
You are currently browsing the tag archive for the ‘PLM’ tag.
 As human beings, we believe in the truth. We claim the truth. During my holiday in Greece, the question was, did the Greek Prime Minister tell the truth about the internal spy scandal?
As human beings, we believe in the truth. We claim the truth. During my holiday in Greece, the question was, did the Greek Prime Minister tell the truth about the internal spy scandal?
In general, we can say, politicians never speak the real truth, and some countries are trying to make sure there is only one single source of truth – their truth. The concept of a Single Source Of Truth (SSOT) is difficult to maintain in politics.
 On social media, Twitter and Facebook, people are claiming their truth. But unfortunately, without any scientific background, people know better than professionals by cherry-picking messages, statistics or even claiming non-existing facts.
On social media, Twitter and Facebook, people are claiming their truth. But unfortunately, without any scientific background, people know better than professionals by cherry-picking messages, statistics or even claiming non-existing facts.
Nicely described in The Dunning-Kruger effect. Unfortunately, this trend will not disappear.
If you want to learn more about the impact of social media, read this long article from The Atlantic: Why the Past 10 Years of American Life Have Been Uniquely Stupid. Although the article is about the US, the content is valid for all countries where social media are still allowed.
 The PLM and CM domain is the only place where people still rely on the truth defined by professionals. Manufacturing companies depend on reliable information to design, validate, manufacture and support their products. Compliance and safe products require an accurate and stable product definition based on approved information. Therefore, the concept of SSOT is crucial along the product lifecycle.
The PLM and CM domain is the only place where people still rely on the truth defined by professionals. Manufacturing companies depend on reliable information to design, validate, manufacture and support their products. Compliance and safe products require an accurate and stable product definition based on approved information. Therefore, the concept of SSOT is crucial along the product lifecycle.
The importance may vary depending on the product type. The difference in complexity between an airplane and a plastic toy, for example. It is all about the risk and impact of a failure caused by the product.
During my holiday, the SSOT discussion was sparked on LinkedIn by Adam Keating, and the article starts with:
The “Single Source of Truth (SSOT)” wasn’t built for you. It was built for software vendors to get rich. Not a single company in the world has a proper SSOT.
 A bit provocative, as there is nothing wrong with software vendors being profitable. Profitability guarantees the long-time support of the software solution. Remember the PLM consolidation around 2006, when SmarTeam, Matrix One (Dassault), Agile and Eigner & Partner (Oracle) were acquired, disappeared or switched to maintenance mode.
A bit provocative, as there is nothing wrong with software vendors being profitable. Profitability guarantees the long-time support of the software solution. Remember the PLM consolidation around 2006, when SmarTeam, Matrix One (Dassault), Agile and Eigner & Partner (Oracle) were acquired, disappeared or switched to maintenance mode.
Therefore it makes sense to have a profitable business model or perhaps a real open source business model.
 Still, the rest of the discussion was interesting, particularly in the LinkedIn comments. Adam mentioned the Authoritative Source of Truth (ASOT) as the new future. And although this concept becomes more and more visible in the PLM domain, I believe we need both. So, let’s have a look at these concepts.
Still, the rest of the discussion was interesting, particularly in the LinkedIn comments. Adam mentioned the Authoritative Source of Truth (ASOT) as the new future. And although this concept becomes more and more visible in the PLM domain, I believe we need both. So, let’s have a look at these concepts.
Truth 1.0 – SSOT
 Historically, manufacturing companies stored the truth in documents, first paper-based, later in electronic file formats and databases.
Historically, manufacturing companies stored the truth in documents, first paper-based, later in electronic file formats and databases.
The truth consists of drawings, part lists, specifications, and other types of information.
Moreover, the information is labeled with revisions and versions to identify the information.
By keeping track of the related information through documents or part lists with significant numbers, a person in the company could find the correct corresponding information at any stage of the lifecycle.
Later, by storing all the information in a central (PLM) system, the impression might be created that this system is the Single Source Of Truth. The system Adam Keating agitated against in his LinkedIn post.
 Although for many companies, the ERP has been the SSOT (and still is). All relevant engineering information was copied into the ERP system as attached files. Documents are the authoritative, legal pieces of information that a company shares with suppliers, authorities, or customers. They can reside in PLM but also in ERP. Therefore, you need an infrastructure to manage the “truth.”
Although for many companies, the ERP has been the SSOT (and still is). All relevant engineering information was copied into the ERP system as attached files. Documents are the authoritative, legal pieces of information that a company shares with suppliers, authorities, or customers. They can reside in PLM but also in ERP. Therefore, you need an infrastructure to manage the “truth.”
Note: The Truth 1.0 story is very much a hardware story.
Even for hardware, ensuring a consistent single version of the truth for each product remains difficult. In theory, its design specifications should match the manufacturing definition. The reality, however, shows that often this is not the case. Issues discovered during the manufacturing process are fixed in the plant – redlining the drawing – is not always processed by engineering.
 As a result, Engineering and Manufacturing might have a different version of what they consider the truth.
As a result, Engineering and Manufacturing might have a different version of what they consider the truth.
The challenge for a service engineer in the field is often to discover the real truth. So the “truth” might not always be in the expected place – no guaranteed Single Source Of Truth.
Configuration Management is a discipline connected to PLM to ensure that the truth is managed so that as-specified, as-manufactured, and as-delivered information has been labeled and documented unambiguously. In other words, you could say Configuration Management(CM) is aiming for the Single Source Of Truth for a product.
 If you want to read more about the relation between PLM and CM – read this post: PLM and Configuration Management (CM), where I speak with Martijn Dullaart about the association between PLM and CM.
If you want to read more about the relation between PLM and CM – read this post: PLM and Configuration Management (CM), where I speak with Martijn Dullaart about the association between PLM and CM.
Martijn has his blog mdux.net and is the Lead Architect for Enterprise Configuration Management at our Dutch pride ASML. Martijn is also Chairperson I4.0 Committee IPX Congress.
Summarizing: The Single Source Of Truth 1.0 concept is document-based and should rely on CM practices, which require skilled people and the right methodology. In addition, some industries require Truth 1.0.
Others take the risk of working without solid CM practices, and the PLM system might create the impression of the SSOT; it will not be the case, even for only hardware.
Truth 2.0 – ASOT
 Products have become more complex, mainly due to the combination of electronics and software. Their different lifecycles and the speed of change are hard to maintain using the traditional PLM approach of SSOT.
Products have become more complex, mainly due to the combination of electronics and software. Their different lifecycles and the speed of change are hard to maintain using the traditional PLM approach of SSOT.
It will be impossible to maintain an SSOT, particularly if it is based on documents.
As CM is the discipline to ensure data consistency, it is important to look into the future of CM. At the end of last year, I discussed this topic with 3 CM thought leaders. Martijn Dullaart, Maxime Gravel and Lisa Fenwick discussed with me what they believe the change would be. Read and listen here: The future of Configuration Management.
From the discussion, it became clear that managing all the details is impossible; still, you need an overreaching baseline to identify the severity and impact of a change along the product lifecycle.
New methodologies can be developed for this, as reliable data can be used in algorithms to analyze a change impact. This brings us to the digital thread. According to the CIMdata definition used in the A&D digital twin phase 2 position paper:
The digital thread provides the ability for a business to have an Authoritative Source of Truth(ASOT), which is information available and connected in a core set of the enterprise systems across the lifecycle and supplier networks
The definition implies that, in the end, a decision is made on data from the most reliable, connected source. There might be different data in other locations. However, this information is less reliable. Updating or fixing this information does not make sense as the effort and cost of fixing will be too expensive and give no benefit.
Obviously, we need reliable data to implement the various types of digital twins.
 As I am intrigued by the power of the brain – its strengths and weaknesses – the concept of ASOT can also be found in our brains. Daniel Kahneman’s book, Thinking Fast and Slow talks about the two systems/modes our brain uses. The Fast one (System 1 – low energy usage) could be the imaginary SSOT, whereas the Slow one (System 2 – high energy required) is the ASOT. The brain needs both, and I believe this is the same in our PLM domain.
As I am intrigued by the power of the brain – its strengths and weaknesses – the concept of ASOT can also be found in our brains. Daniel Kahneman’s book, Thinking Fast and Slow talks about the two systems/modes our brain uses. The Fast one (System 1 – low energy usage) could be the imaginary SSOT, whereas the Slow one (System 2 – high energy required) is the ASOT. The brain needs both, and I believe this is the same in our PLM domain.
A new PLM Paradigm
In this context, there is a vivid discussion about the System of Record and Systems of Engagement. I wrote about it in June (post: A new PLM paradigm); other authors name it differently, but all express a similar concept. Have a look at these recent articles and statements from:
| Author | Link to content |
|
Authentise
|
The challenge of cross-discipline collaboration ……. |
|
Beyond PLM
|
When is the right time to change your PLM system + discussion |
|
Colab
|
The Single Source Of Truth wasn’t built for you ……. |
|
Fraunhofer institute
|
Killing the PLM Monolith – the Emergence of cloud-native System Lifecycle Management (SysLM) |
|
SAAB Group
|
Don’t mix the tenses. Managing the Present and the Future in an MBSE context |
|
Yousef Hooshmand
|
From a Monolithic PLM Landscape to a Federated Domain and Data Mesh |
If you want to learn more about these concepts and discuss them with some of the experts in this domain, come to the upcoming PLM Roadmap PTD Europe conference on 18-19 October in Gothenburg, Sweden. Have a look at the final agenda here
Register before September 12 to benefit from a 15 % Early Bird discount, which you can spend for the dinner after day 1. I look forward to discussing the SSOT/ASOT topics there.
Conclusion
The Single Source Of Truth (SSOT) and the Authoritative Source of Truth (ASOT) are terms that illustrate the traditional PLM paradigm is changing thanks to digitization and connected stakeholders. The change is in the air. Now, the experience has to come. So be part of the change and discuss with us.
 July and August are the quiet summer months here in Europe when companies slow down to allow people to recharge themselves.
July and August are the quiet summer months here in Europe when companies slow down to allow people to recharge themselves.
However, the speed and hectic are not the same overall, nor is the recharging time. I will be entering a six-week thinking break, assembling thoughts to explore after the summer break. Here are some topics – and you may note – they are all connected.
The MBOM discussion
 Although my German is not as good as my English, I got intrigued by a post from Prof. Dr. Jörg W. Fischer.
Although my German is not as good as my English, I got intrigued by a post from Prof. Dr. Jörg W. Fischer.
He claims there is no meaning to the MBOM and, therefore, the “expensive” PLM concept of the MBOM has to disappear – read the original post here.
Jörg claims there are three reasons why the MBOM why we should not speak about the MBOM – here are the google translated quotes – and I left out some details to keep a place for the thoughts – not the answer yet:
- The MBOM as the structure for deriving the assembly drawings. No BOM! (here, I fully agree)
- The structure that comes out as a result when planning the assembly. Again, no BOM. (here, I tend to agree – however, we could extend this structure to an MBOM)
- The MBOM as the classic parts list in the ERP, the one with which the MRP run is performed. Is that an MBOM? Until recently, I thought so. But it isn’t. So again, no MBOM. (here, I tend to agree – however, we could extend this structure to an MBOM)
 The topic on LinkedIn here initiated an interesting sharing of viewpoints. I am quite aligned with Martin Eigner’s comment. It is a pity that this type of discussion is hidden in a LinkedIn environment and in the German language. It would be great to discuss such a topic at a PLM conference. For example, the CIMdata PLM roadmap conference had several Multiview BOM discussions coming from Aerospace and Defense action groups.
The topic on LinkedIn here initiated an interesting sharing of viewpoints. I am quite aligned with Martin Eigner’s comment. It is a pity that this type of discussion is hidden in a LinkedIn environment and in the German language. It would be great to discuss such a topic at a PLM conference. For example, the CIMdata PLM roadmap conference had several Multiview BOM discussions coming from Aerospace and Defense action groups.
Perhaps comparing these two viewpoints – preferably in English – could lead to a better understanding for all of us. Now communication language and system dependencies might blur the methodology discussion.
![]() Cheryl Peck (CIMdata PLM Roadmap organizer)/ Jörg W. Fischer, are you open to this suggestion? BOM discussions have always been popular.
Cheryl Peck (CIMdata PLM Roadmap organizer)/ Jörg W. Fischer, are you open to this suggestion? BOM discussions have always been popular.
PLM Roadmap & PDT 2022
 The good news is the upcoming PLM Roadmap & PDT 2022 event is scheduled as an in-person event on the 18th and 19th of October in Gothenburg, Sweden. Let’s hope no new corona-variant will destroy this plan. I am confident to be there as the Swedish COVID-19 approach has kept society open as much as possible.
