers, knowing that the topics discussed about PLM are not obvious. On the other hand, I am not worried that AI will take over the job of the PLM consultant. As I mentioned before, the difference between Explicit Knowledge and Tacit Knowledge is clear, and business transformations will largely depend on the usage of Tacit knowledge.
I am curious about your experiences and will follow the topics mentioned in this post and write about them with great interest.

 We are happy to close the year with the first round of the PLM Global Green Alliances (PGGA) series: PLM and Sustainability.
We are happy to close the year with the first round of the PLM Global Green Alliances (PGGA) series: PLM and Sustainability.
We interviewed PLM-related software vendors in this series, discussing their sustainability mission and offering.
We talked with SAP, Autodesk, Dassault Systèmes, Sustaira and Aras and now with PTC. It was an exciting discussion, looking back at their Lifecycle Analysis (LCA) history and ending with a cliffhanger about what’s coming next year.
PTC
 The discussion was with Dave Duncan, VP Sustainability at PTC, focusing on industrial Sustainability as well as PTC’s internal footprint reduction programs, joined by James Norman, who globally leads PTC’s Community of Practice for PLM and Design-for-Sustainability.
The discussion was with Dave Duncan, VP Sustainability at PTC, focusing on industrial Sustainability as well as PTC’s internal footprint reduction programs, joined by James Norman, who globally leads PTC’s Community of Practice for PLM and Design-for-Sustainability.
Interesting to notice from this discussion, listen to the introduction of Dave and James and their history with Sustainability long before it became a buzzword and then notice how long it takes till digital thread and digital twin are mentioned – enjoy the 38 minutes of interaction below
Slides shown during the interview combined with additional company information can be found HERE.
What we have learned
- It was interesting to learn that just before the financial crisis in 2008, PTC invested (together with James Norman) in lifecycle analysis. But, unfortunately, a focus on restoring the economy silenced this activity until (as Dave Duncan says) a little more than six months ago, when Sustainability is almost in the top 3 of every company’s agenda.
- Regulation and financial reporting are the current drivers for companies to act related to Sustainability.
- The digital thread combined with the notion of relying on data quality are transformational aspects.
- Another transformational aspect is connecting sustainability as an integrated part of product development instead of a separate marketing discipline.
- Early next year, we will learn more about the realization of the PTC Digital Twin.
Want to learn more
Here are some links to the topics discussed in our meeting:
- The Innovators Program
- The Cummins Case Study
- The PTC Digital Twin description
- The PTC ServiceMax announcement
Conclusions
It was great to conclude with PTC this year. I hope readers following this series: “The PLM Global Green Alliance meets …” has given a good first impression of where PLM-related vendors are heading regarding their support for a sustainable future.
We touched base with them, the leaders, and the experts in their organizations. We discussed the need for data-driven infrastructures, the relation with the circular economy and compliance.
Next year we plan to follow up with them, now looking more into the customer experiences, tools, and methodology used.
 This week there was an interesting discussion on LinkedIn initiated by Alex Bruskin from Senticore Technologies. I have known Alex for over 20 years, starting from the SmarTeam days and later through encounters in the PLM space. Alex is a real techie on the outside but also a person with a very creative mind to connect technology to business.
This week there was an interesting discussion on LinkedIn initiated by Alex Bruskin from Senticore Technologies. I have known Alex for over 20 years, starting from the SmarTeam days and later through encounters in the PLM space. Alex is a real techie on the outside but also a person with a very creative mind to connect technology to business.
You can see his LinkedIn featured posts here to get an impression.
Where is PLM @ Startups?
 This time Alex shared an observation from an event organized by the Pittsburgh Robotics Network, where he spoke with several startups.
This time Alex shared an observation from an event organized by the Pittsburgh Robotics Network, where he spoke with several startups.
His point, and I quote Alex:
Then, I spoke to a number of presenters there, explaining Senticore capabilities and listening to their situation around engineering/ manufacturing.
– many startups offered an add-on to other platforms => an autonomous module for UAV/helicopter/Vehicle. Some offered robotic components or entire robots (robot-dog).
– all startups use #solidworks , and none use #catia or #nx
– none of them have a PLM system nor an MES. I am 90% certain none of them have ERP, either. They all are apparently using #excel for all these purposes.
– only a handful of them are considering getting a PLM system in the near future.
Read the full post here and the comments below to get a broader insight into the topic.
The PLM Doctor knows it all.
The point reminded me of an episode I did together with Helena Gutierrez from Share PLM last year. She asked the same question to the PLM Doctor.
Do you think PLM is only for big corporations or can startups also benefit from it?
You can see the conversation here:
Meanwhile, the PLM Doctor is unemployed due to the lack of incoming questions.
When looking at startups, I could see two paths. One is the traditional path based on historical mechanical PLM, and a second (potential) approach which is based on understanding the future complexity of the startup offering.
There are two paths – path #1
The first evolutionary path you might have seen a few times before in my blog post is the one depicted by Marc Halpern from Gartner in 2015. At that time, we started discussing Product Innovation Platforms and the new generation of PLM. You can see Marc’s slide below, which is still valid for most situations.
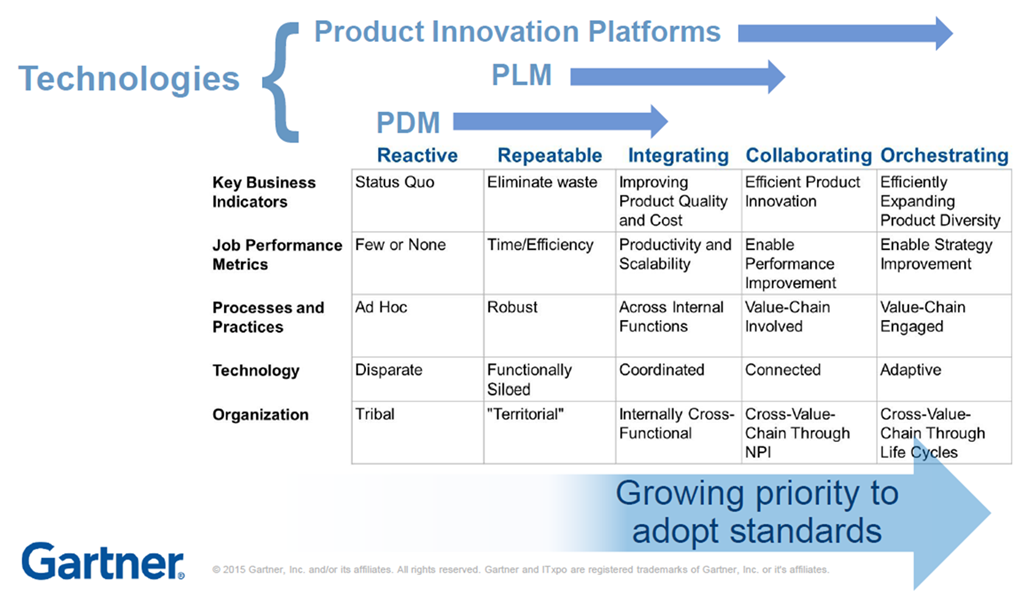
In the slide above, you see the startup company on the left side.
