
You are currently browsing the tag archive for the ‘EBOM’ tag.
In my series of blog posts related to the (PLM) data model, I talked about Product, BOMs and Parts. This time I want to focus on the EBOM and (CAD) Documents relation. This topic became relevant with the introduction of 3D CAD.
Before companies were using 3D CAD systems, there was no discussion about EBOM or MBOM (to my knowledge). Engineering was producing drawings for manufacturing and not every company was using the mono-system (for each individual part a specifying drawing). Drawings were mainly made to assist production and making a drawing for an individual part was a waste of engineering time. Parametric drawings were used to specify similar parts. But now we are in the world of 3D!
 With the introduction of 3D CAD systems for the mainstream in the nineties (SolidWorks, Solid Edge, Inventor) there came a need for PDM systems managing the individual files from a CAD assembly. The PDM system was necessary to manage all the file versions. Companies that were designing simple products sometimes remained working file-based, introducing the complexity of how to name a file and how to deal with revisions. Ten years ago I was investigating data management for the lower tiers of the automotive supply chain. At that time still 60 % of the suppliers were using CATIA were working file-based. Data management was considered as an extra complexity still file version control was a big pain.
With the introduction of 3D CAD systems for the mainstream in the nineties (SolidWorks, Solid Edge, Inventor) there came a need for PDM systems managing the individual files from a CAD assembly. The PDM system was necessary to manage all the file versions. Companies that were designing simple products sometimes remained working file-based, introducing the complexity of how to name a file and how to deal with revisions. Ten years ago I was investigating data management for the lower tiers of the automotive supply chain. At that time still 60 % of the suppliers were using CATIA were working file-based. Data management was considered as an extra complexity still file version control was a big pain.
This has changed for several reasons:
- More and more OEMs were pushing for more quality control of the design data (read PDM)
- Products became more modular, which means assemblies can be used as subassemblies in other products, pushing the need for where used control
- Products are becoming more complex and managing only mechanical CAD files is not enough anymore – Electronics & Software – mechatronics – became part of the product
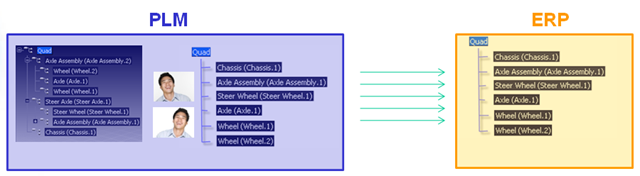
Most PDM systems at that time (I worked with SmarTeam) were saving the 3D CAD structure as a quantity-based document structure, resembling a lot a structure called the EBOM.

This is one of the most common mistakes made in PLM implementations.
The CAD structure does not represent the EBOM !!!
Implementers started to build all kind of customizations to create automatically from the CAD structure a Part structure, the EBOM. Usually these customizations ended up as a mission impossible, in particular when customers started to ask for bidirectional synchronization. They expected that when a Part is removed in the EBOM, it would be deleted in the CAD assembly too.
And then there was the issue that companies believed the CAD Part ID should be equal to the Part ID. This might be possible for a particular type of design parts, but does not function anymore with flexible parts, such as a tube or a spring. When this Part is modeled in a different position, it created a different CAD Document, breaking the one-to-one relation.
Finally another common mistake that I have seen in many PDM implementations is the addition of glue, paint and other manufacturing type of parts to the CAD model, to be able to generate a BOM directly from the CAD.
 From the data model perspective it is more important to understand that Parts and CAD documents are different type of objects. In particular if you want to build a PLM implementation where data is shared across all disciplines. For a PDM implementation I care less about the data model as the implementation is often not targeting enterprise continuity of data but only engineering needs.
From the data model perspective it is more important to understand that Parts and CAD documents are different type of objects. In particular if you want to build a PLM implementation where data is shared across all disciplines. For a PDM implementation I care less about the data model as the implementation is often not targeting enterprise continuity of data but only engineering needs.
A CAD Document (Assembly / Part / Drawing / …) behaves like a Document. It can be checked-in and checked out any time a change is made inside the file. A check-in operation would create a new version of the CAD Document (in case you want to trace the history of changes).
Meanwhile the Part specified by the CAD Document does not change in version when the CAD Document is changed. Parts usually do not have versions; they remain in the same revision as long as the specifying CAD Document matures.
