
 In the past months, I have had several discussions related to migrating PLM data, either from one system to another or from consolidating a collection of applications into a single environment. Does this sound familiar?
In the past months, I have had several discussions related to migrating PLM data, either from one system to another or from consolidating a collection of applications into a single environment. Does this sound familiar?
Let me share some experiences and lessons learned to avoid the Migration Migraine.
It is not a technical guide but a collection of experiences and thoughts that you might have missed when considering to solve the technical dream.
 Halfway I realized I was too ambitious; therefore, another post will follow this introduction. Here, I will focus on the business side and the digital transformation journey.
Halfway I realized I was too ambitious; therefore, another post will follow this introduction. Here, I will focus on the business side and the digital transformation journey.
Garbage Out – Garbage In
 The Garbage Out-In statement is somehow the paradigm we are used to in our day-to-day lives. When you buy a new computer, you use backup and restore. Even easier, nowadays, the majority of the data is already in the cloud.
The Garbage Out-In statement is somehow the paradigm we are used to in our day-to-day lives. When you buy a new computer, you use backup and restore. Even easier, nowadays, the majority of the data is already in the cloud.
This simple scenario assumes that all professional systems should be easily upgrade-able. We become unaware of the amount of data we store and its relevance.
This phenomenon already has a name: “Dark Data.” Dark Data consumes storage energy in the cloud and is no longer visible. Please read all about it here: Dark Data.
 TIP 1: Every migration is a moment to clean up your data. By dragging everything with you, the burden of migrating becomes bigger. In easy migrations, do a clean-up—it prevents future, more extensive issues.
TIP 1: Every migration is a moment to clean up your data. By dragging everything with you, the burden of migrating becomes bigger. In easy migrations, do a clean-up—it prevents future, more extensive issues.
Never follow the Garbage Out – Garbage in principle, even if it is easy!
Migrations in the PLM domain are different – setting the scene.
 Before discussing the various scenarios, let’s examine what companies are doing. For early PLM adopters in the Automotive, Aerospace, and Defense Industries, migrations from mainframes to modern infrastructures have become impossible. The real problem is not only the changing hardware but also the changing data and data models.
Before discussing the various scenarios, let’s examine what companies are doing. For early PLM adopters in the Automotive, Aerospace, and Defense Industries, migrations from mainframes to modern infrastructures have become impossible. The real problem is not only the changing hardware but also the changing data and data models.
For these companies, the solution is often to build an entirely new PLM infrastructure on top of the existing infrastructure, where manageable data pieces are migrated to new environments using data lakes, dashboards, and custom apps to support modern users.
Migration in this case is a journey as long as the data lives – and we can learn from them!
Follow the money
 From a business perspective, migrations are considered a negative distractor. Talking about them raises awareness of their complexity, which might jeopardize enthusiasm.
From a business perspective, migrations are considered a negative distractor. Talking about them raises awareness of their complexity, which might jeopardize enthusiasm.
For the initiator, the PLM software vendor or implementer, it might endanger the sales deal.
Traditional IT organizations strive for simplification—one CAD, one PLM or one ERP system to manage. Although this argument makes sense, an analysis should always be done comparing the benefits and the (migration) costs and risks to reach the ideal situation.
In those discussions often, migrations are downplayed

Without naming companies, I have observed the downplaying several times, even at some prominent enterprises. So, if you recognize your company in this process, you are not alone.
TIP 2: Migrations are never simple. Make migration a serious topic of your PLM project – as important as the software. This approach means analyzing the potential migration risks and their mitigation is needed.
Please read about the Xylem story in my recent post: The week after the PDSFORUM 2024
The Big Bang has the highest risk and might again lead to garbage out—garbage in.
You are responsible for your garbage.
It may sound disparaging, but it is not. Most companies are aware that people, tools and policies have changed over the years. Due to the coordinated approach to working, disciplines did not need to care about downstream or upstream usage of their initially created data – Excel and PDFs are the bridges between disciplines.

