
You are currently browsing the category archive for the ‘Change’ category.
 In the past three weeks, between some short holidays, I had a discussion with Rob Ferrone, who you might know as
In the past three weeks, between some short holidays, I had a discussion with Rob Ferrone, who you might know as
“The original product Data PLuMber”.
Our discussion resulted in this concluding post and these two previous posts:
If you haven’t read them before, please take a moment to review them, to understand the flow of our dialogue and to get a full, holistic view of the WHY, WHAT and HOW of data quality and data governance.
A foundation required for any type of modern digital enterprise, with or without AI.
A first feedback round
 Rob, I was curious whether there were any interesting comments from the readers that enhanced your understanding. For me, Benedict Smith’s point in the discussion thread was an interesting one.
Rob, I was curious whether there were any interesting comments from the readers that enhanced your understanding. For me, Benedict Smith’s point in the discussion thread was an interesting one.
From this reaction, I like to quote:
To suggest it’s merely a lack of discipline is to ignore the evidence. We have some of the most disciplined engineers in the world. The problem isn’t the people; it’s the architecture they are forced to inhabit.
My contention is that we have been trying to solve a reasoning problem with record-keeping tools. We need to stop just polishing the records and start architecting for the reasoning. The “what” will only ever be consistently correct when the “why” finally has a home. 😎
Here, I realized that the challenge is not only about moving From Coordinated to Coordinated and Connected, but also that our existing record-keeping mindset drives the old way of thinking about data. In the long term, this will be a dead end.
What did you notice?
 Jos, indeed, Benedict’s point is great to have in mind for the future and in addition, I also liked the comment from Yousef Hooshmand, where he explains that a data-driven approach with a much higher data granularity automatically leads to a higher quality – I would quote Yousef:
Jos, indeed, Benedict’s point is great to have in mind for the future and in addition, I also liked the comment from Yousef Hooshmand, where he explains that a data-driven approach with a much higher data granularity automatically leads to a higher quality – I would quote Yousef:
The current landscapes are largely application-centric and not data-centric, so data is often treated as a second or even third-class citizen.
In contrast, a modern federated and semantic architecture is inherently data-centric. This shift naturally leads to better data quality with significantly less overhead. Just as important, data ownership becomes clearly defined and aligned with business responsibilities.
Take “weight” as a simple example: we often deal with “Target Weight,” “Calculated Weight,” and “Measured Weight.” In a federated, semantic setup, these attributes reside in the systems where their respective data owners (typically the business users) work daily, and are semantically linked in the background.
I believe the interesting part of this discussion is that people are thinking about data-driven concepts as a foundation for the paradigm, shifting from systems of record/systems of engagement to systems of reasoning. Additionally, I see how Yousef applies a data-centric approach in his current enterprise, laying the foundation for systems of reasoning.
What’s next?
Rob, your recommendations do not include a transformation, but rather an evolution to become better and more efficient – the typical work of a Product PLuMber, I would say. How about redesigning the way we work?
Bold visions and ideas are essential catalysts for transformations, but I’ve found that the execution of significant, strategic initiatives is often the failure mode.
One of my favourite quotes is:
“A complex system that works is invariably found to have evolved from a simple system that worked.”
John Gall, Systemantics (1975)
For example, I advocate this approach when establishing Digital Threads.
 It’s easy to imagine a Digital Thread, but building one that’s sustainable and delivers measurable value is a far more formidable challenge.
It’s easy to imagine a Digital Thread, but building one that’s sustainable and delivers measurable value is a far more formidable challenge.
Therefore, my take on Digital Thread as a Service is not about a plug-and-play Digital Thread, but the Service of creating valuable Digital Threads.
You achieve the solution by first making the Thread work and progressively ‘leaving a trail of construction’.
The caveat is that this can’t happen in isolation; it must be aligned with a data strategy, a set of principles, and a roadmap that are grounded in the organization’s strategic business imperatives.
Your answer relates a lot to Steef Klein’s comment when he discussed: “Industry 4.0: Define your Digital Thread ML-related roadmap – Carefully select your digital innovation steps.” You can read Steef’s full comment here: Your architectural Industry 4.0 future)
First, I liked the example value cases presented by Steef. They’re a reminder that all these technology-enabled strategies, whether PLM, Digital Thread, or otherwise, are just means to an end. That end is usually growth or financial performance (and hopefully, one day, people too).
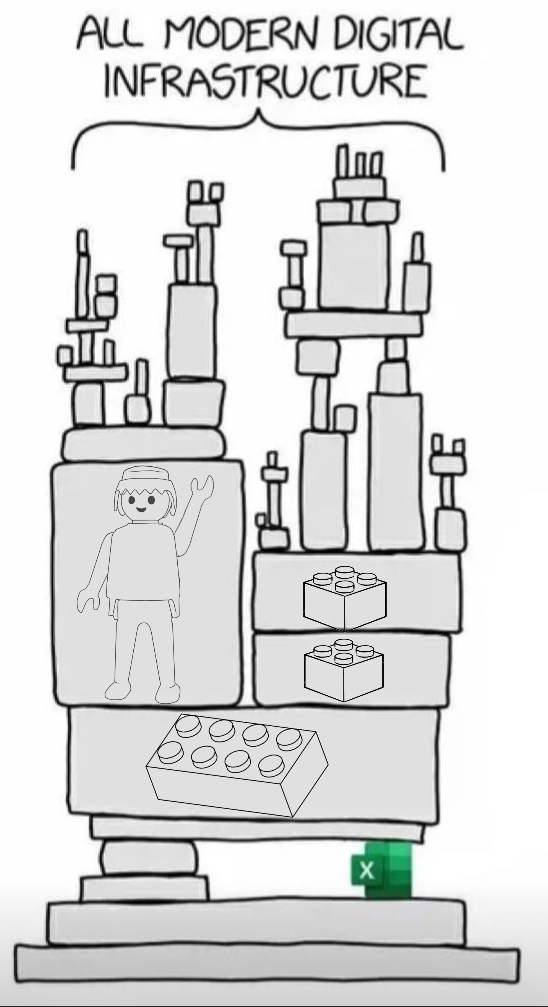 It is a bit like Lego, however. You can’t build imaginative but robust solutions unless there is underlying compatibility and interoperability.
It is a bit like Lego, however. You can’t build imaginative but robust solutions unless there is underlying compatibility and interoperability.
It would be a wobbly castle made from a mix of Playmobil, Duplo, Lego and wood blocks (you can tell I have been doing childcare this summer – click on the image to see the details).
As the lines blur between products, services, and even companies themselves, effective collaboration increasingly depends on a shared data language, one that can be understood not just by people, but by the microservices and machines driving automation across ecosystems.
Discussing the future?
 I think that for those interested in this discussion, I would like to point to the upcoming PLM Roadmap/PDT Europe 2025 conference on November 5th and 6th in Paris, where some of the thought leaders in these concepts will be presenting or attending. The detailed agenda is expected to be published after the summer holidays.
I think that for those interested in this discussion, I would like to point to the upcoming PLM Roadmap/PDT Europe 2025 conference on November 5th and 6th in Paris, where some of the thought leaders in these concepts will be presenting or attending. The detailed agenda is expected to be published after the summer holidays.
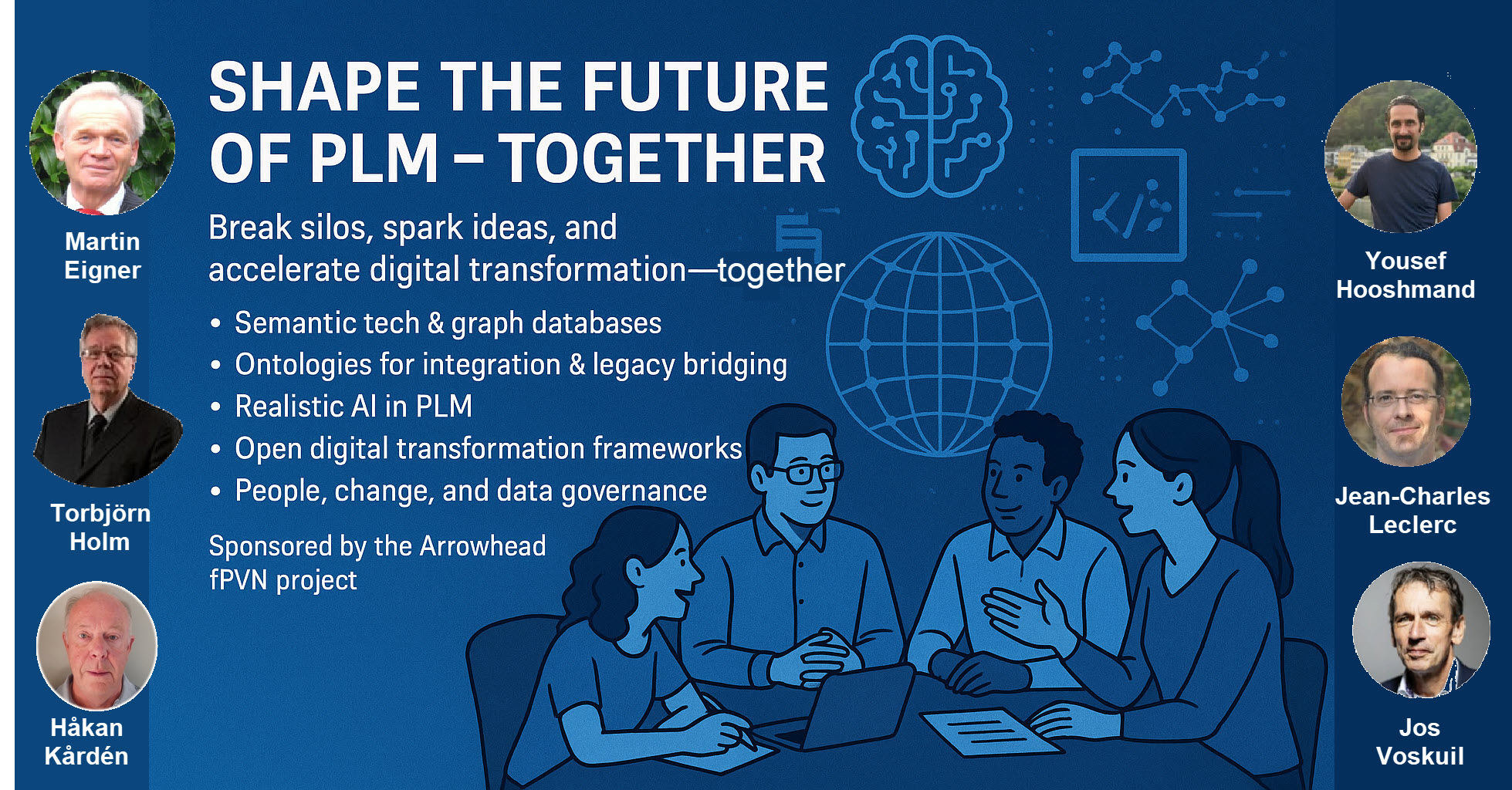
 However, this conference also created the opportunity to have a pre-conference workshop, where Håkan Kårdén and I wanted to have an interactive discussion with some of these thought leaders and practitioners from the field.
However, this conference also created the opportunity to have a pre-conference workshop, where Håkan Kårdén and I wanted to have an interactive discussion with some of these thought leaders and practitioners from the field.
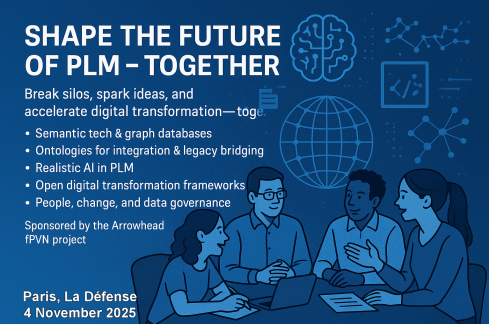
![]() Sponsored by the Arrowhead fPVN project, we were able to book a room at the conference venue in the afternoon of November 4th. You can find the announcement and more details of the workshop here in Hakan’s post:. Shape the Future of PLM – Together.
Sponsored by the Arrowhead fPVN project, we were able to book a room at the conference venue in the afternoon of November 4th. You can find the announcement and more details of the workshop here in Hakan’s post:. Shape the Future of PLM – Together.
Last year at the PLM Roadmap PDT Europe conference in Gothenburg, I saw a presentation of the Arrowhead fPVN project. You can read more here: The long week after the PLM Roadmap/PDT Europe 2024 conference.
And, as you can see from the acknowledged participants below, we want to discuss and understand more concepts and their applications – and for sure, the application of AI concepts will be part of the discussion.
 Mark the date and this workshop in your agenda if you are able and willing to contribute. After the summer holidays, we will develop a more detailed agenda about the concepts to be discussed. Stay tuned to our LinkedIn feed at the end of August/beginning of September.
Mark the date and this workshop in your agenda if you are able and willing to contribute. After the summer holidays, we will develop a more detailed agenda about the concepts to be discussed. Stay tuned to our LinkedIn feed at the end of August/beginning of September.
And the people?
Rob, we just came from a human-centric PLM conference in Jerez – the Share PLM 2025 summit – where are the humans in this data-driven world?
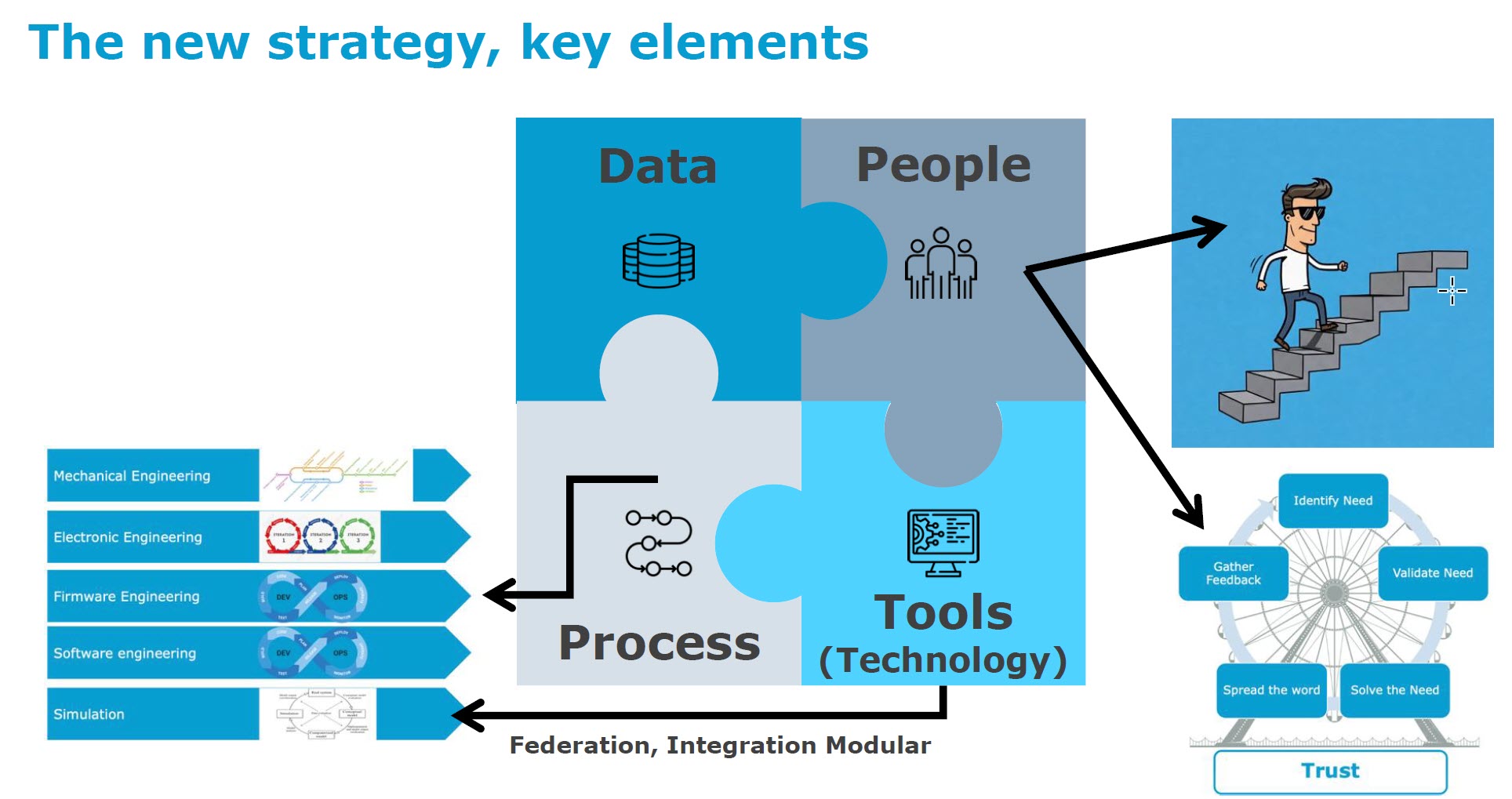
You can’t have a data-driven strategy in isolation. A business operating system comprises the coordinated interaction of people, processes, systems, and data, aligned to the lifecycle of products and services. Strategies should be defined at each layer, for instance, whether the system landscape is federated or monolithic, with each strategy reinforcing and aligning with the broader operating system vision.
In terms of the people layer, a data strategy is only as good as the people who shape, feed, and use it. Systems don’t generate clean data; people do. If users aren’t trained, motivated, or measured on quality, the strategy falls apart.
 Data needs to be an integral, essential and valuable part of the product or service. Individuals become both consumers and producers of data, expected to input clean data, interpret dashboards, and act on insights. In a business where people collaborate across boundaries, ask questions, and share insight, data becomes a competitive asset.
Data needs to be an integral, essential and valuable part of the product or service. Individuals become both consumers and producers of data, expected to input clean data, interpret dashboards, and act on insights. In a business where people collaborate across boundaries, ask questions, and share insight, data becomes a competitive asset.
There are risks; however, a system-driven approach can clash with local flexibility/agility.
People who previously operated on instinct or informal processes may now need to justify actions with data. And if the data is poor or the outputs feel misaligned, people will quickly disengage, reverting to offline workarounds or intuition.
 Here it is critical that leaders truly believe in the value and set the tone, and because it rare to have everyone in the business care about the data as passionately as they do about the prime function of their unique role (e.g. designer);
Here it is critical that leaders truly believe in the value and set the tone, and because it rare to have everyone in the business care about the data as passionately as they do about the prime function of their unique role (e.g. designer);
therefore there needs to be product data professionals in the mix – people who care, notice what’s wrong, and know how to fix it across silos.
Conclusion
- Our discussions on data quality and governance revealed a crucial insight: this is not a technical journey, but a human one. While the industry is shifting from systems of record to systems of reasoning, many organizations are still trapped in record-keeping mindsets and fragmented architectures. Better tools alone won’t fix the issue—we need better ownership, strategy, and engagement.
- True data quality isn’t about being perfect; it’s about the right maturity, at the right time, for the right decisions. Governance, too, isn’t a checkbox—it’s a foundation for trust and continuity. The transition to a data-centric way of working is evolutionary, not revolutionary—requiring people who understand the business, care about the data, and can work across silos.
The takeaway? Start small, build value early, and align people, processes, and systems under a shared strategy. And if you’re serious about your company’s data, join the dialogue in Paris this November.
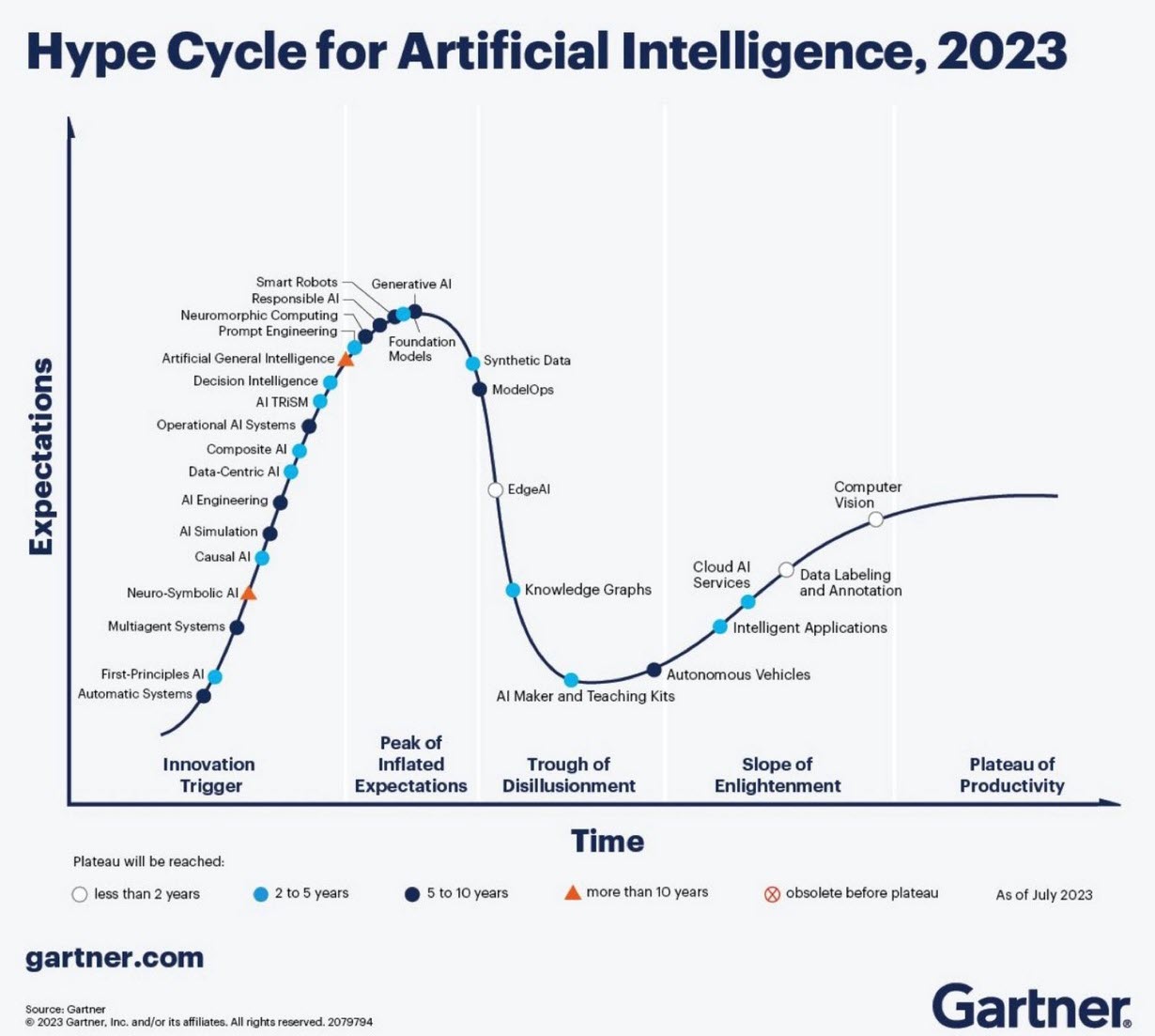
Where are you on the AI hype cycle ?
![]() In my first discussion with Rob Ferrone, the original Product Data PLuMber, we discussed the necessary foundation for implementing a Digital Thread or leveraging AI capabilities beyond the hype. This is important because all these concepts require data quality and data governance as essential elements.
In my first discussion with Rob Ferrone, the original Product Data PLuMber, we discussed the necessary foundation for implementing a Digital Thread or leveraging AI capabilities beyond the hype. This is important because all these concepts require data quality and data governance as essential elements.
If you missed part 1, here is the link: Data Quality and Data Governance – A hype?
 Rob, did you receive any feedback related to part 1? I spoke with a company that emphasized the importance of data quality; however, they were more interested in applying plasters, as they consider a broader approach too disruptive to their current business. Do you see similar situations?
Rob, did you receive any feedback related to part 1? I spoke with a company that emphasized the importance of data quality; however, they were more interested in applying plasters, as they consider a broader approach too disruptive to their current business. Do you see similar situations?
 Honestly, not much feedback. Data Governance isn’t as sexy or exciting as discussions on Designing, Engineering, Manufacturing, or PLM Technology. HOWEVER, as the saying goes, all roads lead to Rome, and all Digital Engineering discussions ultimately lead to data.
Honestly, not much feedback. Data Governance isn’t as sexy or exciting as discussions on Designing, Engineering, Manufacturing, or PLM Technology. HOWEVER, as the saying goes, all roads lead to Rome, and all Digital Engineering discussions ultimately lead to data.
Cristina Jimenez Pavo’s comment illustrates that the question is in the air.:
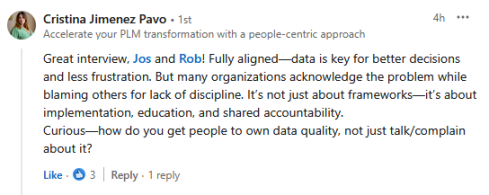
Everyone knows that it should be better; high-performing businesses have good data governance, but most people don’t know how to systematically and sustainably improve their data quality. It’s hard and not glamorous (for most), so people tend to focus on buying new systems, which they believe will magically resolve their underlying issues.
Data governance as a strategy
Thanks for the clarification. I imagine it is similar to Configuration Management, i.e., with different needs per industry. I have seen ISO 8000 in the aerospace industry, but it has not spread further to other businesses. What about data governance as a strategy, similar to CM?
That’s a great idea. Do you mind if I steal it?
If you ask any PLM or ERP vendor, they’ll claim to have a master product data governance template for every industry. While the core principles—ownership, control, quality, traceability, and change management, as in Configuration Management—are consistent, their application must vary based on the industry context, data types, and business priorities.
 Designing effective data governance involves tailoring foundational elements, including data stewardship, standards, lineage, metadata, glossaries, and quality rules. These elements must reflect the realities of operations, striking a balance between trade-offs such as speed versus rigor or openness versus control.
Designing effective data governance involves tailoring foundational elements, including data stewardship, standards, lineage, metadata, glossaries, and quality rules. These elements must reflect the realities of operations, striking a balance between trade-offs such as speed versus rigor or openness versus control.
The challenge is that both configuration management (CM) and data governance often suffer from a perception problem, being viewed as abstract or compliance-heavy. In truth, they must be practical, embedded in daily workflows, and treated as dynamic systems central to business operations, rather than static documents.
Think of it like the difference between stepping on a scale versus using a smartwatch that tracks your weight, heart rate, and activity, schedules workouts, suggests meals, and aligns with your goals.
![]() Governance should function the same way:
Governance should function the same way:
responsive, integrated, and outcome-driven.
Who is responsible for data quality?
I have seen companies simplifying data quality as an enhancement step for everyone in the organization, like a “You have to be more accurate” message, similar perhaps to configuration management. Here we touch people and organizational change. How do you make improving data quality happen beyond the wish?
In most companies, managing product data is a responsibility shared among all employees. But increasingly complex systems and processes are not designed around people, making the work challenging, unpleasant, and often poorly executed.
I like to quote Larry English – The Father of Information Quality:
“Information producers will create information only to the quality level for which they are trained, measured and held accountable.”
A common reaction is to add data “police” or transactional administrators, who unintentionally create more noise or burden those generating the data.
The real solution lies in embedding capable, proactive individuals throughout the product lifecycle who care about data quality as much as others care about the product itself – it was the topic I discussed at the 2025 Share PLM summit in Jerez – Rob Ferrone – Bill O-Materials also presented in part 1 of our discussion.
These data professionals collaborate closely with designers, engineers, procurement, manufacturing, supply chain, maintenance, and repair teams. They take ownership of data quality in systems, without relieving engineers of their responsibility for the accuracy of source data.