The good news is the upcoming PLM Roadmap & PDT 2022 event is scheduled as an in-person event on the 18th and 19th of October in Gothenburg, Sweden. Let’s hope no new corona-variant will destroy this plan. I am confident to be there as the Swedish COVID-19 approach has kept society open as much as possible.
Therefore, I am collecting my topics to discuss and preparing my luggage and presentation to be there.
The theme of the conference: Digital Transformation and PLM – a call for PLM Professionals to redefine and re-position the benefits and value of PLM, is close to my experience.
 New PLM paradigms are coming up, while at the same time, we are working on solidifying existing concepts, like the Multiview BOM. The PDT part of the conference always brought interesting sessions related to sustainability and, often, the circular economy.
New PLM paradigms are coming up, while at the same time, we are working on solidifying existing concepts, like the Multiview BOM. The PDT part of the conference always brought interesting sessions related to sustainability and, often, the circular economy.
I am curious to see the final agenda. Hakan Karden already gave us some insights into why it is good to be curious – read it here.
Sustainability
 Talking and learning about sustainability at PDT Europe is not a luxury. In particular, we experienced an unforeseen heatwave in western Europe, reminding us that the climate is not slowing down. More the contrary, rapid climate change caused by human influence becomes more and more visible.
Talking and learning about sustainability at PDT Europe is not a luxury. In particular, we experienced an unforeseen heatwave in western Europe, reminding us that the climate is not slowing down. More the contrary, rapid climate change caused by human influence becomes more and more visible.
Unfortunately, the people that suffer from droughts, bushfires, and famine are not the ones that can be held responsible for these effects. It is a global crisis, and the strongest shoulders must carry the weight to address these issues.
 In that context, we had an internal meeting with the PLM Global Green Alliance core team members to plan our activities for the rest of the year.
In that context, we had an internal meeting with the PLM Global Green Alliance core team members to plan our activities for the rest of the year.
Besides interviews with PLM vendors and technology solution providers, we want to create opportunities for PGGA members to discuss PLM technology, methodology or change topics of interest, moderated by one of our core team members.
One of our observations is that awareness of the need for a more sustainable society exists. In polls all around the world, the majority of people mention their concerns.
 However, where to start? What does matter, and how to influence companies as individuals? We also need to learn what is real and what is greenwashing. Therefore we want to schedule open discussions with PGGA members (are you already a member?) to share knowledge and thoughts about a topic. More about the agenda after the summer break.
However, where to start? What does matter, and how to influence companies as individuals? We also need to learn what is real and what is greenwashing. Therefore we want to schedule open discussions with PGGA members (are you already a member?) to share knowledge and thoughts about a topic. More about the agenda after the summer break.
Discussions & Podcasts
 While I remain open for discussions and those who contacted me with a direct message on LinkedIn will acknowledge there is always a follow-up.
While I remain open for discussions and those who contacted me with a direct message on LinkedIn will acknowledge there is always a follow-up.
Whenever I have time – most of the time, I target Fridays for ad-hoc discussions – I am happy to schedule a zoom session to learn and discuss a particular topic without obligations. It will be a discussion, not a consult.
During Covid-lockdowns, I learned to appreciate podcasts. While making the daily walk through the same environment, the entertainment came from listening to an interesting podcast.
 I learned a lot about history, mysteries, and human behavior. Of course, I was also looking for PLM-related podcasts. Of course, the major vendors found their way to podcasts too. However, I think they are often too slick, only highlighting a vision and not enough discussing what really happens in the field.
I learned a lot about history, mysteries, and human behavior. Of course, I was also looking for PLM-related podcasts. Of course, the major vendors found their way to podcasts too. However, I think they are often too slick, only highlighting a vision and not enough discussing what really happens in the field.
Starting a PLM-related podcast, and I want to highlight three of them
 The Share PLM podcast, with 11 episodes, started promising in 2020. After a first start, it becomes difficult to deliver continuous new content.
The Share PLM podcast, with 11 episodes, started promising in 2020. After a first start, it becomes difficult to deliver continuous new content.
Currently, I am talking with the Share PLM team to see how we can build this continuity and extend the content. There are so many interesting persons in our network that have valuable opinions about PLM to share. More after the summer
 The Peer Check podcast from CoLab is not a typical PLM podcast. More a focus on what engineering leaders should know. They started in 2022 and have already published ten episodes. I am in the process of listening to all of them, and I found them very refreshing.
The Peer Check podcast from CoLab is not a typical PLM podcast. More a focus on what engineering leaders should know. They started in 2022 and have already published ten episodes. I am in the process of listening to all of them, and I found them very refreshing.
This week I was happy to join Adam Keating, founder of CoLab, in a discussion related to Systems of Record and Systems of Engagement. More new after the summer.
 The Change Troubleshooter podcast from Nina Dar, with already 34 episodes, is a podcast not focusing on PLM purely. Although Nina has a background in coaching PLM implementations, her episodes are around A Human Approach to Innovation and Change. You can imagine it is quite aligned with my area of interest.
The Change Troubleshooter podcast from Nina Dar, with already 34 episodes, is a podcast not focusing on PLM purely. Although Nina has a background in coaching PLM implementations, her episodes are around A Human Approach to Innovation and Change. You can imagine it is quite aligned with my area of interest.
In particular, Nina and I are having some side discussions about sustainability and (the lack of) human behavior to address climate change. You might hear more from Nina through our PGGA community.
More podcasts?
![]() I am curious to learn if similar podcasts exist to the topics I mentioned in this post. If so, provide a link in the comments. With enough feedback, I will publish a top-ten list this year’s end.
I am curious to learn if similar podcasts exist to the topics I mentioned in this post. If so, provide a link in the comments. With enough feedback, I will publish a top-ten list this year’s end.
Conclusion
In a society that seems to behave as if everything is black and white, to be solved by a tweet, we need people that can build a colorful opinion. Conferences, discussions and podcasts can help you remain curious and learn. As it must be extremely boring if you know already everything.
Have a great summertime.
 While preparing my presentation for the Dutch Model-Based Definition solutions event, I had some reflections and experiences discussing Model-Based Definition. Particularly in traditional industries. In the Aerospace & Defense, and Automotive industry, Model-Based Definition has become the standard. However, other industries have big challenges in adopting this approach. In this post, I want to share my observations and bring clarifications about the importance.
While preparing my presentation for the Dutch Model-Based Definition solutions event, I had some reflections and experiences discussing Model-Based Definition. Particularly in traditional industries. In the Aerospace & Defense, and Automotive industry, Model-Based Definition has become the standard. However, other industries have big challenges in adopting this approach. In this post, I want to share my observations and bring clarifications about the importance.
What is a Model-Based Definition?
The Wiki-definition for Model-Based Definition is not bad:
 Model-based definition (MBD), sometimes called digital product definition (DPD), is the practice of using 3D models (such as solid models, 3D PMI and associated metadata) within 3D CAD software to define (provide specifications for) individual components and product assemblies. The types of information included are geometric dimensioning and tolerancing (GD&T), component level materials, assembly level bills of materials, engineering configurations, design intent, etc.
Model-based definition (MBD), sometimes called digital product definition (DPD), is the practice of using 3D models (such as solid models, 3D PMI and associated metadata) within 3D CAD software to define (provide specifications for) individual components and product assemblies. The types of information included are geometric dimensioning and tolerancing (GD&T), component level materials, assembly level bills of materials, engineering configurations, design intent, etc.
By contrast, other methodologies have historically required the accompanying use of 2D engineering drawings to provide such details.
 When I started to write about Model-Based definition in 2016, the concept of a connected enterprise was not discussed. MBD mainly enhanced data sharing between engineering, manufacturing, and suppliers at that time. The 3D PMI is a data package for information exchange between these stakeholders.
When I started to write about Model-Based definition in 2016, the concept of a connected enterprise was not discussed. MBD mainly enhanced data sharing between engineering, manufacturing, and suppliers at that time. The 3D PMI is a data package for information exchange between these stakeholders.
The main difference is that the 3D Model is the main information carrier, connected to 2D manufacturing views and other relevant data, all connected in this package.
MBD – the benefits
![]() There is no need to write a blog post related to the benefits of MBD. With some research, you find enough reasons. The most important benefits of MBD are:
There is no need to write a blog post related to the benefits of MBD. With some research, you find enough reasons. The most important benefits of MBD are:
- the information is and human-readable and machine-readable. Allowing the implementation of Smart Manufacturing / Industry 4.0 concepts
- the information relies on processes and data and is no longer dependent on human interpretation. This leads to better quality and error-fixing late in the process.
- MBD information is a building block for the digital enterprise. If you cannot master this concept, forget the benefits of MBSE and Virtual Twins. These concepts don’t run on documents.
To help you discover the benefits of MBD described by others – have a look here:
- What is MBD, and what are its benefits?
- MBD Efficiencies for Small Manufacturers
- 5 reasons to use MBD
- 10 reasons why everyone is moving away from traditional 2D drawings
MBD as a stepping stone to the future
 When you are able to implement model-based definition practices in your organization and connect with your eco-system, you are learning what it means to work in a connected matter. Where the scope is limited, you already discover that working in a connected manner is not the same as mandating everyone to work with the same systems or tools. Instead, it is about new ways of working (skills & people), combined with exchange standards (which to follow).
When you are able to implement model-based definition practices in your organization and connect with your eco-system, you are learning what it means to work in a connected matter. Where the scope is limited, you already discover that working in a connected manner is not the same as mandating everyone to work with the same systems or tools. Instead, it is about new ways of working (skills & people), combined with exchange standards (which to follow).
Where MBD is part of the bigger model-based enterprise, the same principles apply for connecting upstream information (Model-Based Systems Engineering) and downstream information(IoT-based operation and service models).
Oleg Shilovitsky addresses the same need from a data point of view in his recent blog: PLM Strategy For Post COVID Time. He makes an important point about the Digital Thread:
Digital Thread is one of my favorite topics because it is leading directly to the topic of connected data and services in global manufacturing networks.
I agree with that statement as the digital thread is like MBD, another steppingstone to organize information in a connected manner, even beyond the scope of engineering-manufacturing interaction. However, Digital Thread is an intermediate step toward a full data-driven and model-based enterprise.
 To master all these new ways is working, it is crucial for the management of manufacturing companies, both OEM and their suppliers, to initiate learning programs. Not as a Proof of Concept but as a real-life, growing activity.
To master all these new ways is working, it is crucial for the management of manufacturing companies, both OEM and their suppliers, to initiate learning programs. Not as a Proof of Concept but as a real-life, growing activity.
Why MBD is not yet a common practice?
 If you look at the success of MBD in Aerospace & Defense and Automotive, one of the main reasons was the push from the OEMs to align their suppliers. They even dictated CAD systems and versions to enable smooth and efficient collaboration.
If you look at the success of MBD in Aerospace & Defense and Automotive, one of the main reasons was the push from the OEMs to align their suppliers. They even dictated CAD systems and versions to enable smooth and efficient collaboration.
In other industries, there we not so many giant OEMs that could dictate their supply chain. Often also, the OEM was not even ready for MBD. Therefore, the excuse was often we cannot push our suppliers to work different, let’s remain working as best as possible (the old way and some automation)
 Besides the technical changes, MBD also had a business impact. Where the traditional 2D-Drawing was the contractual and leading information carrier, now the annotated 3D Model has to become the contractual agreement. This is much more complex than browsing through (paper) documents; now, you need an application to open up the content and select the right view(s) or datasets.
Besides the technical changes, MBD also had a business impact. Where the traditional 2D-Drawing was the contractual and leading information carrier, now the annotated 3D Model has to become the contractual agreement. This is much more complex than browsing through (paper) documents; now, you need an application to open up the content and select the right view(s) or datasets.
In the interaction between engineering and manufacturing, you could hear statements like:
you can use the 3D Model for your NC programming, but be aware the 2D drawing is leading. We cannot guarantee consistency between them.
In particular, this is a business change affecting the relationship between an OEM and its suppliers. And we know business changes do not happen overnight.

