
 The past weeks I have been traveling and visited several implementers and potential PLM customers in Europe. Afterwards I presented and joined a panel session in the SAE 2008 Commercial Vehicle event.
The past weeks I have been traveling and visited several implementers and potential PLM customers in Europe. Afterwards I presented and joined a panel session in the SAE 2008 Commercial Vehicle event.
Between the traveling I had enough time to reflect what i saw and heard and I realized that in the mid-market and perhaps in the lower tiers of the automotive industry, people are locked in by the way they are working and thinking, meanwhile seeing PLM vendors already coming with future concepts, talking about PLM 2.0
Many of the mid-market manufacturing companies I met in Europe are just realizing PDM (Product Data Management) in their company, usually as an extension of CAD data management. If you look to the demands of these companies through RFQs, they are trying to build a complete environment for their product data mostly around the engineering department.
This is the classical way bigger companies were implementing 15 years ago, and now mid-market companies see and understand the maturity of this concept.
Is PDM the first step to PLM ?
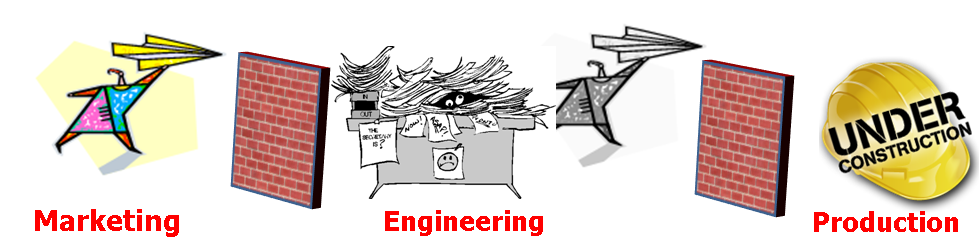
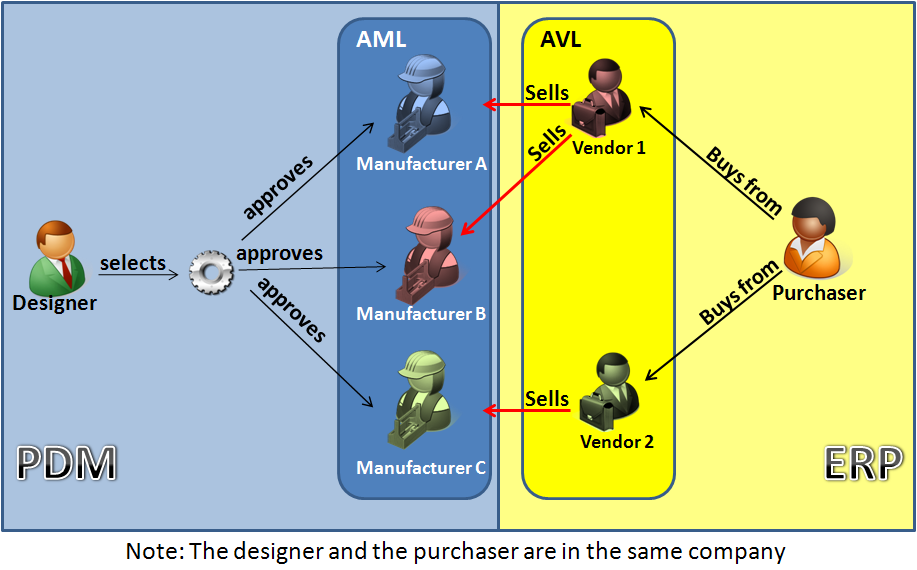
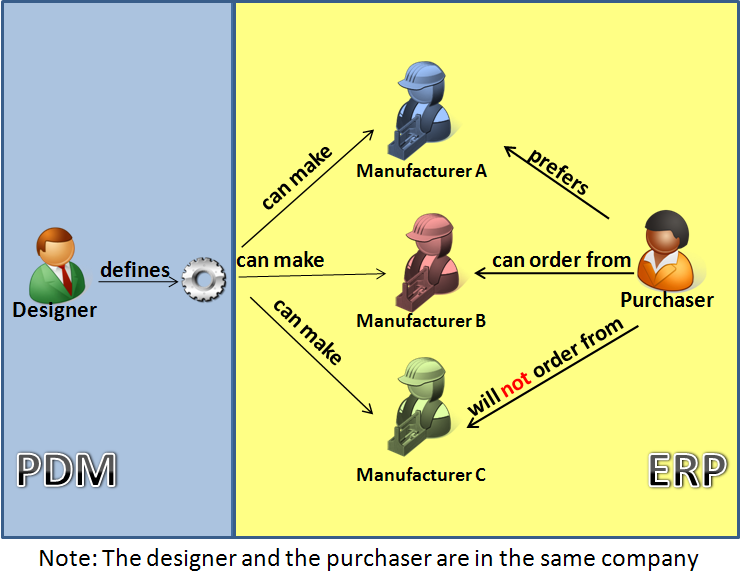
In my previous posts I already argued that implementing PLM (which goes beyond PDM) brings the real benefit for manufacturing companies, but this requires a change in the current way of working. Disciplines (marketing/sales,engineering, production engineering, maintenance & service) have to collaborate around the major business processes from the company, instead of optimizing each department and then forward information to the next department as we can see from the (classical) picture below:
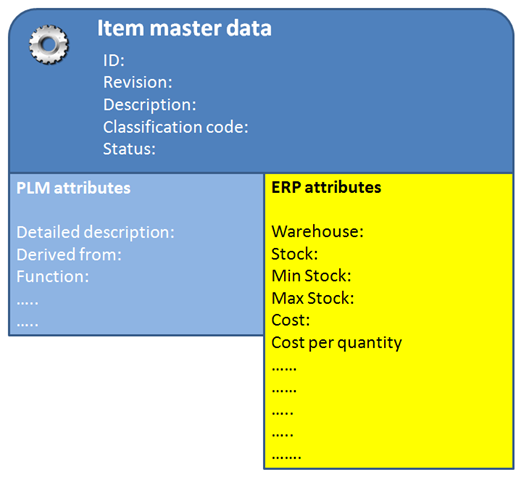
Now these companies implement PDM, but what is the result ?