Some data, like component weight, is best owned by engineers, while others—such as BoM structure—may be better managed by system specialists. The emphasis should be on giving data professionals precise requirements and the authority to deliver.
They not only understand what good data looks like in their domain but also appreciate the needs of adjacent teams. This results in improved data quality across the business, not just within silos. They also work with IT and process teams to manage system changes and lead continuous improvement efforts.
![]() The real challenge is finding leaders with the vision and drive to implement this approach.
The real challenge is finding leaders with the vision and drive to implement this approach.
The costs or benefits associated with good or poor data quality
At the peak of interest in being data-driven, large consulting firms published numerous studies and analyses, proving that data-driven companies achieve better results than their data-averse competitors. Have you seen situations where the business case for improving “product data” quality has led to noticeable business benefits, and if so, in what range? Double digit, single digit?
Improving data quality in isolation delivers limited value. Data quality is a means to an end. To realise real benefits, you must not only know how to improve it, but also how to utilise high-quality data in conjunction with other levers to drive improved business outcomes.
I built a company whose premise was that good-quality product data flowing efficiently throughout the business delivered dividends due to improved business performance. We grew because we delivered results that outweighed our fees.

Last year’s turnover was €35M, so even with a conservatively estimated average in-year ROI of 3:1, the company delivered over € 100 M of cost savings or additional revenue per year to clients, with the majority of these benefits being sustainable.
There is also the potential to unlock new value and business models through data-driven innovation.
 For example, connecting disparate product data sources into a unified view and taking steps to sustainably improve data quality enables faster, more accurate, and easier collaboration between OEMs, fleet operators, spare parts providers, workshops, and product users, which leads to a new value proposition around minimizing painful operational downtime.
For example, connecting disparate product data sources into a unified view and taking steps to sustainably improve data quality enables faster, more accurate, and easier collaboration between OEMs, fleet operators, spare parts providers, workshops, and product users, which leads to a new value proposition around minimizing painful operational downtime.
AI and Data Quality
Currently, we are seeing numerous concepts emerge where AI, particularly AI agents, can be highly valuable for PLM. However, we also know that in legacy environments, the overall quality of data is poor. How do you envision AI supporting PLM processes, and where should you start? Or has it already started?
It’s like mining for rare elements—sifting through massive amounts of legacy data to find the diamonds. Is it worth the effort, especially when diamonds can now be manufactured? AI certainly makes the task faster and easier. Interestingly, Elon Musk recently announced plans to use AI to rewrite legacy data and create a new, high-quality knowledge base. This suggests a potential market for trusted, validated, and industry-specific legacy training data.
Will OEMs sell it as valuable IP, or will it be made open source like Tesla’s patents?
 AI also offers enormous potential for data quality and governance. From live monitoring to proactive guidance, adopting this approach will become a much easier business strategy. One can imagine AI forming the core of a company’s Digital Thread—no longer requiring rigidly hardwired systems and data flows, but instead intelligently comparing team data and flagging misalignments.
AI also offers enormous potential for data quality and governance. From live monitoring to proactive guidance, adopting this approach will become a much easier business strategy. One can imagine AI forming the core of a company’s Digital Thread—no longer requiring rigidly hardwired systems and data flows, but instead intelligently comparing team data and flagging misalignments.
That said, data alignment remains complex, as discrepancies can be valid depending on context.
A practical starting point?
Data Quality as a Service. My former company, Quick Release, is piloting an AI-enabled service focused on EBoM to MBoM alignment. It combines a data quality platform with expert knowledge, collecting metadata from PLM, ERP, MES, and other systems to map engineering data models.
 Experts define quality rules (completeness, consistency, relationship integrity), and AI enables automated anomaly detection. Initially, humans triage issues, but over time, as trust in AI grows, more of the process can be automated. Eventually, no oversight may be needed; alerts could be sent directly to those empowered to act, whether human or AI.
Experts define quality rules (completeness, consistency, relationship integrity), and AI enables automated anomaly detection. Initially, humans triage issues, but over time, as trust in AI grows, more of the process can be automated. Eventually, no oversight may be needed; alerts could be sent directly to those empowered to act, whether human or AI.
Summary
We hope the discussions in parts 1 and 2 helped you understand where to begin. It doesn’t need to stay theoretical or feel unachievable.
- The first step is simple: recognise product data as an asset that powers performance, not just admin.
Then treat it accordingly. - You don’t need a 5-year roadmap or a board-approved strategy before you begin. Start by identifying the product data that supports your most critical workflows, the stuff that breaks things when it’s wrong or missing. Work out what “good enough” looks like for that data at each phase of the lifecycle.
Then look around your business: who owns it, who touches it, and who cares when it fails? - From there, establish the roles, rules, and routines that help this data improve over time, even if it’s manual and messy to begin with. Add tooling where it helps.
- Use quality KPIs that reflect the business, not the system. Focus your governance efforts where there’s friction, waste, or rework.
- And where are you already getting value? Lock it in. Scale what works.
Conclusion
It’s not about perfection or policies; it’s about momentum and value. Data quality is a lever. Data governance is how you pull it.
Just start pulling- and then get serious with your AI applications!
Are you attending the PLM Roadmap/PDT Europe 2025 conference on
November 5th & 6th in Paris, La Defense?
There is an opportunity to discuss the future of PLM in a workshop before the event.
More information will be shared soon; please mark November 4th in the afternoon on your agenda.
 In recent months, I’ve noticed a decline in momentum around sustainability discussions, both in my professional network and personal life. With current global crises—like the Middle East conflict and the erosion of democratic institutions—dominating our attention, long-term topics like sustainability seem to have taken a back seat.
In recent months, I’ve noticed a decline in momentum around sustainability discussions, both in my professional network and personal life. With current global crises—like the Middle East conflict and the erosion of democratic institutions—dominating our attention, long-term topics like sustainability seem to have taken a back seat.
But don’t stop reading yet—there is good news, though we’ll start with the bad.
The Convenient Truth
 Human behavior is primarily emotional. A lesson valuable in the PLM domain and discussed during the Share PLM summit. As SharePLM notes in their change management approach, we rely on our “gator brain”—our limbic system – call it System 1 and System 2 or Thinking Fast and Slow. Faced with uncomfortable truths, we often seek out comforting alternatives.
Human behavior is primarily emotional. A lesson valuable in the PLM domain and discussed during the Share PLM summit. As SharePLM notes in their change management approach, we rely on our “gator brain”—our limbic system – call it System 1 and System 2 or Thinking Fast and Slow. Faced with uncomfortable truths, we often seek out comforting alternatives.
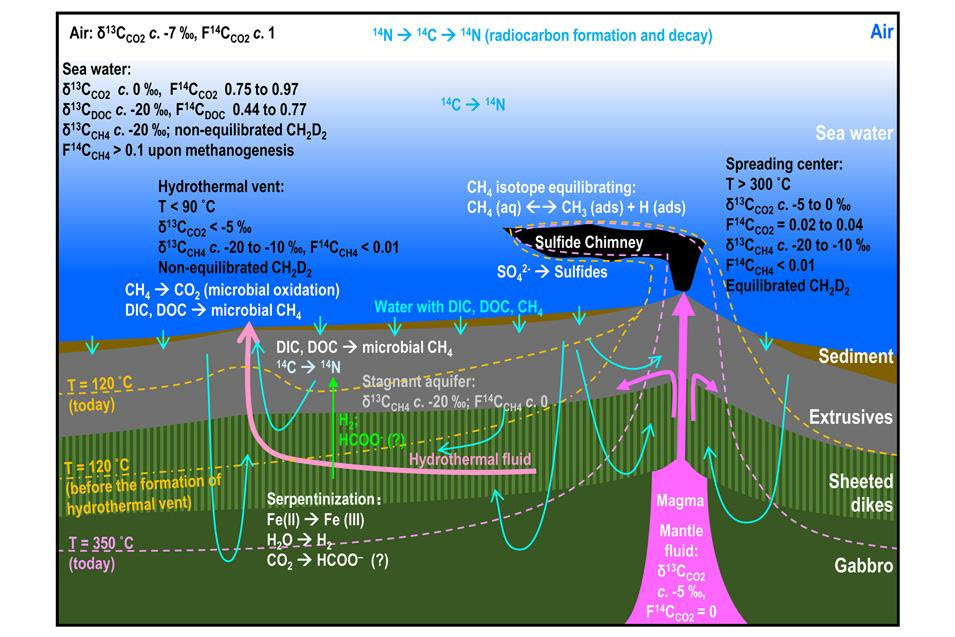
The film Don’t Look Up humorously captures this tendency. It mirrors real-life responses to climate change: “CO₂ levels were high before, so it’s nothing new.” Yet the data tells a different story. For 800,000 years, CO₂ ranged between 170–300 ppm. Today’s level is ~420 ppm—an unprecedented spike in just 150 years as illustrated below.
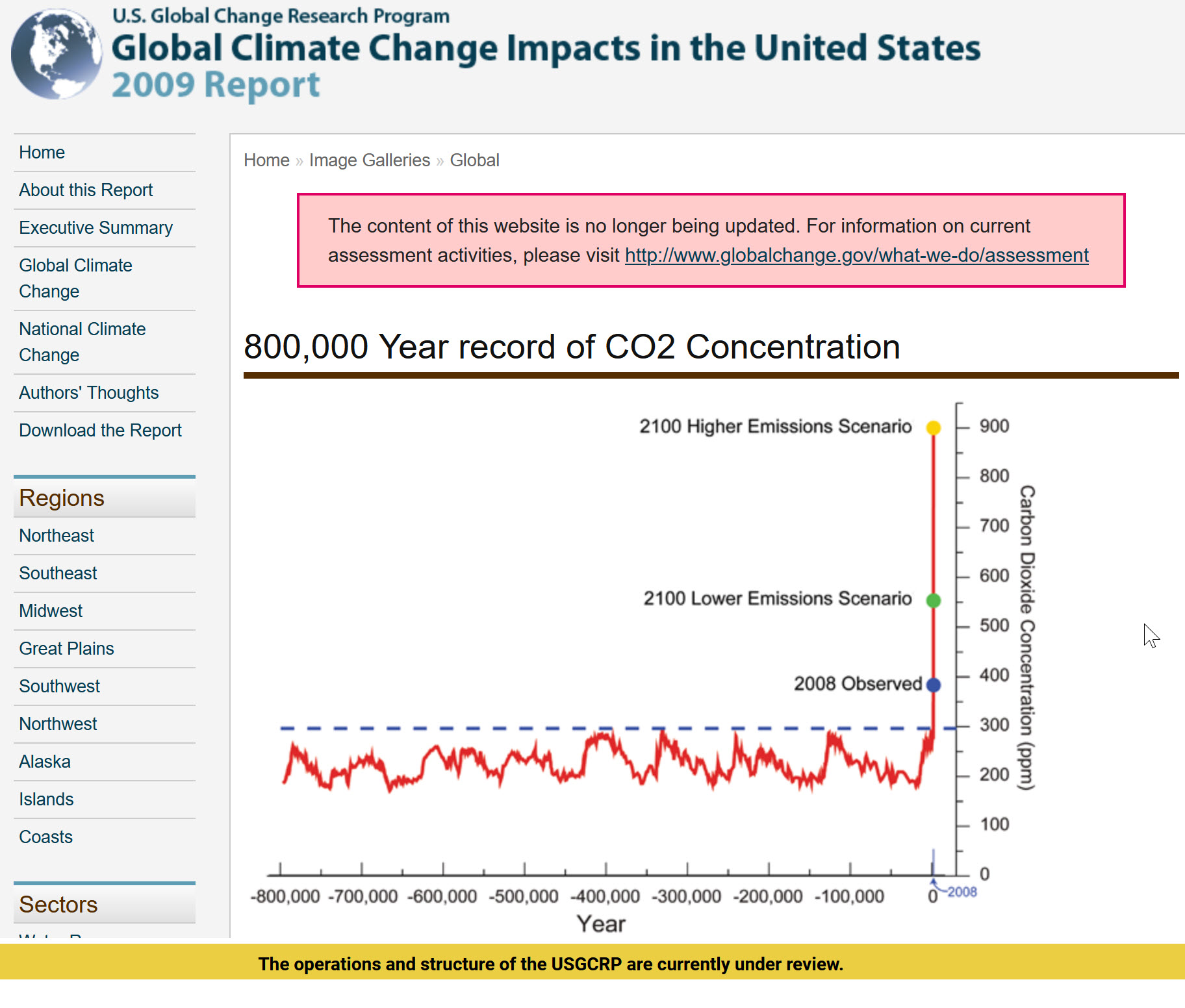
Frustratingly, some of this scientific data is no longer prominently published. The narrative has become inconvenient, particularly for the fossil fuel industry.
Persistent Myths
Then there is the pseudo-scientific claim that fossil fuels are infinite because the Earth’s core continually generates them. The Abiogenic Petroleum Origin theory is a fringe theory, sometimes revived from old Soviet science, and lacks credible evidence. See image below
Oil remains a finite, biologically sourced resource. Yet such myths persist, often supported by overly complex jargon designed to impress rather than inform.
The Dissonance of Daily Life
A young couple casually mentioned flying to the Canary Islands for a weekend at a recent birthday party. When someone objected on climate grounds, they simply replied, “But the climate is so nice there!”
“Great climate on the Canary Islands”
This reflects a common divide among young people—some are deeply concerned about the climate, while many prioritize enjoying life now. And that’s understandable. The sustainability transition is hard because it challenges our comfort, habits, and current economic models.
The Cost of Transition
 Companies now face regulatory pressure such as CSRD (Corporate Sustainability Reporting Directive), DPP (Digital Product Passport), ESG, and more, especially when selling in or to the European market. These shifts aren’t usually driven by passion but by obligation. Transitioning to sustainable business models comes at a cost—learning curves and overheads that don’t align with most corporations’ short-term, profit-driven strategies.
Companies now face regulatory pressure such as CSRD (Corporate Sustainability Reporting Directive), DPP (Digital Product Passport), ESG, and more, especially when selling in or to the European market. These shifts aren’t usually driven by passion but by obligation. Transitioning to sustainable business models comes at a cost—learning curves and overheads that don’t align with most corporations’ short-term, profit-driven strategies.
However, we have also seen how long-term visions can be crushed by shareholder demands:
- Xerox (1970s–1980s) pioneered GUI, the mouse, and Ethernet, but failed to commercialize them. Apple and Microsoft reaped the benefits instead.
- General Electric under Jeff Immelt tried to pivot to renewables and tech-driven industries. Shareholders, frustrated by slow returns, dismantled many initiatives.
-
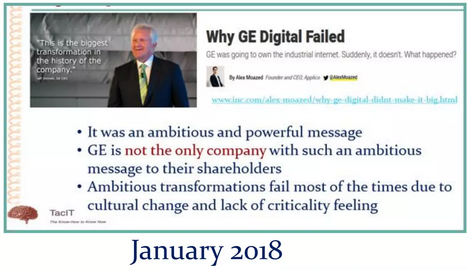
My presentation at the 2019 PLM Roadmap / PDT Europe conference – click on the image to get access through SlideShare.
- Despite ambitious sustainability goals, Siemens faced similar investor pressure, leading to spin-offs like Siemens Energy and Gamesa.
The lesson?
Transforming a business sustainably requires vision, compelling leadership, and patience—qualities often at odds with quarterly profit expectations. I explored these tensions again in my presentation at the PLM Roadmap/PDT Europe 2024 conference, read more here: Model-Based: The Digital Twin.
 I noticed discomfort in smaller, closed-company sessions, some attendees said, “We’re far from that vision. ”
I noticed discomfort in smaller, closed-company sessions, some attendees said, “We’re far from that vision. ”
My response: “That’s okay. Sustainability is a generational journey, but it must start now”.
Signs of Hope
Now for the good news. In our recent PGGA (PLM Green Global Alliance) meeting, we asked: “Are we tired?” Surprisingly, the mood was optimistic.