Smaller suppliers might even refuse to work on a Model-Based definition, as it is considered an extra overhead they do not benefit from.
In particular, when working with various OEMs that might have their own preferred MBD package content based on their preferred usage. There are standards; however, OEMs often push for their preferred proprietary format.
It is about an orchestrated change.
Implementing MBD in your company, like PLM, is challenging because people need to be aligned and trained on new ways of working. In particular, this creates resistance at the end-user level.
 Similar to the introduction of mainstream CAD (AutoCAD in the eighties) and mainstream 3D CAD (Solidworks in the late nineties), it requires new processes, trained people, and matching tools.
Similar to the introduction of mainstream CAD (AutoCAD in the eighties) and mainstream 3D CAD (Solidworks in the late nineties), it requires new processes, trained people, and matching tools.

I am aware of learning materials coming from the US, not so much about European or Asian thought leaders. Feel free to add other relevant resources for the readers in this post’s comments. Have a look and talk with:
![]() Action Engineering with their OSCAR initiative: Bringing MBD Within Reach. I spoke with Jennifer Herron, founder of Action Engineering, a year ago about MBD and OSCAR in my blog post: PLM and Model-Based Definition.
Action Engineering with their OSCAR initiative: Bringing MBD Within Reach. I spoke with Jennifer Herron, founder of Action Engineering, a year ago about MBD and OSCAR in my blog post: PLM and Model-Based Definition.
Another interesting company to follow is Capvidia. Read their blog post to start with is MBD model-based definition in the 21st century.
The future
What you will discover from these two companies is that they focus on the connected flow of information between companies while anticipating that each stakeholder might have their preferred (traditional) PLM environment. It is about data federation.
The future of a connected enterprise is even more complex. So I was excited to see and download Yousef Hooshmand’s paper: ”From a Monolithic PLM Landscape to a Federated Domain and Data Mesh”.
Yousef and some of his colleagues report about their PLM modernization project @Mercedes-Benz AG, aiming at transforming a monolithic PLM landscape into a federated Domain and Data Mesh.
This paper provides a lot of structured thinking related to the concepts I try to explain to my audience in everyday language. See my The road to model-based and connected PLM thoughts.
This paper has much more depth and is a must-read and must-discuss writing for those interested – perhaps an opportunity for new startups and a threat to traditional PLM vendors.
Conclusion
Vellum drawings are almost gone now – we have electronic 2D Drawings. The model-based definition has confirmed the benefits of improving the interaction between engineering, manufacturing & suppliers. Still, many industries are struggling with this approach due to process & people changes needed. If you are not able or willing to implement a model-based definition approach, be worried about the future. The eco-systems will only run efficiently (and survive) when their information exchange is based on data and models. Start learning now.
p.s. just out of curiosity:
If you are model-based advocate support this post with a ![]()
In February, the PLM Global Green Alliance published our first interview discussing the relationship between PLM and Sustainability with the main vendors. We talked with Darren West from SAP.
 You can find the interview here: PLM and Sustainability: talking with SAP. We spoke with Darren about SAP’s Responsible Design and Production module, allowing companies to understand their environmental and economic impact by calculating fees and taxes and implement measures to reduce regulatory costs. The high reliance on accurate data was one of the topics in our discussion.
You can find the interview here: PLM and Sustainability: talking with SAP. We spoke with Darren about SAP’s Responsible Design and Production module, allowing companies to understand their environmental and economic impact by calculating fees and taxes and implement measures to reduce regulatory costs. The high reliance on accurate data was one of the topics in our discussion.
 In March, we interviewed Zoé Bezpalko and Jon den Hartog from Autodesk. Besides Autodesk’s impressive sustainability program, we discussed Autodesk’s BIM technology helping the construction industry to become greener and their Generative Design solution to support the designer in making better material usage or reuse decisions.
In March, we interviewed Zoé Bezpalko and Jon den Hartog from Autodesk. Besides Autodesk’s impressive sustainability program, we discussed Autodesk’s BIM technology helping the construction industry to become greener and their Generative Design solution to support the designer in making better material usage or reuse decisions.
The discussion ended with discussing Life Cycle Assessment tools to support the engineer in making sustainable decisions.
 In my last blog post, the Innovation Dilemma, I explored the challenges of a Life Cycle Assessment. As it appears, it is not about just installing a tool. The concepts of a data-driven PLM infrastructure and digital twins are strong transformation prerequisites combined with the Inner Development Goals (IDG).
In my last blog post, the Innovation Dilemma, I explored the challenges of a Life Cycle Assessment. As it appears, it is not about just installing a tool. The concepts of a data-driven PLM infrastructure and digital twins are strong transformation prerequisites combined with the Inner Development Goals (IDG).
The IDGs are a human attitude needed besides the Sustainability Development Goals.
 Therefore we were happy to discuss last week with Florence Verzelen, Executive Vice President Industry, Marketing & Sustainability and Xavier Adam, Worldwide Sustainability Senior Manager from Dassault Systemes. We discussed Dassault Systemes’ business sustainability goals and product offerings based on the 3DEXPERIENCE platform.
Therefore we were happy to discuss last week with Florence Verzelen, Executive Vice President Industry, Marketing & Sustainability and Xavier Adam, Worldwide Sustainability Senior Manager from Dassault Systemes. We discussed Dassault Systemes’ business sustainability goals and product offerings based on the 3DEXPERIENCE platform.
Have a look at the discussion below:
The slides shown in the recording can be found HERE.
What I learned
Dassault Systemes’ purpose has been to help their customers imagine sustainable innovations capable of harmonizing product, nature, and life for many years. A statement that now is slowly bubbling up in other companies too. Dassault Systemes has set a clear and interesting target for themselves in 2025. In that year two/thirds of their sales should come from solutions that make their customers more sustainable.
Their Eco-design solution is one of the first offerings to reach this objective. Their Life Cycle Assessment solution can govern your (virtual) product design on multiple criteria, not only greenhouse gas emissions. It will be interesting to follow up on this topic to see how companies make the change internally by relying on data and virtual twins of a product or a manufacturing process.
Want to learn more?
- Our Sustainability Commitment
- Unleashing Sustainable Innovation (a page full of resources)
- Virtual Twin Experiences
- Life Cycle Assessment Solution on the 3DEXPERIENCE Platform to Transform the Sustainable Innovation Process
Conclusion
80 % of the environmental impact of products is decided during the design phase. A Lifecycle Assessment Solutions combined with a virtual product model, the virtual design twin, allows you to decide on trade-offs in the virtual space before committing to the physical solution. Creating a data-driven, closed-loop between design, engineering, manufacturing and operations based on accurate data is the envisioned infrastructure for a sustainable future.
 Two weeks ago, I wrote a generic post related to System Thinking, in my opinion, a must-have skill for the 21st century (and beyond). Have a look at the post on LinkedIn; in particular interesting to see the discussion related to Systems Thinking: a must-have skill for the 21st century.
Two weeks ago, I wrote a generic post related to System Thinking, in my opinion, a must-have skill for the 21st century (and beyond). Have a look at the post on LinkedIn; in particular interesting to see the discussion related to Systems Thinking: a must-have skill for the 21st century.
I liked Remy Fannader’s remark that thinking about complexity was not something new.

This remark is understandable from his personal context. Many people enjoy thinking – it was a respected 20th-century skill.
However, I believe, as Daniel Kahneman describes in his famous book: Thinking Fast and Slow, our brain is trying to avoid thinking.
This is because thinking consumes energy, the energy the body wants to save in the case of an emergency.
So let’s do a simple test (coming from Daniel):
xx
A bat and a ball cost together $ 1.10 – the bat costs one dollar more than the ball. So how much does the ball cost?
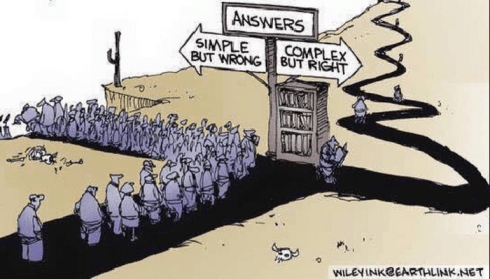
Look at the answer at the bottom of this post. If you have it wrong, you are a fast thinker. And this brings me to my next point. Our brain does not want to think deeply; we want fast and simple solutions. This is a challenge in a complex society as now we hear real-time information coming from all around the world. What is true and what is fake is hard to judge.
However, according to Kahneman, we do not want to waste energy on thinking. We create or adhere to simple solutions allowing our brains to feel relaxed.
This human behavior has always been exploited by populists and dictators: avoid complexity because, in this way, you lose people. Yuval Harari builds upon this with his claim that to align many people, you need a myth. I wrote about the need for myths in the PLM space a few times, e.g., PLM as a myth? and The myth perception
And this is where my second thoughts related to Systems Thinking started. Is the majority of people able and willing to digest complex problems?
My doubts grew bigger when I had several discussions about fighting climate change and sustainability.
Both Brains required
 By coincidence, I bumped on this interesting article Market-led Sustainability is a ‘Fix that Fails’…
By coincidence, I bumped on this interesting article Market-led Sustainability is a ‘Fix that Fails’…
I provided a link to the post indirectly through LinkedIn. If you are a LinkedIn PLM Global Green Alliance member, you can see below the article an interesting analysis related to market-led sustainability, system thinking and economics.
![]() Join the PLM Global Green Alliance group to be part of the full discussion; otherwise, I recommend you visit Both Brains Required, where you can find the source article and other related content.
Join the PLM Global Green Alliance group to be part of the full discussion; otherwise, I recommend you visit Both Brains Required, where you can find the source article and other related content.
It is a great article with great images illustrating the need for systems thinking and sustainability. All information is there to help you realize that sustainability is not just a left-brain exercise.
The left brain is supposed to be logical and analytical. That’s systems thinking, you might say quickly. However, the other part of our brain is about our human behavior, and this side is mostly overlooked. My favorite quote from the article:
Voluntary Market-Led activities are not so much a solution to the sustainability crisis as a symptom of more profoundly unsustainable foundations of human behavior.
The article triggered my second thoughts related to systems thinking. Behavioral change is not part of systems thinking. It is another dimension harder to address and even harder to focus on sustainability.
The LinkedIn discussion below the article Market-led Sustainability is a ‘Fix that Fails’… is a great example of the talks we would like to have in our PLM Global Green Alliance group. Nina Dar, Patrick Hillberg and Richard McFall brought in several points worth discussing. Too many to discuss them all here – let’s take two fundamental issues:
1. More than economics
An interesting viewpoint in this discussion was the relation to economics. We don’t believe that economic growth is the main point to measure. Even a statement like: “Sustainable businesses will be more profitable than traditional ones” is misleading when companies are measured by shareholder value or EBIT (Earnings Before Interest or Taxes). We briefly touched on Kate Raworth’s doughnut economics.
This HBR article mentioned in the discussion: Business Schools Must Do More to Address the Climate Crisis also shows it is not just about systems thinking.