Moving from PDM to PLM
For a PLM implementation it is important to think “Part-driven” which means from an initial EBOM, representing the engineering specification of the Product, maturing the EBOM with more and more design specification data. Design specification data can be mechanical assemblies and parts, but also electrical parts. The EBOM from a PCB might come from the Electrical Design Application as in the mechanical model you will not create every component in 3D.
And once the Electrical components are part of the EBOM, also the part definition of embedded software can be added to the BOM. For example if software is needed uploaded in flash memory chips. By adding electrical and software components to the EBOM, the company gets a full overview of the design maturity of ALL disciplines involved.
The diagram below shows how an EBOM and its related Documents could look like:

This data model contains a lot of details:
- As discussed in my previous post – for the outside world (the customer) there is a product defined without revision
- Related to the Product there is an EBOM (Part assembly) simplified as a housing (a mechanical assembly), a connector (a mechanical art) and a PCB (a mechanical representation). All these parts behave like Mechanical Parts; they have a revision and status.
- The PCB has a second representation based on an electrical schema, which has only (for simplification) two electrical parts, a resistor and a memory chip. As you can see these components are standard purchasable parts, they do not have a revision as they are not designed.
- The Electrical Part Flash Memory has a relation to a Software Part which is defined by Object Code (a zip-file?) which of course is specified by a software specification (not in the diagram). The software object code has a version, as most of the time software is version managed, as it does not follow the classical rules of mechanical design.
Again I reached my 1000 words, a sign to stop explaining this topic. For sure there are a lot of details to explain to this data model part too.
Most important:
- A CAD structure is not an EBOM (it can be used to generate a part of the EBOM)
- CAD documents and EBOM parts have a different behavior. CAD documents have versions, Parts do not have versions (most of the time
- The EBOM is the place where all disciplines synchronize their data, providing during the development phase a single view of the design status.
Let me know if this was to abstract and feel free to ask questions. Important for this series of blog post is to provide a methodology baseline for a real PLM data model.
I am looking forward to your questions or remarks to spark up the discussion.
 In my previous post, BOM for Dummies related to Configure To Order, I promised to come back on the special relation between the items in the BOM and the CAD data. I noticed from several posts in PLM and PDM groups that also the importance of CAD data is perceived in a different manner, depending on the background of the people or the systems they are experienced with.
In my previous post, BOM for Dummies related to Configure To Order, I promised to come back on the special relation between the items in the BOM and the CAD data. I noticed from several posts in PLM and PDM groups that also the importance of CAD data is perceived in a different manner, depending on the background of the people or the systems they are experienced with.
So I would like to start with some general statements based on these observations.
 People who are talking about the importance of CAD data and product structures are usually coming from a background in PDM. In an environment where products are designed, the focus is around data creation, mostly CAD data. The language around parts in the BOM is mostly targeting design parts. So in a PDM environment CAD data is an important topic – therefore PDM people and companies will talk about CAD data and vaults as the center of information.
People who are talking about the importance of CAD data and product structures are usually coming from a background in PDM. In an environment where products are designed, the focus is around data creation, mostly CAD data. The language around parts in the BOM is mostly targeting design parts. So in a PDM environment CAD data is an important topic – therefore PDM people and companies will talk about CAD data and vaults as the center of information.

When you are working in a PLM environment, you need a way to communicate around a product, through its whole lifecycle, not only the design phase but also supporting manufacturing phases, the possible changes of an existing product through engineering changes, the traceability of as-built data and more. In a PLM environment, people have the physical part (often called the ERP part) in mind, when they talk about a part number.
As PLM covers product information across various departments and disciplines, the information carrier for product information cannot be the CAD data. The BOM, usually the mBOM, is the main structure used to represent and produce the product. Most parts in the mBOM have a relation to a CAD document (in many companies still the 2D drawing). Therefore PLM people and companies understanding PLM will talk about items and products and their lifecycle as their center of information.
CAD data in relation to Engineering to Order
The above generalizations have to be combined with the different main business processes. In a strict Engineering To Order environment, where you design and build a solution only once for a specific customer, there is no big benefit of going through an eBOM and mBOM transition.