Our PGGA core team meeting on June 20th
Yes, some companies are downscaling their green initiatives or engaging in superficial greenwashing. But other developments give hope:
- China is now the global leader in clean energy investments, responsible for ~37% of the world’s total. In 2023 alone, it installed over 216 GW of solar PV—more than the rest of the world combined—and leads in wind power too. With over 1,400 GW of renewable capacity, China demonstrates that a centralized strategy can overcome investor hesitation.
- Long-term-focused companies like Iberdrola (Spain), Ørsted (Denmark), Tesla (US), BYD, and CATL (China) continue to invest heavily in EVs and batteries—critical to our shared future.
A Call to Engineers: Design for Sustainability
We may be small at the PLM Green Global Alliance, but we’re committed to educating and supporting the Product Lifecycle Management (PLM) community on sustainability.
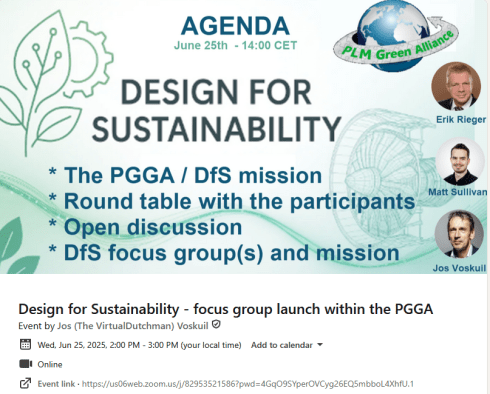
That’s why I’m excited to announce the launch of our Design for Sustainability initiative on June 25th.

Led by Eric Rieger and Matthew Sullivan, this initiative will bring together engineers to collaborate and explore sustainable design practices. Whether or not you can attend live, we encourage everyone to engage with the recording afterward.
Conclusion
Sustainability might not dominate headlines today. In fact, there’s a rising tide of misinformation, offering people a “convenient truth” that avoids hard choices. But our work remains urgent. Building a livable planet for future generations requires long-term vision and commitment, even when it is difficult or unpopular.
So, are you tired—or ready to shape the future?
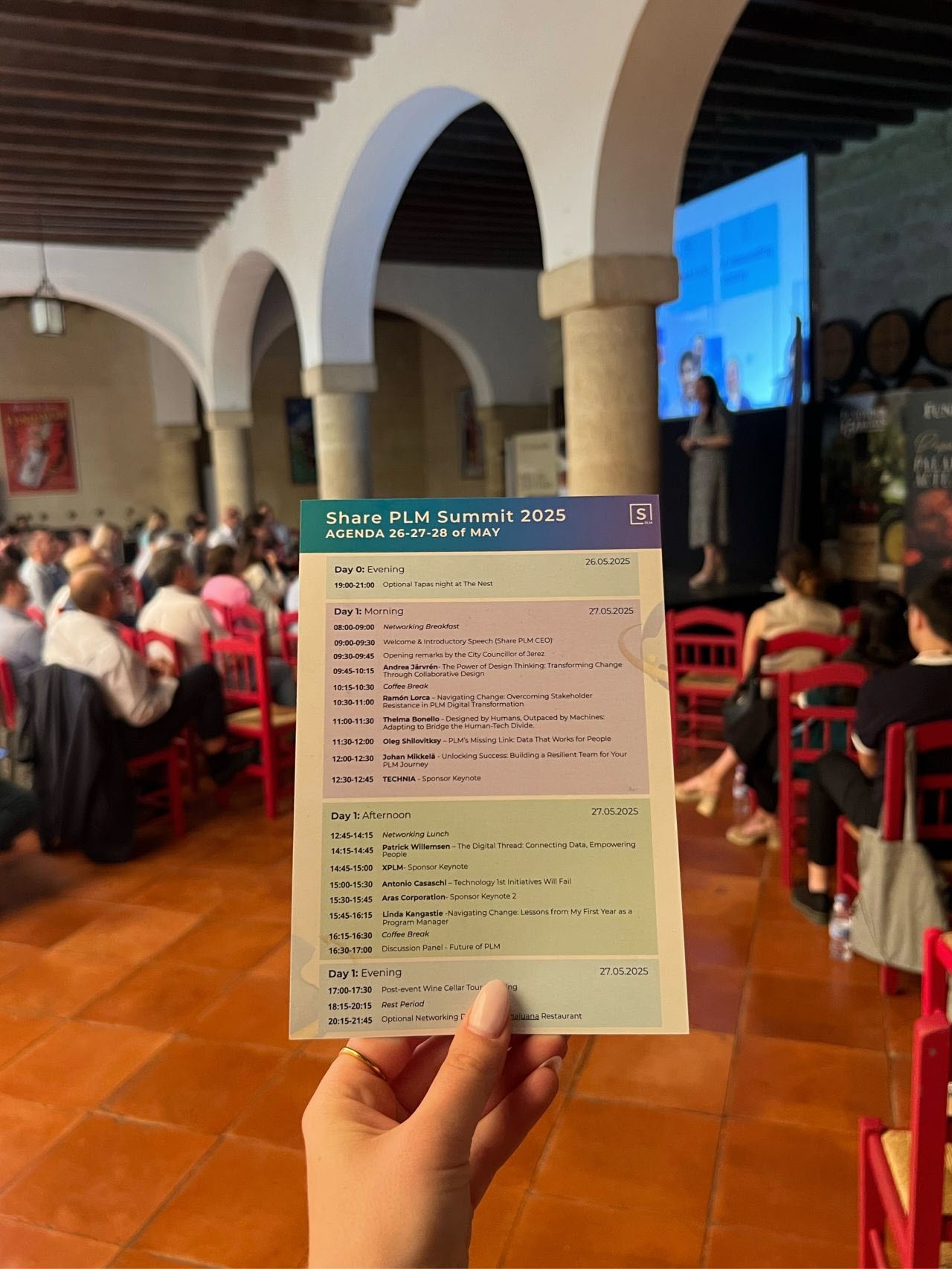 Wow, what a tremendous amount of impressions to digest when traveling back from Jerez de la Frontera, where Share PLM held its first PLM conference. You might have seen the energy from the messages on LinkedIn, as this conference had a new and unique daring starting point: Starting from human-led transformations.
Wow, what a tremendous amount of impressions to digest when traveling back from Jerez de la Frontera, where Share PLM held its first PLM conference. You might have seen the energy from the messages on LinkedIn, as this conference had a new and unique daring starting point: Starting from human-led transformations.
Look what Jens Chemnitz, Linda Kangastie, Martin Eigner, Jakob Äsell or Oleg Shilovitsky had to say.
For over twenty years, I have attended all kinds of PLM events, either vendor-neutral or from specific vendors. None of these conferences created so many connections between the attendees and the human side of PLM implementation.
We can present perfect PLM concepts, architectures and methodologies, but the crucial success factor is the people—they can make or break a transformative project.
Here are some of the first highlights for those who missed the event and feel sorry they missed the vibe. I might follow up in a second post with more details. And sorry for the reduced quality—I am still enjoying Spain and refuse to use AI to generate this human-centric content.
The scenery

Approximately 75 people have been attending the event in a historic bodega, Bodegas Fundador, in the historic center of Jerez. It is not a typical place for PLM experts, but an excellent place for humans with an Andalusian atmosphere. It was great to see companies like Razorleaf, Technia, Aras, XPLM and QCM sponsor the event, confirming their commitment. You cannot start a conference from scratch alone.
The next great differentiator was the diversity of the audience. Almost 50 % of the attendees were women, all working on the human side of PLM.
Another brilliant idea was to have the summit breakfast in the back of the stage area, so before the conference days started, you could mingle and mix with the people instead of having a lonely breakfast in your hotel.
Now, let’s go into some of the highlights; there were more.
A warm welcome from Share PLM

Beatriz Gonzalez, CEO and co-founder of Share PLM, kicked off the conference, explaining the importance of human-led transformations and organizational change management and sharing some of their best practices that have led to success for their customers.
You might have seen this famous image in the past, explaining why you must address people’s emotions.