We have seen this in the Apparel industry with the horrible collapse of a factory in Bangladesh (2013). Still, the inhumane accidents happen in southeast Asia. I like to quote Chris Calverley in his LinkedIn article: Making ethical apparel supply chains achievable on a global scale.
No one gets into business because they want to behave unethically. On the contrary, a lack of ethics is usually driven by a common desire to operate more efficiently and increase profit margins.
In my last post, I shared a similar example from an automotive tier 2 supplier. Unfortunately, suppliers are not measured or rewarded for sustainability efforts; only efficiency and costs are relevant.
 The seventeen Sustainability Development Goals (SDG), as defined by the United Nations, are the best guidance for sustainable drivers beyond money. Supporting the SDGs enforce systems thinking when developing a part, a product, or a solution. Many other stakeholders need to be taken care of, at least if you truly support sustainability as a company.
The seventeen Sustainability Development Goals (SDG), as defined by the United Nations, are the best guidance for sustainable drivers beyond money. Supporting the SDGs enforce systems thinking when developing a part, a product, or a solution. Many other stakeholders need to be taken care of, at least if you truly support sustainability as a company.
2. The downside of social media
 The LinkedIn discussion related to Market-led Sustainability is a ‘Fix that Fails’… The thread shows that LinkedIn, like other social media, is not really interested in supporting in-depth discussions – try to navigate what has been said in chronological order. With Patrick, Nina and Richard, we agreed to organize a follow-up discussion in our PLM Global Green Alliance Group.
The LinkedIn discussion related to Market-led Sustainability is a ‘Fix that Fails’… The thread shows that LinkedIn, like other social media, is not really interested in supporting in-depth discussions – try to navigate what has been said in chronological order. With Patrick, Nina and Richard, we agreed to organize a follow-up discussion in our PLM Global Green Alliance Group.
 And although we are happy with social media as it allows each of us to reach a global audience, there seems to be a worrying contra-productive impact. If you read the book Stolen Focus. A quote:
And although we are happy with social media as it allows each of us to reach a global audience, there seems to be a worrying contra-productive impact. If you read the book Stolen Focus. A quote:
All over the world, our ability to pay attention is collapsing. In the US, college students now focus on one task for only 65 seconds, and office workers, on average, manage only three minutes
This is worrying, returning to Remy Fannader’s remark: thinking about complexity was not something new. The main difference is that it is not new. However, our society is changing towards thinking too fast, not rewarding systems thinking.
 Even scarier, if you have time, read this article from The Atlantic: about the impact of social media on the US Society. It is about trust in science and data. Are we facing the new (Trump) Tower of Babel in our modern society? As the writers state: Babel is a metaphor for what some forms of social media have done to nearly all of the groups and institutions most important to the country’s future—and to us as a people.
Even scarier, if you have time, read this article from The Atlantic: about the impact of social media on the US Society. It is about trust in science and data. Are we facing the new (Trump) Tower of Babel in our modern society? As the writers state: Babel is a metaphor for what some forms of social media have done to nearly all of the groups and institutions most important to the country’s future—and to us as a people.