 Often the main purpose of a startup company is to be visible on the market with their concept as fast as possible. Startups are often driven by a small group of multifunctional people developing a solution. In this approach, there is no place for people and reflection on processes as they are considered overhead.
Often the main purpose of a startup company is to be visible on the market with their concept as fast as possible. Startups are often driven by a small group of multifunctional people developing a solution. In this approach, there is no place for people and reflection on processes as they are considered overhead.
Only when you target your solution in a strongly regulated environment, e.g., medical devices and aerospace, you need to focus on the process too.
Therefore it is logical that most startup companies focus on the tools to develop their solution. A logical path, as what could you do without tools? Next, the choice of the tools will be, most of the time, driven by the team’s experience and available skills in the market.
 Again statistics show it is not likely that advanced tools like NX or CATIA will be chosen for the design part. More likely mid-market products like SolidWorks or Autodesk products. And for data management and reporting, the logical tools are the office tools, Excel, Word and Visio.
Again statistics show it is not likely that advanced tools like NX or CATIA will be chosen for the design part. More likely mid-market products like SolidWorks or Autodesk products. And for data management and reporting, the logical tools are the office tools, Excel, Word and Visio.
And don’t forget PowerPoint to sell the solution.
The role of investors is often also here to question investments that are not clearly understood or relevant at that time.
How a startup scales up very much depends on the choices they make for Repeatable business. This is the moment that a company starts to create its legacy. Processes and best practices need to be established and why you often see is that seasoned people join the company. These people have proven their skills in the past, and most likely, they are willing to repeat this.
And here comes the risk – experienced people come with a much better holistic overview of the product lifecycle aspects. They know what critical steps are needed to move the company to an Integrated business. These experiences are crucial; however, they should not become the new single standard.
Implementing the past is not a guarantee for success in a digital and connected future.
Implementing their past experiences would focus too much on creating a System of Record (PLM 1.0), which is crucial for configuration management, change management and compliance. However, it would also create a productivity dip for those developing the product or solution.
 This is the same dilemma that very small and medium enterprises face. They function reasonably well in a Repeatable business. How much should they invest in an Integrated or Collaborating business approach?
This is the same dilemma that very small and medium enterprises face. They function reasonably well in a Repeatable business. How much should they invest in an Integrated or Collaborating business approach?
Following the evolution path described by Marc Halpern always brings you to the point where technology changes from Coordinated to Connected. This is a challenging and immature topic, which I have discussed in my blog posts and during conferences.
See: The Challenges of a connected ecosystem for PLM or this full series of posts: The road to model-based and connected PLM.
There are two paths – path #2
Another path that startups could follow is a more forward-looking path, understanding that you need a coordinated and connected approach in the long term. For the fastest execution, you would like to work in a multidisciplinary mode in real time, exactly the characteristic of a startup.
 However, in path #2, the startup should have a longer-term vision. Instead of choosing the obvious tools, they should focus on their company’s most important value streams. They have the opportunity to select integrated domains that are based on a connected, often model-based approach. Some examples of these integrated domains:
However, in path #2, the startup should have a longer-term vision. Instead of choosing the obvious tools, they should focus on their company’s most important value streams. They have the opportunity to select integrated domains that are based on a connected, often model-based approach. Some examples of these integrated domains:
- An MBSE environment focusing on real-time interaction related to product architecture and solution components(RFLP)
- A connected product design environment, where in real-time a virtual product can be created, analyzed, and optimized – connected software might be relevant here.
- A connected product realization environment where product engineering and suppliers work together in real time.
All three examples are typical Systems of Engagement. The big difference with individual tools is that they already focus on multidisciplinary collaboration on a data-driven, model-based approach.
In addition, having these systems in place allows the startup company to invest separately in a System of Record(s) environment when scaling up. This could be a traditional PLM system combined with a Configuration Management System or an Asset Management System.

System of Record choices, of course, depends on the industry needs and the usage of the product in the field. We should not consider one system that serves all; it is an infrastructure.
In the image below, you see the concept of this approach described by Erik Herzog from SAAB Aeronautics during the recent PLM Roadmap / PDT Europe conference. You can read more details of this approach in this post: The Week after PLM Roadmap PDT Europe.
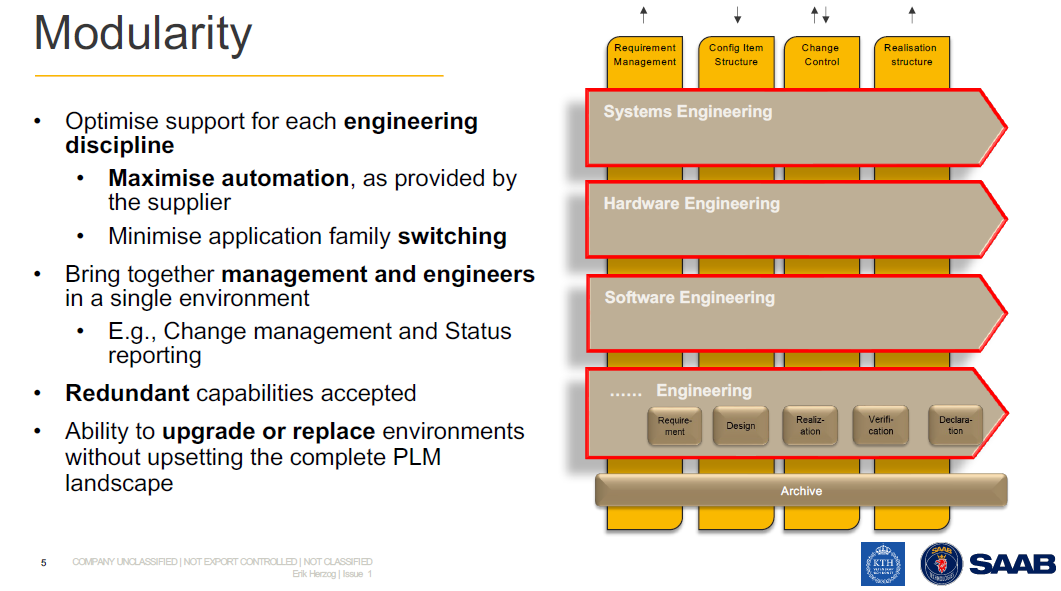
![]() Note: SAAB is not a startup; therefore, they must deal with their legacy. They are now working on business sustainable concepts for the future: Heterogeneous and federated PLM.