During the design process the engineer already has manufacturing in mind, which will be reflected in the CAD structure they build – sometime hybrid representing both engineering and manufacturing items. In such an environment CAD data is leading to build a BOM structure.
And in cases where engineering is done in one single 3D CAD system, the company might use the PDM system from this vendor to manage their Bill of Materials. The advantage of this approach is that PDM is smoothly integrated with the design environment. However it restricts in a certain matter the future as we will see in further reading.
![]() Not everyone needs the Engineering to Order process !
Not everyone needs the Engineering to Order process !
Moving to an integrated, multi-disciplinary engineering process or changing the main process from Engineering To Order to Built To Order / Configure To Order will cause major challenges in the company.
I have seen in the recent past, several companies that would like to change their way of working from a CAD centric Engineering To Order process towards a more Built to Order or Configure To Order process. The bottle neck of making this switch was every time that engineering people think in CAD structures and all knowledge is embedded in the CAD data. They now want to configure their products in the CAD system.
For Configure to Order you have to look at a different way to your CAD data:
Questions to ask yourself as a company are:
- When I configure my products around a CAD structure, what should I do with data from other disciplines (Electrical/Tooling/Supplier data) ?
- When I upgrade my 3D CAD system to a new version, do I need to convert all old CAD data to the newest versions in order to keep my configurations alive?
- When configuring a new customer solution, do I need to build my whole product in CAD in order to assure it is complete?
- In Configure to Order the engineering BOM and manufacturing BOM are different. Does this mean that when I go through a new customer order, all CAD data need to be handled, going through eBOM and mBOM transition again?
For me it is obvious that only in an Engineering to Order environment the CAD data are leading for order fulfillment. In all other typical processes, BTO (Built to Order), CTO (Configure to Order) and MTS (Make to Stock), product configuration and definition is done around items and the CAD data is important associated data for the product definition and manufacturing
In the case of order fulfillment in a Configure to Order process, the CAD structure is not touched as configuration of the product is available based on items. Each item in the mBOM has it relations to CAD data or other specifying information.
In the case of Built To Order, a huge part of the product is already configured, like in Configure To Order. Only new interfaces or functionality will go through a CAD design process. This new design might be released through a process with an eBOM to mBOM transition. In cases where the impact or the amount of data created in engineering is not huge, it is even possible to configure the changes immediately in an mBOM environment.
 A second point, which is also under a lot of discussion in the field ( PLM interest groups), is that PDM is easily to introduce as a departmental solution. The engineering BOM is forwarded to manufacturing and there further (disconnected) processed. The step from PDM to PLM is always a business change.
A second point, which is also under a lot of discussion in the field ( PLM interest groups), is that PDM is easily to introduce as a departmental solution. The engineering BOM is forwarded to manufacturing and there further (disconnected) processed. The step from PDM to PLM is always a business change.
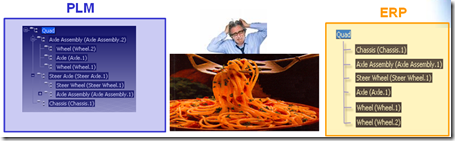
When PDM vendors talk about ERP integration, they often mean the technical solution of connecting the two systems, not integrating the processes around the BOM (eBOM/mBOM transition) 0r an integrated engineering change (ECR/ECO). See how easy it is according to some PDM vendors:
or
PLM requires an adaptation of all departments to work different and together around a single product definition. Especially in a mid-market company, this is a big issue, as all product knowledge is stored in the CAD data and the knowledge how to produce the product is stored in the mBOM on the ERP side. These environments are often disconnected.
Conclusion: In the context of PDM the importance of CAD data is clear and for companies following a strict Engineering To Order process the main source of product knowledge. Companies following the Built To Order / Configure To Order process should configure their products around items to keep flexibility towards the future.
Companies with the intention to move to Built To Order or Configure To Order should not invest too much in CAD data configuration as it creates a roadblock for the future.
In my next post I will address the question that comes up from many directions, addressed by Jim Brown and others, as discussed in one of his recent posts around a PLM standard definition and more ….
 This is the third post on Bill of Material handling for different types of companies, this time the focus on Configure To Order (CTO). In the CTO process, products are assembled and configured based on customer requirements. This means there is no more engineering needed when customer requirements are known. CTO examples are, the ordering process of a car with all its options, or ordering a personal computer over the internet.