xx
Congratulations

support
The fact that you reached this part of the post means your attention span has been larger than 3 minutes, showing there is hope for people like you and me. As an experiment to discover how many people read the post till here, please answer with the “support” icon if you have reached this part of the post.
I am curious to learn how many of us who saw the post came here.
Conclusion
Systems Thinking is a must-have skill for the 21st century. Many of us working in the PLM domain focus on providing support for systems thinking, particularly Life Cycle Assessment capabilities. However, the discussion with Patrick Hillberg, Nina Darr and Richard McFall made me realize there is more: economics and human behavior. For example, can we change our economic models, measuring companies not only for the money profit they deliver? What do?
Answering this type of question will be the extended mission for PLM consultants of the future – are you ready?
The answer to the question with the ball and the bat:
A fast answer would say the price of the ball is 10 cents. However, this would make the price of the bat $1.10, giving a total cost of $1.20. So the right answer should be 5 cents. To be honest, I got tricked the first time too. Never too late to confirm you make mistakes, as only people who do not do anything make no mistakes.
In several discussions and posts I wrote, I talked about systems thinking, assuming everyone has the same understanding.
For example last year with the PLM Global Green Alliance (PGGA) we had a discussion with Frank Popielas Managing Partner and Co-founder of SMS_ThinkTank™ related to sustainability. We used the term “Systems Thinking” several times assuming everyone knows the concept.
I should have known better. When using terms in your profession, you always have to verify if the others have the same meaning. Crucial when you start a PLM implementation project.
 For example, several years ago, I was asked to audit a PLM implementation that got stalled because the PDM and ERP-system capabilities created a conflict. In my first interview with the PLM team, they mentioned they were quite advanced in Systems Engineering. Everyone in the core team confirmed this. However, when diving into the details of the “Systems Engineering” activities, it appeared that they were talking about (product) Configuration Management.
For example, several years ago, I was asked to audit a PLM implementation that got stalled because the PDM and ERP-system capabilities created a conflict. In my first interview with the PLM team, they mentioned they were quite advanced in Systems Engineering. Everyone in the core team confirmed this. However, when diving into the details of the “Systems Engineering” activities, it appeared that they were talking about (product) Configuration Management.
When working with different people, always make sure you have a common dictionary.
 What is a part? What is a material? What is a Workflow, and is it different from a Business Process? And also, for Configuration Management, you often see two definitions.
What is a part? What is a material? What is a Workflow, and is it different from a Business Process? And also, for Configuration Management, you often see two definitions.
One focuses on the consistency of the product’s definition, the other more on the allowed configurations of a product. So now let’s dive into Systems Thinking which is not the same as Systems Engineering.
Systems thinking – a definition
When I checked on Wiki, I found this complex definition:
Systems thinking is a way of making sense of the complexity of the world by looking at it in terms of wholes and relationships rather than by splitting it down into its part. It has been used as a way of exploring and developing effective action in complex contexts. Systems thinking draws on and contributes to systems theory and the system sciences.
A careful reader would extract from this definition that the focus for systems thinking is looking at the bigger picture, the whole, a holistic approach. Of course, when using a holistic approach, you take more relationships or possibilities into account, which broadens your thinking (or value of your solution). The opposite of Systems Thinking is to focus on a single issue or part and describe it best. Let me explain this by an example:
The BIC ballpoint
 You might remember the first BIC ballpoints with the sharp cap when you are as old as me.
You might remember the first BIC ballpoints with the sharp cap when you are as old as me.
This image is from the time I was born. The BIC ballpoint, with the pointed cap, was one of the most popular ballpoints during my teenage years.
In primary school not allowed, as we first had to learn to write with an ink pen or fountain pen. The BIC pen at that time was designed as a product with a single purpose: enabling people to write affordable, comfortable, and fast.
 With a more holistic view of the BIC pen, you might say: “What happens when children play with it?” And apparently, there were accidents with children stabbing themselves in the eye with the sharp cap.
With a more holistic view of the BIC pen, you might say: “What happens when children play with it?” And apparently, there were accidents with children stabbing themselves in the eye with the sharp cap.
And this was indeed the case when considering the BIC ballpoint as a system; other stakeholders and scenarios were considered.
 Now the cap is flattened (safe for children). The cap’s open end is apparently there to support performing a tracheotomy when no medical equipment is available (just a sharp knife and the BIC ballpoint are needed).
Now the cap is flattened (safe for children). The cap’s open end is apparently there to support performing a tracheotomy when no medical equipment is available (just a sharp knife and the BIC ballpoint are needed).
Don’t try this at home for fun: Performing the Tracheotomy
I hope the example illustrates that you can look at a product differently.
First as a product with a single purpose (single stakeholder) or as a system interacting with other stakeholders (writing, safe for children, first aid support).
System Thinking, therefore, is an attitude which not natural for humans. In his famous book Thinking Fast & Slow, Daniel Kahneman explains that our evolutionary brain always wants to save energy.
Therefore our brain is pushing us to make fast intuitive decisions, not always the ones that you would make after serious thinking.
Systems Thinking costs energy for the brain.
 Often we hear that companies want to reduce their costs and time spent on engineering – more efficiency.
Often we hear that companies want to reduce their costs and time spent on engineering – more efficiency.
Systems Thinking and Systems Engineering are aiming for the opposite – spend more time thinking and analyzing in the virtual world, before committing to the physical world. Fixing issues once you are in the physical world is much more costly than in the virtual world.
Click on the image to see the details.
This brings us to the relationship with Systems Engineering
Systems thinking and Systems Engineering
You could say Systems Engineering is the best example of Systems Thinking. There are various viewpoints on Systems Engineering, best characterized in these two directions (Wiki here):
- Systems engineering is an interdisciplinary field of engineering and engineering management that focuses on how to design, integrate, and manage complex systems over their life cycles. At its core, systems engineering utilizes systems thinking principles to organize this body of knowledge. The individual outcome of such efforts, an engineered system, can be defined as a combination of components that work in synergy to collectively perform a useful function. Here the focus is on managing in a proven manner complexity
- Systems engineering focuses on analyzing and eliciting customer needs and required functionality early in the development cycle, documenting requirements, then proceeding with design synthesis and system validation while considering the complete problem, the system lifecycle. This includes fully understanding all of the stakeholders involved. Here the focus is on delivering the best product for the relevant stakeholders involved, not necessarily managing the complexity of the product.
 To manage complexity, we have always used models. The weather forecast is based on models, the profitability of a business is based on models, and the behavior of a product can be predicted and analyzed using models. This is Model-Based Systems Engineering MBSE), and I wrote a lot about the Model-Based approach last year. Read The road to model-based and connected PLM
To manage complexity, we have always used models. The weather forecast is based on models, the profitability of a business is based on models, and the behavior of a product can be predicted and analyzed using models. This is Model-Based Systems Engineering MBSE), and I wrote a lot about the Model-Based approach last year. Read The road to model-based and connected PLM
When it comes to extending the support for different stakeholders, we have seen the example of the BIC ballpoint.
However, when we start to talk about sustainability, we will see that by enlarging the number of stakeholders and their importance, we observe another way of Systems Thinking.
Systems thinking and sustainability
 The title of this post is related to the challenges we have with sustainability, our society and even our planet. Currently, reducing carbon emissions gets the highest priority as we see the impact on our planet. Perhaps the awareness is not the same for everyone; the richer you are, the less you might feel impacted by climate change. Still, indisputably it is happening as the IPCC is reporting.
The title of this post is related to the challenges we have with sustainability, our society and even our planet. Currently, reducing carbon emissions gets the highest priority as we see the impact on our planet. Perhaps the awareness is not the same for everyone; the richer you are, the less you might feel impacted by climate change. Still, indisputably it is happening as the IPCC is reporting.
Now let’s look at the relation between systems thinking and sustainability.
Let’s imagine I work for a tier 2 or tier 3 supplier of an OEM. This means the OEM wants a component for their solution with the highest quality and the lowest price.
 In the traditional approach, the supplier will try to find the cheapest materials that match the required quality. They will look for the most inexpensive manufacturing process to build their component. Everything extra will reduce their chances of remaining the OEM contractor and profitable. The only stakeholder in this process is the OEM and potentially some existing regulations. For example, ROHS controls the usage of hazardous materials.
In the traditional approach, the supplier will try to find the cheapest materials that match the required quality. They will look for the most inexpensive manufacturing process to build their component. Everything extra will reduce their chances of remaining the OEM contractor and profitable. The only stakeholder in this process is the OEM and potentially some existing regulations. For example, ROHS controls the usage of hazardous materials.
Next, imagine a supplier that wants to be more sustainable. They will add sustainability requirements to their component design. They start to treat their product as a system. What would be the difference between choosing material A over material B or choosing production process ABC over production Process XYZ?
 If it is up to the OEM, it is only costs, quality and compliance. Suppose the supplier will select an alternative material that has less impact on the environment. For example, recycling or needing less energy (carbon emissions) is easier to produce. In that case, this option might be more expensive. It is up to the OEM to decide if they accept this higher cost price to be more sustainable with their products.
If it is up to the OEM, it is only costs, quality and compliance. Suppose the supplier will select an alternative material that has less impact on the environment. For example, recycling or needing less energy (carbon emissions) is easier to produce. In that case, this option might be more expensive. It is up to the OEM to decide if they accept this higher cost price to be more sustainable with their products.
To understand the sustainability of a product, we need to dive into a full Life Cycle Assessment (LCA). LCA is at the heart of PLM.
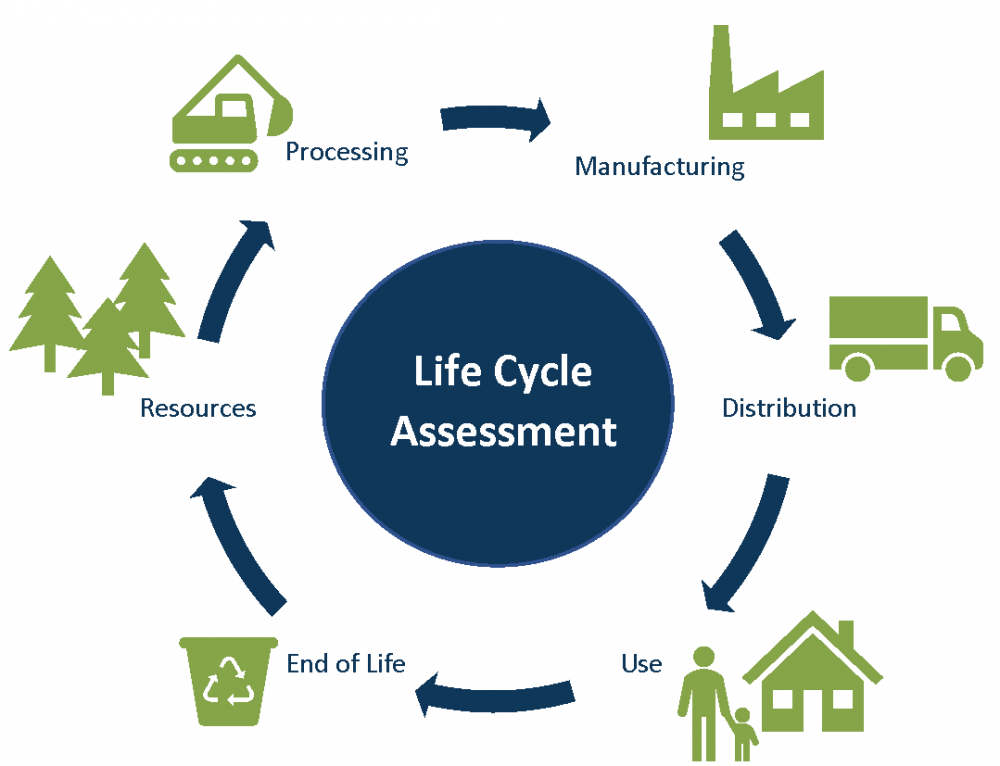 When a product or component is designed, the LCA will give you the information related to the impact of your product, assuming you have the accurate data to make the assessment. This is currently one of the major areas to focus on when it comes to sustainability – how can we measure the environmental impact of each part through its whole lifecycle.
When a product or component is designed, the LCA will give you the information related to the impact of your product, assuming you have the accurate data to make the assessment. This is currently one of the major areas to focus on when it comes to sustainability – how can we measure the environmental impact of each part through its whole lifecycle.
With sustainability, the needs are no longer defined by the OEM. Other stakeholders, like authorities and consumers, will also have an impact. Realistically, we will see that mainly regulations will be the biggest driver towards sustainability as consumers still want the lowest price.
 Currently, we see this behavior with the rising energy prices. Unfortunately, people complain about the price instead of realizing the price has always been too low. Changing behavior (energy consumption) might be the best path for the future, but that is more difficult than complaining.
Currently, we see this behavior with the rising energy prices. Unfortunately, people complain about the price instead of realizing the price has always been too low. Changing behavior (energy consumption) might be the best path for the future, but that is more difficult than complaining.
Systems Thinking and the Circular Economy
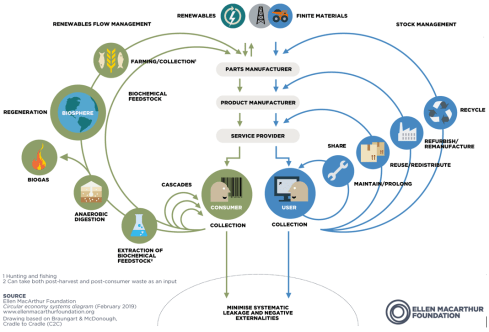
Finally, I want to mention one topic closely related to Systems Thinking and Sustainability: the Circular Economy. The Circular Economy is well explained by the Ellen McArthur Foundation. Follow the link and get educated as the Circular Economy is about a system. A system that tries to minimize the leakage of resources and the need for new raw materials. Each loop is a process to consider.
With the PLM Global Green Alliance, we discussed the circular economy together with Darren West from SAP in our session: PLM and Sustainability: talking with SAP. I hope and trust we will learn more about companies to follow the principle of a circular economy.
Want to learn more?
![]() There is so much more to say about Systems Thinking in general, and I will come back to this topic in a future post. Meanwhile, I recommend this post for all of you who want to learn more about systems thinking and sustainability: Systems Thinking can help build a sustainable world: A Beginning Conversation from the MAHB (Millennium Alliance for Humanity and the Biosphere). There is so much to learn and discuss if you are actively looking for it.
There is so much more to say about Systems Thinking in general, and I will come back to this topic in a future post. Meanwhile, I recommend this post for all of you who want to learn more about systems thinking and sustainability: Systems Thinking can help build a sustainable world: A Beginning Conversation from the MAHB (Millennium Alliance for Humanity and the Biosphere). There is so much to learn and discuss if you are actively looking for it.
Conclusions
Systems Thinking is needed to solve the issues in a complex society. It is an attitude, not a new approach. Systems Thinking helps to manage a complex system, it helps to address sustainability, and it helps fight against populism. Simple answers do not exist – looking to the bigger picture, using systems thinking will make you better informed wherever you are on this limited planet
 War is a place where young people who don’t know each other, and don’t hate each other, kill each other, by the decision of old people who know each other, and hate each other, but don’t kill each other…”
War is a place where young people who don’t know each other, and don’t hate each other, kill each other, by the decision of old people who know each other, and hate each other, but don’t kill each other…”
 Three weeks ago, we published our first PLM Global Green Alliance interview discussing the relationship between PLM and Sustainability with the main vendors. We talked with Darren West from SAP.
Three weeks ago, we published our first PLM Global Green Alliance interview discussing the relationship between PLM and Sustainability with the main vendors. We talked with Darren West from SAP.
You can find the interview here: PLM and Sustainability: talking with SAP.
When we published the interview, it was also the moment a Russian dictator started the invasion of Ukraine, making it difficult for me to focus on our sustainability mission, having friends in both countries.
Now, three weeks later, with even more horrifying news coming from Ukraine, my thoughts are with the heroic people there, who resist and fight for their lives to exist. And it is not only in Ukraine. Also, people suffering under other totalitarian regimes are fighting this unfair battle.
 Meanwhile, another battle that concerns us all might get stalled if the conflict in Ukraine continues. This decade requires us to focus on the transition towards a sustainable planet, where the focus is on reducing carbon emissions. It is clear from the latest IPPC report: Impacts Adaptation and Vulnerability that we need to act.
Meanwhile, another battle that concerns us all might get stalled if the conflict in Ukraine continues. This decade requires us to focus on the transition towards a sustainable planet, where the focus is on reducing carbon emissions. It is clear from the latest IPPC report: Impacts Adaptation and Vulnerability that we need to act.
Autodesk
![]() Therefore, I am happy we can continue our discussion on PLM and Sustainability, this time with Autodesk. In the conversation with SAP, we discovered SAP’s strength lies in measuring the environmental impact of materials and production processes. However, most (environmental) impact-related decisions are made before the engineering & design phase.
Therefore, I am happy we can continue our discussion on PLM and Sustainability, this time with Autodesk. In the conversation with SAP, we discovered SAP’s strength lies in measuring the environmental impact of materials and production processes. However, most (environmental) impact-related decisions are made before the engineering & design phase.
Autodesk is a well-known software company in the Design & Manufacturing industry and the AEC (Architecture, Engineering and Construction) industry.
 Autodesk was open to sharing its sustainability activities with us. So we spoke with Zoé Bezpalko, Autodesk’s Sustainability Strategy Manager for the Design & Manufacturing Industries, and Jon den Hartog, Product Manager for Autodesk’s PDM and PLM solutions. So we were talking with the right persons for our PLM Global Green Alliance.
Autodesk was open to sharing its sustainability activities with us. So we spoke with Zoé Bezpalko, Autodesk’s Sustainability Strategy Manager for the Design & Manufacturing Industries, and Jon den Hartog, Product Manager for Autodesk’s PDM and PLM solutions. So we were talking with the right persons for our PLM Global Green Alliance.
Watch the 30 minutes recording below, learn more about Autodesk’s sustainability goals and offerings and get motivated to (re)act.
The slides shown in this presentation can be downloaded HERE
What we have learned
 The interview showed that Autodesk is actively working on a sustainable future. Both by acting internally, but, and even more important, by helping their customers to have a positive impact, using technologies like generative design and more environmentally friendly building projects. We talked about the renovation project of our famous Dutch Afsluitdijk.
The interview showed that Autodesk is actively working on a sustainable future. Both by acting internally, but, and even more important, by helping their customers to have a positive impact, using technologies like generative design and more environmentally friendly building projects. We talked about the renovation project of our famous Dutch Afsluitdijk.
The second observation is that Autodesk is working on empowering the designer to make better decisions regarding material usage or reuse. Life Cycle Assessment done by engineers will be a future required skill. As we discussed, this bottom-up user empowerment should be combined with a company strategy.
Want to learn more?
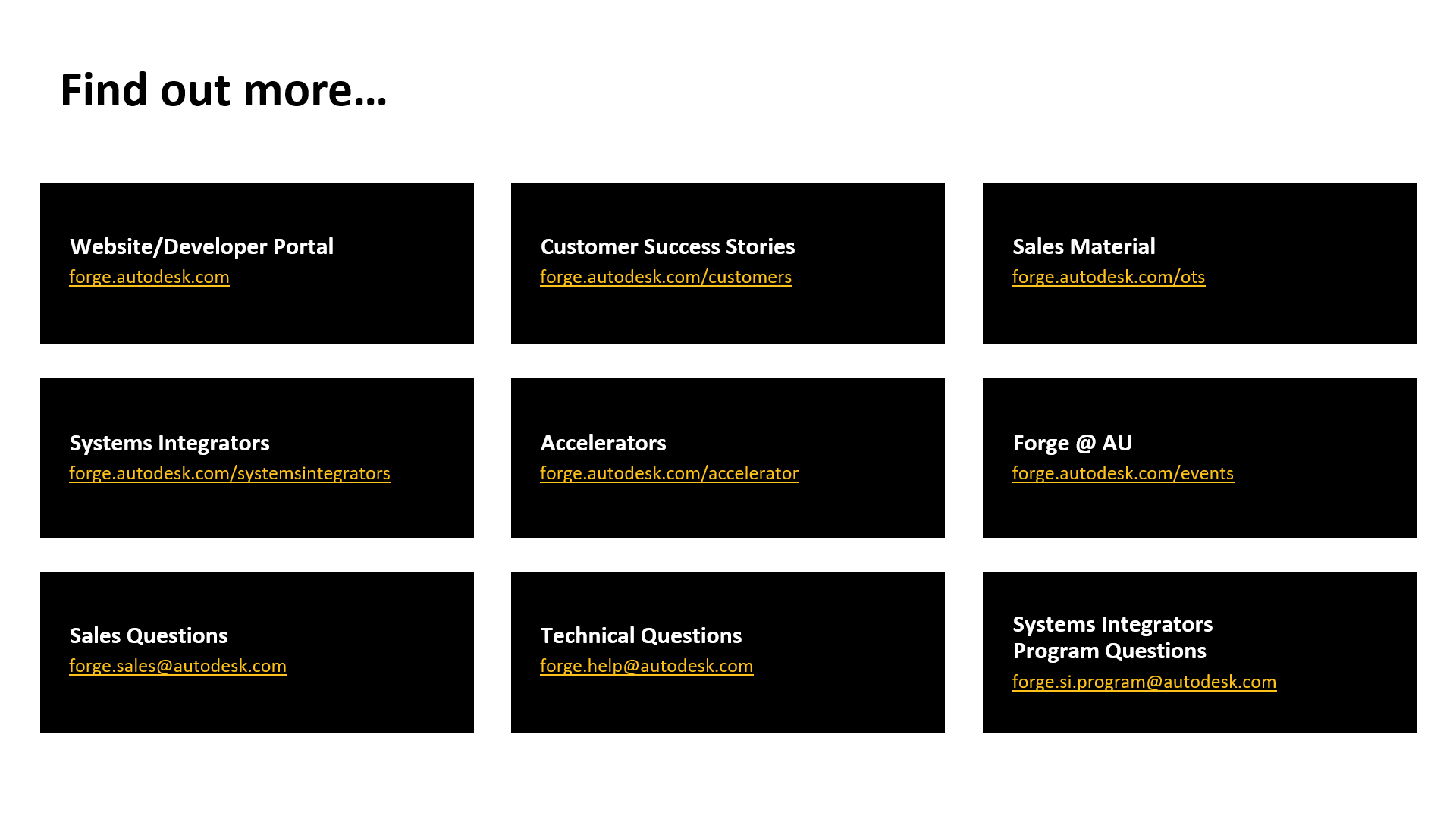 As you can see from the image shown in the recording, there is a lot to learn about Autodesk Forge. Click on the image for your favorite link, or open the PDF connected to the recording for your sustainability plans.
As you can see from the image shown in the recording, there is a lot to learn about Autodesk Forge. Click on the image for your favorite link, or open the PDF connected to the recording for your sustainability plans.