Note: SAAB is not a startup; therefore, they must deal with their legacy. They are now working on business sustainable concepts for the future: Heterogeneous and federated PLM.
My opinion: The heterogeneous and federated approach is the ultimate target for any enterprise. I already mentioned the importance of connected environments regarding digital twins and sustainability. Material properties, process environmental impacts and product behavior coming from the field will all work only efficiently if dealt with in a connected and federated manner.
Conclusion
The challenge for startups is that they often start without the knowledge and experience that multidisciplinary collaboration within a value stream is crucial for a connected future. This a topic that I would like to explore further with startups and peers in my ecosystem. What do you think? What are your questions? Join the conversation.

 In the last few weeks, I thought I had a writer’s block, as I usually write about PLM-related topics close to my engagements.
In the last few weeks, I thought I had a writer’s block, as I usually write about PLM-related topics close to my engagements.
Where are the always popular discussions related to EBOM or MBOM? Where is the Form-Fit-Function discussion or the traditional “meaningful numbers” discussions?
These topics always create a lot of interaction and discussion, as many of us have mature opinions.
However, last month I spent most of the time discussing the connection between digital PLM strategies and sustainability. With the Russian invasion of Ukraine, leading to high energy prices, combined with several climate disasters this year, people are aware that 2022 is not a year as usual. A year full of events that force us to rethink our current ways of living.
The notion of urgency
 Sustainability for the planet and its people has all the focus currently. COP27 gives you the impression that governments are really serious. Are they? Read this post from Kimberley R. Miner, Climate Scientist at NASA, Polar Explorer& Professor.
Sustainability for the planet and its people has all the focus currently. COP27 gives you the impression that governments are really serious. Are they? Read this post from Kimberley R. Miner, Climate Scientist at NASA, Polar Explorer& Professor.
She doubts if we really grasp the urgency needed to address climate change. Or are we just playing to be on stage? I agree with her doubts.
So what to do with my favorite EBOM-MBOM discussions?
 Last week I attended an event organized by Dassault Systems in the Netherlands for their Dutch/Belgium customers.
Last week I attended an event organized by Dassault Systems in the Netherlands for their Dutch/Belgium customers.
The title of the event was: Sustainable innovation for a digital future. I expected a techy event. Click on the image to see the details.
Asking my grandson, who had just started to his study Aerospace Engineering in Delft (NL), learning to work with CAD and PLM-tools, to join me – he replied:
“Too many software demos”
 It turned out that my grandson was wrong. The keynote speech from Ruud Veltenaar made most of the audience feel uncomfortable. He really pointed to the fact that we are aware of climate change and our impact on the planet, but in a way, we are paralyzed. Nothing new, but confronting and unexpected when going to a customer event.
It turned out that my grandson was wrong. The keynote speech from Ruud Veltenaar made most of the audience feel uncomfortable. He really pointed to the fact that we are aware of climate change and our impact on the planet, but in a way, we are paralyzed. Nothing new, but confronting and unexpected when going to a customer event.
Ruud’s message: Accept that we are at the end of an existing world order, and we should prepare for a new world order with the right moral leadership. It starts within yourself. Reflect on who you really are, where you are in your life path, and finally, what you want.
It sounds simple, and I can see it helps to step aside and reflect on these points.
Otherwise, you might feel we are in a rat race as shown below (recommend to watch).
The keynote was the foundation for a day of group and panel discussions on sustainability. Learning from their customers their sustainability plans and experiences.
 It showed Dassault Systems, with its 2012 purpose (click on the link to see its history), Harmonizing Products, Nature and Life is ahead of the curve (at least they were for me).
It showed Dassault Systems, with its 2012 purpose (click on the link to see its history), Harmonizing Products, Nature and Life is ahead of the curve (at least they were for me).
The event was energizing, and my grandson was wrong:
“No software – next time?”
The impact of legacies – data, processes & people
 For those who haven’t read my previous post, The week after PLM Roadmap / PDT Europe 2022, I wrote about the importance of Heterogeneous and federated PLM, one of the discussions related to data-driven PLM.
For those who haven’t read my previous post, The week after PLM Roadmap / PDT Europe 2022, I wrote about the importance of Heterogeneous and federated PLM, one of the discussions related to data-driven PLM.
Looking back, I have been writing about data-driven PLM since 2014, and few companies have made progress here. Understandable, first of all, due to legacy data, which is not in the right format or quality to support data-driven processes.
However, also here, legacy processes and legacy people are blocking the change. There is no blame here; it is difficult to change. You might have a visionary management team, but then it comes down to the execution of the strategy. The organizational structure and the existing people skills are creating more resistance than progress.
![]() For that reason, I wrote this post in 2015: PLM and Global Warming, where I compared the progress we made within our PLM community with the lack of progress we are making in solving global warming. We know the problem, but we are unable to act due to the lack of feeling the urgency.
For that reason, I wrote this post in 2015: PLM and Global Warming, where I compared the progress we made within our PLM community with the lack of progress we are making in solving global warming. We know the problem, but we are unable to act due to the lack of feeling the urgency.
This blog post triggered Rich McFall to start together in 2018 the PLM Global Green Alliance.

In my PLM Roadmap / PDT Europe session Sustainability and Data-driven PLM – the perfect storm, I raised the awareness that we need to speed up. We have 10 perhaps 15 years to implement radical changes, according to scientists, before we reach irreversible tipping points.
Why PLM and Sustainability?