This is the third post on Bill of Material handling for different types of companies, this time the focus on Configure To Order (CTO). In the CTO process, products are assembled and configured based on customer requirements. This means there is no more engineering needed when customer requirements are known. CTO examples are, the ordering process of a car with all its options, or ordering a personal computer over the internet.
So what has Configure To Order to do with PLM as there is no engineering?
The main PLM activity takes places when designing the configurable product. Designing a product that is configurable, requires a complete different approach as compared to Engineering to Order or Build to Order. Although we see a similar Configure to Order activity in the R&D departments of companies that follow the Build to Order process. They are also designing products or modules that can be used as-is in customer specific orders as part of the solution.
 The challenge of CTO is to design products that are modular, and where options and variants are designed on a common platform with common interfaces. If you look to the dashboard of a car you will see placeholders for additional options (in case you have the minimal car version) and also you might see that for example the radio display in a basic car version differs from the complete board computer in the luxury version. The common platform is one dashboard, fitting to numerous options.
The challenge of CTO is to design products that are modular, and where options and variants are designed on a common platform with common interfaces. If you look to the dashboard of a car you will see placeholders for additional options (in case you have the minimal car version) and also you might see that for example the radio display in a basic car version differs from the complete board computer in the luxury version. The common platform is one dashboard, fitting to numerous options.
An engineering department will not focus on designing and defining each of the possible combinations of options as this would be impossible to manage. What can be managed is the common platform (the baseline) and all different options on top of this baseline.
So what happens with the BOM?
The initial design of configurable products goes through similar steps as the BTO process, which means starting from a conceptual BOM, moving to an Engineering BOM (eBOM) and finally produce a BOM for manufacturing (mBOM). The difference is that in the CTO process the mBOM is not developed for just one product, but contains all definitions for all possible products. In this situation we talk about a generic mBOM.
Only when a customer order exists, the generic mBOM is resolved into a specific mBOM for this customer order, which then can be sent to the ERP system for execution.
 In a generic BOM the relations are managed by filters. These filters define the effectivity of the link, in simple words if the relation between two parts in the BOM is valid (and shown) or not. There are various ways to define effectivity – with again a differentiation in usage
In a generic BOM the relations are managed by filters. These filters define the effectivity of the link, in simple words if the relation between two parts in the BOM is valid (and shown) or not. There are various ways to define effectivity – with again a differentiation in usage
- revision based effectivity – which means the relation between two items is valid in case the revisions match
- date effectivity – which means the relation is valid during a certain time interval
Both methods are used most of the time for non-configurable products. The revision and date effectivity are used to be able to track the product history through time and therefore to have full traceability. But this does not work if you want to configure every time a customer specific order.
In that case we use unit or option based filtering.
- unit effectivity – which means the relation between two items is valid for a unit (or a range of units) produced. For example a batch of products or a unique product with a serial number
- option effectivity – which means the relation between two items is valid in case a certain condition is valid. Which condition depends on the configuration rules for this option. Example of options are: color, version, country
It is clear that unit and option based filtering of a BOM can lead to a conceptual complex product definition which goes beyond the BOM for Dummies target. Below an illustration of the various filter concepts (oops the animated gif does not work – i will investigate):

The benefit of this filtering approach is that there is a minimum of redundancy of data to manage. This makes it a common practice in the aerospace and automotive industry. An example describing all the complexity can be found for example here, but I am sure on this level there are enough publications and studies available.
And what about the CAD ?
I will write a separate post on this topic, as all the possible interactions and use cases with CAD are a topic on its own. You can imagine, having the 3D virtual world combined with a configurable BOM brings a lot of benefits
What PLM functions are required to support Configure to Order ?
- Project management – not so much focus here as the delivery project for a customer does not require much customer interaction. Of course, the product development processes requires advanced capabilities which I will address later in a future post.
- Document management – same approach as for project management. The product related documentation needs to exist and secured. Customer specific documentation can be generated often automatically.