And there is the link to the Autodesk sustainability hub: Autodesk.com/sustainability
Conclusion
This was a motivating session to see Autodesk acting on Sustainability, and they are encouraging their customers to act.
It is necessary that companies and consumers get motivated and supported for more sustainable products and activities. We look forward to coming back with Autodesk in a second round with the PLM vendors to discover and discuss progress.
 In the past four weeks, I have been writing about the various aspects related to PLM Education. First, starting from my bookshelf, zooming in on the strategic angle with CIMdata (Part 1).
In the past four weeks, I have been writing about the various aspects related to PLM Education. First, starting from my bookshelf, zooming in on the strategic angle with CIMdata (Part 1).
Next, I was looking at the educational angle and motivational angle with Share PLM (Part 2).
And the last time, I explored with John Stark the more academic view of PLM education. How do you – students and others – learn and explore the full context of PLM (Part 3)?
![]() Now I am talking with Dave Slawson from Quick Release_ , exploring their onboarding and educational program as a consultancy firm.
Now I am talking with Dave Slawson from Quick Release_ , exploring their onboarding and educational program as a consultancy firm.
How do they ensure their consultants bring added value to PLM-related activities, and can we learn something from that four our own practices?
Quick Release
 Dave, can you tell us something more about Quick Release, further abbreviated to QR, and your role in the organization?
Dave, can you tell us something more about Quick Release, further abbreviated to QR, and your role in the organization?
.
 Quick Release is a specialist PDM and PLM consultancy working primarily in the automotive sector in Europe, North America, and Australia. Robust data management and clear reporting of complex subjects are essential.
Quick Release is a specialist PDM and PLM consultancy working primarily in the automotive sector in Europe, North America, and Australia. Robust data management and clear reporting of complex subjects are essential.
Our sole focus is connecting the data silos within our client’s organizations, reducing program or build delays through effective change management.

Quick Release promise – PDT 2019
I am QR’s head of Learning and Development, and I’ve been with the company since late 2014.
I’ve always had a passion for developing people and giving them a platform to push themselves to realize their potential. QR wants to build talent from within instead of just hiring experienced people.
However, with our rapid growth, it became necessary to have dedicated full-time resources to faster onboarding and upskilling our employees. This is combined with having an ongoing development strategy and execution.
QRs Learning & Development approach
Let’s focus on Learning & Development internally at QR first. What type of effort and time does it take to onboard a new employee, and what is their learning program?
.
We have a six-month onboarding program for new employees. Most starters join one of our “boot camps”, a three-week intensive program where a cohort of between 6 and 14 new starters receive classroom-style sessions led by our subject matter experts.
During this, new starters learn about technical PDM and PLM and high-performance business skills that will help them deliver excellence for or clients and feel confident in their work.

Quick Release BoB track process – click to enlarge
While the teams spend a lot of time with the program coordinator, we also bring in our various Subject Matter Experts (SMEs) to ensure the highest quality and variety in these sessions. Some of these sessions are delivered by our founders and directors.
As a business, we believe in investing senior leadership time to ensure quality training and give our team members access to the highest levels of the company.
Since the Covid-19 pandemic started, we moved our training program to be primarily distance learning. However, some sessions are in person, with new starters attending workshops in our regional offices. Our sessions focus on engagement and “doing” instead of just watching a presentation. New starters have fed back that they are still just as enjoyable via distance learning.
 Following boot camp, team members will start work on their client projects, supported by a Project Manager and a mentor. During this period, their mentor will help them use the on-the-job experience to build up their technical knowledge on top of their bootcamp learning. The mentor is also there to help them cope with what we know is a steep learning curve. Towards the end of the six months program, each new starter will carry out a self-evaluation designed to help them recognize their achievements to date and identify areas of focus for ongoing personal development.
Following boot camp, team members will start work on their client projects, supported by a Project Manager and a mentor. During this period, their mentor will help them use the on-the-job experience to build up their technical knowledge on top of their bootcamp learning. The mentor is also there to help them cope with what we know is a steep learning curve. Towards the end of the six months program, each new starter will carry out a self-evaluation designed to help them recognize their achievements to date and identify areas of focus for ongoing personal development.
We gather feedback from the trainers and trainees throughout the onboarding programs, ensuring that the former is shared with their mentors to help with coaching.
 The latter is used to help us continuously improve our offering. Our trainers are subject matter experts, but we encourage them to evolve their content and approach based on feedback.
The latter is used to help us continuously improve our offering. Our trainers are subject matter experts, but we encourage them to evolve their content and approach based on feedback.
The learning journey
Some might say you only learn on the job – how do you relate to this statement? Where does QR education take place? Can you make a statement on ROI for Learning & Development?
It is important to always be curious related to your work. We encourage our team members to challenge themselves to learn new things and dig deeper. Indeed, constant curiosity is one of our core values. We encourage people to challenge the status quo, challenge themselves, and adopt a growth mindset through all development and feedback cycles.
The learning curve in PDM and PLM can be steep; therefore, we must give people the tools and feedback that they can use to grow. At QR, this starts with our onboarding program and flows into an employee’s full career with us. In addition, at the end of every quarter, team members receive performance feedback from their managers, which feeds into their development target setting.

We have a wealth of internal resources to support development, from structured training materials to our internally compiled PDM Wiki and our suite of development “playbooks” (curated learning journeys catering to a range of learning styles).
 On-the-job learning is critically important. So after the boot camp, we put our team members straight into projects to make sure they apply and build on their baseline knowledge through real-world experience. Still, they are supported with formal training and ongoing access to development resources.
On-the-job learning is critically important. So after the boot camp, we put our team members straight into projects to make sure they apply and build on their baseline knowledge through real-world experience. Still, they are supported with formal training and ongoing access to development resources.
Regarding Return on Investment, while it is impossible to give a specific number, we would say that quality training is invaluable to our clients and us. In seven years, the company has grown from 60 to 300 employees. In addition, it now operates in three other continents, illustrating that our clients trust the quality of how we train our consultants!
 We also carried out internal studies regarding the long-term retention of team members relative to onboarding quality. These studies show that team members who experience a more controlled and structured onboarding program are mostly more successful in roles.
We also carried out internal studies regarding the long-term retention of team members relative to onboarding quality. These studies show that team members who experience a more controlled and structured onboarding program are mostly more successful in roles.
Investing in education?
I understood some of your customers also want to understand PLM processes better and ask for education from your side. Would the investment in education be similar? Would they be able to afford such an effort?
Making a long-term and tangible impact for our clients is the core foundation of what QR are trying to achieve. We do not want to come in to resolve a problem, only for it to resurface once we’ve left. Nor do we want to do work that our clients could easily hire someone to do themselves.
 Therefore the idea of delivering a version of our training and onboarding program to clients is very attractive to us. We offer clients a shortened version of our bootcamp (focused on technical PDM, PLM and complexity management without the consultancy skills to our clients).
Therefore the idea of delivering a version of our training and onboarding program to clients is very attractive to us. We offer clients a shortened version of our bootcamp (focused on technical PDM, PLM and complexity management without the consultancy skills to our clients).
This is combined with an ongoing support program that transitions the responsibilities within the client team away from our consultants towards the client’s own staff.
 We’d look to run that program over approximately 6 months so that the client can be confident that their staff has reached the level of technical expertise. There would be an upfront cost to the client to manage this.
We’d look to run that program over approximately 6 months so that the client can be confident that their staff has reached the level of technical expertise. There would be an upfront cost to the client to manage this.
However, the program is designed to support quality skills development within their organization.
PLM and Digital Transformation?
Education and digital transformation is a question I always ask. Although QR is already established in the digital era, your customers are not. What are the specific parts of digital transformation that you are teaching your employees and customers
The most inefficient thing we see in the PDM space is the reliance on offline, “analog” data and the inability to establish one source of truth across a complex organization. To support business efficiency through digital transformation, we promote a few simple core tenets in everything we do:
- Establish a data owner who not only holds the single reference point but also is responsible for its quality
- Right view reporting – clearly communicate exactly what people need to know, recognizing that different stakeholders need to know different things and that no one has time to waste
- Clear communications – using the right channels of communication to get the job done faster (including more informal channels such as instant messaging or collaborative online working documents)
- Smart, data-led decision making – reviewing processes using accurate data that is analyzed thoroughly, and justifying recommendations based on a range of evidence
- Getting your hands dirty! – Digital Transformation is not just a “systems” subject but relies on people and human interaction. So we encourage all of our consultants to actually understand how teams work. Not be afraid to roll up their sleeves and get stuck in instead of just analyzing from the outside!
Want to learn more?
Dave, Could you point us to relevant Learning & Development programs and resources that are valuable for the readers of this blog?
.
If you are interested in learning within the PDM and PLM space, follow Quick Release on LinkedIn as we publish thought leadership articles designed to support industry development.
For those interested in Learning & Development strategy, there is lots of UK and Ireland guidance available from the Chartered Institute of Personnel and Development (CIPD). Similar organizations exist in other countries, such as the Society for Human Resource Management (SHRM) in the USA) which are great resources for building Learning & Development specific skills.
 In my research, I often find really thought-provoking articles that shape my approach and thinking regarding Learning & Development, HR and a business approach published by Forbes and Harvard Business Review.
In my research, I often find really thought-provoking articles that shape my approach and thinking regarding Learning & Development, HR and a business approach published by Forbes and Harvard Business Review.
What I learned
When I first discovered Quick Release as a company during one of the PLM Roadmap & PDT conferences (see “The weekend after PLM Roadmap & PDT 2019″) I was impressed by their young and energetic approach combined with being pragmatic and focused on making the data “flow”. Their customers were often traditional automotive companies having the challenge to break the silos. You could say QR was working on the “connected” enterprise as I would name it.