All the actual knowledge and context are stored in the heads of experienced employees who have gotten used to dealing with inconsistencies. And they will retire, so there is an urgent need for actual data quality and governance. Read more about the journey from Coordinated to Connected in these articles.
Even if you are not yet thinking about migrations, the digital transformation in the PLM domain is coming, and we should learn to work in a connected mode.
TIP 3: Create a team in your organization that assesses the current data quality and defines the potential future enterprise (data) architecture. Then, start improving the quality of the current generated data. Like the ISO 900x standard, the ISO 8000 standard already exists for data quality.
The future is data-driven; prepare yourself for the future.
Migration scenarios and their best practices
Here are some migrations scenario’s – two in this post and more in an upcoming post.
From Relational to Object-oriented
 One of my earlier projects, starting in 2010 with SmarTeam, was migrating a mainframe-based application for airplane certification to a modern Microsoft infrastructure.
One of my earlier projects, starting in 2010 with SmarTeam, was migrating a mainframe-based application for airplane certification to a modern Microsoft infrastructure.
The goal was to create a new environment that could be used both as a replacement for the mainframe application and as the design and validation environment to implement changes to the current airplanes during a maintenance or upgrade activity.
The need was high because detailed documentation about the logic of the current application did not exist, and only one person who understood the logic was partly available.
So, internally, the relational database was a black box. The tables in the database contained a mix of item data, document data, change status and versions. The documents were stored in directories with meaningful file names but disconnected from the application.

The initial estimate was that the project would take two to three months, so a fixed price for two months was agreed upon. However, it became almost a two-year project, and in the end, the result seemed to be reliable (there was never mathematical proof).
 The disadvantage was that SmarTeam ended up being so highly customized that automatic upgrades would not work for this version anymore—a new legacy was created with modern technology.
The disadvantage was that SmarTeam ended up being so highly customized that automatic upgrades would not work for this version anymore—a new legacy was created with modern technology.
The same story, combined with the example of Ericsson’s migration attempt, is described in the 2016 post, The PLM Migration Dilemma. For me, the lesson learned from these examples leads to the following recommendation.
TIP 4: When there is a paradigm change in the data model, don’t migrate but establish a new (data-driven) infrastructure and connect to your legacy as much as possible in read-only mode.
The automotive and aerospace industries’ story is one of paradigm change.
 Listen to the SharePLM podcast Revolutionizing PLM: Insights from Yousef Hooshmand, where Yousef also discusses how to address this transition process.
Listen to the SharePLM podcast Revolutionizing PLM: Insights from Yousef Hooshmand, where Yousef also discusses how to address this transition process.
CAD/PDM to PLM
 Another migration step happens when companies decide to implement a traditional PLM infrastructure as a System of Record, merging PDM data (mainly CAD) and ERP data (the BOM).
Another migration step happens when companies decide to implement a traditional PLM infrastructure as a System of Record, merging PDM data (mainly CAD) and ERP data (the BOM).
Some of these companies have been working file-based and have stored their final CAD files in folders; others might have a local PDM system native to the 3D CAD. The EBOM usually existed digitally in ERP, and most of the time, it is not a “pure” EBOM but more of a hybrid EBOM/MBOM.

The image above show this type of migration can be very challenging as, in the source systems, there is not necessarily a consistent 3D CAD definition matching the BOM items. As the systems have been disconnected in the past, people have potentially added missing information or fixed information on the BOM side. As in most companies, the manufacturing definition is based on drawings, and the consistency with the 3D CAD definition is not guaranteed.
To address this challenge, companies need to assess the usability of the CAD and BOM data. Is it possible to populate the CAD files with properties that are necessary for an import? For example, does the file path contain helpful information?
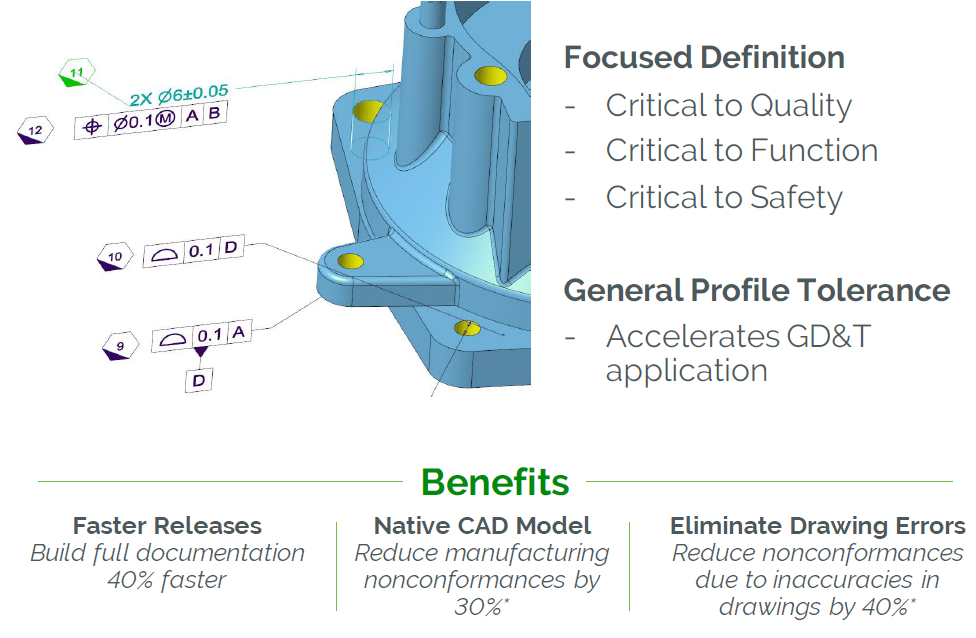
 I have experienced a situation where a company has poorly defined 3D parts and no properties, as all the focus was on using the 3D to generate the 2D drawing.
I have experienced a situation where a company has poorly defined 3D parts and no properties, as all the focus was on using the 3D to generate the 2D drawing.
The relevant details for manufacturing were next added to the drawing and not anymore to the parts or models – traceability was almost impossible.
In this situation, importing the 3D CAD structures into the new PLM system has limited value. An alternative is to describe and test procedures for handling legacy data when it is needed, either to implement a design change or a new order. Leave the legacy accessible, but do not migrate.
The BOM side is, in theory, stable for manufactured products, as the data should have gone through a release process. However, the company needs to revisit its part definition process for new designs and products.
Some points to consider:
- Meaningful identifiers are not desired in a PLM system as they create a legacy. Therefore, the import of parts with smart identifiers should map to relevant part properties besides the ID. Splitting the ID into properties will create a broader usage in the future. Read more in Smart Part Numbers – do we need them?