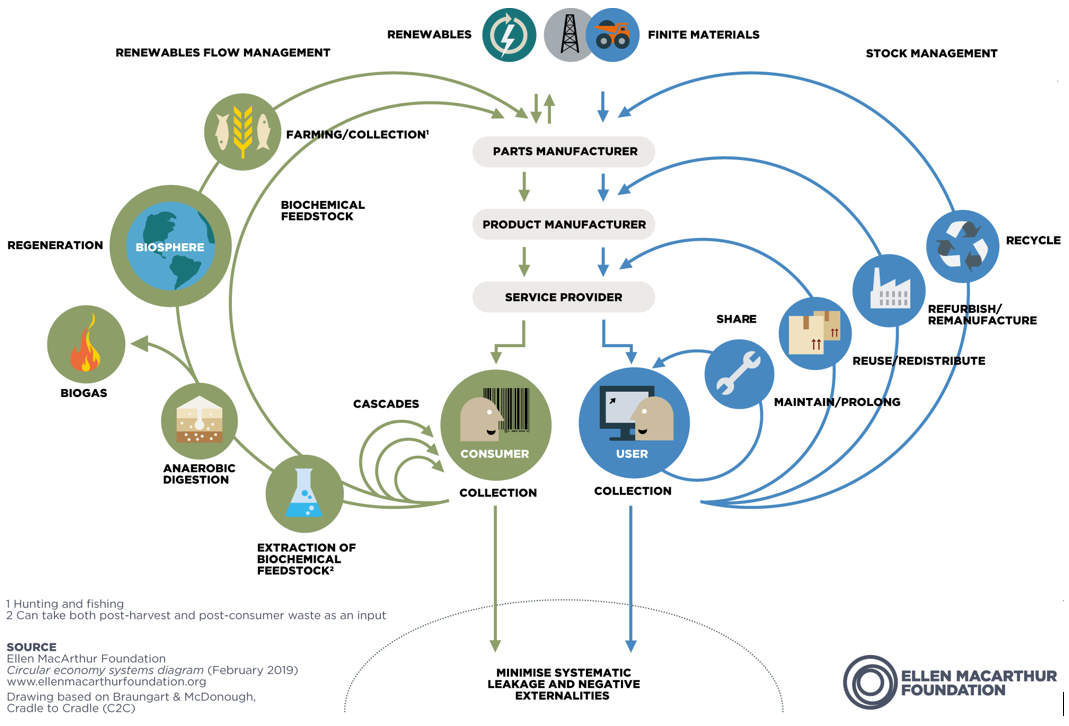
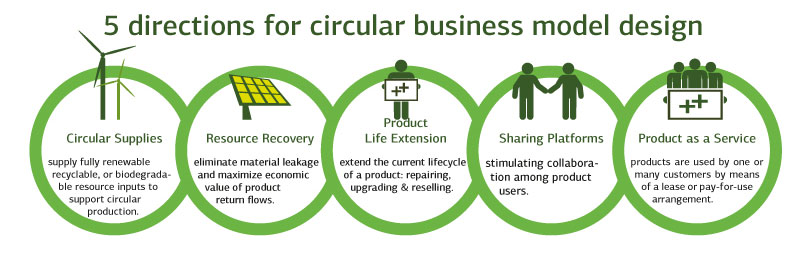
Sustainability starts with the business strategy. How does your company want to contribute to a more sustainable future? The strategy to follow with probably the most impact is the concept of a circular economy – image below and more info here.
The idea behind the circular economy is to minimize the need for new finite materials (the right side) and to use for energy delivery only renewables. Implementing these principles clearly requires a more holistic design of products and services. Each loop should be analyzed and considered when delivering solutions to the market.
Therefore, a logical outcome of the circular economy would be transforming from selling products to the market towards a product-as-a-service model. In this case, the product manufacturer becomes responsible for the full product lifecycle and its environmental impact.
And here comes the importance of PLM. You can measure and tune your environmental impact during production in your ERP or MES environment. However, 80 % of the environmental impact is defined during the design phase, the domain of PLM. All these analysis together are called Life Cycle Analysis or Life Cycle Assessment (LCA). A practice that starts at the moment you start to think about a product or solution – a specialized systems thinking approach.
So how to define and select the right options for future products?
Virtual products / Digital Twins
 This is where sustainability is pushing for digitization of the product lifecycle. Building and analyzing products in the virtual world is much cheaper than working with physical prototypes.
This is where sustainability is pushing for digitization of the product lifecycle. Building and analyzing products in the virtual world is much cheaper than working with physical prototypes.
The importance of a model-based approach here allows companies efficiently deal with trade-off studies for each solution.
In addition, the choice and the behavior of materials also have an impact. These material properties will come from various databases, some based on hazardous substances, others on environmental parameters. Connecting these databases to the virtual model is crucial to remain efficient.
Imagine you need manually collect and process in these properties whenever studying an alternative. The manual process will be too costly (fewer trade-offs and not finding the optimum) and too slow (time-to-market impact).
 That’s why I am greatly interested in all the developments related to a federated PLM infrastructure. A monolithic system cannot be the solution for such a model-based environment. In my terminology, here we need an architecture with systems of engagement combined with system(s) of record.
That’s why I am greatly interested in all the developments related to a federated PLM infrastructure. A monolithic system cannot be the solution for such a model-based environment. In my terminology, here we need an architecture with systems of engagement combined with system(s) of record.
I will publish more on this topic in the future.
In the previous paragraphs, I wrote about the virtual product environment, which some companies call the virtual twin. However, besides the virtual twin, we also need several digital twins. These digital models allow us to monitor and optimize the production process, which can lead to design changes.
Also, monitoring the product in operation using a digital twin allows us to optimize the performance and execution of the solutions in the field.

The feedback from these digital twins will then help the company to improve the design and calibrate their simulation models. It should be a closed loop. You can find a more recent discussion related to the above image here.
Our mission
 At this moment, sustainability is at the top of my personal agenda, and I hope for many of you. However, besides the choices we can make in our personal lives, there is also an area where we, as PLM interested parties, should contribute: The digitization of the product lifecycle as an enabler for a sustainable business.
At this moment, sustainability is at the top of my personal agenda, and I hope for many of you. However, besides the choices we can make in our personal lives, there is also an area where we, as PLM interested parties, should contribute: The digitization of the product lifecycle as an enabler for a sustainable business.
Without mature concepts for a connected enterprise, implementing sustainable products and business processes will be a wish, not a strategy. So add digitization to your skillset and use it in the context of sustainability.
Conclusion
It might look like this PLM blog has become an environmental blog. This might be right, as the environmental impact of products and solutions is directly related to product lifecycle management. However, do not worry. In the upcoming time, I will focus on the aspects and experiences of a connected enterprise. I will leave the easier discussions (EBOM/MBOM/FFF/Smart Numbers) from a coordinated enterprise as they are. There is work to do shortly. Your thoughts?

 I hope you all remained curious after last week’s report from day 1 of the PLM Roadmap / PDT Europe 2022 conference in Gothenburg. The networking dinner after day 1 and the Share PLM after-party allowed us to discuss and compare our businesses. Now the highlights of day 2
I hope you all remained curious after last week’s report from day 1 of the PLM Roadmap / PDT Europe 2022 conference in Gothenburg. The networking dinner after day 1 and the Share PLM after-party allowed us to discuss and compare our businesses. Now the highlights of day 2
The Power of Curiosity
We started with a keynote speech from Stefaan van Hooydonk, Founder of the Global Curiosity Institute. It was a well-received opener of the day and an interesting theme concerning PLM.