PLM consultancy must change
Besides their pragmatic approach, I discovered through interactions with QR that they are a kind of management consultancy firm you would expect in the future. As everything is going to be faster experience counts. Instead of remaining conceptual and strategic, they do not fear being with their feet in the mud.
This requires a new type of consultant and training, as employees need to be able to connect both to specialists at their customers and also be able to communicate with management. These types of people are hard to get as this is the ideal profile of a future employee.

The broad profile
What I learned from Dave is that QR invests seriously in meaningful education and coaching programs for their employees – to give them a purpose and an environment where they feel valued. I would imagine this applies actually to every company of the future, therefore I am curious if you could share your experiences from the field, either through the comments to this post or contact me personally.
Conclusion
We have seen now four dimensions of PLM education and I wish they gave you insights into what is possible. For each of the companies, I interviewed there might be others with the same skills. What is important is to realize the domain of PLM needs those four dimensions. In my next (short) post I will provide a summary of what I learned and what I believe is the PLM education of the future. Stay connected!
And a bonus you might have seen before – the digital plumber:
 In my previous posts dedicated to PLM education, I shared my PLM bookshelf, spoke with Peter Bilello from CIMdata about their education program and talked with Helena Gutierrez from SharePLM about their education mission.
In my previous posts dedicated to PLM education, I shared my PLM bookshelf, spoke with Peter Bilello from CIMdata about their education program and talked with Helena Gutierrez from SharePLM about their education mission.
In that last post, I promised this post will be dedicated to PLM education before s**t hits the fan. This statement came from my conversation with John Stark when we discussed where proper PLM education starts (before it hits the fan).
John is a well-known author of many books. You might have read my post about his book: Products2019: A project to map and blueprint the flow and management of products across the product lifecycle: Ideation; Definition; Realisation; Support of Use; Retirement and Recycling. A book with a very long title reflecting the complexity of a PLM environment.

John is also a long-time PLM consultant known in the early PLM community for his 2PLM e-zine. The 2PLM e-zine was an information letter he published between 1998 and 2017 before blogging and social interaction, updating everyone in the PLM community with the latest news. You probably were subscribed to this e-zine if you are my age.
So, let’s learn something more from John Stark
John Stark
John, first of all, thanks for this conversation. We have known each other for a long time. First of all, can you briefly introduce yourself and explain where your passion for PLM comes from?
 The starting point for my PLM journey was that I was involved in developing a CAD system. But by the 1990s, I had moved on to being a consultant. I worked with companies in different industry sectors, with very different products.
The starting point for my PLM journey was that I was involved in developing a CAD system. But by the 1990s, I had moved on to being a consultant. I worked with companies in different industry sectors, with very different products.
I worked on application and business process issues at different product lifecycle stages – Ideation; Definition; Realization; Support of Use; Retirement and Recycling.
 However, there was no name for the field I was working in at that time. So, I decided to call it Product Lifecycle Management and came up with the following definition:
However, there was no name for the field I was working in at that time. So, I decided to call it Product Lifecycle Management and came up with the following definition:
‘PLM is the business activity of managing, in the most effective way, a company’s products all the way across their lifecycles; from the very first idea for a product, all the way through until it is retired and disposed of’.
PLM is the management system for a company’s products. It doesn’t just manage one of its products. It manages all of its parts and products and the product portfolio in an integrated way.’
I put that definition at the beginning of a book, ‘Product Lifecycle Management: Paradigm for 21st Century Product Realization’, published in 2004 and has since become the most cited book about PLM. I included my view of the five phases of the product lifecycle
and created the PLM Grid to show how everything (products, applications, product data, processes, people, etc.) fits together in PLM.

From about 2012, I started giving a blended course, The Basics of PLM, with the PLM Institute in Geneva.

As for the passion, I see PLM as important for Mankind. The planet’s 7 billion inhabitants all rely on products of various types, and the great majority would benefit from faster, easier access to better products. So PLM is a win-win for us all.
That’s interesting. I also had a nice definition picture I used in my early days. x
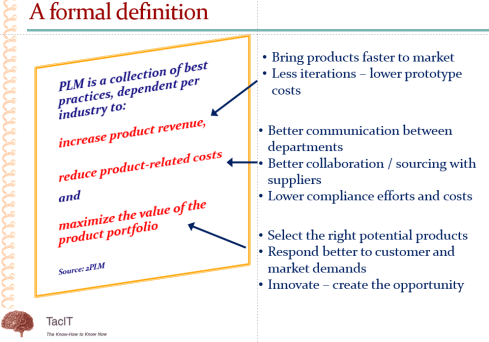
PI London 2011
and I had my view of the (disconnected) lifecycle.
PI Apparel London 2014
The education journey
![]() John, as you have been active in PLM education for more than twenty years, do you feel that PLM Education and Training has changed.
John, as you have been active in PLM education for more than twenty years, do you feel that PLM Education and Training has changed.
PLM has only existed for about twenty years. Initially, it was so new that there was just one approach to PLM education and training, but that’s changed a lot.
Now there are specific programs for each of the different types of people interested or involved with PLM. So, for example, now there are specific courses for students, PLM application vendor personnel, PLM Managers, PLM users, PLM system integrators, and so on. Each of these groups has a different need for knowledge and skills, so they need different courses.
 Another big change has been in the technologies used to support PLM Education and Training. Twenty years ago, the course was usually a deck of PowerPoint slides and an overhead projector. The students were in the same room as the instructor.
Another big change has been in the technologies used to support PLM Education and Training. Twenty years ago, the course was usually a deck of PowerPoint slides and an overhead projector. The students were in the same room as the instructor.
These days, courses are often online and use various educational apps to help course participants learn.
Who should be educated?
![]() Having read several of your books, they are very structured and academic. Therefore, they will never be read by people at the C-level of an organization. Who are you targeting with your books, and why?
Having read several of your books, they are very structured and academic. Therefore, they will never be read by people at the C-level of an organization. Who are you targeting with your books, and why?
Initially, I wasn’t targeting anybody. I was just making my knowledge available. But as time went by, I found that my books were mainly used in further education and ongoing education courses.
So now, I focus on a readership of students in such organizations. For example, I’ve adapted some books to have 15 chapters to fit within a 15-week course.
 Students make up a good readership because they want to learn to pass their exams. In addition, and it’s a worldwide market, the books are used in courses in more than twenty countries. Also, these courses are sufficiently long, maybe 150 hours, for the students to learn in-depth about PLM. That’s not possible with the type of very short PLM training courses that many companies provide for their employees.
Students make up a good readership because they want to learn to pass their exams. In addition, and it’s a worldwide market, the books are used in courses in more than twenty countries. Also, these courses are sufficiently long, maybe 150 hours, for the students to learn in-depth about PLM. That’s not possible with the type of very short PLM training courses that many companies provide for their employees.
PLM education
![]() Looking at publicly available PLM education, what do you think we can do better to get PLM out of the framing of an engineering solution and become a point of discussion at the C-level
Looking at publicly available PLM education, what do you think we can do better to get PLM out of the framing of an engineering solution and become a point of discussion at the C-level
Even today, PLM is discussed at C-level in some companies. But in general, the answer is to provide more education about PLM. Unfortunately, that will take time, as PLM remains very low profile for most people.
 For example, I’m not aware of a university with a Chair of Product Lifecycle Management. But then, PLM is only 20 years old, that’s very young.
For example, I’m not aware of a university with a Chair of Product Lifecycle Management. But then, PLM is only 20 years old, that’s very young.
It often takes two generations for new approaches and technologies to become widely accepted in the industry.
So another possibility would be for leading vendors of PLM applications to make the courses they offer about PLM available to a wider audience.
A career with PLM?
![]() Educating students is a must, and like you and me, there are a lot of institutions that have specialized PLM courses. However, I also noticed a PLM expert at C-level in an organization is an exception; most of the time, people with a financial background get promoted. So, is PLM bad for your career?
Educating students is a must, and like you and me, there are a lot of institutions that have specialized PLM courses. However, I also noticed a PLM expert at C-level in an organization is an exception; most of the time, people with a financial background get promoted. So, is PLM bad for your career?
No, people can have a good career in PLM, especially if they keep learning. There are many good master’s courses if they want to learn more outside the PLM area. I’ve seen people with a PLM background become a CIO or a CEO of a company with thousands of employees. And others who start their own companies, for example, PLM consulting or PLM training. And others become PLM Coaches.
PLM and Digital Transformation
![]() A question I ask in every discussion. What is the impact of digital transformation on your area of expertise? In this case, how do you see PLM Education and Training looking in 2042, twenty years in the future?
A question I ask in every discussion. What is the impact of digital transformation on your area of expertise? In this case, how do you see PLM Education and Training looking in 2042, twenty years in the future?
I don’t see digital transformation really changing the concept of PLM over the next twenty years. In 2042, PLM will still be the business activity of managing a company’s products all the way across their lifecycles.
So, PLM isn’t going to disappear because of digital transformation.
 On the other hand, the technologies and techniques of PLM Education and Training are likely to change – just as they have over the last twenty years. And I would expect to see some Chairs of Product Lifecycle Management in universities, with more students learning about PLM. And better PLM training courses available in companies.
On the other hand, the technologies and techniques of PLM Education and Training are likely to change – just as they have over the last twenty years. And I would expect to see some Chairs of Product Lifecycle Management in universities, with more students learning about PLM. And better PLM training courses available in companies.
![]() I see digital transformation making it possible to have an entire connected lifecycle without a lot of overhead.
I see digital transformation making it possible to have an entire connected lifecycle without a lot of overhead.