- Product Management – managing all released and available components for a solution, related to their Bill of Materials. Often part of product management is the classification of product families and its related modules
- Item management – The main activities here are in the mBOM area. Capabilities for BOM generation (eBOM/mBOM), baseline and compare using filtering (unit based / option based) in order to support the definition if the manufactured product
- Workflow processes – As we are dealing with standardized components in the BOM, the Engineering Change Request (ECR) and Engineering Change Order (ECO) processes will be the core for changes. And as we want to manage controlled manufacturing definition, the Manufacturer Change Order process and Standard Item Approval process are often implemented
Optional:
- Requirements Management – specially for complex products, tracking of individual requirements and their implementation, can save time and costs during delivery to understand and handle the complex platform
- Service Management – as an extension of item management. When a customer specific order has been delivered it might be still interesting for the company that delivered the product to keep traceability of the customer configuration for service options – managing the Service and As-Built BOM
- Product Configurator – the reason I write it as optional, is because the target is order execution, which is not a PLM role anymore. The ERP system should be able to resolve the full mBOM for an order. The PLM product configuration definition is done through Product and Item management. Depending on the customer environment the role of configurator might be found in PLM in case ERP does not have the adequate tools.
Conclusion:
It is hard to describe the Configure To Order process in the scope of BOM for Dummies. As various detailed concepts exist per industry there is no generic standard. This is often the area where the PLM system, the PLM users and implementers are challenged the most: to make it workable, understandable and maintainable
Next time some industry specific observations for a change
 Continuing the posts on Bill of Material handling for different types of companies, this time the focus on BOM handling in a Build to Order process. When we are talking about Build to Order process, we mean that the company is delivering solutions for its customers, based on existing components or modules. A typical example is the food processing industry. In order to deliver a solution, a range of machinery (ingredient manipulation) and transporting systems are required. The engineering tasks are focused on integrating these existing components. In many cases new or adjusted components are required to complete the solution.
Continuing the posts on Bill of Material handling for different types of companies, this time the focus on BOM handling in a Build to Order process. When we are talking about Build to Order process, we mean that the company is delivering solutions for its customers, based on existing components or modules. A typical example is the food processing industry. In order to deliver a solution, a range of machinery (ingredient manipulation) and transporting systems are required. The engineering tasks are focused on integrating these existing components. In many cases new or adjusted components are required to complete the solution.
Research and Development in a BTO company
In a typical BTO company you see actually two processes.
- The main BTO process, fulfilling the needs for the customers based on existing components
- An R&D department, which explores new technologies and develops new components or modules, which will become available for selling to new customers.
 This is the innovation engine of the company and often can be found in a complete isolated environment – extra security – no visibility for other departments till release. The task for this R&D department is to develop machinery or modules based on new, competitive technologies, which are rapidly configurable and can be used in various customer solutions. The more these machines or modules are configurable, the better the company can respond to demands from customers, assuming a generic machine and interfaces does not degrade performance, compared to optimal tuned machinery.
This is the innovation engine of the company and often can be found in a complete isolated environment – extra security – no visibility for other departments till release. The task for this R&D department is to develop machinery or modules based on new, competitive technologies, which are rapidly configurable and can be used in various customer solutions. The more these machines or modules are configurable, the better the company can respond to demands from customers, assuming a generic machine and interfaces does not degrade performance, compared to optimal tuned machinery.
I will describe the BOM handling for this department in a future post, as also here you will see particular differences with the ETO and BTO BOM handling.
Back to the core of BTO
I found a nice picture from 2003 published by Dassault Systems describing the BTO process:

We see here the Bidding phase where a conceptual BOM is going to be defined for costing. Different from the ETO process, the bidding company will try to use as much as possible known components or technology. The reason is clear: it reduces the risk and uncertainties, which allow the bidding company to make a more accurate and competitive cost estimate for these parts. When a company becomes mature in this area, a product configurator can be used to quantify the estimated costs.
The result from the bidding phase is a conceptual BOM, where hopefully 60 % or more is already resolved. Now depending on the amount of reuse, the discussion comes up: Should modifications being initiated from the eBOM or from the mBOM?
In case of 60 % reuse, it is likely that engineering will start working around the eBOM and from there complete the mBOM. Depending on the type of solution, the company might decide to handle the remaining 40 % engineering work as project unique and treat it the same way as in an ETO process. This means no big focus on the mBOM as we are going to produce it only once.