 According to Stefaan, in the previous century, curiosity had a negative connotation. Curiosity killing the cat is one of these expressions confirming the mindset. It was all about conformity to the majority, the company, and curiosity was non-conformant.
According to Stefaan, in the previous century, curiosity had a negative connotation. Curiosity killing the cat is one of these expressions confirming the mindset. It was all about conformity to the majority, the company, and curiosity was non-conformant.
The same mindset I would say we have with traditional PLM; we all have to work the same way with the same processes.
In the 21st century, modern enterprises stimulate curiosity as we understand that throughout history, curiosity has been the engine of individual, organizational, and societal progress. And in particular, in modern, unpredictable times, curiosity becomes important, for the world, the others around us and ourselves.
As Stefaan describes in his book, the Curiosity Manifesto, organizations and individuals can develop curiosity. Stefaan pushed us to reflect on our personal curiosity behavior.
- Are we really interested in the person, the topic I do not know or do not like?
- Are we avoiding curious steps out of fear? Fear for failing, judgment?
After Stefaan’s curiosity storm, you could see that the audience was inspired to apply it to themselves and their PLM mission(s).
I hope the latter – as here there is a lot to discover.
Digital Transformation – Time to roll up your sleeves
In his presentation, Torbjörn Holm, co-founder of Eurostep, addressed one of the bigger elephants in the modern enterprise: how to deal with data?
Thanks to digitization, companies are gathering ad storing data, and there seem to be no limits. However, data centers compete for electricity from the grid with civilians.
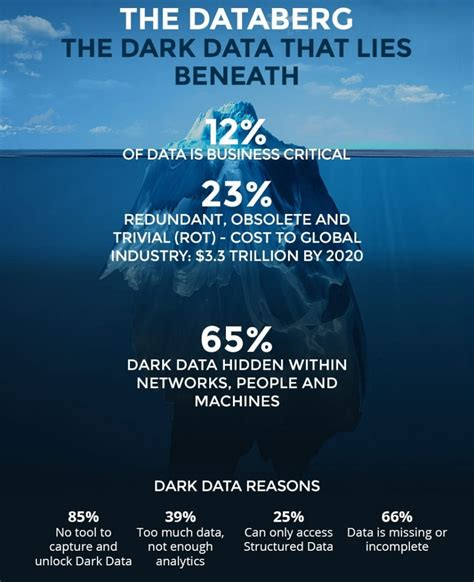 Torbjörn also introduced the term “Dark data – the dirty secret of the ICT sector. We store too much data; some research mentions that only 12 % of the data stored is critical, and the rest clogs up on some file servers. Storing unstructured and unused data generates millions of greenhouse gasses yearly.
Torbjörn also introduced the term “Dark data – the dirty secret of the ICT sector. We store too much data; some research mentions that only 12 % of the data stored is critical, and the rest clogs up on some file servers. Storing unstructured and unused data generates millions of greenhouse gasses yearly.
It is time for a data cleanup day, and inspired by Torbjörn’s story, I have already started to clean up my cloud storage. However, I did not touch my backup hard disks as they do not use energy when switched off.
Further, Torbjörn elaborated that companies need to have end-to-end data policies. Which data is required? And in the case of contracted work or suppliers, data is crucial.

Ultimately companies that want to benefit from a virtual twin of their asset in operation need to have processes in place to acquire the correct data and maintain the valid data. Digital twins do not run on documents; as mentioned in some of my blog posts, they need accurate data.
Torbjörn once more reminded us that the PLCS objective is designed for that.
Heterogeneous and federated PLM – is it feasible?
One of the sessions that upfront had most of my attention was the presentation from Erik Herzog, Technical Fellow at Saab Aeronautics and Jad El-Khoury, Researcher at the KTH/Royal Institute of Technology.
Their presentation was closely related to the pre-conference workshop we had organized by Erik and Eurostep. More about this topic in the future.
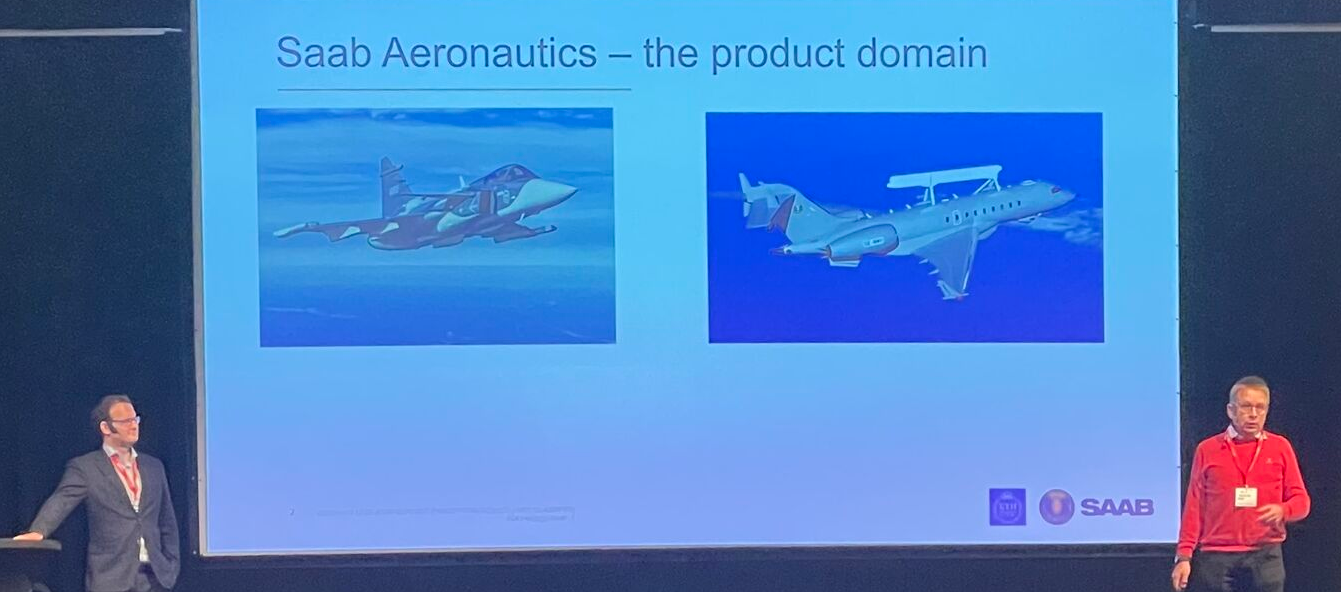
Saab, Eurostep and KTH conducted a research project named Helipe to analyze and test a federated PLM architecture. The concept was strongly driven by engineering. The idea is shown in the images below.