- In addition, companies should try to avoid having logistic information, such as supplier-specific part numbers to come from the CAD system. Supplier parts in your CAD environment create inefficiencies when a supplier part becomes obsolete. Concepts such as EBOM and MBOM and potentially the SBOM should be well understood during this migration.

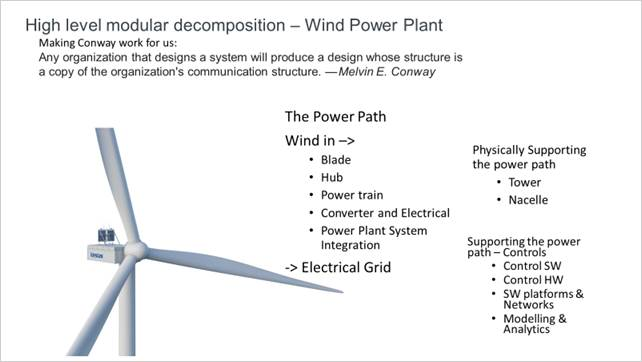
- Concepts of EBOM and MBOM should also be introduced when moving from an ETO to a CTO approach or when modularity is a future business strategy.




Conclusion
As every company is on its PLM journey and technology is evolving, there will always be a migration discussion. Understanding and working towards the future should be the most critical driver for migration. Migrations in the PLM domain are often more than a data migration – new ways of working should be introduced in parallel. And for that reason the “big bang” is often too costly and demotivating for the future.