Working with Design Sprints?
Have you ever heard of design sprints as a methodology for problem-solving within your company? If not, you should read the book by Jake Knapp- Creator of Design Sprint.
 Andrea Järvén, program manager at Tetra Pak and closely working with the PLM team, recommended this to us. She explained how Tetra Pak successfully used design sprints to implement changes. You would use design sprints when development cycles run too looong, Teams lose enthusiasm and focus, work is fragmented, and the challenges are too complex.
Andrea Järvén, program manager at Tetra Pak and closely working with the PLM team, recommended this to us. She explained how Tetra Pak successfully used design sprints to implement changes. You would use design sprints when development cycles run too looong, Teams lose enthusiasm and focus, work is fragmented, and the challenges are too complex.
Instead of a big waterfall project, you run many small design sprints with the relevant stakeholders per sprint, coming step by step closer to the desired outcome.
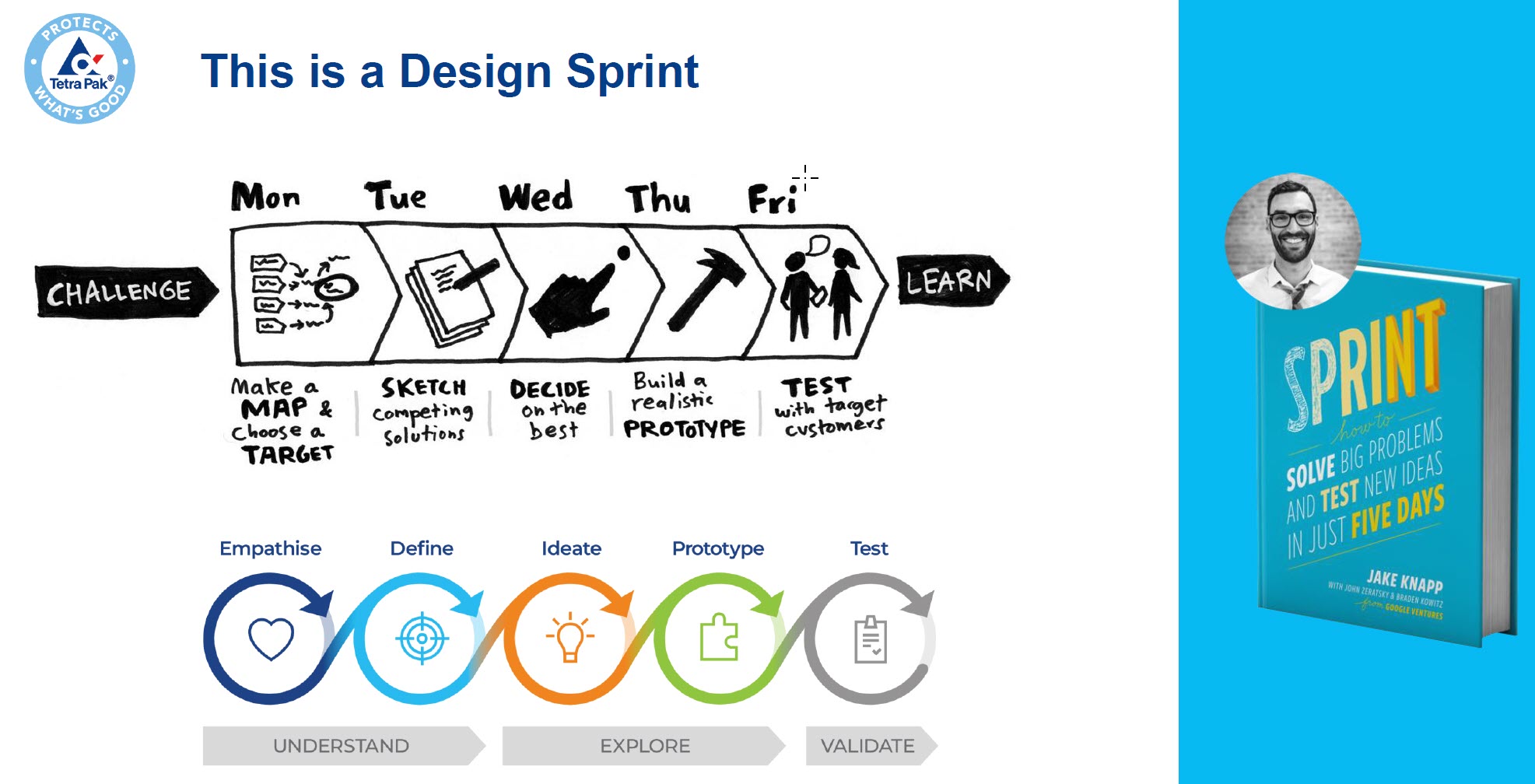
The sprints are short – five days of the full commitment of a team targeting a business challenge, where every day has a dedicated goal, as you can see from the image above.
It was an eye-opener, and I am eager to learn where this methodology can be used in the PLM projects I contribute.
Unlocking Success: Building a Resilient Team for Your PLM Journey
 Johan Mikkelä from FLSmidth shared a great story about the skills, capacities, and mindset needed for a PLM transformational project.
Johan Mikkelä from FLSmidth shared a great story about the skills, capacities, and mindset needed for a PLM transformational project.
Johan brought up several topics to consider when implementing a PLM project based on his experiences.
One statement that resonated well with the audience of this conference was:
The more diversified your team is, the faster you can adapt to changes.
He mentioned that PLM projects feel like a marathon, and I believe it is true when you talk about a single project.
However, instead of a marathon, we should approach PLM activities as a never-ending project, but a pleasant journey that is not about reaching a finish but about step-by-step enjoying, observing, and changing a little direction when needed.
Strategic Shift of Focus – a human-centric perspective
 Besides great storytelling, Antonio Casaschi‘s PLM learning journey at Assa Abloy was a perfect example of why PLM theory and reality often do not match. With much energy and experience, he came to Assa Abloy to work on the PLM strategy.
Besides great storytelling, Antonio Casaschi‘s PLM learning journey at Assa Abloy was a perfect example of why PLM theory and reality often do not match. With much energy and experience, he came to Assa Abloy to work on the PLM strategy.
He started his PLM strategies top-down, trying to rationalize the PLM infrastructure within Assa Abloy with a historically bad perception of a big Teamcenter implementation from the past. Antonio and his team were the enemies disrupting the day-to-day life of the 200+ companies under the umbrella of Assa Abloy.
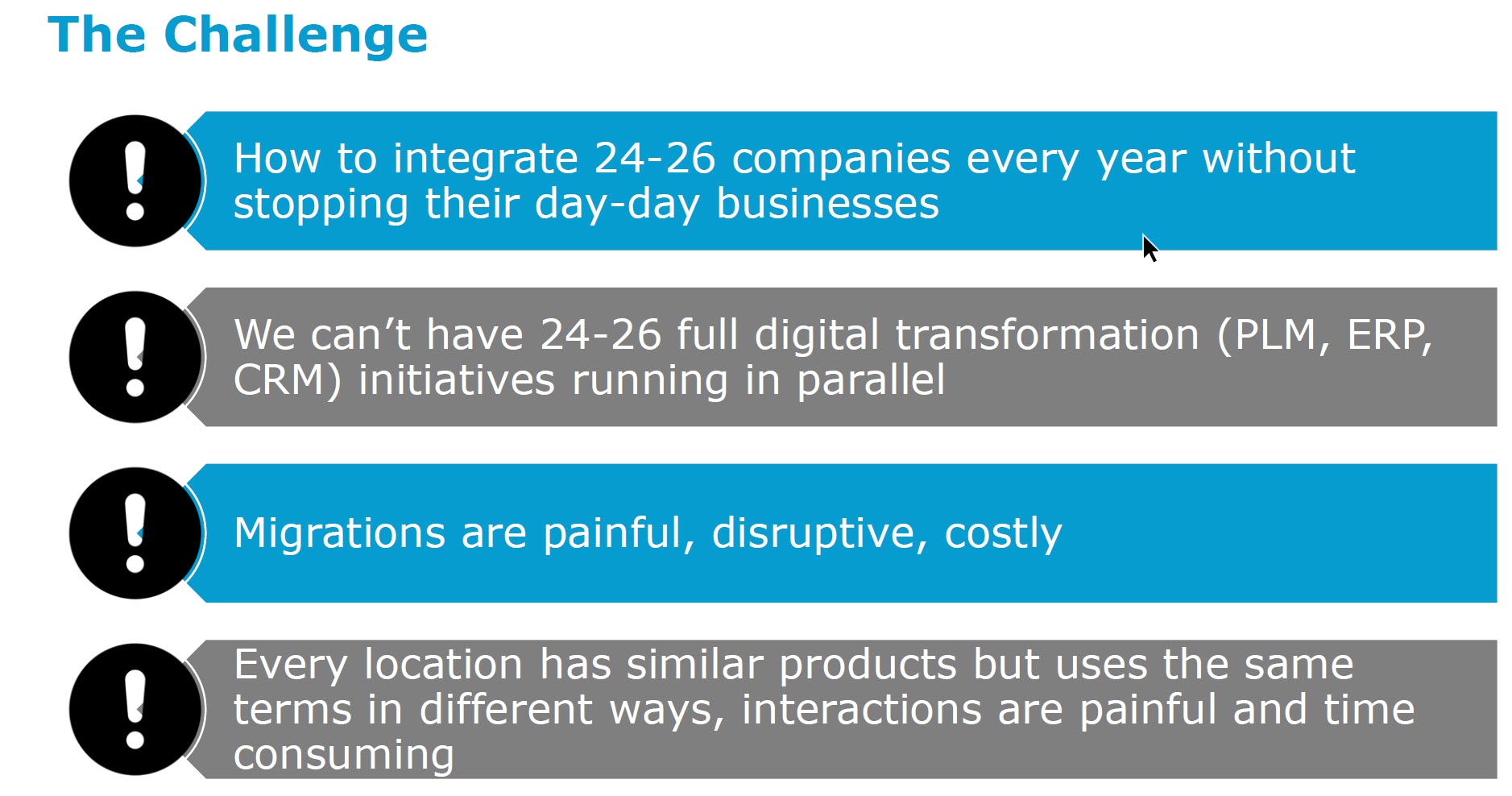
A logical lesson learned here is that aiming top-down for a common PLM strategy is impossible in a company that acquires another six new companies per quarter.
His final strategy is a bottom-up strategy, where he and the team listen to and work with the end-users in the native environments. They have become trusted advisors now as they have broad PLM experience but focus on current user pains. With the proper interaction, his team of trusted advisors can help each of the individual companies move towards a more efficient and future-focused infrastructure at their own pace.
The great lessons I learned from Antonio are:
- If your plan does not work out, be open to failure. Learn from your failures and aim for the next success.
- Human relations—I trust you, understand you, and know what to do—are crucial in such a complex company landscape.
Navigating Change: Lessons from My First Year as a Program Manager
 Linda Kangastie from Valmet Technologies Oy in Finland shared her experiences within the company, from being a PLM key user to now being a PLM program manager for the PAP Digi Roadmap, containing PLM, sales tools, installed base, digitalization, process harmonization and change management, business transformation—a considerable scope.
Linda Kangastie from Valmet Technologies Oy in Finland shared her experiences within the company, from being a PLM key user to now being a PLM program manager for the PAP Digi Roadmap, containing PLM, sales tools, installed base, digitalization, process harmonization and change management, business transformation—a considerable scope.
The recommendations she gave should be a checklist for most PLM projects – if you are missing one of them, ask yourself what you are missing:
- THE ROADMAP and THE BIG PICTURE – is your project supported by a vision and a related roadmap of milestones to achieve?
- Biggest Buy-in comes with money! – The importance of a proper business case describing the value of the PLM activities and working with use cases demonstrating the value.
- Identify the correct people in the organization – the people that help you win, find sparring partners in your organization and make sure you have a common language.
- Repetition – taking time to educate, learn new concepts and have informal discussions with people –is a continuous process.
As you can see, there is no discussion about technology– it is about business and people.
To conclude, other speakers mentioned this topic too; it is about being honest and increasing trust.
The Future Is Human: Leading with Soul in a World of AI
 Helena Guitierez‘s keynote on day two was the one that touched me the most as she shared her optimistic vision of the future where AI will allow us to be so more efficient in using our time, combined, of course, with new ways of working and behaviors.
Helena Guitierez‘s keynote on day two was the one that touched me the most as she shared her optimistic vision of the future where AI will allow us to be so more efficient in using our time, combined, of course, with new ways of working and behaviors.
As an example, she demonstrated she had taken an academic paper from Martin Eigner, and by using an AI tool, the German paper was transformed into an English learning course, including quizzes. And all of this with ½ day compared to the 3 to 4 days it would take the Share PLM team for that.
With the time we save for non-value-added work, we should not remain addicted to passive entertainment behind a flat screen. There is the opportunity to restore human and social interactions in person in areas and places where we want to satisfy our human curiosity.
 I agree with her optimism. During Corona and the introduction of teams and Zoom sessions, I saw people become resources who popped up at designated times behind a flat screen.
I agree with her optimism. During Corona and the introduction of teams and Zoom sessions, I saw people become resources who popped up at designated times behind a flat screen.
The real human world was gone, with people talking in the corridors at the coffee machine. These are places where social interactions and innovation happen. Coffee stimulates our human brain; we are social beings, not resources.
Death on the Shop Floor: A PLM Murder Mystery
Rob Ferrone‘s theatre play was an original way of explaining and showing that everyone in the company does their best. The product was found dead, and Andrea Järvén alias Angie Neering, Oleg Shilovitsky alias Per Chasing, Patrick Willemsen alias Manny Facturing, Linda Kangastie alias Gannt Chartman and Antonio Casaschi alias Archie Tect were either pleaded guilty by the public jury or not guilty, mainly on the audience’s prejudices.
You can watch the play here, thanks to Michael Finocchiaro :
According to Rob, the absolute need to solve these problems that allow products to die is the missing discipline of product data people, who care for the flow, speed, and quality of product data. Rob gave some examples of his experience with Quick Release project he had worked with.
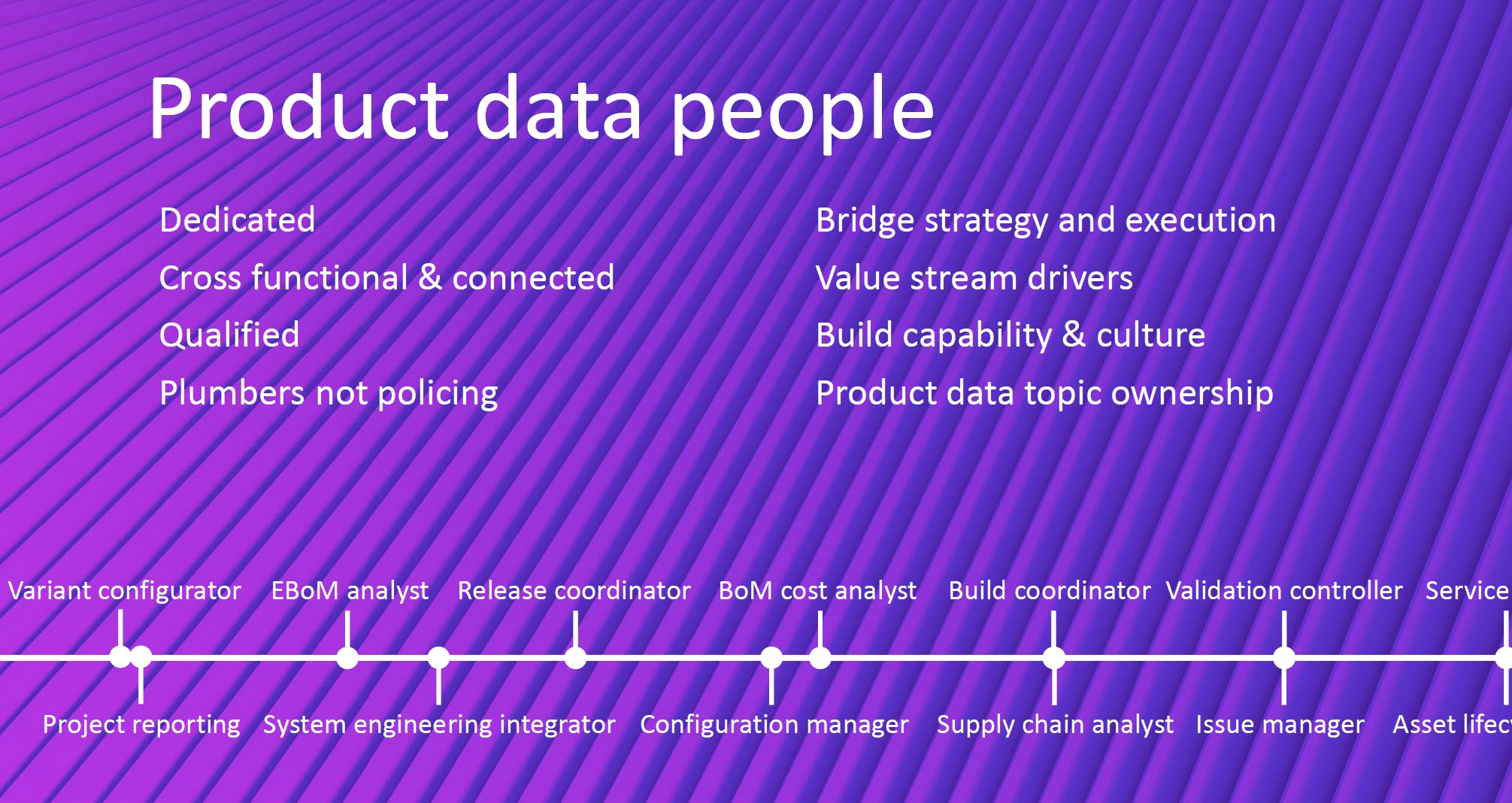
My learnings from this presentation are that you can make PLM stories fun, but even more important, instead of focusing on data quality by pushing each individual to be more accurate—it seems easy to push, but we know the quality; you should implement a workforce with this responsibility. The ROI for these people is clear.
![]() Note: I believe that once companies become more mature in working with data-driven tools and processes, AI will slowly take over the role of these product data people.
Note: I believe that once companies become more mature in working with data-driven tools and processes, AI will slowly take over the role of these product data people.
Conclusion
I greatly respect Helena Guitierez and the Share PLM team. I appreciate how they demonstrated that organizing a human-centric PLM summit brings much more excitement than traditional technology—or industry-focused PLM conferences. Starting from the human side of the transformation, the audience was much more diverse and connected.
Closing the conference with a fantastic flamenco performance was perhaps another excellent demonstration of the human-centric approach. The raw performance, a combination of dance, music, and passion, went straight into the heart of the audience – this is how PLM should be (not every day)
There is so much more to share. Meanwhile, you can read more highlights through Michal Finocchiaro’s overview channel here.
 First, an important announcement. In the last two weeks, I have finalized preparations for the upcoming Share PLM Summit in Jerez on 27-28 May. With the Share PLM team, we have been working on a non-typical PLM agenda. Share PLM, like me, focuses on organizational change management and the HOW of PLM implementations; there will be more emphasis on the people side.
First, an important announcement. In the last two weeks, I have finalized preparations for the upcoming Share PLM Summit in Jerez on 27-28 May. With the Share PLM team, we have been working on a non-typical PLM agenda. Share PLM, like me, focuses on organizational change management and the HOW of PLM implementations; there will be more emphasis on the people side.
Often, PLM implementations are either IT-driven or business-driven to implement a need, and yes, there are people who need to work with it as the closing topic. Time and budget are spent on technology and process definitions, and people get trained. Often, only train the trainer, as there is no more budget or time to let the organization adapt, and rapid ROI is expected.
This approach neglects that PLM implementations are enablers for business transformation. Instead of doing things slightly more efficiently, significant gains can be made by doing things differently, starting with the people and their optimal new way of working, and then providing the best tools.
The conference aims to start with the people, sharing human-related experiences and enabling networking between people – not only about the industry practices (there will be sessions and discussions on this topic too).
 If you are curious about the details, listen to the podcast recording we published last week to understand the difference – click on the image on the left.
If you are curious about the details, listen to the podcast recording we published last week to understand the difference – click on the image on the left.
And if you are interested and have the opportunity, join us and meet some great thought leaders and others with this shared interest.
Why is modern PLM a dream?
 If you are connected to the LinkedIn posts in my PLM feed, you might have the impression that everyone is gearing up for modern PLM. Articles often created with AI support spark vivid discussions. Before diving into them with my perspective, I want to set the scene by explaining what I mean by modern PLM and traditional PLM.
If you are connected to the LinkedIn posts in my PLM feed, you might have the impression that everyone is gearing up for modern PLM. Articles often created with AI support spark vivid discussions. Before diving into them with my perspective, I want to set the scene by explaining what I mean by modern PLM and traditional PLM.
Traditional PLM
Traditional PLM is often associated with implementing a PLM system, mainly serving engineering. Downstream engineering data usage is usually pushed manually or through interfaces to other enterprise systems, like ERP, MES and service systems.
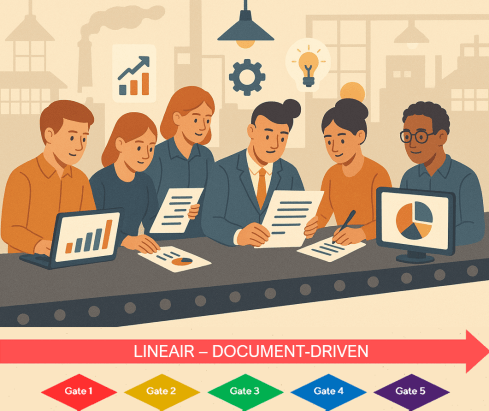
Traditional PLM is closely connected to the coordinated way of working: a linear process based on passing documents (drawings) and datasets (BOMs). Historically, CAD integrations have been the most significant characteristic of these systems.
 The coordinated approach fits people working within their authoring tools and, through integrations, sharing data. The PLM system becomes a system of record, and working in a system of record is not designed to be user-friendly.
The coordinated approach fits people working within their authoring tools and, through integrations, sharing data. The PLM system becomes a system of record, and working in a system of record is not designed to be user-friendly.
Unfortunately, most PLM implementations in the field are based on this approach and are sometimes characterized as advanced PDM.
You recognize traditional PLM thinking when people talk about the single source of truth.
Modern PLM
 When I talk about modern PLM, it is no longer about a single system. Modern PLM starts from a business strategy implemented by a data-driven infrastructure. The strategy part remains a challenge at the board level: how do you translate PLM capabilities into business benefits – the WHY?
When I talk about modern PLM, it is no longer about a single system. Modern PLM starts from a business strategy implemented by a data-driven infrastructure. The strategy part remains a challenge at the board level: how do you translate PLM capabilities into business benefits – the WHY?
More on this challenge will be discussed later, as in our PLM community, most discussions are IT-driven: architectures, ontologies, and technologies – the WHAT.
 For the WHAT, there seems to be a consensus that modern PLM is based on a federated
For the WHAT, there seems to be a consensus that modern PLM is based on a federated
I think this article from Oleg Shilovitsky, “Rethinking PLM: Is It Time to Move Beyond the Monolith?“ AND the discussion thread in this post is a must-read. I will not quote the content here again.
After reading Oleg’s post and the comments, come back here
The reason for this approach: It is a perfect example of the connected approach. Instead of collecting all the information inside one post (book ?), the information can be accessed by following digital threads. It also illustrates that in a connected environment, you do not own the data; the data comes from accountable people.
Building such a modern infrastructure is challenging when your company depends mainly on its legacy—the people, processes and systems. Where to change, how to change and when to change are questions that should be answered at the top and require a vision and evolutionary implementation strategy.
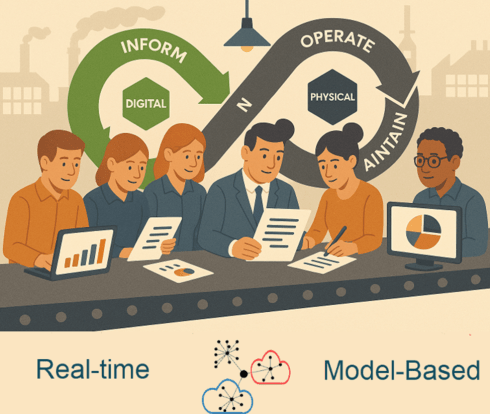
A company should build a layer of connected data on top of the coordinated infrastructure to support users in their new business roles. Implementing a digital twin has significant business benefits if the twin is used to connect with real-time stakeholders from both the virtual and physical worlds.
 But there is more than digital threads with real-time data. On top of this infrastructure, a company can run all kinds of modeling tools, automation and analytics. I noticed that in our PLM community, we might focus too much on the data and not enough on the importance of combining it with a model-based business approach. For more details, read my recent post: Model-based: the elephant in the room.
But there is more than digital threads with real-time data. On top of this infrastructure, a company can run all kinds of modeling tools, automation and analytics. I noticed that in our PLM community, we might focus too much on the data and not enough on the importance of combining it with a model-based business approach. For more details, read my recent post: Model-based: the elephant in the room.
Again, there are no quotes from the article; you know how to dive deeper into the connected topic.
 Despite the considerable legacy pressure there are already companies implementing a coordinated and connected approach. An excellent description of a potential approach comes from Yousef Hooshmand‘s paper: From a Monolithic PLM Landscape to a Federated Domain and Data Mesh.
Despite the considerable legacy pressure there are already companies implementing a coordinated and connected approach. An excellent description of a potential approach comes from Yousef Hooshmand‘s paper: From a Monolithic PLM Landscape to a Federated Domain and Data Mesh.
You might recognize modern PLM thinking when people talk about the nearest source of truth and the single source of change.
Is Intelligent PLM the next step?
 So far in this article, I have not mentioned AI as the solution to all our challenges. I see an analogy here with the introduction of the smartphone. 2008 was the moment that platforms were introduced, mainly for consumers. Airbnb, Uber, Amazon, Spotify, and Netflix have appeared and disrupted the traditional ways of selling products and services.
So far in this article, I have not mentioned AI as the solution to all our challenges. I see an analogy here with the introduction of the smartphone. 2008 was the moment that platforms were introduced, mainly for consumers. Airbnb, Uber, Amazon, Spotify, and Netflix have appeared and disrupted the traditional ways of selling products and services.
The advantage of these platforms is that they are all created data-driven, not suffering from legacy issues.
 In our PLM domain, it took more than 10 years for platforms to become a topic of discussion for businesses. The 2015 PLM Roadmap/PDT conference was the first step in discussing the Product Innovation Platform – see my The Weekend after PDT 2015 post.
In our PLM domain, it took more than 10 years for platforms to become a topic of discussion for businesses. The 2015 PLM Roadmap/PDT conference was the first step in discussing the Product Innovation Platform – see my The Weekend after PDT 2015 post.
At that time, Peter Bilello shared the CIMdata perspective, Marc Halpern (Gartner) showed my favorite positioning slide (below), and Martin Eigner presented, according to my notes, this digital trend in PLM in his session:” What becomes different for PLM/SysLM?”
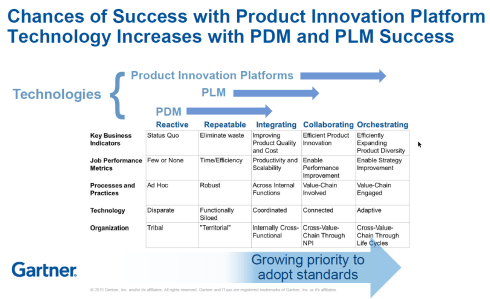
2015 Marc Halpern – the Product Innovation Platform (PIP)
While concepts started to become clearer, businesses mainly remained the same. The coordinated approach is the most convenient, as you do not need to reshape your organization. And then came the LLMs that changed everything.
Suddenly, it became possible for organizations to unlock knowledge hidden in their company and make it accessible to people.
Without drastically changing the organization, companies could now improve people’s performance and output (theoretically); therefore, it became a topic of interest for management. One big challenge for reaping the benefits is the quality of the data and information accessed.
 I will not dive deeper into this topic today, as Benedict Smith, in his article Intelligent PLM – CFO’s 2025 Vision, did all the work, and I am very much aligned with his statements. It is a long read (7000 words) and a great starting point for discovering the aspects of Intelligent PLM and the connection to the CFO.
I will not dive deeper into this topic today, as Benedict Smith, in his article Intelligent PLM – CFO’s 2025 Vision, did all the work, and I am very much aligned with his statements. It is a long read (7000 words) and a great starting point for discovering the aspects of Intelligent PLM and the connection to the CFO.
You might recognize intelligent PLM thinking when people and AI agents talk about the most likely truth.
Conclusion
Are you interested in these topics and their meaning for your business and career? Join me at the Share PLM conference, where I will discuss “The dilemma: Humans cannot transform—help them!” Time to work on your dreams!
Join us to discuss the (Intelligent) PLM dream
 In the last two weeks, I have had mixed discussions related to PLM, where I realized the two different ways people can look at PLM. Are implementing PLM capabilities driven by a cost-benefit analysis and a business case? Or is implementing PLM capabilities driven by strategy providing business value for a company?
In the last two weeks, I have had mixed discussions related to PLM, where I realized the two different ways people can look at PLM. Are implementing PLM capabilities driven by a cost-benefit analysis and a business case? Or is implementing PLM capabilities driven by strategy providing business value for a company?
Most companies I am working with focus on the first option – there needs to be a business case.
 This observation is a pleasant passageway into a broader discussion started by Rob Ferrone recently with his article Money for nothing and PLM for free. He explains the PDM cost of doing business, which goes beyond the software’s cost. Often, companies consider the other expenses inescapable.
This observation is a pleasant passageway into a broader discussion started by Rob Ferrone recently with his article Money for nothing and PLM for free. He explains the PDM cost of doing business, which goes beyond the software’s cost. Often, companies consider the other expenses inescapable.
 At the same time, Benedict Smith wrote some visionary posts about the potential power of an AI-driven PLM strategy, the most recent article being PLM augmentation – Panning for Gold.
At the same time, Benedict Smith wrote some visionary posts about the potential power of an AI-driven PLM strategy, the most recent article being PLM augmentation – Panning for Gold.
It is a visionary article about what is possible in the PLM space (if there was no legacy ☹), based on Robust Reasoning and how you could even start with LLM Augmentation for PLM “Micro-Tasks.
Interestingly, the articles from both Rob and Benedict were supported by AI-generated images – I believe this is the future: Creating an AI image of the message you have in mind.
![]() When you have digested their articles, it is time to dive deeper into the different perspectives of value and costs for PLM.
When you have digested their articles, it is time to dive deeper into the different perspectives of value and costs for PLM.
From a system to a strategy
 The biggest obstacle I have discovered is that people relate PLM to a system or, even worse, to an engineering tool. This 20-year-old misunderstanding probably comes from the fact that in the past, implementing PLM was more an IT activity – providing the best support for engineers and their data – than a business-driven set of capabilities needed to support the product lifecycle.
The biggest obstacle I have discovered is that people relate PLM to a system or, even worse, to an engineering tool. This 20-year-old misunderstanding probably comes from the fact that in the past, implementing PLM was more an IT activity – providing the best support for engineers and their data – than a business-driven set of capabilities needed to support the product lifecycle.
The System approach
Traditional organizations are siloed, and initially, PLM always had the challenge of supporting product information shared throughout the whole lifecycle, where there was no conventional focus per discipline to invest in sharing – every discipline has its P&L – and sharing comes with a cost.
 At the management level, the financial data coming from the ERP system drives the business. ERP systems are transactional and can provide real-time data about the company’s performance. C-level management wants to be sure they can see what is happening, so there is a massive focus on implementing the best ERP system.
At the management level, the financial data coming from the ERP system drives the business. ERP systems are transactional and can provide real-time data about the company’s performance. C-level management wants to be sure they can see what is happening, so there is a massive focus on implementing the best ERP system.
In some cases, I noticed that the investment in ERP was twenty times more than the PLM investment.
 Why would you invest in PLM? Although the ERP engine will slow down without proper PLM, the complexity of PLM compared to ERP is a reason for management to look at the costs, as the PLM benefits are hard to grasp and depend on so much more than just execution.
Why would you invest in PLM? Although the ERP engine will slow down without proper PLM, the complexity of PLM compared to ERP is a reason for management to look at the costs, as the PLM benefits are hard to grasp and depend on so much more than just execution.
See also my old 2015 article: How do you measure collaboration?
As I mentioned, the Cost of Non-Quality, too many iterations, time lost by searching, material scrap, manufacturing delays or customer complaints – often are considered inescapable parts of doing business (like everyone else) – it happens all the time..
The strategy approach
 It is clear that when we accept the modern definition of PLM, we should be considering product lifecycle management as the management of the product lifecycle (as Patrick Hillberg says eloquently in our Share PLM podcast – see the image at the bottom of this post, too).
It is clear that when we accept the modern definition of PLM, we should be considering product lifecycle management as the management of the product lifecycle (as Patrick Hillberg says eloquently in our Share PLM podcast – see the image at the bottom of this post, too).
When you implement a strategy, it is evident that there should be a long(er) term vision behind it, which can be challenging for companies. Also, please read my previous article: The importance of a (PLM) vision.
 I cannot believe that, although perhaps not fully understood, the importance of a data-driven approach will be discussed at many strategic board meetings. A data-driven approach is needed to implement a digital thread as the foundation for enhanced business models based on digital twins and to ensure data quality and governance supporting AI initiatives.
I cannot believe that, although perhaps not fully understood, the importance of a data-driven approach will be discussed at many strategic board meetings. A data-driven approach is needed to implement a digital thread as the foundation for enhanced business models based on digital twins and to ensure data quality and governance supporting AI initiatives.
It is a process I have been preaching: From Coordinated to Coordinated and Connected.
We can be sure that at the board level, strategy discussions should be about value creation, not about reducing costs or avoiding risks as the future strategy.
Understanding the (PLM) value
The biggest challenge for companies is to understand how to modernize their PLM infrastructure to bring value.
* Step 1 is obvious. Stop considering PLM as a system with capabilities, but investigate how you transform your infrastructure from a collection of systems and (document) interfaces towards a federated infrastructure of connected tools.
![]() Note: the paradigm shift from a Single Source of Truth (in my system) towards a Nearest Source of Truth and a Single Source of Change.
Note: the paradigm shift from a Single Source of Truth (in my system) towards a Nearest Source of Truth and a Single Source of Change.
* Step 2 is education. A data-driven approach creates new opportunities and impacts how companies should run their business. Different skills are needed, and other organizational structures are required, from disciplines working in siloes to hybrid organizations where people can work in domain-driven environments (the Systems of Record) and product-centric teams (the System of Engagement). AI tools and capabilities will likely create an effortless flow of information within the enterprise.
* Step 3 is building a compelling story to implement the vision. Implementing new ways of working based on new technical capabilities requires also organizational change. If your organization keeps working similarly, you might gain some percentage of efficiency improvements.
 The real benefits come from doing things differently, and technology allows you to do it differently. However, this requires people to work differently, too, and this is the most common mistake in transformational projects.
The real benefits come from doing things differently, and technology allows you to do it differently. However, this requires people to work differently, too, and this is the most common mistake in transformational projects.
Companies understand the WHY and WHAT but leave the HOW to the middle management.
 People are squeezed into an ideal performance without taking them on the journey. For that reason, it is essential to build a compelling story that motivates individuals to join the transformation. Assisting companies in building compelling story lines is one of the areas where I specialize.
People are squeezed into an ideal performance without taking them on the journey. For that reason, it is essential to build a compelling story that motivates individuals to join the transformation. Assisting companies in building compelling story lines is one of the areas where I specialize.
Feel free to contact me to explore the opportunity for your business.
It is not the technology!
With the upcoming availability of AI tools, implementing a PLM strategy will no longer depend on how IT understands the technology, the systems and the interfaces needed.