First are the four main modular engineering environments; in the image, we see mechanical, electrical, software and engineering environments. The target is to keep these environments as standard as possible towards the outside world so that later, an environment could be swapped for a better environment. Inside an environment, automation should provide optimal performance for the users.
In my terminology, these environments serve as systems of engagement.
The second dimension of this architecture is the traceability layer(s) – the requirements management layer, the configuration item structures, change control and realization structures.
These traceability structures look much like what we have been doing with traditional PLM, CM and ERP systems. In my terminology, they are the systems or record, not mentioned to directly serve end-users but to provide traceability, baselines for configuration, compliance and more.
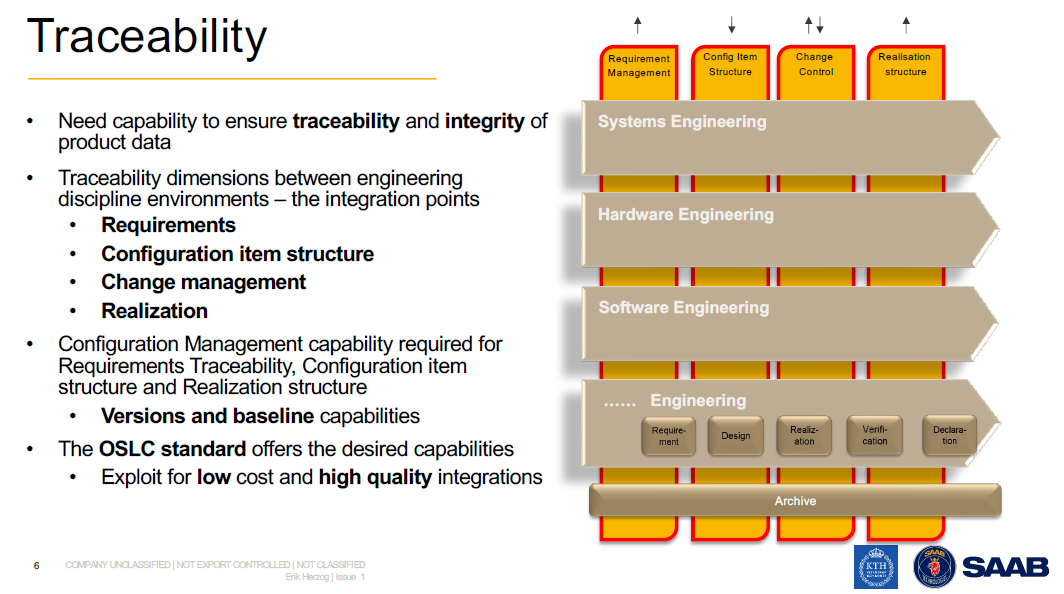
The team chose the OSLC standard to realize these capabilities. One of the main reasons because OSLC is an existing open standard based on linked data, not replicating data. In this way, a federated environment would be created with designated connections between datasets.
 Jad El-Koury demonstrated how to link an existing requirement in Siemens Polarion to a Defect in IBM ELM and then create a new requirement in Polarion and link this requirement to the same defect. I never get excited from technical demos; more important to learn is the effort to build such integration and its stability over time. Click on the image for the details
Jad El-Koury demonstrated how to link an existing requirement in Siemens Polarion to a Defect in IBM ELM and then create a new requirement in Polarion and link this requirement to the same defect. I never get excited from technical demos; more important to learn is the effort to build such integration and its stability over time. Click on the image for the details
The conclusions from the team below give the right indicators where the last two points seem feasible.
 Still, we need more benchmarking in other environments to learn.
Still, we need more benchmarking in other environments to learn.
I remain curious about this approach as I believe it is heading toward what is necessary for the future, the mix of systems of record and systems of engagement connected through a digital web.
The bold part of the last sentence may be used by marketers.
Sustainability and Data-driven PLM – the perfect storm
![]() For those familiar with my blog (virtualdutchman.com) and my contribution to the PLM Global Green Alliance, it will be no surprise that I am currently combining new ways of working for the PLM domain (digitization) with an even more hot topic, sustainability.
For those familiar with my blog (virtualdutchman.com) and my contribution to the PLM Global Green Alliance, it will be no surprise that I am currently combining new ways of working for the PLM domain (digitization) with an even more hot topic, sustainability.
More hot is perhaps a cynical remark.
In my presentation, I explained that a model-based, data-driven enterprise will be able to use digital twins during the design phase, the manufacturing process planning and twins of products in operation. Each twin has a different purpose.
The virtual product during the design phase does not have a real physical twin yet, so some might say it is not a twin at this stage. The virtual product/twin allows companies to perform trade-offs, verification and validation relatively fast and inexpensively. The power of analyzing this virtual twin will enable companies to design products not only at the best price/performance range but even as important, with the lowest environmental impact during manufacturing and usage in the field.

The virtual world of digital twins – (c) 2018 Boeing – diamond
As the Boeing diamond nicely shows, there is a whole virtual world for digital twins. The manufacturing digital twin allows companies to analyze their manufacturing process and virtually analyze the most effective manufacturing process, preferably with the lowest environmental impact.
For digital twins from a product in the field, we can analyze its behavior and optimize performance, hopefully with environmental performance indicators in mind.
For a sustainable future, it is clear that we need to implement concepts of the circular economy as the earth does not have enough resources and renewables to support our current consumption behavior and ways of living.

Note: not for everybody on the globe, a quote from the European Environment Agency below:
Europe consumes more resources than most other regions. An average European citizen uses approximately four times more resources than one in Africa and three times more than one in Asia, but half of that of a citizen of the USA, Canada, or Australia
To reduce consumption, one of the recommendations is to switch the business model from owning products to products as a service. In the case of products as a service, the manufacturer becomes the owner of the full product lifecycle. Therefore, the manufacturer will have business reasons to make the products repairable, upgradeable, recyclable and using energy efficiently, preferably with renewables. If not, the product might become too expensive; fossil energy will be too expensive as carbon taxes will increase, and virgin materials might become too expensive.
 It is a business change; however, sustainability will push organizations to change faster than we are used to. For example, we learned this week that the peeking energy prices and Russia’s current war in Ukraine have led to strong investments in renewables.