I have worked with companies, which tried to analyze the 40 % customer specific engineering per order and from there worked towards more generic solutions for future orders. This would mean that a year later the same type of order would now be defined for perhaps 80 %. Many companies try to change themselves from a project centric company towards a product centric company, delivering configured products through projects.
Of course when solutions become 100 % configurable, we do not speak from BTO anymore, but from Configure to Order (CTO). No engineering is needed; all components and interfaces are designed to work together in certain conditions without further engineering. As an example, when you buy a car or you order a PC through the internet – it is done without sales engineering – it is clearly defined which options are available and in which relation.
See below:

However the higher the amount of reuse, the more important it becomes to work towards an mBOM, which we will than push the order to ERP.
And this is the area where most of the discussions are in a PLM implementation.
- Are we going to work based on the mBOM and handle all required engineering modifications from there?
Or
- Do we first work on a complete eBOM and once completed, we will complete the mBOM?
The reuse from existing components and modules (hardware) is one of the main characteristics of BTO. Compare this to ETO where the reuse of knowledge is the target no reuse of components.
The animation shows the high level process that I discussed in this post.
What PLM functions are required to support Build to Order ?
- Project management – the ability to handle data in the context of project. Depending on the type of industry extended with advanced security rules for project access
- Document management – where possible integrated with the authoring applications to avoid data be managed outside the PLM system and double data entry
- Product Management – managing all released and available components for a solution, related to their Bill of Materials. Often part of product management is the classification of product families and its related modules
- Item management – The main activities here are in the mBOM area. As items in a BTO environment are reused, it is important to provide relevant ERP information in the PLM environment. Relevant ERP information is mostly actual costs, usage information (when was it used for the last time) and availability parameters (throughput time / warehouse info).
As historically most of the mBOM handling is done in ERP, companies might not be aware of this need. However they will battle with the connection between the eBOM in PLM and the mBOM (see many of my previous posts).
As part of the BTO process is around engineering, an EBOM environment with connections to specifying documents is needed. This requires that the PLM system has eBOM/mBOM compare capabilities and an easy way to integrate engineering changes in an existing mBOM.
- Workflow processes – As we are dealing with standardized components in the BOM, the Engineering Change Request (ECR) and Engineering Change Order (ECO) processes will be the core for changes. In addition you will find a Bidding Process, a Release process for the customer order, Manufacturer Change Order process and a Standard Item Approval process.
Optional:
- A Sales Configurator allowing the sales engineering people to quickly build the first BOM for costing. Working with a Sales Configurator requires a mature product rationalization.
- Supplier Exchange data management – as many BTO companies work with partners and suppliers
- Service Management – as an extension of item management. Often in this industry the company who Builds the solutions provides maintenance services and for that reason requires another Bill of Material, the service BOM, containing all components needed when revising a part of the machine
- Issues Management – handling issues in the context of PLM gives a much better environment for a learning organization
- Requirements Management – specially for complex products, tracking of individual requirements and their implementation, can save time and costs during delivery
Conclusion (so far):
When you compare these PLM requirements with the previous post around ETO, you will discover a lot of similarities. The big difference however is HOW you use them. Here consultancy might be required as I do not believe that by having just functionality a company in the mid-market will have time to learn and understand the special tweaks for their business processes.
Next post more on configurable products
 This time a few theoretical posts about BOM handling, how the BOM is used in different processes as Engineering To Order (ETO), Make To Order (MTO) and Build To Order (BTO) organizations and finally which PLM functions you would expect to support these best practices.
This time a few theoretical posts about BOM handling, how the BOM is used in different processes as Engineering To Order (ETO), Make To Order (MTO) and Build To Order (BTO) organizations and finally which PLM functions you would expect to support these best practices.
I noticed from various lectures I gave, from the search hits to my blog and from discussions in forums that there is a need for this theoretical base. I will try to stay away from too many academic terminologies, so let’s call it BOM for Dummies.
Note: All information is highly generalized to keep is simple. I am sure in most of the companies where the described processes take place more complexity exists.
What is a BOM?
A BOM, abbreviation for Bill of Materials, is a structured, often multi-level list of entities and sub-entities used to define a product
I keep the terminology vague as it all depends to who is your audience. In general when you speak with people in a company that does engineering and manufacturing, you have two major groups:
- The majority will talk about the manufacturing BOM (mBOM), which is a structure that contains the materials needed to manufacture a product in a certain order.