As Yousef Hooshmand‘s above image describes, a federated infrastructure of connected (SaaS) solutions will enable companies to focus on accurate data (priority #1) and people creating and using accurate data (priority #1). As you can see, people and data in modern PLM are the highest priority.
Therefore, I look forward to participating in the upcoming Share PLM Summit on 27-28 May in Jerez.

It will be a breakthrough – where traditional PLM conferences focus on technology and best practices. This conference will focus on how we can involve and motivate people. Regardless of which industry you are active in, it is a universal topic for any company that wants to transform.
Conclusion
Returning to this article’s introduction, modern PLM is an opportunity to transform the business and make it future-proof. It needs to be done for sure now or in the near future. Therefore PLM initiatives should be considered from the value point first instead of focusing on the costs. How well are you connected to your management’s vision to make PLM a value discussion?

Enjoy the podcast – several topics discuss relate to this post.
In my business ecosystem, I have seen a lot of discussions about technical and architectural topics since last year that are closely connected to the topic of artificial intelligence. We are discussing architectures and solutions that will make our business extremely effective. The discussion is mostly software vendor-driven as vendors usually do not have to deal with the legacy, and they can imagine focusing on the ultimate result.
Legacy (people, skills, processes and data) is the mean inhibitor for fast forward in such situations, as I wrote in my previous post: Data, Processes and AI.
However, there are also less visible discussions about business efficiency – methodology and business models – and future sustainability.
 These discussions are more challenging to follow as you need a broader and long-term vision, as implementing solutions/changes takes much longer than buying tools.
These discussions are more challenging to follow as you need a broader and long-term vision, as implementing solutions/changes takes much longer than buying tools.
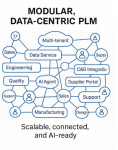
This time, I want to revisit the discussion on modularity and the need for business efficiency and sustainability.
Modularity – what is it?
 Modularity is a design principle that breaks a system into smaller, independent, and interchangeable components, or modules, that function together as a whole. Each module performs a specific task and can be developed, tested, and maintained separately, improving flexibility and scalability.
Modularity is a design principle that breaks a system into smaller, independent, and interchangeable components, or modules, that function together as a whole. Each module performs a specific task and can be developed, tested, and maintained separately, improving flexibility and scalability.
Modularity is a best practice in software development. Although modular thinking takes a higher initial effort, the advantages are enormous for reuse, flexibility, optimization, or adding new functionality. And as software code has no material cost or scrap, modular software solutions excel in delivery and maintenance.
 In the hardware world, this is different. Often, companies have a history of delivering a specific (hardware) solution, and the product has been improved by adding features and options where the top products remain the company’s flagships.
In the hardware world, this is different. Often, companies have a history of delivering a specific (hardware) solution, and the product has been improved by adding features and options where the top products remain the company’s flagships.
Modularity enables easy upgrades and replacements in hardware and engineering, reducing costs and complexity. As I work mainly with manufacturing companies in my network, I will focus on modularity in the hardware world.
Modularity – the business goal
How often have you heard that a business aims to transition from Engineering to Order (ETO) to Configure/Build to Order (BTO) or Assemble to Order (ATO)? Companies often believe that the starting point of implementing a PLM system is enough, as it will help identify commonalities in product variations, therefore leading to more modular products.
 The primary targeted business benefits often include reduced R&D time and cost but also reduced risk due to component reuse and reuse of experience. However, the ultimate goal for CTO/ATO companies is to minimize R&D involvement in their sales and delivery process.
The primary targeted business benefits often include reduced R&D time and cost but also reduced risk due to component reuse and reuse of experience. However, the ultimate goal for CTO/ATO companies is to minimize R&D involvement in their sales and delivery process.
More options can be offered to potential customers without spending more time on engineering.
 Four years ago, I discussed modularity with Björn Eriksson and Daniel Strandhammar, who wrote “The Modular Way” during the COVID-19 pandemic. I liked the book because it is excellent for understanding the broader scope of modularity along with marketing, sales, and long-term strategy. Each business type has its modularity benefits.
Four years ago, I discussed modularity with Björn Eriksson and Daniel Strandhammar, who wrote “The Modular Way” during the COVID-19 pandemic. I liked the book because it is excellent for understanding the broader scope of modularity along with marketing, sales, and long-term strategy. Each business type has its modularity benefits.
I had a follow-up discussion with panelists active in modularization and later with Daniel Strandhammar about the book’s content in this blog post: PLM and Modularity.
Next, I got involved with the North European Modularity Network (NEM) group, a group of Scandinavian companies that share modularization experiences and build common knowledge.
 Historically, modularization has been a popular topic in North Europe, and meanwhile, the group is expanding beyond Scandinavia. Participants in the group focus on education-sharing strategies rather than tools.
Historically, modularization has been a popular topic in North Europe, and meanwhile, the group is expanding beyond Scandinavia. Participants in the group focus on education-sharing strategies rather than tools.
The 2023 biannual meeting I attended hosted by Vestas in Ringkobing was an eye-opener for me.
We should work more integrated, not only on the topic of Modularity and PLM but also on a third important topic: Sustainability in the context of the Circular Economy.
You can review my impression of the event and presentation in my post: “The week after North European Modularity (NEM)“
That post concludes that Modularity, like PLM, is a strategy rather than an R&D mission. Integrating modularity topics into PLM conferences or Circular Economy events would facilitate mutual learning and collaboration.
Modularity and Sustainability
![]() The PLM Green Global Alliance started in 2020 initially had few members. However, after significant natural disasters and the announcement of regulations related to the European Green Deal, sustainability became a management priority. Greenwashing was no longer sufficient.
The PLM Green Global Alliance started in 2020 initially had few members. However, after significant natural disasters and the announcement of regulations related to the European Green Deal, sustainability became a management priority. Greenwashing was no longer sufficient.
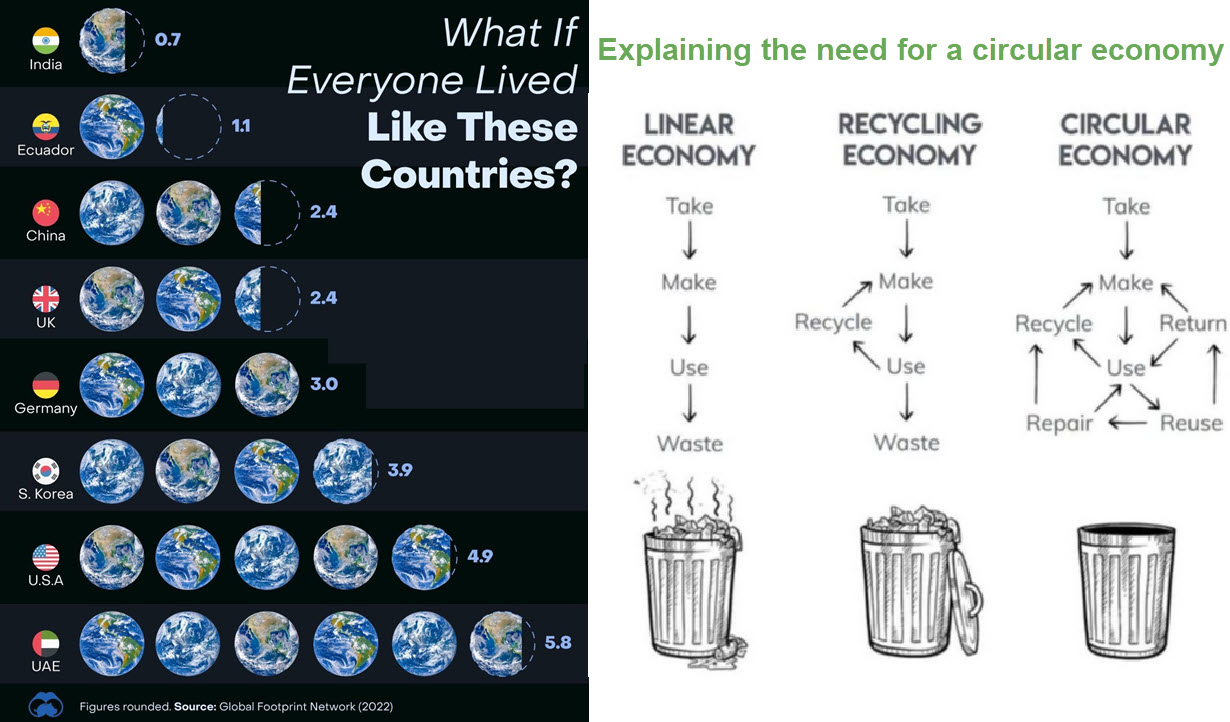
One key topic discussed in the PLM Green Global Alliance is the circular economy moderated by CIMPA PLM services. The circular economy is crucial as our current consumption of Earth’s resources is unsustainable.
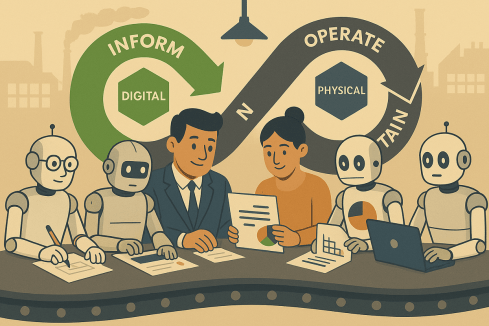
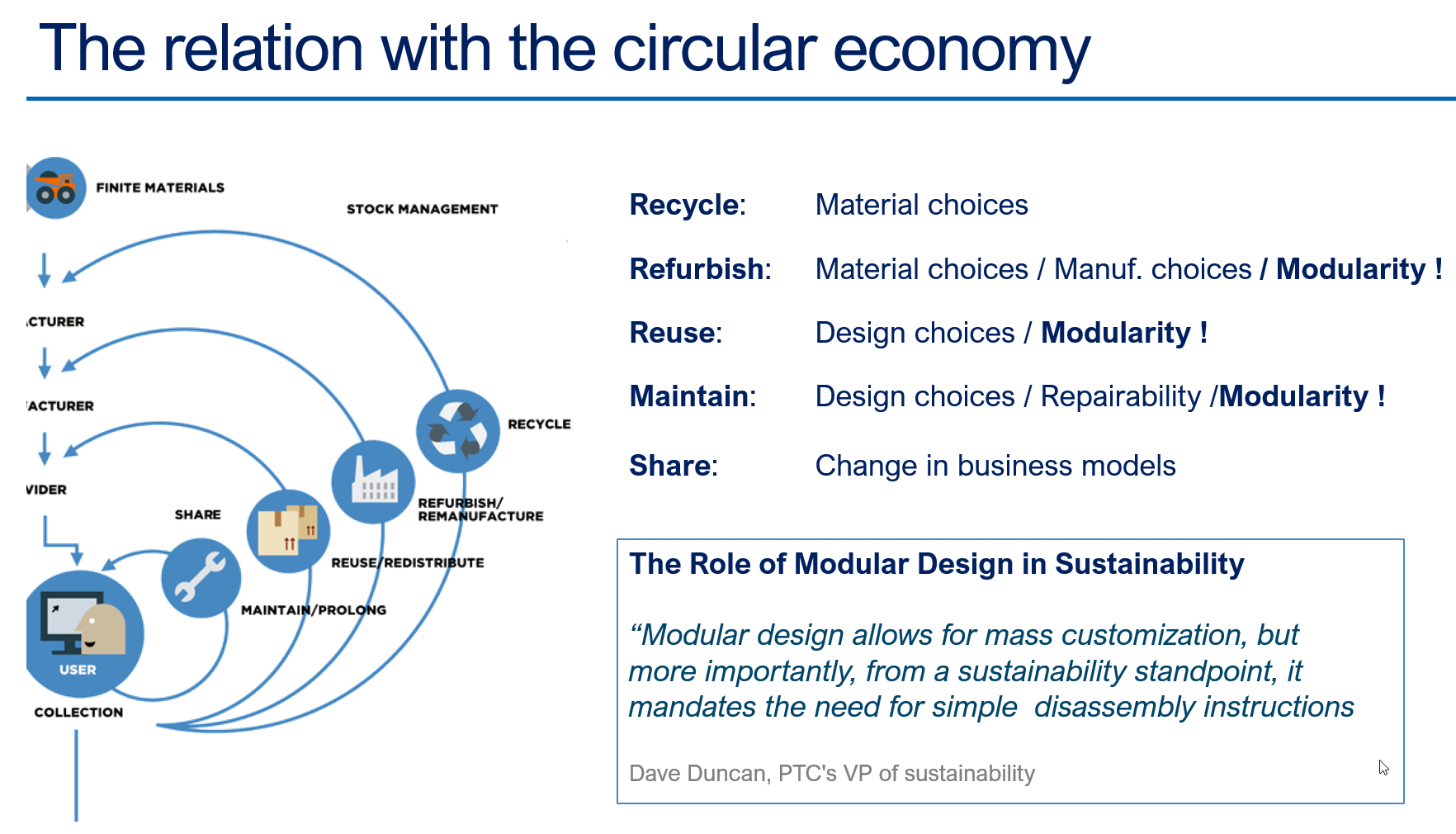
The well-known butterfly diagram from the Ellen MacArthur Foundation below, illustrates the higher complexity of a circular economy, both for the renewables (left) and the hardware (right)
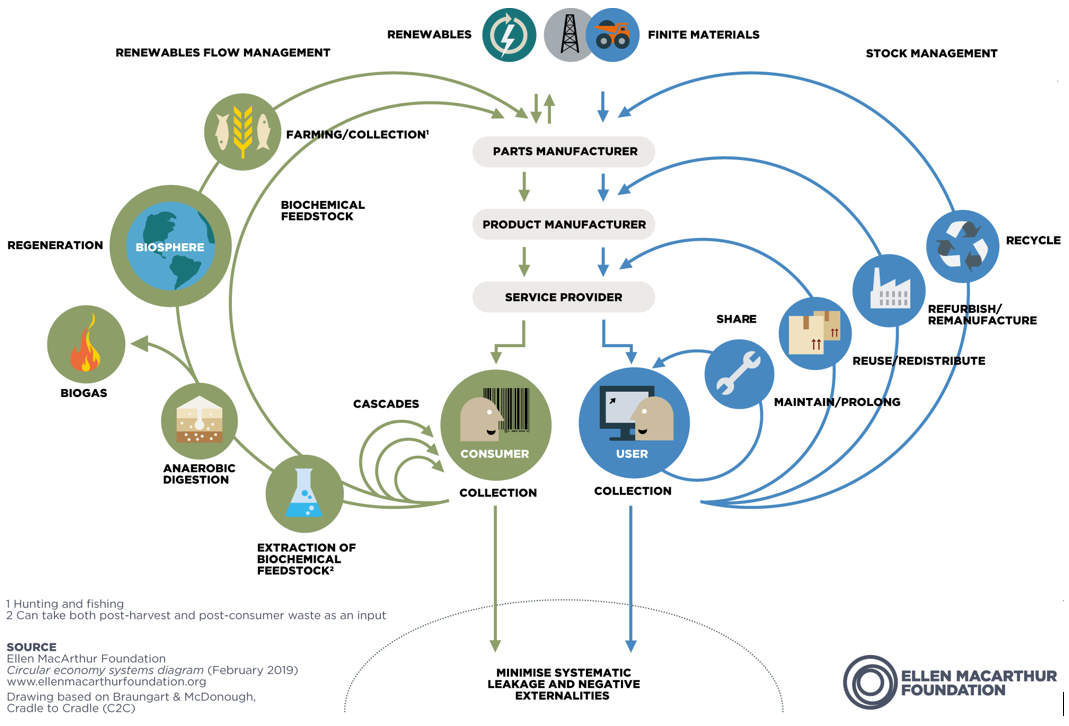
In a circular economy, modularity is essential. The SHARE loop focuses on a Product Service Model, where companies provide services based on products used by different users. This approach requires a new business model, customer experience, and durable hardware. After Black Friday last year, I wrote about this transition: The Product Service System and a Circular Economy.
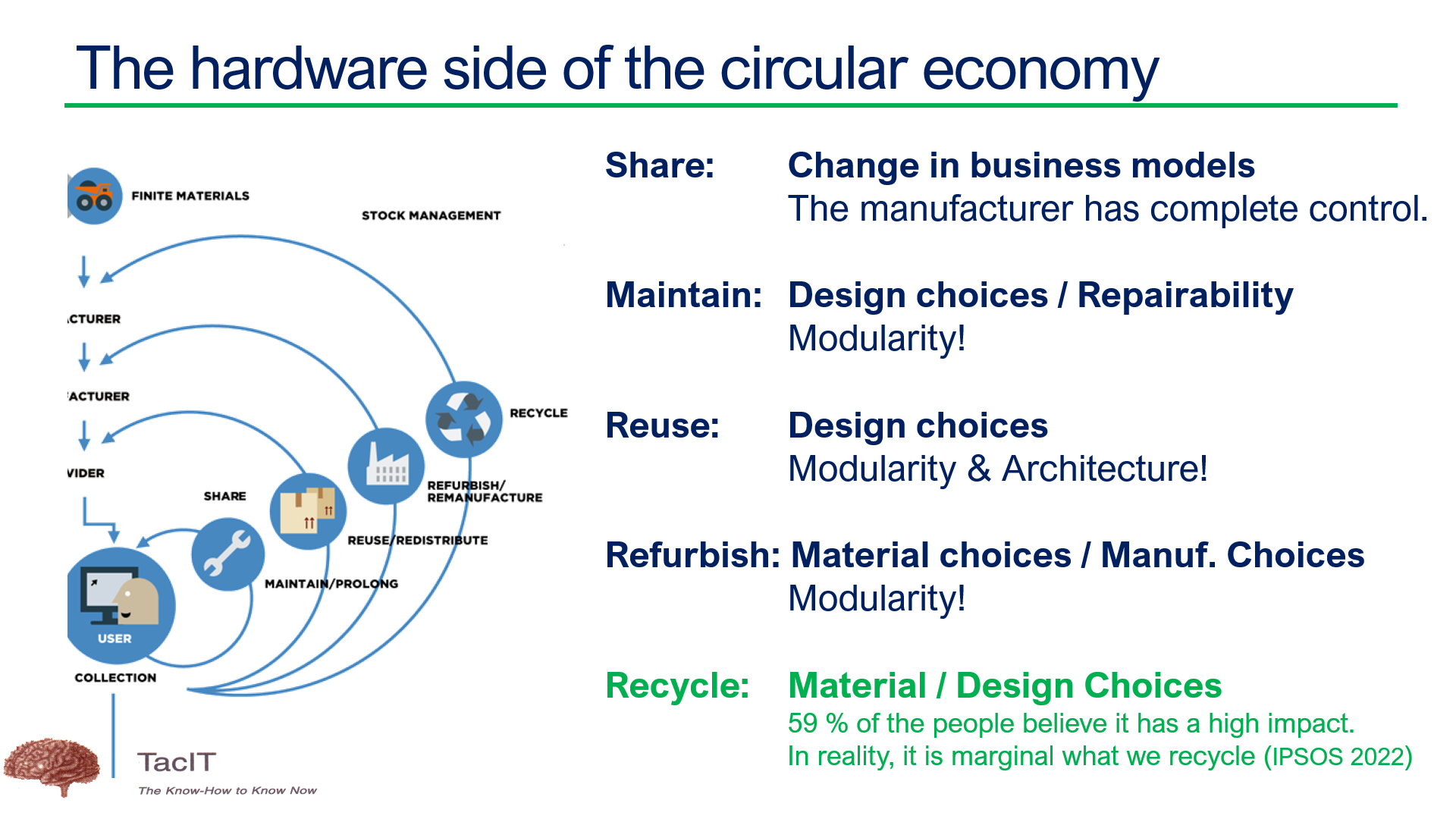
Modularity is vital in the MAINTAIN/PROLONG loop. Modular products can be upgraded without replacing the entire product, and modules are easier to repair. An example is Fairphone from the Netherlands, where users can repair and upgrade their smartphones, contributing to sustainability.
In the REUSE/REMANUFACTURE loop, modularity allows for reusing hardware parts when electronics or software components are upgraded. This approach reduces waste and supports sustainability.
The REFURBISH/REMANUFACTURE loop also benefits from modularity, though to a lesser extent. This loop helps preserve scarce materials, such as batteries, reducing the need for resource extraction from places like the moon, Mars, or Greenland.
A call for action
 If you reached this point of the article, my question is now to reflect on your business or company. Modularity is, for many companies, a dream (or vision) and will become, for most companies, a must to provide a sustainable business.
If you reached this point of the article, my question is now to reflect on your business or company. Modularity is, for many companies, a dream (or vision) and will become, for most companies, a must to provide a sustainable business.
Modularity does not depend on PLM technology, as famous companies like Scania, Electrolux and Vestas have shown (in my reference network).
Where is your company and its business offerings?
 IMPORTANT:
IMPORTANT:
If you aim to implement modularity to support the concepts of the Circular Economy, make sure you do it in a data-driven, model-based environment – here, technology counts.
Conclusion
Don’t miss the focus on the potential relevance of modularity for your company. Modularity improves business and sustainability, AND it touches all enterprise stakeholders. Technology alone will not save the business. Your thoughts?