It is a business change; however, sustainability will push organizations to change faster than we are used to. For example, we learned this week that the peeking energy prices and Russia’s current war in Ukraine have led to strong investments in renewables.
As a result, many countries no longer want to depend on Russian energy. The peak of carbon emissions for the world is now expected in 2025.
(Although we had a very bad year so far)
 Therefore, my presentation concluded that we should use sustainability as an additional driver for our digital transformation in the PLM domain. The planet cannot wait until we slowly change our traditional working methods.
Therefore, my presentation concluded that we should use sustainability as an additional driver for our digital transformation in the PLM domain. The planet cannot wait until we slowly change our traditional working methods.
Therefore, the need for digital twins to support sustainability and systems thinking are the perfect storm to speed up our digitization projects.
You can find my presentation as usual, here on SlideShare and a “spoken” version on our PGGA YouTube channel here
Digitalization for the Development and Industrialization of Innovative and Sustainable Solutions
This session, given by Ola Isaksson, Professor, Product Development & Systems Engineering Design Research Group Leader at Chalmers University, was a great continuation on my part of sustainability. Ola went deeper into the aspects of sustainable products and sustainable business models.
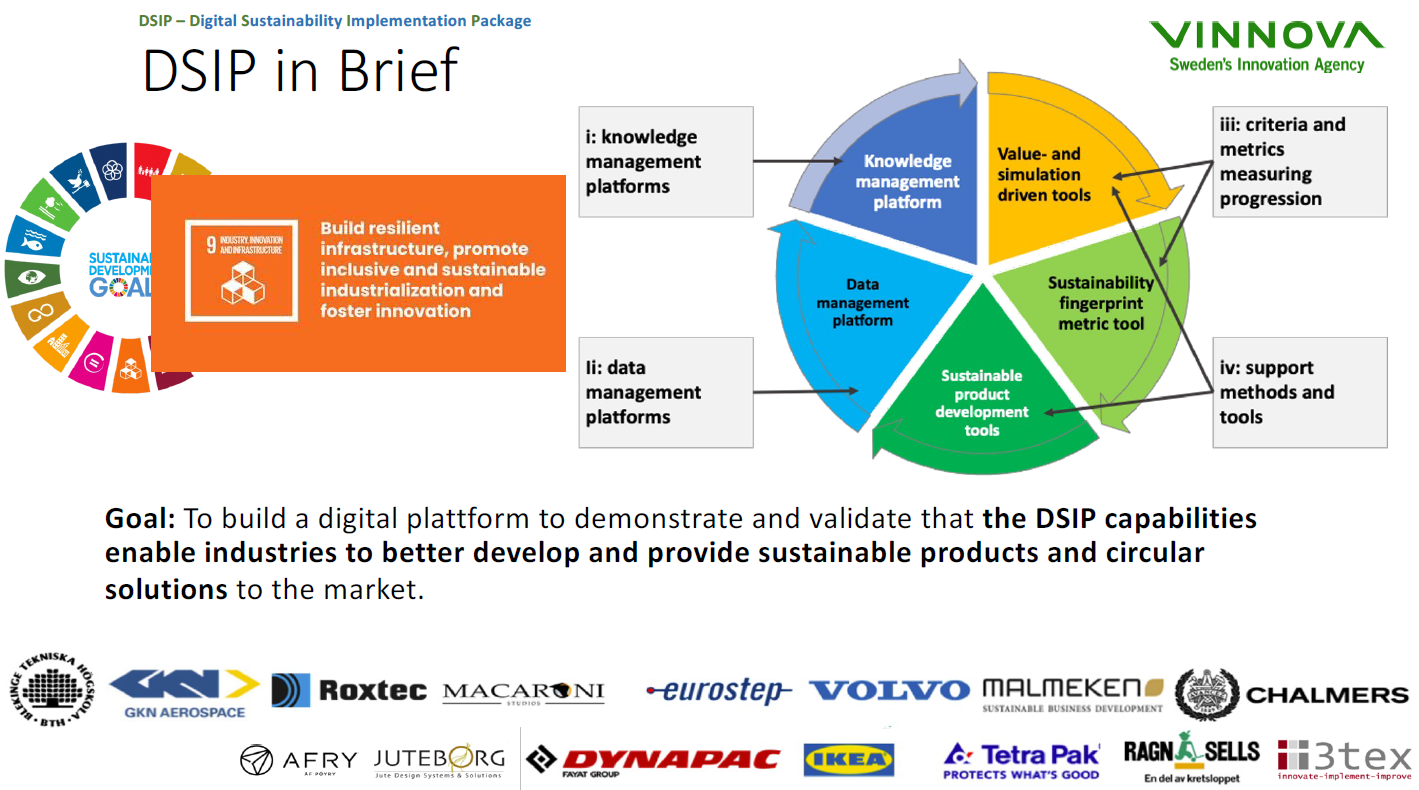
The DSIP project (Digital Sustainability Implementation Package – image above) aims to help companies understand all aspects of sustainable development. Ola mentioned that today’s products’ evolution is insufficient to ensure a sustainable outcome. Currently, not products nor product development practices are adequate enough as we do not understand all the aspects.
For example, Ola used the electrification process, taking the Lithium raw material needed for the batteries. If we take the Nissan Leaf car as the point of measure, we would have used all Lithium resources within 50 years.
Therefore, other business models are also required, where the product ownership is transferred to the manufacturer. This is one of the 9Rs (or 10), as the image shows moving from a linear economy towards a circular economy.