 Mark explained that PTC is exploring AI in various areas of the product lifecycle, like validating requirements, optimizing CAD models, streamlining change processes on the design side but also downstream activities like quality and maintenance predictions, improved operations and streamlined field services and service parts are part of the PTC Copilot strategy.
Mark explained that PTC is exploring AI in various areas of the product lifecycle, like validating requirements, optimizing CAD models, streamlining change processes on the design side but also downstream activities like quality and maintenance predictions, improved operations and streamlined field services and service parts are part of the PTC Copilot strategy. It was a severe project involving a lot of resources and time, again showing the challenges of migrations. I am planning to publish a blog post, the draft title “Migration Migraine,” as this type of migration is prevalent in many places because companies want to implement a single PLM backbone beyond (mechanical) engineering.
It was a severe project involving a lot of resources and time, again showing the challenges of migrations. I am planning to publish a blog post, the draft title “Migration Migraine,” as this type of migration is prevalent in many places because companies want to implement a single PLM backbone beyond (mechanical) engineering.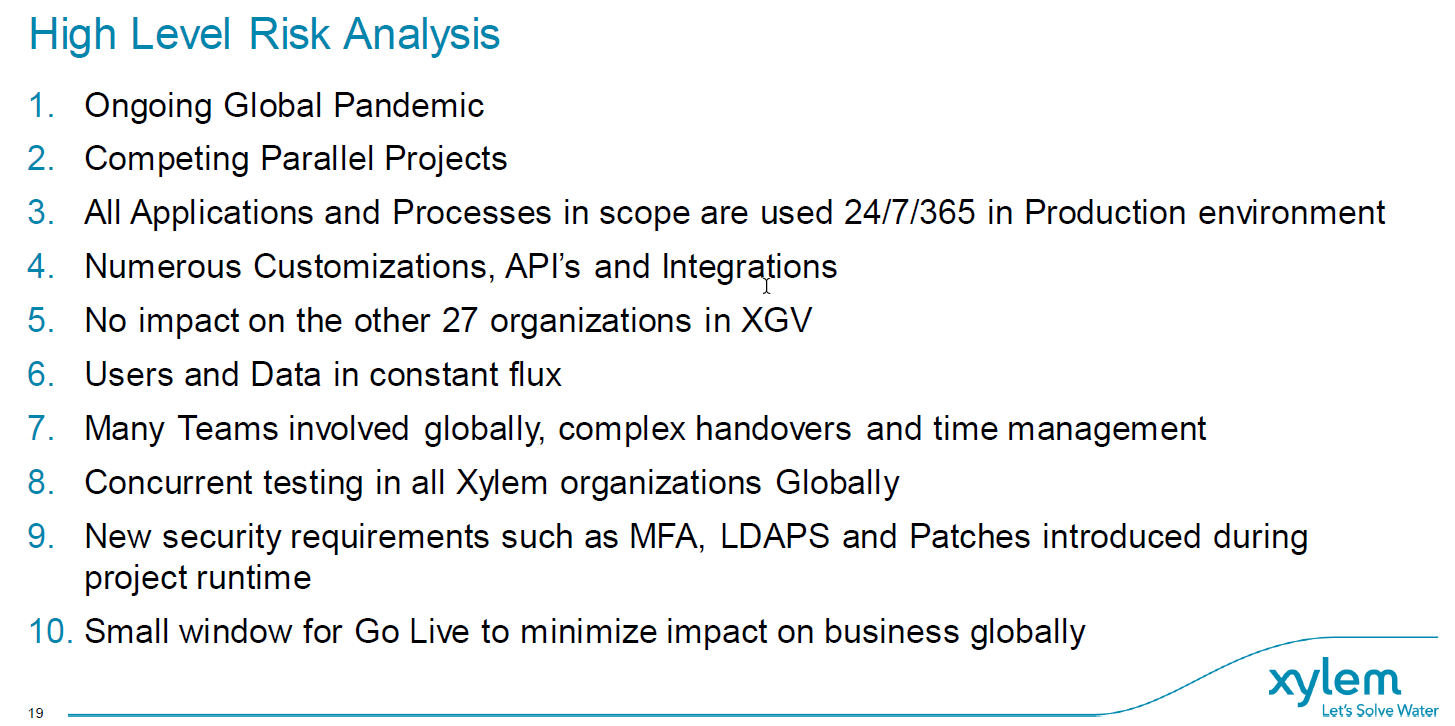
 When failures happen, there is often the blame game: Was it the software, the implementer, or the customer (past or present) that caused the troubles? Mediating in such environments has been a long time my mission as the “Flying Dutchman,” and from my experience,
When failures happen, there is often the blame game: Was it the software, the implementer, or the customer (past or present) that caused the troubles? Mediating in such environments has been a long time my mission as the “Flying Dutchman,” and from my experience, When asked what he would do differently with the project’s hindsight, Mikael mentioned he would do the migrations not as a big project but as smaller projects.
When asked what he would do differently with the project’s hindsight, Mikael mentioned he would do the migrations not as a big project but as smaller projects.