Do you want to learn more about implementing PLM at an ETO space company?
Listen to our latest podcast: OHB’s Digital Evolution: Transforming Aerospace PLM with Lucía Núñez Núñez
 First, I wish you all a prosperous 2025 and hope you will take the time to digest information beyond headlines.
First, I wish you all a prosperous 2025 and hope you will take the time to digest information beyond headlines.
Taking time to digest information is my number one principle now, which means you will see fewer blog posts from my side and potentially more podcast recordings.
My theme for 2025 : “It is all about people, data,
a sustainable business and a smooth digital transformation”.
Fewer blog posts
Fewer blog posts, as although AI might be a blessing for content writers, it becomes as exciting as Wikipedia pages. Here, I think differently than Oleg Shilovitsky, whose posts brought innovative thoughts to our PLM community – “Just my thoughts”.
![]() Now Oleg endorses AI, as you can read in his post: PLM in 2025: A new chapter of blogging transformation. I asked ChatGPT to summarize my post in 50 words, and this is the answer I got – it saves you reading the rest:
Now Oleg endorses AI, as you can read in his post: PLM in 2025: A new chapter of blogging transformation. I asked ChatGPT to summarize my post in 50 words, and this is the answer I got – it saves you reading the rest:
The author’s 2025 focus emphasizes digesting information deeply, reducing blog posts, and increasing podcast recordings exploring real-life PLM applications. They stress balancing people and data-centric strategies, sustainable digital transformation, AI’s transformative role, and forward-looking concepts like Fusion Strategy. Success requires prioritizing business needs, people, and accurate data to harness AI’s potential.
![]() Summarizing blog posts with AI saves you time. Thinking about AI-generated content, I understand that when you work in marketing, you want to create visibility for your brand or offer.
Summarizing blog posts with AI saves you time. Thinking about AI-generated content, I understand that when you work in marketing, you want to create visibility for your brand or offer.
Do we need a blogging transformation? I am used to browsing through marketing content and then looking for the reality beyond it – facts and figures. Now it will be harder to discover innovative thoughts in this AI-generated domain.
Am I old fashioned? Time will tell.
More podcast recordings
![]() As I wrote in a recent post, “PLM in real life and Gen AI“, I believe we can learn much from exploring real-life examples. You can always find the theory somewhere and many of the articles make sense and address common points. Some random examples:
As I wrote in a recent post, “PLM in real life and Gen AI“, I believe we can learn much from exploring real-life examples. You can always find the theory somewhere and many of the articles make sense and address common points. Some random examples:
- Top 4 Reasons Why PLM Implementations Fail
- 13 Common PLM Implementation Problems And How to Avoid Them
- 10 steps to a Successful PLM implementation
- 11 Essential Product Lifecycle Management Best Practices for Success
 Similar recommendations exist for topics like ERP, MES, CRM or Digital Transformation (one of the most hyped terms).
Similar recommendations exist for topics like ERP, MES, CRM or Digital Transformation (one of the most hyped terms).
They all describe WHAT to do or not to do. The challenge however is: HOW to apply this knowledge in your unique environment, considering people, skills, politics and culture.
With the focus on the HOW, I worked with Helena Gutierrez last year on the Share PLM podcast series 2. In this series, we interviewed successful individuals from various organizations to explore HOW they approached PLM within their companies. Our goal was to gain insights from their experiences, particularly those moments when things didn’t go as planned, as these are often the most valuable learning opportunities.
 I am excited to announce that the podcast will continue this year with Series 3! Joining me this season will be Beatriz Gonzales, Share PLM’s co-founder and new CEO. For Series 3, we’ve decided to broaden the scope of our interviews. In addition to featuring professionals working within companies, we’ll also speak with external experts, such as coaches and implementation partners, who support organizations in their PLM journey.
I am excited to announce that the podcast will continue this year with Series 3! Joining me this season will be Beatriz Gonzales, Share PLM’s co-founder and new CEO. For Series 3, we’ve decided to broaden the scope of our interviews. In addition to featuring professionals working within companies, we’ll also speak with external experts, such as coaches and implementation partners, who support organizations in their PLM journey.
Our goal is to uncover not only best practices from these experts but also insights into emerging “next practices.”
Stay tuned for series 3!
#datacentric or #peoplecentric ?
The title of the paragraph covers topics from the previous paragraphs and it was also the theme from a recent post shared through LinkedIn from Lionel Grealou: Driving Transformation: Data or People First?
We all agree here that it is not either one or the other, and as the discussion related to the post further clarifies, it is about a business strategy that leads to both of these aspects.
This is the challenge with strategies. A strategy can be excellent – on paper – the success comes from the execution.
This discussion reminds me of the lecture Yousef Hooshmand gave at the PLM platform in the Netherlands last year – two of his images that could cover the whole debate:
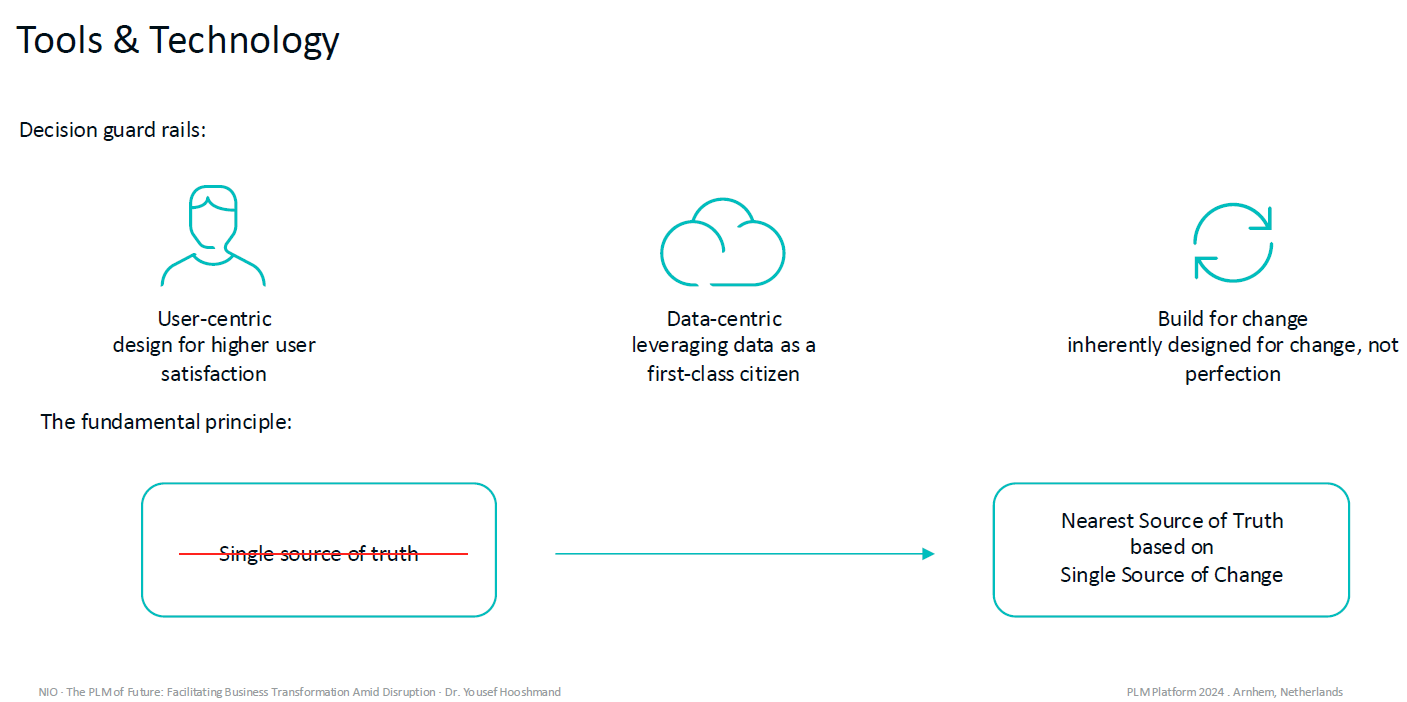
Whatever you implement starts from the user experience, giving the data-centric approach the highest priority and designing the solution for change, meaning avoiding embedded hard-coded ways of working.
![]() While companies strive to standardize processes to provide efficiency and traceability, the processes should be reconfigurable or adaptable when needed, reconfigured on reliable data sources.
While companies strive to standardize processes to provide efficiency and traceability, the processes should be reconfigurable or adaptable when needed, reconfigured on reliable data sources.
Jan Bosch shared this last thought too in his Digital Reflection #5: Cog in the Machine. My favorite quote from this refection
“However, in a world where change is accelerating, we need to organize ourselves in ways that make it easy to incorporate change and not ulcer-inducing hard. How do we get there?”
Of course, before we reach tools and technology, the other image Yousef Hooshmand shared below gives a guiding principle that I believe everyone should follow in their context.

It starts with having a C-level long-term commitment when you want to perform a business transformation, and then, in an MVP approach, you start from the business, which will ultimately lead you to the tools and technologies.
 The challenge seen in this discussion is that:
The challenge seen in this discussion is that:
most manufacturing companies are still too focused on investing in what they are good at now and do not explore the future enough.
This behavior is why Industry 4.0 is still far from being implemented, and the current German manufacturing industry is in a crisis.
It requires an organization that understands the big picture and has a (fusion) strategy.
Fusion Strategy ?
 Is the Fusion Strategy the next step, as Steef Klein often mentions in our PLM discussions? The Fusion Strategy, introduced by world-renowned innovation guru Vijay Govindarajan (The Three Box Solution) and digital strategy expert Venkat Venkatraman (Fusion Strategy), offers a roadmap that will help industrial companies combine what they do best – creating physical products – with what digital technology companies do best – capturing and analyzing data through algorithms and AI.
Is the Fusion Strategy the next step, as Steef Klein often mentions in our PLM discussions? The Fusion Strategy, introduced by world-renowned innovation guru Vijay Govindarajan (The Three Box Solution) and digital strategy expert Venkat Venkatraman (Fusion Strategy), offers a roadmap that will help industrial companies combine what they do best – creating physical products – with what digital technology companies do best – capturing and analyzing data through algorithms and AI.
 It is a topic I want to explore this year and see how to connect it to companies in my ecosystem. It is an unknown phenomenon as most of them struggle with a data-driven foundation and skills and focus on the right AI applications.
It is a topic I want to explore this year and see how to connect it to companies in my ecosystem. It is an unknown phenomenon as most of them struggle with a data-driven foundation and skills and focus on the right AI applications.
The End of SaaS?
 A potential interesting trend als related to AI I want to clarify further is the modern enterprise architecture . Over the past two years, we have seen a growing understanding that we should not think in systems connected through interfaces but towards a digitally connected infrastructure where APIs, low-code platforms or standardized interfaces will be responsible for real-time collaboration.
A potential interesting trend als related to AI I want to clarify further is the modern enterprise architecture . Over the past two years, we have seen a growing understanding that we should not think in systems connected through interfaces but towards a digitally connected infrastructure where APIs, low-code platforms or standardized interfaces will be responsible for real-time collaboration.
I wrote about these concepts in my PLM Roadmap / PDT Europe review. Look at the section: R-evolutionizing PLM and ERP and Heliple. At that time, I shared the picture below, which illustrates the digital enterprise.
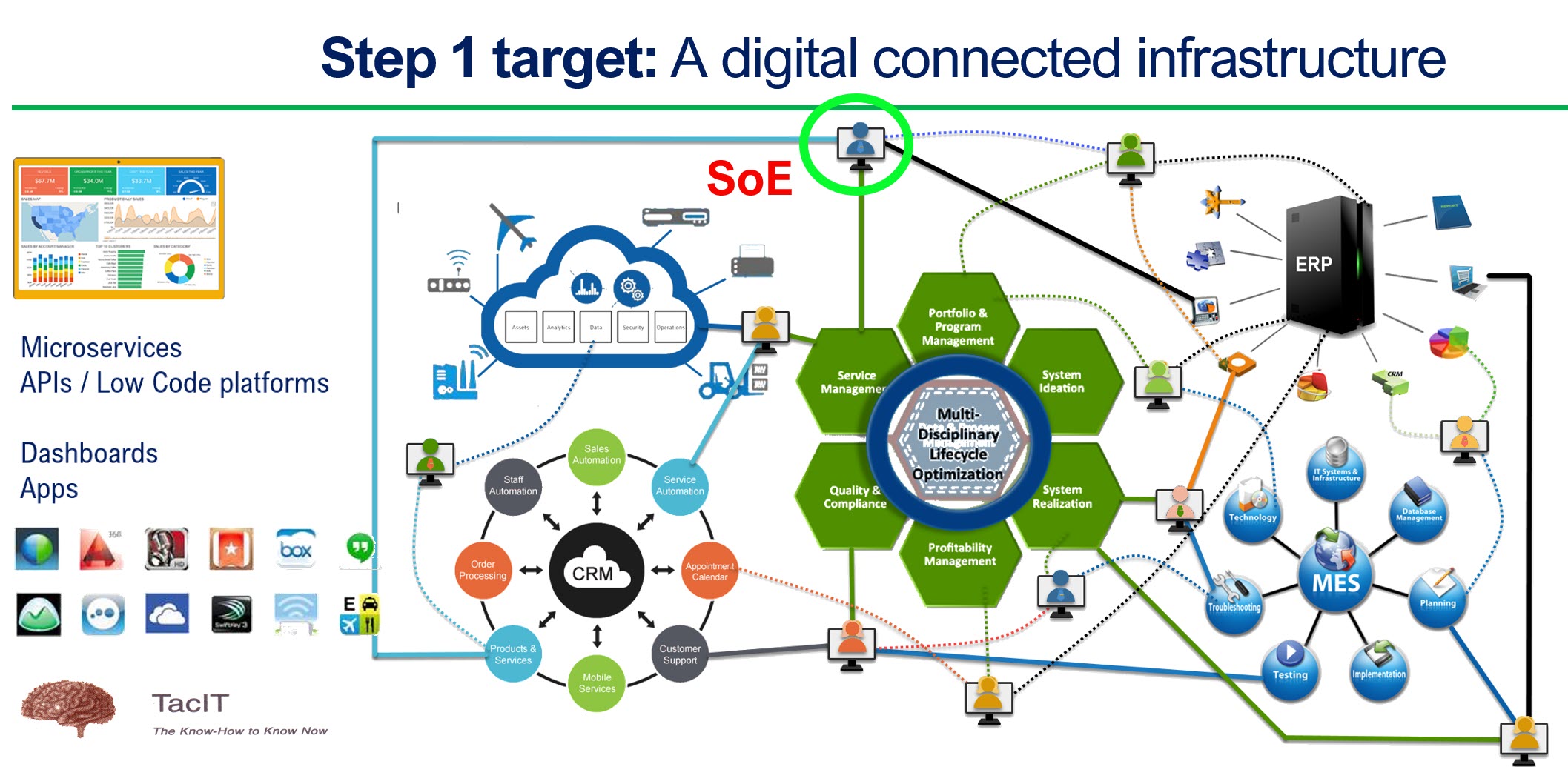
The five depicted platforms in the image ( IIoT, CRM, PLM, ERP, MES) are not necessarily a single system. They can be an ecosystem of applications and services providing capabilities in that domain. In modern ways of thinking, each platform could be built upon a SaaS portfolio, ensuring optimal and scalable collaboration based on the company’s needs.
Implementing such an enterprise based on a combination of SaaS offerings might be a strategy for companies to eliminate IT overhead.
However, known forward-thinking experts like Vijay Govindarajan and Venkat Venkatraman with their Fusion Strategy. Also, Satya Nadella, CEO of Microsoft, imagines instead of connected platforms a future with an AI layer taking care of the context of the information – the Microsoft Copilot message. Some of his statements:
This transformation is poised to disrupt traditional tools and workflows, paving the way for a new generation of applications.
The business logic is all going to these AI agents. They’re not going to discriminate between what the backend is — they’ll update multiple databases, and all the logic will be in the AI tier.
Software as a Business Weapon?
Interesting thoughts to follow and to combine with this Forbes article, The End Of The SaaS Era: Rethinking Software’s Role In Business by Josipa Majic Predin. She introduces the New Paradigm: Software as a Business Weapon.
Quote:
Instead of focusing solely on selling software subscriptions, innovative companies are using software to enhance and transform existing businesses. The goal is to leverage technology to make certain businesses significantly more valuable, efficient, and competitive.
This approach involves developing software that can improve the operations of “real world” businesses by 20-30% or more. By creating such powerful tools, technology companies can position themselves to acquire or partner with the businesses they’ve enhanced, thereby capturing a larger share of the value they’ve created.
It is interesting to see these thoughts popping up, usually 10 to 20 years ahead before companies adopt them. However, I believe with AI’s unleashed power, this is where we should be active and learn. It is an exciting area where terms like eBOM or mBOM sound hackneyed.
Sustainability?
As a PLM Green Global Alliance member, I will continue to explore topics related to PLM and how they can serve Sustainability. They are connected as the image from the 2022 PLM Roadmap/PDT Europe indicates:
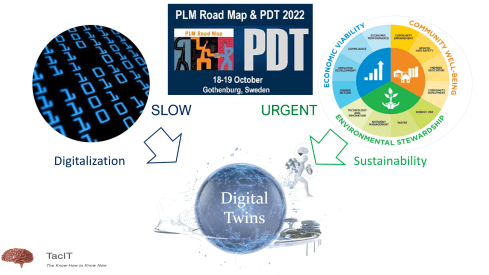
I will keep on focusing on separate areas within my PGGA network.
Conclusion
I believe 2025 will be the year to focus on understanding the practical applications of AI. Amid the hype and noise, there lies significant potential to re-imagine our PLM landscape and vision. However, success begins with prioritizing the business, empowering people, and ensuring accurate data.