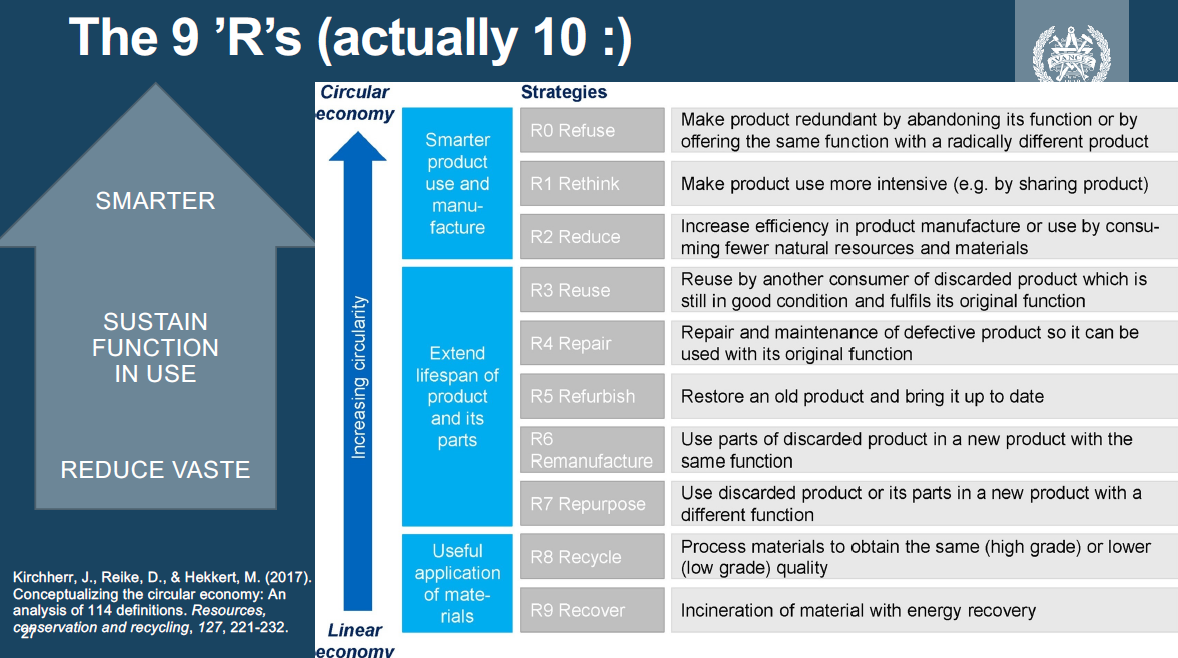
Also, as I mentioned in my session, Ola referred to the upcoming regulations forcing manufacturers to change their business model or product design. All these aspects are discussed in the DSIP project, and I look forward to learning the impact this project had on educating and supporting companies in their sustainability journey.
Click on the image to discover the scope
A day 2 summary
 We had Bernd Feldvoss, Value Stream Leader PLM Interoperability Standards at Airbus, reporting on the progress of the A&D action group focusing on Collaboration. At this stage, the project team has developed an open-service Collaboration Management System (CMS) web application, providing navigation through the eight-step guidelines and offering the potential to improve OEM-supplier collaboration consistency and efficiency within the A&D community.
We had Bernd Feldvoss, Value Stream Leader PLM Interoperability Standards at Airbus, reporting on the progress of the A&D action group focusing on Collaboration. At this stage, the project team has developed an open-service Collaboration Management System (CMS) web application, providing navigation through the eight-step guidelines and offering the potential to improve OEM-supplier collaboration consistency and efficiency within the A&D community.
 We had Henrik Lindblad, Group Leader PLM & Process Support at the European Spallation Source, building and soon operating the world’s most powerful neutron source, enabling scientific breakthroughs in research related to materials, energy, health and the environment. Besides a scientific breakthrough, this project is also an example of starting with building a virtual twin of the facility from the start providing a multidisciplinary collaboration space.
We had Henrik Lindblad, Group Leader PLM & Process Support at the European Spallation Source, building and soon operating the world’s most powerful neutron source, enabling scientific breakthroughs in research related to materials, energy, health and the environment. Besides a scientific breakthrough, this project is also an example of starting with building a virtual twin of the facility from the start providing a multidisciplinary collaboration space.
Conclusion
I left the conference with a lot of positive energy. The Curiosity session from Stefaan van Hooydonk energized us all, but as important for our PLM domain, I saw the trend towards more federated PLM environments, more discussions related to sustainability, and people in 3D again. So far, my takeaways this time. Enough to explore till the next event.
![]() The summer holidays are over, and with the PLM Global Green Alliance, we are glad to continue with our series: PLM and Sustainability, where we interview PLM-related software vendors, talking about their sustainability mission and offering.
The summer holidays are over, and with the PLM Global Green Alliance, we are glad to continue with our series: PLM and Sustainability, where we interview PLM-related software vendors, talking about their sustainability mission and offering.
We talked with SAP, Autodesk, and Dassault Systèmes. This week we spoke with Sustaira, and soon we will talk with Aras. Sustaira, an independent Siemens partner, is the provider of a sustainability platform based on Mendix.
SUSTAIRA
![]() The interview with Vincent de la Mar, founder and CEO of Sustaira, was quite different from the previous interviews. In the earlier interviews, we talked with people driving sustainability in their company and software portfolio. Now with Sustaira, we were talking with a relatively new company with a single focus on sustainability.
The interview with Vincent de la Mar, founder and CEO of Sustaira, was quite different from the previous interviews. In the earlier interviews, we talked with people driving sustainability in their company and software portfolio. Now with Sustaira, we were talking with a relatively new company with a single focus on sustainability.
Sustaira provides an open platform targeting purely sustainability by offering relevant apps and infrastructure based on Mendix.
Listen to the interview and discover the differences and the potential for you.
Slides shown during the interview and additional company information: Sustaira Overview 2022.
What we have learned
 Using the proven technology of the Mendix platform allows you to build a data-driven platform focused on sustainability for your company.
Using the proven technology of the Mendix platform allows you to build a data-driven platform focused on sustainability for your company.
As I wrote in my post: PLM and Sustainability, there is the need to be data-driven and connected with federated data sources for accurate data.
This is a technology challenge. Sustaira, as a young company, has taken up this challenge and provides various apps related to sustainability topics on its platform. Still, they remain adaptable to your organization.
 Secondly, I like the concept that although Mendix is part of the Siemens portfolio, you do not need to have Siemens PLM installed. The openness of the Sustaira platform allows you to implement it in your organization independent of your PLM infrastructure.
Secondly, I like the concept that although Mendix is part of the Siemens portfolio, you do not need to have Siemens PLM installed. The openness of the Sustaira platform allows you to implement it in your organization independent of your PLM infrastructure.
The final observation – the rule of people, process, and technology – is still valid. To implement Sustaira in an efficient and valuable manner, you need to be clear in your objectives and sustainability targets within the organization. And these targets should be more detailed than the corporate statement in the annual report.

Want to Learn more
To learn more about Sustaira and the wide variety of offerings, you can explore any of these helpful links:
- First, here is a short video introducing Sustaira
- With this link, anyone can sign up for the free version of the Sustaira platform and begin exploring today!
- Lastly, for additional information, demos, downloadable content, and more, head over to the Sustiara Content Hub.
Conclusion
It was interesting to learn about Sustaira and how they started with a proven technology platform (Mendix) to build their sustainability platform. Being sustainable involves using trusted data and calculations to understand the environmental impact at every lifecycle stage.
Again we can state that the technology is there. Now it is up to companies to act and connect the relevant data sources to underpin and improve their sustainability efforts.


Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…