We will go more in depth into the mBOM later. - When you speak with the designers in a company they will talk about the eBOM, which is a structure that contains the components needed to define a product.
Both audiences will talk about ‘the BOM’ and ‘parts’ in the BOM, without specifying the context (engineering or manufacturing). So it is up to you to understand their context.
Beside these two major types of BOMs you will find some other types, like Conceptual BOM, Customer Specific BOM, Service BOM, Purchase BOM, Shipping BOM.
Each BOM is representing the same product only from a different usage point of view
The BOM in an Engineering To Order company
In an Engineering to Order company, a product is going to be developed based on requirements and specifications. These requirements lead to functions and systems to be implemented. For complex products companies are using systems engineering as a discipline, which is a very structured approach that guarantees the system you develop is matching all requirements and these requirements have been validated.
In less complex and less automated environments, you will see that the systems engineering is done in the head of the experienced engineers. Based on the requirements, they recognize solutions that have been done before and they build a first conceptual structure to describe the product. This is a conceptual BOM, often only a few levels deep, and this BOM is mainly used for costing and planning the work to be done.
A conceptual BOM could like this (open the picture in a separate window to see the animation)

Depending of the type of engineering company, they are looking for the reuse of functions or systems. The reuse of functions means that you manage your company’s Intellectual Property (IP) where the reuse of systems can be considered as the reuse of standard building blocks (modules) to build a product. The advantage of system reuse of course is the lower risk, as the system has been designed and built and tested before.
From the conceptual BOM different disciplines start to work and design the systems and their interfaces. This structure could be named the eBOM as it represents the engineering point of view from the product. In Engineering to Order companies there is a big variation on how to follow up after engineering. Some companies only specify how the product should be made, which materials to use and how to assemble them. The real manufacturing of the product is in that case done somewhere else, for example at the customer site. Other companies still do the full process from engineering and manufacturing.
As there is usually no reuse of the designed products, there is also no investment in standardizing items and optimizing the manufacturing of the product. The eBOM is entered in the ERP system and there further processed to manufacture the product. A best practice in this type of environments is the approach that the eBOM is not a 100 % pure the eBOM, also items and steps needed for manufacturing might be added by the engineers as it is their responsibility to specify everything for manufacturing without actually making the product.
This animation shows on high level the process that I described (open the link in a separate window to see the animation)

What PLM functions are required to support Engineering To Order
The following core functions apply to this process:
- Project management – the ability to handle data in the context of project. Depending on the type of industry extended with advanced security rules for project access
- Document management – where possible integrated with the authoring applications to avoid data be managed outside the PLM system and double data entry
- Classification of functions and/or systems in order to have an overview of existing IP (what have we done) and to promote reuse of it
- Item management – to support the eBOM and its related documentation. Also the items go through a lifecycle representing its maturity:
– The eBOM might be derived from the mechanical 3D CAD structure and further extended from there.
– For design reviews it would be useful to have the capability to create baselines of the eBOM including its specifying documents and have the option to compare baselines to analyze progress
– The completed eBOM would be transferred to the ERP system(s). In case of a loose ERP connection a generic XML export would be useful (or export to Excel as most companies do) - Workflow processes – to guarantee a repeatable, measurable throughput of information – both approval and change processes
Optional:
- Supplier Exchange data management – as many ETO companies work with partners and suppliers
- Issues Management – handling issues in the context of PLM gives a much better environment for a learning organization
- Requirements Management – specially for complex products, tracking of individual requirements and their implementation, can save time and costs during delivery
- A configurator allowing the sales engineering people to quickly build the first conceptual BOM based on know modules combined with engineering estimates. This is the base for a better controlled bidding / costing
Let me know if this kind of posts make sense for you …..
Next time we will look at the BOM in a Build To Order process
 This week was again a week with several customer visits and discussions around PLM implementations. As analysts like CIMdata, AMR Research, the Aberdeen group are all claiming that PLM will be the next thing for small and medium manufacturing companies, the discussion around PLM is ongoing. Of course, PLM vendors are adapting their messaging and sometimes their products towards the SMB.
This week was again a week with several customer visits and discussions around PLM implementations. As analysts like CIMdata, AMR Research, the Aberdeen group are all claiming that PLM will be the next thing for small and medium manufacturing companies, the discussion around PLM is ongoing. Of course, PLM vendors are adapting their messaging and sometimes their products towards the SMB.