 This year, I will celebrate 25 years since I started my company, TacIT, to focus on knowledge management. However, quickly, I was back in the domain of engineering data management, which became a broader topic, which we now call PLM.
This year, I will celebrate 25 years since I started my company, TacIT, to focus on knowledge management. However, quickly, I was back in the domain of engineering data management, which became a broader topic, which we now call PLM.
Looking back, there have been significant changes in these 25 years, from systems to strategy, for documents to data, from linear to iterative. However, in this post, I want to look at my 2024 observations to see where we can progress. This brings me to the first observation.
PLM is human
Despite many academic and marketing arguments describing WHAT and WHY companies need specific business or software capabilities, there is, above all, the need for people to be personally inspired and connected. We want to belong to a successful group of people, teams and companies because we are humans, not resources.

It is all about people, which was also the title of my session during the March 2024 3DEXPERIENCE User Conference in Eindhoven (NL). I led a panel discussion on the importance of people with Dr. Cara Antoine, Daniel Schöpf, and Florens Wolters, each of whom actively led transformational initiatives within their companies.
 Through Dr. Cara Antoine, e at Capgemini and a key voice for women in tech, I learned about her book Make It Personal. The book inspired me and motivated me to continue using a human-centric approach. Give this book to your leadership and read it yourself. It is practical, easy to read, and encouraging
Through Dr. Cara Antoine, e at Capgemini and a key voice for women in tech, I learned about her book Make It Personal. The book inspired me and motivated me to continue using a human-centric approach. Give this book to your leadership and read it yourself. It is practical, easy to read, and encouraging
Recently, in my post “PLM in real life and Gen AI“, I shared insights related to PLM blogs and Gen AI – original content is becoming increasingly the same, and the human touch is disappearing, while generating more and longer blogs.
 I propose keeping Gen AI-generated text for the boring part of PLM and exploring the human side of PLM engagements in blogs. What does this mean? In the post, I also shared the highlights of the Series 2 podcast I did together with Helena Gutierrez from Share PLM. Every recording had its unique human touch and knowledge.
I propose keeping Gen AI-generated text for the boring part of PLM and exploring the human side of PLM engagements in blogs. What does this mean? In the post, I also shared the highlights of the Series 2 podcast I did together with Helena Gutierrez from Share PLM. Every recording had its unique human touch and knowledge.
We are now in full preparation for Series 3—let us know who your hero is and who should be our guest in 2025!
PLM is business
One of the most significant changes I noticed in my PLM-related projects was that many of the activities connected the PLM activities to the company’s business objectives. Not surprisingly, it was mostly a bottom-up activity, explaining to the upper management that a modern, data-driven PLM strategy is crucial to achieving business or sustainability goals.
I wrote two long posts about these experiences. The first one,” PLM – business first,” zooms in on the changing mindset that PLM is not an engineering system anymore but part of a digital infrastructure that supports companies in achieving their business goals. The image below from Dr. Yousef Hooshmand is one of my favorites in this context. The 5 + 1 steps, where the extra step is crucial: Long Executive Commitment.
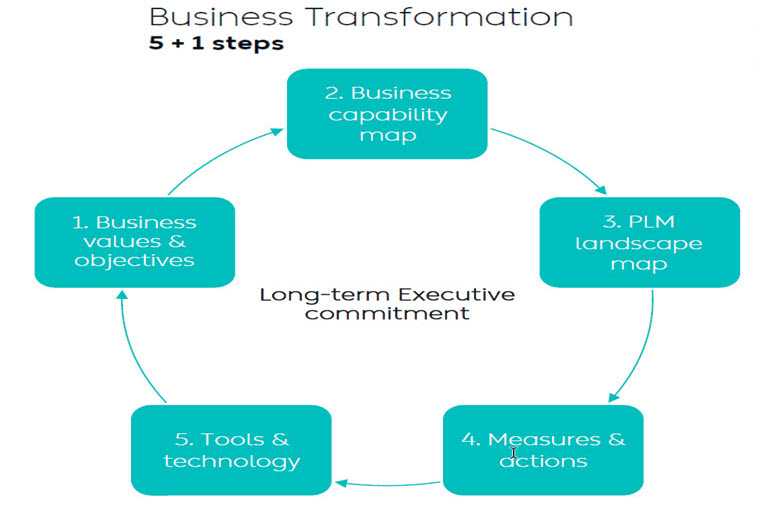
So, to get an executive commitment, you need to explain and address business challenges.
Executive commitment and participation can be achieved through a Benefits Dependency Network approach, as illustrated in this webinar I did with the Heliple-2 team, where we were justifying the business needs for Federated PLM. More about the Federated PLM part in the next paragraph.