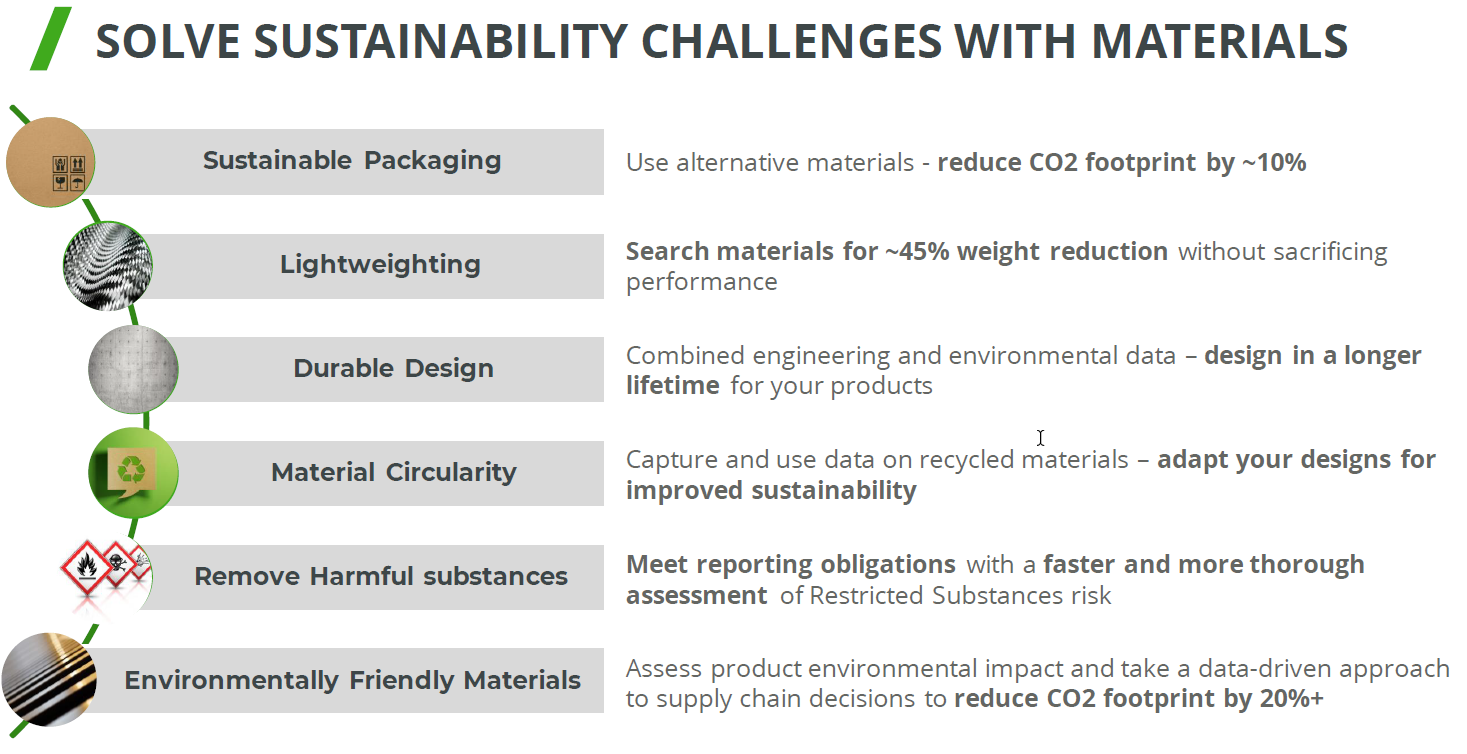






 We discussed the progress of the Responsible Design & Production module that was just launched two years ago. We discussed the Green Ledger and Carbon Accounting, of course, in the context of circular manufacturing.
We discussed the progress of the Responsible Design & Production module that was just launched two years ago. We discussed the Green Ledger and Carbon Accounting, of course, in the context of circular manufacturing.






 My conclusion is that this example shows the unique situation of an inspired leader with 20 years of experience in this business who does not choose ways of working from the past but starts a new company in the same industry, but now based on a modern platform approach instead of individual traditional tools.
My conclusion is that this example shows the unique situation of an inspired leader with 20 years of experience in this business who does not choose ways of working from the past but starts a new company in the same industry, but now based on a modern platform approach instead of individual traditional tools.









 The presentation of Renault was also an exciting surprise. Last year, they shared the scope of the Renaulution project at the conference (see also my post:
The presentation of Renault was also an exciting surprise. Last year, they shared the scope of the Renaulution project at the conference (see also my post: 






 One year ago, I wrote the post:
One year ago, I wrote the post: 
 Traditional PLM vendors still push all functionality into one system, often leading to frustration among the end-users, complaining about lack of usability, bureaucracy, and the challenge of connecting to external stakeholders, like customers, suppliers, design or service partners.
Traditional PLM vendors still push all functionality into one system, often leading to frustration among the end-users, complaining about lack of usability, bureaucracy, and the challenge of connecting to external stakeholders, like customers, suppliers, design or service partners.