Some vendors like PTC and UGS try to downscale their existing products mainly by changing the packaging of the product (but it remains a PLM system originally designed for enterprises) others like Dassault Systemes have a special SMB offering with full PLM capabilities, ENOVIA SmarTeam.
But let’s assume we have the ideal PLM solution for an SMB company. This was the start point, I had during my meetings this week. How would you motivate a company to implement PLM, knowing all the constraints of SMB companies? Miki Lumnitz wrote about it in his blog –PLM for SMB who are those companies?
I noticed one of the main issues for discussion is the handling of the MBOM (Manufacturing BOM). So let’s look at the different viewpoints in a company.
EBOM (Engineering Bill Of Materials)
 “The EBOM reflects the way a product was functionally designed”
“The EBOM reflects the way a product was functionally designed”
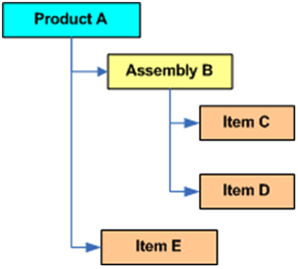
When engineers define a product, they design (or reuse) assemblies (modules) and add new parts and assemblies to the design. When working with a 3D CAD system, saving the product results in a document structure that resembles a lot the engineering BOM. Traditionally companies got the impression that by changing this EBOM structure a little, they would have a structure ready for manufacturing, called the MBOM.
MBOM (Manufacturing Bill of Materials)
“The MBOM reflects the way a product will be manufactured”
The MBOM is a structure derived from the EBOM. The main changes from EBOM to MBOM are: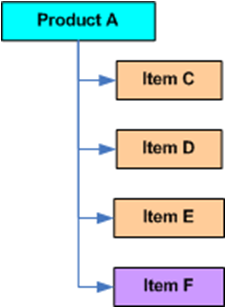
- removal of subassemblies that do not exist in the physical world. For example a grouping of two parts that are logically grouped by the designer, but as a group does not make sense for manufacturing (Assembly B).
- And in addition to non-design items which are needed for manufacturing the product. For example paint or grease. (Item F)
Traditionally – and also in the companies I was visiting – the EBOM is the domain for the engineering department and with additional modifications, they provide a BOM (is it EBOM or MBOM ?) to the ERP system. Some companies add non-engineering items to their design – they draw a can of paint in their design to make sure the paint is part of the BOM. Some work with phantom production order to address the usage of subassemblies by engineering.
Both EBOM and MBOM definitions are preparations before production can start. The EBOM and MBOM contain the product knowledge, how to build and how to manufacture a product. For that reason, they should be handled in the PLM system. The main reasons for that are:
- during process engineering, there is a need to use, analyze and sometimes adapt engineering data. This can be done in the most efficient way within one system where all product data is available
- PLM systems, like ENOVIA SmarTeam, contain tools to create quickly based on certain rules an MBOM derived from the EBOM and when changes occur even compare both structures again, to adapt to these changes
- Having a single environment for product definition and manufacturing improves the total product understanding
So where is the MBOM?
Ask yourself as a company ” where do I handle the MBOM ?” Some of you might say, we do not have an MBOM as our EBOM with some modifications is already good enough for manufacturing. Many companies might say, we manage the MBOM in the ERP system as this is (was) the only system we had where we could define such structures. These companies are candidates for improving their Concept to Manufacturing process, as for sure either users or working methods are compromised to work with the MBOM in the ERP system.
Some might says: Do we still need ERP systems?
Yes, as ERP systems are built to schedule and execute the production of well-defined products in the most efficient way. ERP systems are needed for the execution, often the core activity for manufacturing systems.
PLM systems are the reason that ERP systems can execute, they bring the product definition and information to produce a product. And in case the company designs and manufactures excellent and innovative products the future is bright.
But we should not consider engineering activities in the same way as production activities.
Einstein once said (and he is not an expert anyway):
Innovation is not the product of logical thought, even though the final product is tied to a logical structure
I am curious to learn where you manage your MBOM

Hi Jos, Knowing your background in methodology and education, I wanted to share a longer article with you: “What is…
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…