Another point to consider is that when the PLM team is part of the IT organization (the costs side), they have a big challenge in leading or even participating in business discussions. In this context, read (again) Jan Bosch’s post: Structure Eats Strategy.
 The second post, more recent, summarized the experiences I had with several customer engagements. The title says it all: “Don’t use the P**-word! – 5 lessons learned“, with an overlap in content with the first post.
The second post, more recent, summarized the experiences I had with several customer engagements. The title says it all: “Don’t use the P**-word! – 5 lessons learned“, with an overlap in content with the first post.
Conclusion: A successful PLM strategy starts with the business and needs storytelling to align all stakeholders with a shared vision or goal.
PLM is technology
This year has seen the maturation of PLM technology concepts. We are moving away from a monolithic PLM system and exploring federated and connected infrastructures, preferably a mix of Systems of Record (the old PLMs/ERPs) and Systems of Engagement (the new ways of domain collaboration). The Heliple project manifests such an approach, where the vertical layers are Systems of Record, and the horizontal modules could be Systems of Engagement.
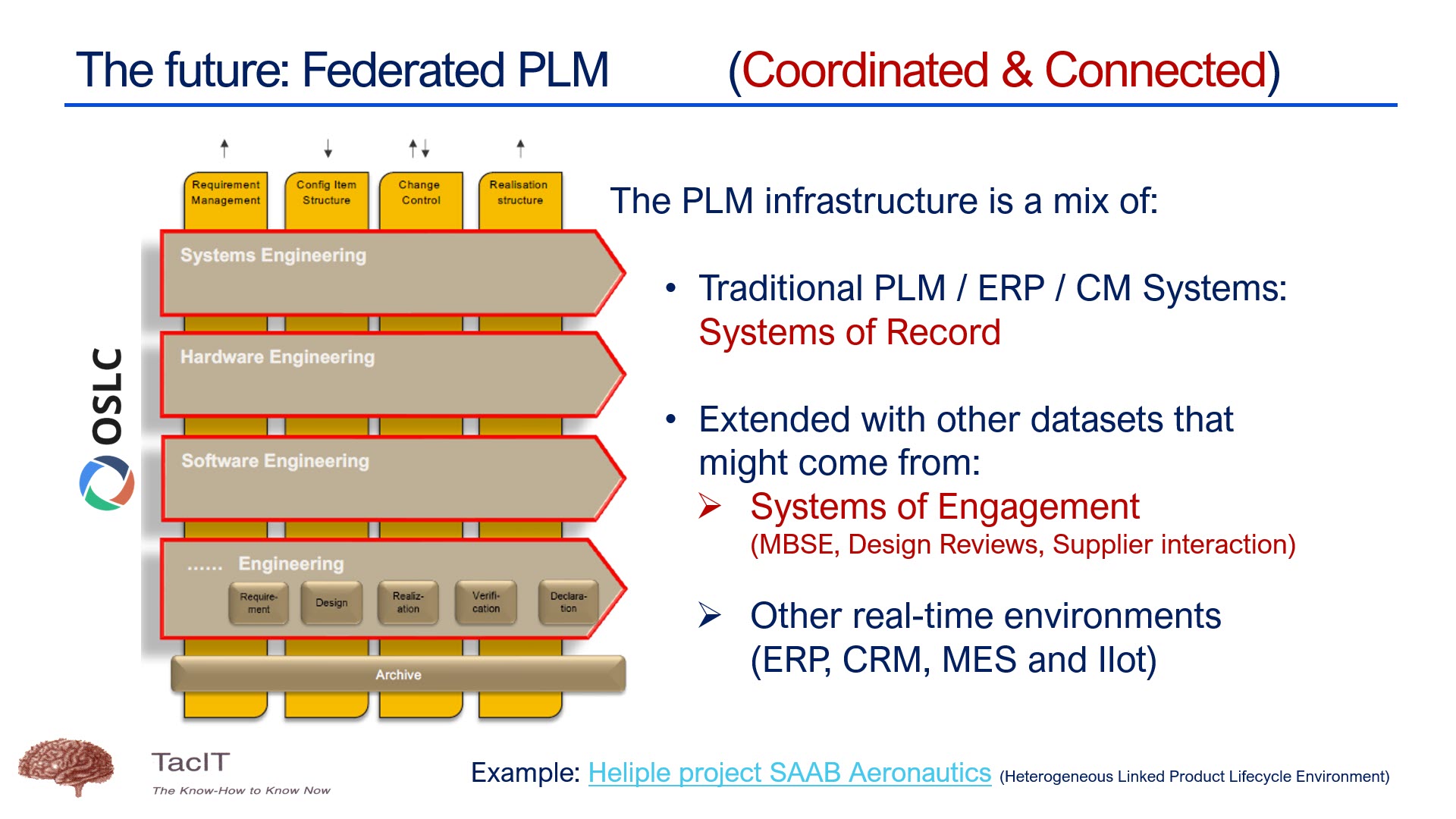
I had several discussions with typical System of Engagement vendors, like Colab (“Where traditional PLM fails”) and Partful (“Connected Digital Thread for Lower and Mid-market OEMs“), but I also had broader discussions during the PLM Roadmap PDT Europe conference – see: R-evolutionizing PLM and ERP and Heliple.
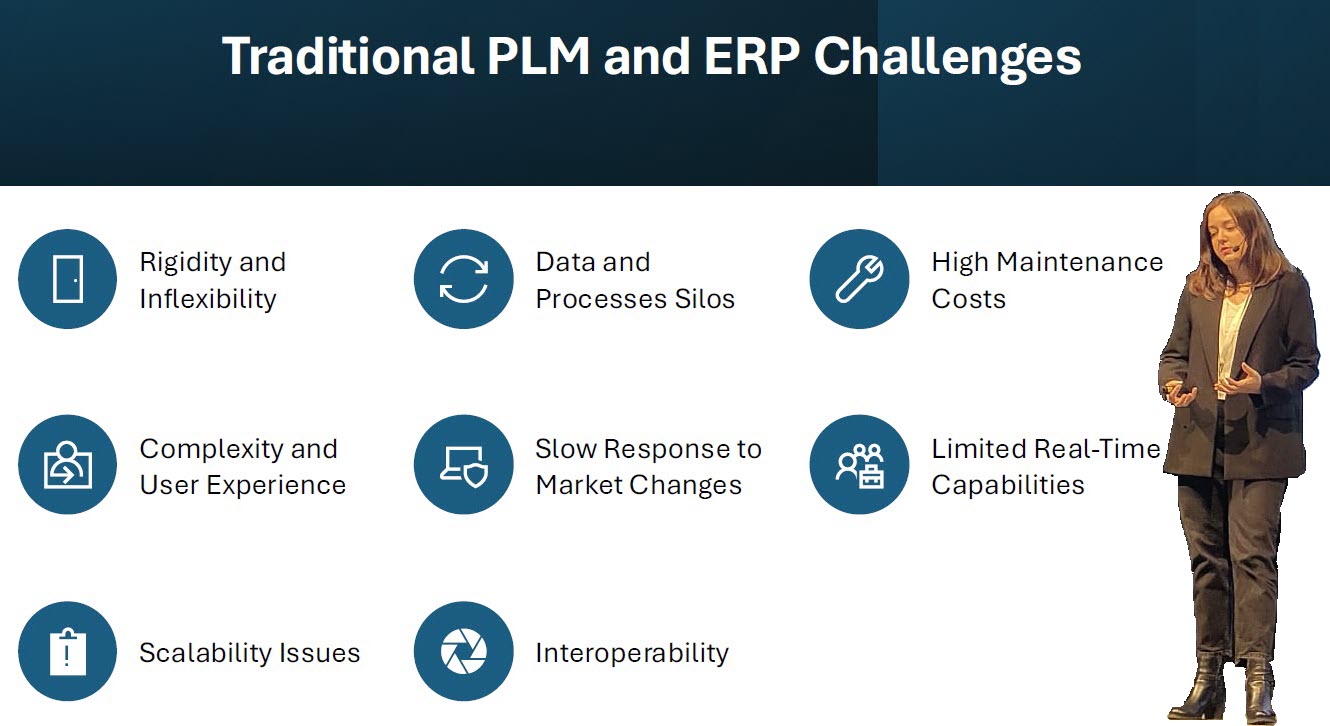
 I also follow Dr. Jorg Fischer, who lectures about digital transformation concepts in the manufacturing business domain. Unfortunately, for a broader audience, Jörg published a lot in German, and typically, his references for PLM and ERP are based on SAP and Teamcenter. His blog posts are always interesting to follow – have a look at his recent blog in English: 7 keys to solve PLM & ERP.
I also follow Dr. Jorg Fischer, who lectures about digital transformation concepts in the manufacturing business domain. Unfortunately, for a broader audience, Jörg published a lot in German, and typically, his references for PLM and ERP are based on SAP and Teamcenter. His blog posts are always interesting to follow – have a look at his recent blog in English: 7 keys to solve PLM & ERP.
 Of course, Oleg Shilovitsky’s impressive and continuous flow of posts related to modern PLM concepts is amazing—just browse through his Beyond PLM home page to read about the actual topics happening in his PLM ecosystem or for example, read about modern technology concepts in this recent OpenBOM article.
Of course, Oleg Shilovitsky’s impressive and continuous flow of posts related to modern PLM concepts is amazing—just browse through his Beyond PLM home page to read about the actual topics happening in his PLM ecosystem or for example, read about modern technology concepts in this recent OpenBOM article.
Conceptually, we are making progress. As a commonality, all future concepts focus on data, not so much on managing documents—and here comes the focus on data.
PLM needs accurate data
In a data-driven environment, apps or systems will use a collection of datasets to provide a user with a working environment, either a dashboard or an interactive real-time environment. Below is my AI (Artist Impression) of a digital enterprise.
Of course, it seems logical; the data must be accurate as you no longer have control over access to the data in a data-driven environment. You can be accountable for the data; others can consume the data you created without checking its accuracy by your guidance.
Therefore, data governance and an excellent enterprise architecture are crucial to support the new paradigm:
The nearest source of truth supported by a single source of change
Quote: Yousef Hoohmand
Forget the Single Source of Truth idea, a previous century paradigm.
With data comes Artificial intelligence and algorithms that can play an essential role in your business, providing solutions or insights that support decision-making.
![]() In 2024, most of us have been exploring the benefits of ChatGPT and Generative AI. You can describe examples of where AI could assist in every aspect of the product lifecycle. I saw great examples from Eaton, Ocado, and others at the PLM Roadmap/PDT Europe conference.
In 2024, most of us have been exploring the benefits of ChatGPT and Generative AI. You can describe examples of where AI could assist in every aspect of the product lifecycle. I saw great examples from Eaton, Ocado, and others at the PLM Roadmap/PDT Europe conference.
See my review here: A long week after the PLM Roadmap / PDT Europe conference.
Still, before benefiting from AI in your organization, it remains essential that the AI runs on top of accurate data.
Sustainability needs (digital) PLM
 This paragraph is the only reverse dependency towards PLM and probably the one that is less in people’s minds, perhaps because PLM is already complex enough. In 2024, with the PLM Green Global Alliance, we had good conversations with PLM-related software vendors or service partners (aPriori, Configit, Makersite, PTC, SAP, Siemens and Transition Technologies PSC) where we discussed their solutions and how they are used in the field by companies.
This paragraph is the only reverse dependency towards PLM and probably the one that is less in people’s minds, perhaps because PLM is already complex enough. In 2024, with the PLM Green Global Alliance, we had good conversations with PLM-related software vendors or service partners (aPriori, Configit, Makersite, PTC, SAP, Siemens and Transition Technologies PSC) where we discussed their solutions and how they are used in the field by companies.
We discovered here that most activities are driven by regulations, like ESG reporting, the new CSRD directive for Europe and the implementation of the Digital Product Passport. What is clear from all these activities is that companies need to have a data-driven PLM infrastructure to connect product data to environmental impacts, like carbon emissions equivalents.
Besides complying with regulations, I have been discussing the topic of Product-As-A-Service, or the Product Service System, this year, with excellent feedback from Dave Duncan. You can find a link to his speech: Improving Product Sustainability – PTC with PGGA.
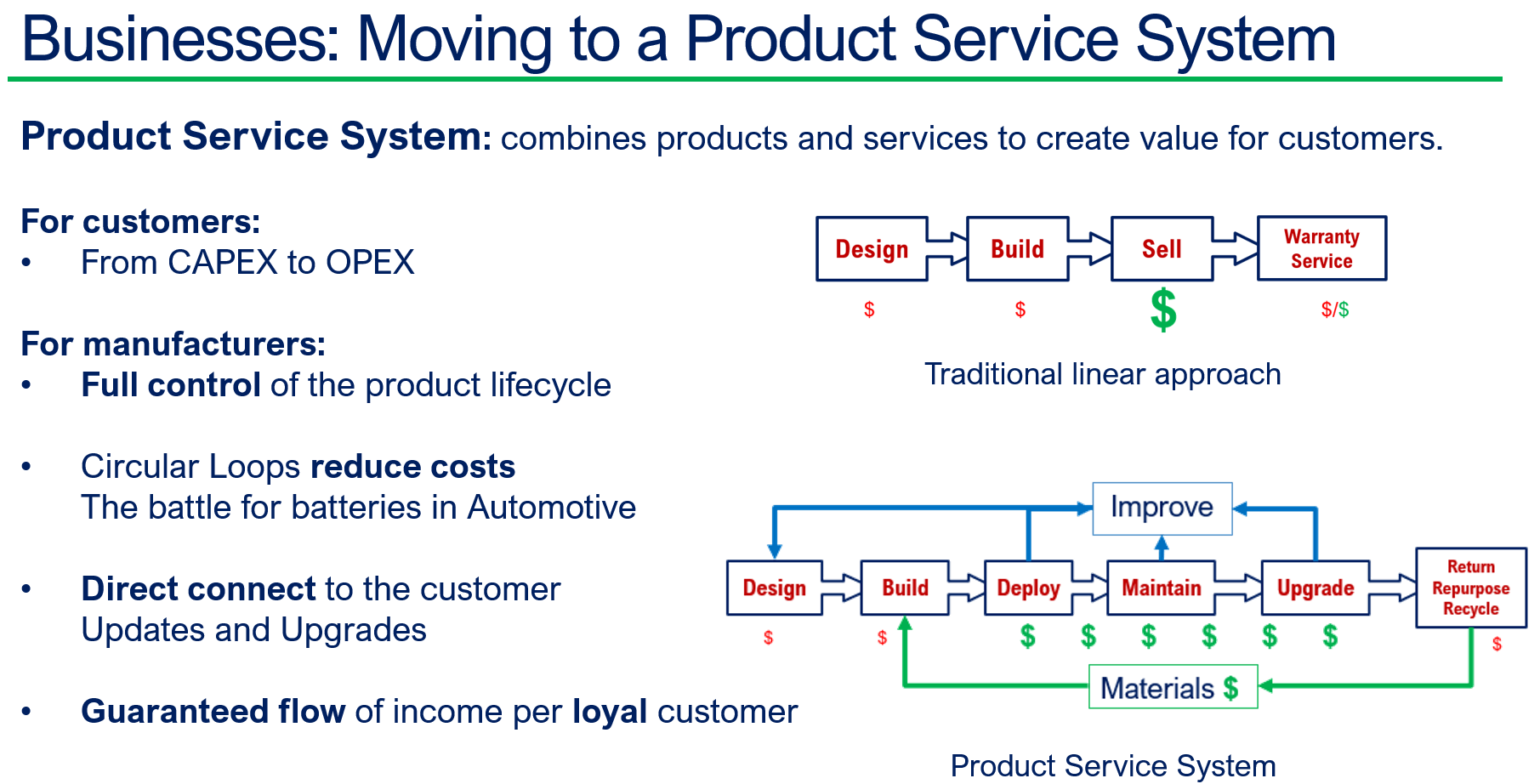
Also, during the PLM Roadmap / PDT Europe conference, I discussed this topic, explaining that achieving a circular economy is a long-term vision, and the starting point is to establish a connected infrastructure within your organizations and with your customers/users in the field.
 Sustainability should be on everyone’s agenda. From the interactions on LinkedIn, you can see that we prefer to discuss terms like PDM/PLM or eBOM/mBOM in the PLM domain. Very few connect PLM to sustainability.
Sustainability should be on everyone’s agenda. From the interactions on LinkedIn, you can see that we prefer to discuss terms like PDM/PLM or eBOM/mBOM in the PLM domain. Very few connect PLM to sustainability.
Sustainability is a long-term mission; however, as we have seen from long-term missions, they can be overwhelmed by the day’s madness and short-term needs.
PLM is Politics
You might not expect this paragraph in my log, as most PLM discussions are about the WHAT and the WHY of a PLM solution or infrastructure. However, the most challenging part of PLM is the HOW, and this is the area that I am still focused on.
In the early days of mediating mainly in SmarTeam implementations, it became clear that the technology was not the issue. A crisis was often due to a lack of (technical) skills or methodology and misplaced expectations.
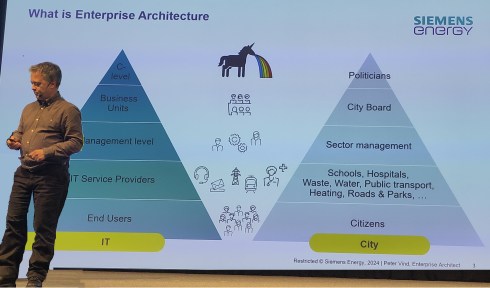
Unicorns & HIPPOs in an enterprise (Peter Vind)
When the way out became clear, politics often started. Sometimes, there was the HIPPO (HIghest Paid Person’s Opinion) in the company, as Peter Vind explained, or there was the blame game, which I described in my 2019 “The PLM blame game post”.
What makes it even more difficult is that people’s opinions in PLM discussions are often influenced by their friendly relations or history with a particular vendor or implementer from the past, which troubles a proper solution path.
These aspects are challenging to discuss, and nobody wants to discuss them openly. A company (and a country) must promote curiosity instead of adhering to mainstream thinking and working methods. In our latest Share PLM podcast, Brian Berger, a VP at Metso, mentions the importance of diversity within an organization.
“It is a constant element of working in a global business, and the importance cannot be overstated.”
This observation should make us think again when we want to simplify everything and dim the colors.
Conclusion
Initially, I thought this would be a shorter post, but again, it became a long read – therefore, perhaps ideal when closing 2024 and looking forward to activities and focus for 2025. Use this time to read books and educate yourself beyond the social media posts (even my blogs are limited 😉)
In addition, I noticed the build-up of this post was unconsciously influenced by Martijn Dullaart‘s series of messages titled “Configuration Management is ……”. Thanks, Martijn, for your continuous contributions to our joint passion – a digital enterprise where PLM and CM flawlessly interact based on methodology and accurate data.
 Congratulations if you have shown you can resist the psychological and emotional pressure and did not purchase anything in the context of Black Friday. However, we must not forget that another big part of the world cannot afford this behavior, as they do not have the means to do so – ultimate Black Friday might be their dream and a fast track to more enormous challenges.
Congratulations if you have shown you can resist the psychological and emotional pressure and did not purchase anything in the context of Black Friday. However, we must not forget that another big part of the world cannot afford this behavior, as they do not have the means to do so – ultimate Black Friday might be their dream and a fast track to more enormous challenges.
The difference between our societies, all living on the same planet, is illustrated in the image below, illustrating the unfairness of this situation
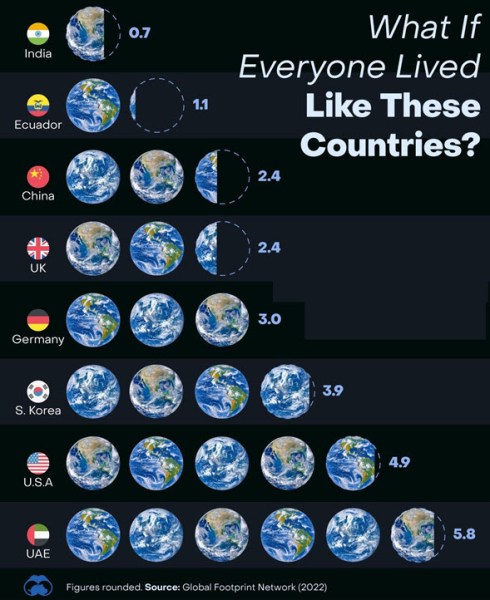
What the image also shows is a warning that we all have to act, as step by step, we will reach planet boundaries for resources.
 Or we need more planets, and I understand a brilliant guy is already working on it. Let’s go to Mars and enjoy life there.
Or we need more planets, and I understand a brilliant guy is already working on it. Let’s go to Mars and enjoy life there.
For those generations staying on this planet, there is only one option: we need to change our economy of unlimited growth and reconsider how we use our natural resources.
The circular economy?
You are probably familiar with the butterfly diagram from the Ellen MacArthur Foundation, where we see the linear process: Take-Make-Use-Waste in the middle.
This approach should be replaced by more advanced regeneration loops on the left side and the five R’s on the right: Reduce, Repair, Reuse, Refurbish and Recycle as the ultimate goal is the minimum leakage of Earth resources.
Closely related to the Circular Economy concept is the complementary Cradle-To-Cradle design approach. In this case, while designing our products, we also consider the end of life of a product as the start for other products to be created based on the materials used.
The CE butterfly diagram’s right side is where product design plays a significant role and where we, as a PLM community, should be active. Each loop has its own characteristics, and the SHARE loop is the one I focused on during the recent PLM Roadmap / PDT Europe conference in Gothenburg.
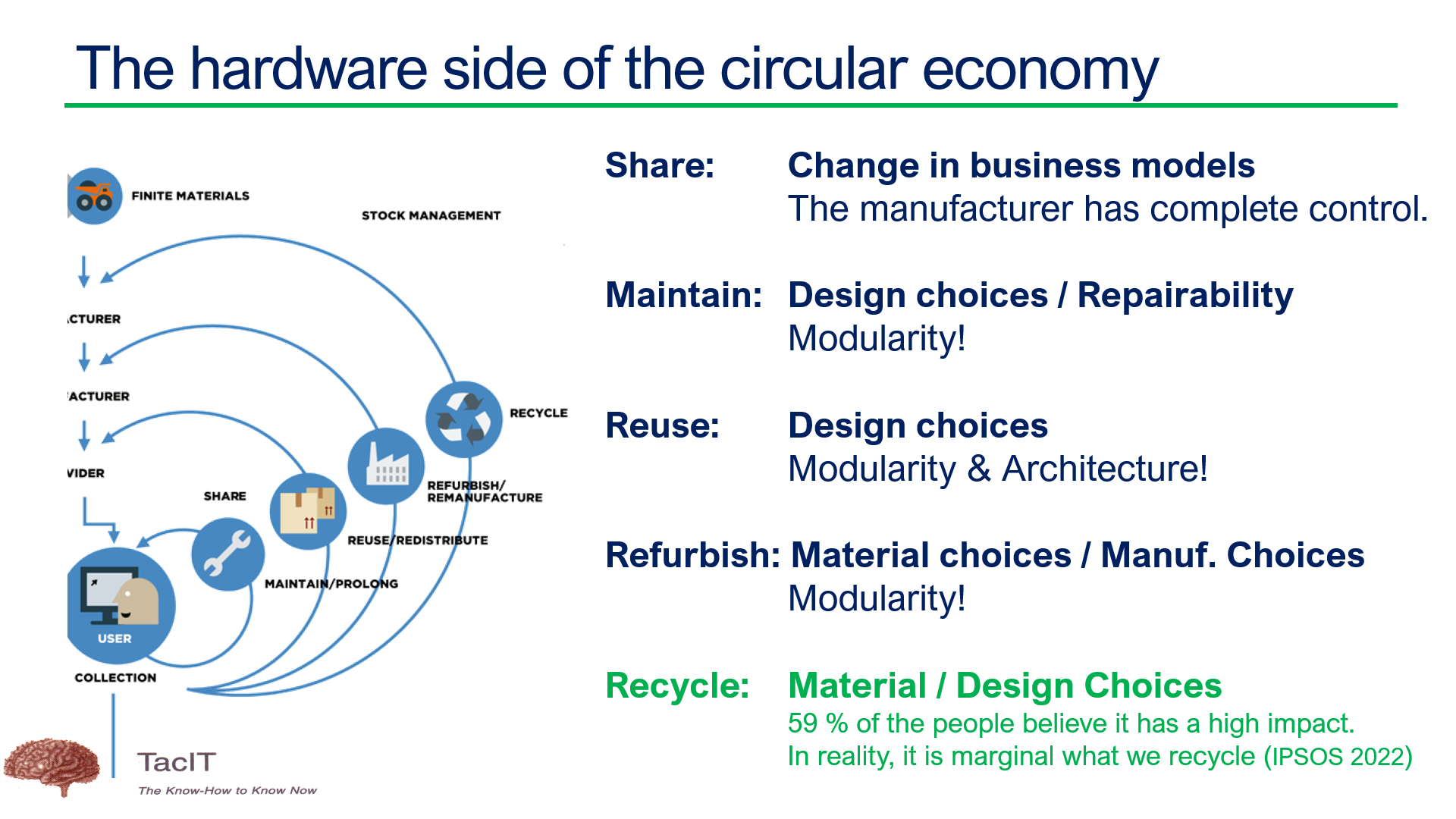
As you can see, the Maintain, Reuse, Refurbish and Recycle loops depend on product design strategies, in particular, modularity and, of course, depending on material choices.
It is important to note that the recycle loop is the most overestimated loop, where we might contribute to recycling (glass, paper, plastic) in our daily lives; however, other materials, like composites often with embedded electronics, have a much more significant impact.
Watch the funny meme in this post: “We did everything we could– we brought our own bags.”
![]() The title of my presentation was: Products as a Service – The Ultimate Sustainable Economy?
The title of my presentation was: Products as a Service – The Ultimate Sustainable Economy?
You can find my presentation on SlideShare here.
Let’s focus on the remainder of the presentation’s topic: Product As A Service.
The Product Service System
 Where Product As A Service might be the ultimate dream for an almost wasteless society, Ida Auken, a Danish member of the parliament, gave a thought-provoking lecture in that context at the 2016 World Economic Forum. Her lecture was summarized afterward as
Where Product As A Service might be the ultimate dream for an almost wasteless society, Ida Auken, a Danish member of the parliament, gave a thought-provoking lecture in that context at the 2016 World Economic Forum. Her lecture was summarized afterward as
“In the future, you will own nothing and be happy.”
A theme also picked up by conspiracy thinkers during the COVID pandemic, claiming “they” are making us economic slaves and consumers. With Black Friday in mind, I do not think there is a conspiracy; it is the opposite.
Closer to implementing everywhere Product as a Service for our whole economy, we might be going into Product Service Systems.
As the image shows, a product service system is a combination of providing a product with related services to create value for the customer.
In the ultimate format, the manufacturer owns the products and provides the services, keeping full control of the performance and materials during the product lifecycle. The benefits for the customer are that they pay only for the usage of the product and, therefore, do not need to invest upfront in the solution (CAPEX), but they only pay when using the solution (OPEX).
 A great example of this concept is Spotify or other streaming services. You do not pay for the disc/box anymore; you pay for the usage, and the model is a win-win for consumers (many titles) and producers (massive reach).
A great example of this concept is Spotify or other streaming services. You do not pay for the disc/box anymore; you pay for the usage, and the model is a win-win for consumers (many titles) and producers (massive reach).
Although the Product Service System will probably reach consumers later, the most significant potential is currently in the B2B business model, e.g., transportation as a service and special equipment usage as a service. Examples are popping up in various industries.
 My presentation focused on three steps that manufacturing companies need to consider now and in the future when moving to a Product Service System.
My presentation focused on three steps that manufacturing companies need to consider now and in the future when moving to a Product Service System.
Step 1: Get (digital) connected to your Product and customer
A foundational step companies must take is to create a digital infrastructure to support all stakeholders in the product service offering. Currently, many companies have a siloed approach where each discipline Marketing/Sales, R&D, Engineering, Manufacturing and Sales will have their own systems.
Digital Transformation in the PLM domain is needed here – where are you on this level?
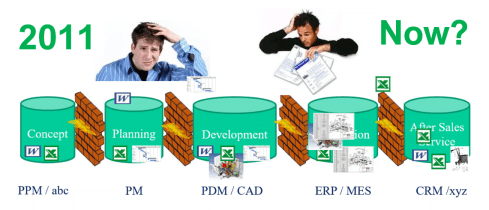
But it is not only the technical silos that impede the end-to-end visibility of information. If there are no business targets to create and maintain the end-to-end information sharing, you can not expect it to happen.
Therefore, companies should invest in the digitalization of their ways of working, implementing an end-to-end digital thread AND changing their linear New Product Development process into a customer-driven DevOp approach. The PTC image below shows the way to imagine a end-to-end connected environment
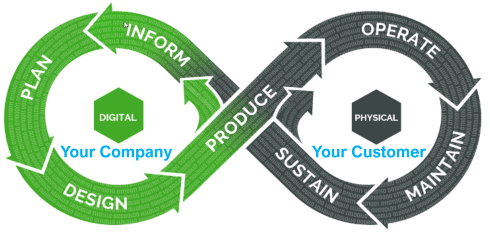
In a Product Service System, the customer is the solution user, and the solution provider is responsible for the uptime and improvement of the solution over time.
 As an upcoming bonus and a must, companies need to use AI to run their Product Service System as it will improve customer knowledge and trends. Don’t forget that AI (and Digital Twins) runs best on reliable data.
As an upcoming bonus and a must, companies need to use AI to run their Product Service System as it will improve customer knowledge and trends. Don’t forget that AI (and Digital Twins) runs best on reliable data.
Step 2 From Product to Experience
A Product Service System is not business as usual by providing products with some additional services. Besides concepts such as Digital Thread and Digital Twins of the solution, there is also the need to change the company’s business model.
In the old way, customers buy the product; in the Product Service System, the customer becomes a user. We should align the company and business to become user-centric and keep the user inspired by the experience of the Product Service System.
In this context, there are two interesting articles to read:
- Jan Bosch: From Agile to Radical: Business Model
- Chris Seiler: How to escape the vicious circle in times of transformation?
The change in business model means that companies should think about a circular customer journey.
As the company will remain the product owner, it is crucial to understand what happens when the customers stop using the service or how to ensure maintenance and upgrades.
In addition, to keep the customer satisfied, it remains vital to discover the customer KPIs and how additional services could potentially improve the relationship. Again, AI can help find relationships that are not yet digitally established.
 Step 2: From product to experience can already significantly impact organizations. The traditional salesperson’s role will disappear and be replaced by excellence in marketing, services and product management.
Step 2: From product to experience can already significantly impact organizations. The traditional salesperson’s role will disappear and be replaced by excellence in marketing, services and product management.
This will not happen quickly as, besides the vision, there needs to be an evolutionary path to the new business model.
Therefore, companies must analyze their portfolio and start experimenting with a small product, converting it into a product service system. Starting simple allows companies to learn and be prepared for scaling up.
A Product Service System also influences a company’s cash flow as revenue streams will change.
 When scaling up slowly, the company might be able to finance this transition themselves. Another option, already happening, is for a third party to finance the Product Service System – think about car leasing, power by the hour, or some industrial equipment vendors.
When scaling up slowly, the company might be able to finance this transition themselves. Another option, already happening, is for a third party to finance the Product Service System – think about car leasing, power by the hour, or some industrial equipment vendors.
Step 3 Towards a doughnut economy?
The last step is probably a giant step or even a journey. An economic mindset shift is needed from the ever-growing linear economy towards an economy flourishing for everyone within economic, environmental and social boundaries.
Unlimited growth is the biggest misconception on a planet reaching its borders. Either we need more planets, or we need to adjust our society.
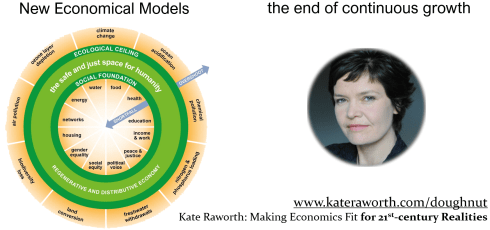
In that context, I read the book “The Doughnut Economy” by Kate Raworth, a recognized thought leader who explains how a future economic model can flourish, including a circular economy, and you will be happy.
 But we must abandon the old business models and habits – there will be a lot of resistance to change before people are forced to change. This change can take generations as the outside world will not change without a reason, and the established ones will fight for their privileges.
But we must abandon the old business models and habits – there will be a lot of resistance to change before people are forced to change. This change can take generations as the outside world will not change without a reason, and the established ones will fight for their privileges.
It is a logical process where people and boundaries will learn to find a new balance. Will it be in a Doughnut Economy, or did we overlook some bright other concepts?
Conclusion
The week after Black Friday and hopefully the month after all the Christmas presents, it is time to formulate your good intentions for 2025. As humans, we should consume less; as companies, we should direct our future to a sustainable future by exploring the potential of the Product Service System and beyond.


Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…