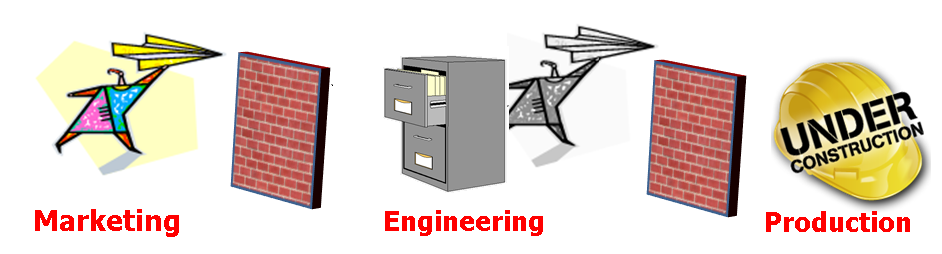
For mid-market companies the above step is easier to implement as it has not so much impact on the organization, however the fundamental way of working does not improve and does not provide the full benefits that bigger enterprises experience. The main benefits in the above situation are quality and efficiency benefits for engineer. As there is still no connection between the customers (marketing/sales) and the field (customers / service), the engineering department will work in an ivory tower, knowing what’s best. Only the real problems will reach them but the fine, combined information from the field will not reach them, and for that reason innovation is much harder to come from this approach.
Although PDM can be a first step towards PLM, it is only a step to get organized
The real benefits come when the collaboration around the whole product lifecycle is implemented. This is mostly not going to happen by a bright individual in the company. It requires a strategic vision and approach from the management, to change the way departments are working and connected.
In the very small mid-market companies this kind of collaboration has always existed ad-hoc. Quotes I heard in the past weeks were:
“if there was an issue, we all gathered around the machine in production and we solved it on the floor. This is collaboration.”
or:
“we do not need workflow and other tools to spend time informing each other. If there is something required, we just talk to each other”
These quotes above show, that people are not prepared for a structured, global approach. The main manufacturing process should be defined in such a way that exceptions like the first quote do not occur. Also the talking from the second quote is replaced by something that is traceable and secure, in order to guarantee repeatable results. This is the major task for the management in mid-market companies.
Meanwhile it is the role of the PLM providers to talk and understand the language from the mid-market companies. Not technology but work/task-oriented solutions will narrow the gap between the user and the software. Once the gap becomes smaller, mid-market companies might understand and feel the benefits of PLM.
So is the gap 15 years ?
I guess not, and for the following trends:
- More and more early adapters from PLM in the mid-market report the benefits from their PLM implementation. So the acceptance for PLM becomes mature.
- Mid-market companies will become more and more part of enterprises, which will bring the strategic vision of PLM to them.
- The aging workforce requires companies to capture knowledge that will disappear if they keep on working the same way. Joe, who knows everything, will retire in 5 – 10 years. This is where the management will get alerted to act – in time we hope.
- The new workforce comes with different, multi-tasking skills, used to work with a computer on parallel sessions. It is to the management to understand these new talents and develop them.
As most of the points are addressed to the management, I want to point once more to the following posts from the past:
culture change in a mid-sized company a management responsibility









 In the
In the 




{kind=link}
{kind=link}
Interesting reflection, Jos. In my experience, the situation you describe is very recognizable. At the company where I work, sustainability…
[…] (The following post from PLM Green Global Alliance cofounder Jos Voskuil first appeared in his European PLM-focused blog HERE.) […]
[…] recent discussions in the PLM ecosystem, including PSC Transition Technologies (EcoPLM), CIMPA PLM services (LCA), and the Design for…
Jos, all interesting and relevant. There are additional elements to be mentioned and Ontologies seem to be one of the…
Jos, as usual, you've provided a buffet of "food for thought". Where do you see AI being trained by a…