 Taylor, thanks for helping me explain the complementary value of CoLab based on some of the key findings from the survey. But first of all, can you briefly introduce CoLab as a company and the unique value you are offering to your clients?
Taylor, thanks for helping me explain the complementary value of CoLab based on some of the key findings from the survey. But first of all, can you briefly introduce CoLab as a company and the unique value you are offering to your clients? Hi Jos, CoLab is a Design Engagement System – we exist to help engineering teams make design decisions.
Hi Jos, CoLab is a Design Engagement System – we exist to help engineering teams make design decisions.



 Another year passed, and as usual, I took the time to look back. I always feel that things are going so much slower than expected. But that’s reality – there is always friction, and in particular, in the PLM domain, there is so much legacy we cannot leave behind.
Another year passed, and as usual, I took the time to look back. I always feel that things are going so much slower than expected. But that’s reality – there is always friction, and in particular, in the PLM domain, there is so much legacy we cannot leave behind.





 The transformation from a coordinated, document-driven enterprise towards a hybrid coordinated/connected enterprise using a data-driven approach became increasingly visible in 2023. I expect this transformation to grow faster in 2024 – the momentum is here.
The transformation from a coordinated, document-driven enterprise towards a hybrid coordinated/connected enterprise using a data-driven approach became increasingly visible in 2023. I expect this transformation to grow faster in 2024 – the momentum is here.


 From the people’s perspective towards AI, DATA and SUSTAINABILITY, there is a noticeable divide between generations. Of course, for the sake of the article, I am generalizing, assuming most people do not like to change their habits or want to reprogram themselves.
From the people’s perspective towards AI, DATA and SUSTAINABILITY, there is a noticeable divide between generations. Of course, for the sake of the article, I am generalizing, assuming most people do not like to change their habits or want to reprogram themselves. For people living in this mindset, AI can become a significant threat, as their brain is no longer needed to make a judgment, and they are not used to differentiate between facts and fake news as they were never trained to do so
For people living in this mindset, AI can become a significant threat, as their brain is no longer needed to make a judgment, and they are not used to differentiate between facts and fake news as they were never trained to do so







 New people in the organization need to learn the meaning of the numbering scheme. This learning process reduces the flexibility of an organization and increases the risk of making errors.
New people in the organization need to learn the meaning of the numbering scheme. This learning process reduces the flexibility of an organization and increases the risk of making errors.


 Several comments related to the Smart Numbering discussion mentioned that changing the numbering system is too costly and risky to implement and that no business case exists to support it. This statement only makes sense if you want your business to become obsolete slowly. Modern best practices based on digitization should be introduced as fast as possible, allowing companies to learn and adapt. There is no need for a big bang.
Several comments related to the Smart Numbering discussion mentioned that changing the numbering system is too costly and risky to implement and that no business case exists to support it. This statement only makes sense if you want your business to become obsolete slowly. Modern best practices based on digitization should be introduced as fast as possible, allowing companies to learn and adapt. There is no need for a big bang. Start with mapping, prioritizing, and mapping value streams in your company. Where do we see the most significant business benefits related to cost of handling, speed, and quality?
Start with mapping, prioritizing, and mapping value streams in your company. Where do we see the most significant business benefits related to cost of handling, speed, and quality? Note: It is not necessary to start with engineering as they might be creators of data – start, for example, with the xBOM flow, where the xBOM can be a concept BOM, the engineering BOM, the Manufacturing BOM, and more. Building this connected data flow is an investment for every department; do not start from the systems.
Note: It is not necessary to start with engineering as they might be creators of data – start, for example, with the xBOM flow, where the xBOM can be a concept BOM, the engineering BOM, the Manufacturing BOM, and more. Building this connected data flow is an investment for every department; do not start from the systems. Make sure these objects have, besides the part number, the right properties, the right status, and the right connections. In other words, create a connected digital thread – first internally in your company and next with your ecosystem (OEMs, suppliers, vendors)
Make sure these objects have, besides the part number, the right properties, the right status, and the right connections. In other words, create a connected digital thread – first internally in your company and next with your ecosystem (OEMs, suppliers, vendors)
 I just read Oleg Shilovitsky’s post
I just read Oleg Shilovitsky’s post 

Hi Jos, Having been involved in multiple tool implementations, one other drawback to smart numbering is that tools need to…
Good day Jos, I was involved in many implementations over the years (including) Philips…. Indeed smart part numbers was a…
If one were starting out a brand new company, you could start a part numbering sequence at 100 and just…
Jos, as always a great report. Agree with you, the agenda and the presentations was a bit of Classic PLM…
Another Interesting article, I also see this kind of development in our company where terminology shifts and approach methods change.…