Digital Transformation – platforms working together
Want to learn more?
![]() My default closing question is always about giving the readers pointers to more relevant information. Maybe an overkill looking at your oeuvre as a writer. Still, the question is, where can readers from this blog learn more?
My default closing question is always about giving the readers pointers to more relevant information. Maybe an overkill looking at your oeuvre as a writer. Still, the question is, where can readers from this blog learn more?
x
Three suggestions:
x
- Roger Tempest’s PLMIG
- The IFIP International Conference on Product Lifecycle Management
- Business Value of PLM Curriculum Webinar
What I learned
 By talking with John and learning his opinion, I see the academic approach to define PLM as a more scientific definition, creating a space for the PLM professional.
By talking with John and learning his opinion, I see the academic approach to define PLM as a more scientific definition, creating a space for the PLM professional.
We had some Blog /LinkedIn interaction related to PLM: Should PLM become a Profession? In the past (2017).
When I search on LinkedIn, I find 87.000 persons with the “PLM Consultant” tag. From those, I know in my direct network, I am aware there is a great variety of skills these PLM Consultants have. However, I believe it is too late to establish the PLM Professional role definition.
 John’s focus is on providing students and others interested in PLM a broad fundamental knowledge to get into business. In their day-to-day jobs, these people will benefit from knowing the bigger context and understanding the complexity of PLM.
John’s focus is on providing students and others interested in PLM a broad fundamental knowledge to get into business. In their day-to-day jobs, these people will benefit from knowing the bigger context and understanding the complexity of PLM.
This is also illustrated in Product2019, where the focus is on the experience – company culture and politics.
Due to the diversity of PLM, we will never be able to define the PLM professional job role compared to the Configuration Manager. Two disciplines are crucial and needed for a sustainable, profitable enterprise.
Conclusion
In this post, we explored a third dimension of PLM Education, focusing on a foundational approach, targeting in particular students to get educated on all the aspects of PLM. John is not the only publisher of educational books. I have several others in my network who have described PLM in their wording and often in their language. Unfortunately, there is no central point of reference, and I believe we are too late for that due to the tremendous variety in PLM.
Next week I will talk with a Learning & Development leader from a company providing PLM consultancy – let’s learn how they enable their employees to support their customers.
In my previous posts dedicated to PLM education, I shared my and spoke with Peter Bilello from CIMdata about their education program. This time I am talking with Helena Gutierrez, one of the founders of Share PLM.
They are a young and energetic company with a mission to make PLM implementations successful, not through technology or customization, but through education and training.
Let’s discover their mission.
Share PLM
Helena, let me start with the brilliant name you have chosen for the company: Share PLM. Sharing (information) is the fundamental concept of PLM; if you don’t aim to share from the start, you won’t be able to fix it later. Can you tell us more about Share PLM’s mission and where you fit in the PLM ecosystem?
 Jos, first of all, thank you for the invitation to your blog! That’s a great question. In my previous job, as a young PLM director at the former Outotec, nowadays Metso Outotec, I realized how much I could learn from sharing experiences with other professionals.
Jos, first of all, thank you for the invitation to your blog! That’s a great question. In my previous job, as a young PLM director at the former Outotec, nowadays Metso Outotec, I realized how much I could learn from sharing experiences with other professionals.
I thought that by bringing people together from different companies with different backgrounds, PLM professionals could learn and get prepared for some of their projects.
 In the beginning, I envisioned some kind of a marketplace, where people could also sell their own resources. A resource I often missed was some kind of POC template for a new deployment, these kinds of things.
In the beginning, I envisioned some kind of a marketplace, where people could also sell their own resources. A resource I often missed was some kind of POC template for a new deployment, these kinds of things.
I still remember my boss’s face at that time when I told him, Sami Grönstrand, that I wanted to sell templates. [laugh]
A lot has happened since then and we have evolved into a small niche where we can offer a lot of value.
 Software vendors keep their PLM systems generic. And almost every company needs to adapt their systems to their company reality: their processes, their system architecture, and their people.
Software vendors keep their PLM systems generic. And almost every company needs to adapt their systems to their company reality: their processes, their system architecture, and their people.
The key questions are: How can I map my company’s processes and the way we work to the new system? How can I make sense of the new systems and help people understand the big picture behind the system clicks?
That’s where we come in.
Education or Training
![]() With Peter Bilello, we discussed the difference between education and training. Where would you position Share PLM?
With Peter Bilello, we discussed the difference between education and training. Where would you position Share PLM?
This is an interesting differentiation – I must say I hadn’t heard of it before, but it makes sense.
I think we are in the middle of the two: theory and practice. You see, many consulting companies focus on the “WHY”, the business needs. But they don’t touch the systems. So don’t tell them to go into Teamcenter or OpenBOM because they want to stay at a theoretical level.
Some system integrators get into the system details, but they don’t connect the clicks to the “WHY” to the big picture.
 The connection between the “WHY” and the “HOW” is really important to get the context, to understand how things work.
The connection between the “WHY” and the “HOW” is really important to get the context, to understand how things work.
So that’s where we are very strong. We help companies connect the “WHY” and the “HOW”. And that’s powerful.
The success of training
![]() We are both promoting the importance of adequate training as part of a PLM implementation. Can you share with us a best-in-class example where training really made a difference? Can we talk about ROI in the context of training?
We are both promoting the importance of adequate training as part of a PLM implementation. Can you share with us a best-in-class example where training really made a difference? Can we talk about ROI in the context of training?
Jos, I think when I look at our success stories, most good examples share some of the following characteristics:
xxxx
- All start with “WHY”, and they have a story.
In today’s world, people want to understand the “WHY”. So in practical terms, we work with customers to prepare a storyline that helps understand the “WHY” in a practical and entertaining manner.

- All have a clear, top-down visualization of the process and related use cases.
This is simple, but it’s a game-changer. When people see the big picture, something “clicks,” and they feel “safe” at first sight. They know there is a blueprint for how things work and how they connect.
- All have quick, online answers to their questions.
A digital knowledge base where people can find quick answers and educate themselves.
This is one example of a knowledge base from one of our customers, OpenBOM. As you can see from the link below, they have documented how the system should be used in their knowledge base. In addition, they have a set of online eLearning courses that users can take to get started.
- All involve people in the training and build a “movement”.
People want to be heard and be a part of something. Engaging people in user communities is a great way to both learn from your users, and make them a part of your program. Bringing people together and putting them at the center of your training. I think this is key to success.

Training for all types of companies?
![]() Do you see a difference between large enterprises and small and medium enterprises regarding training? Where would your approach fit best?
Do you see a difference between large enterprises and small and medium enterprises regarding training? Where would your approach fit best?
Yes, absolutely. And I think the most important difference is speed.
A big company can afford to work on all the elements I described before at the same time because they have the “horse-power” to drive different tracks. They can involve different project managers, and they can finance the effort.
 Small companies start small and build their training environment slowly. Some might do some parts by themselves and use our services to guide them through the process.
Small companies start small and build their training environment slowly. Some might do some parts by themselves and use our services to guide them through the process.
I enjoy both worlds – the big corporations have big budgets, and you can do cool stuff.
But the small startups have big brains, and they often are very passionate about what they are doing. I enjoy working with startups because they dare to try new things and they are very creative.
Where Is Share PLM Training Different?
![]() I see all system integrators selling PLM training. In my SmarTeam days I also built some “Express” training – Where are you different?
I see all system integrators selling PLM training. In my SmarTeam days I also built some “Express” training – Where are you different?
When I started Share PLM, we participated in a startup accelerator. When I was explaining our business model, they asked me the question: “Aren’t the software vendors or the system integrators doing exactly what you do?”
And the answer, incredibly, is that system integrators are often not interested in training and documentation, and they just don’t do it well as they have no didactical background.
 Sometimes it’s even the same guy configuring the system who gets the task to create the training. Those people produce boring “technical’ manuals, using thousands of PowerPoint slides with no soul – who wants to read that?
Sometimes it’s even the same guy configuring the system who gets the task to create the training. Those people produce boring “technical’ manuals, using thousands of PowerPoint slides with no soul – who wants to read that?
No wonder PLM training has a bad reputation!
We are laser-focused on digital training, and our training is very high quality. We are good at connecting pieces of information and making sense of complex stuff. We also are strong at aesthetics, and our training looks good. The content is nicely presented when you open our courses, and people look forward to reading it!
Digital Transformation and PLM
![]() I always ask when talking with peers in the PLM domain: How do you see the digital transformation happening at your customers, and how can you help them?
I always ask when talking with peers in the PLM domain: How do you see the digital transformation happening at your customers, and how can you help them?
An interesting question. I see that boundaries between systems are getting thinner. For example, some time ago, you would have a program to deploy a PLM system.
Now I see a lot of “outcome-based” programs, where you focus on the business value and use adequate systems to get there.
For example, a program to speed up product deliveries or improve quality. That type of program involves many different systems and teams. It relates to your “connected enterprise” concept.

This transformation is happening, and I think we are well-positioned to help companies make sense of the connection between different systems and how they digitize their processes.
Want to learn more?
![]() Thanks, Helena, for sharing your insights. Are there any specific links you want to provide to learn more? Perhaps some books to read or conferences to visit?
Thanks, Helena, for sharing your insights. Are there any specific links you want to provide to learn more? Perhaps some books to read or conferences to visit?
Thanks so much, Jos, for allowing me to discuss this with you today. Yes, I always recommend reading blogs and books to stay up-to-date.
- We both have good blogging and reading lists on our websites. See on our blog the post The 12 Best PLM Blogs To Follow or the recommendations on your PLM Bookshelf
- Conferences are also great for connecting with other people. In general, I think it’s very helpful to see examples from other companies to get inspired.
- And we have our podcast, to my knowledge the only one when you search for PLM – because the interaction is new.

I’m happy to provide some customer references for people who want to learn more about how good training looks practically. Just get in touch with me on LinkedIn or through our website.
What I learned
I know the founders from Share PLM since they were active in Outotec, eager to discuss and learn new PLM concepts. It is impressive to see how they made the next step to launch their company Share PLM and find the niche place that somehow I try to cover too in a similar manner.
![]() When I started my blog virtualdutchman.com in 2008, I wanted to share PLM experiences and knowledge.
When I started my blog virtualdutchman.com in 2008, I wanted to share PLM experiences and knowledge.
Read my 2008 opening post here. It was a one-way sharing – modern at that time – probably getting outdated in the coming years.
 However, Helena and the SharePLM team have picked up my mission in a modern manner. They are making PLM accessible and understandable in your company, using a didactical and modern approach to training.
However, Helena and the SharePLM team have picked up my mission in a modern manner. They are making PLM accessible and understandable in your company, using a didactical and modern approach to training.
SharePLM perhaps does not focus on the overall business strategy for PLM yet as their focus is on the execution level with a refreshing and modern approach – focussing on the end-user, didactics and attractiveness. I expect in ten years from now, with the experience and the professional team, they will pick up this part too, allowing me to retire.
Conclusion
This was the second post around PLM and Education, mainly focussing on what is happening in the field. Where I see CIMdata’s focus on education on the business strategy level, I see Share PLM’s focus on the execution level, making sure the PLM implementation is fun for the end-user and therefore beneficial for the company. The next post will be again about PLM Education, this time before the s** t hits the fan. Stay tuned.

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…